Виды горелок для газовой сварки
Газовая горелка – это незаменимый инструмент для выполнения разных видов газопламенной обработки изделий из металла. В частности, с её помощью можно осуществить газокислородную сварку и нагрев деталей. Это достигается при помощи смешения горючего газа с кислородом, благодаря чему формируется устойчивое высокотемпературное пламя. Газовые сварочные горелки используются в основном в промышленной отрасли, но могут быть использованы и в небольших мастерских. Прежде чем выбрать газовую горелку, оптимальную для вашего вида работ, нужно разобраться в особенностях конструкций.
Классификация
По конструктивным особенностям и способу подачи смеси выделяют два вида газовых сварочных горелок: инжекторные и безинжекторные. Наибольшее распространение приобрели первые устройства. В них используется горючий газ низкого давления, которые попадает в камеру смешения за счёт подсоса струёй кислорода – он, в свою очередь, вытекает из инжектора. Выходя из отверстия малого диаметра, поток кислорода попадает в пространство между входом в камеру смешения и инжектором, и на выходе из инжектора разрежается. За счёт этого происходит подсос горючего газа низкого давления газом высокого давления.
Безинжекторная горелка более простая по конструкции. Кислород и горючий газ в ней подаются в смеситель одновременно при помощи системы, которая состоит из шлангов, вентилей и ниппелей. Оба вещества смешиваются в камере, после чего направляются в наконечник. При этом давление, с которым подаётся смесь газов, должно соответствовать определённым значениям. Если скорость окажется выше необходимой, то пламя будет тухнуть, не отрываясь от среза горелки, если же ниже – то смесь при попадании внутрь горелки будут взрываться в ней.
Кроме того, горелки для сварки и термической обработки делятся по типу горючего газа на следующие виды:
Ацетилено-кислородные. Работают за счет горения ацетилена в кислороде. По мощности встречаются модели малой и средней мощности. Подходят для сварки, пайки, нагрева и прочих операцией газопламенной обработки изделий из металла.
Пропано-кислородные. Чаще всего применяются для пайки металлов высокотемпературными припоями, что обусловлено более низкой температурой смеси из пропана и кислорода, которая не позволяет производить сварку наравне со сварочными ацетиленовыми горелками.
Пропановые газовоздушные. В качестве горючего газа в моделях этой категории применяется пропан-бутановая смесь. Их используют для нагрева и термообработки изделий из разных металлов, а также для обработки неметаллических материалов, таких, как битумный рулонный материал.
Рекомендации по выбору
Выбор газовой горелки следует делать с учётом не только собственных возможностей и предпочтений, но и общей стоимости эксплуатации. Полезные советы:
Расходные детали. В связи с высокой температурой компоненты горелки со временем изнашиваются и выходят из строя. Более долговечные детали ощутимо уменьшают расходы, связанные с эксплуатацией устройства. Также узнайте, из какого материала выполнен наконечник, т.к. от этого зависит его эксплуатационный срок и теплостойкость. Кроме того, помните о характеристиках расходных частей.
Простота обслуживания. Выбрав устройство с простой конструкцией, вы ощутимо упростите её обслуживания. Кроме того, горелка в определённой степени должна выдерживать небрежное обращение, т.к. от этого никто не застрахован. Предпочтение стоит отдать устройству, способному противостоять сильным ударам.
Что предлагает ГК «Кедр»
В наших каталогах представлены надёжные и удобные горелки для газопламенной сварки и термической обработки материалов. К примеру, сварочная ацетиленовая горелка Г-2 Малютка является универсальной моделью, которая комплектуется цельнотянутыми медными наконечниками, позволяющими производить сварочные работы в труднодоступных местах. Пропановые газовоздушные горелки серии ГВ являются надежными устройствами для нагрева изделий из металлов или неметаллических материалов. Больше выбора вы можете найти в нашем каталоге.
Устройство и классификация сварочных горелок

Для сварки металлов наравне с самим аппаратом важную роль играет сварочная горелка. От неё напрямую зависит качество конечного результата, безопасность процесса и уровень производительности.
Горелка для полуавтомата обычно поставляется в комплекте со сварочным аппаратом. Хороший производитель сразу подбирает оптимальный вариант. Но это расходник, который периодически изнашивается и требует замены. Выбор новой осложняется большим количеством нюансов, в которых бывает не просто разобраться.
Зачем нужна сварочная горелка
Без горелки можно обойтись разве что выполняя сварку ручным дуговым методом (ММА). В остальных случаях – это главный инструмент сварщика. Он применяется во всех типах сварочных процессов, где требуется наличие газа:
MIG/MAG (в защитной газовой среде);
Главное её назначение заключается в смешивании и подаче защитного или горючего газа в рабочую зону, формировании устойчивого пламени. При этом силу горения можно регулировать.
Разбираемся в устройстве
Сварочные горелки для каждого из типов сварки могут иметь присущие только им конструктивные особенности. Но в целом их устройство идентично: сама горелка (гусак), рукав (шлейф) и контактный элемент.
Инструмент для газовой сварки максимально просто устроен. С тыльной стороны рукоятки два штуцера, к которым подключаются шланги. Подача газов регулируется вентилями. Внутри есть смесительная камера. К рукоятке посредством накидной гайки крепится наконечник. И завершает конструкцию мундштук, через который выходит пламя.
Горелка для сварочного полуавтомата отличается тем, что кроме газа, в неё по шлейфу подаётся ещё и ток, а также сварочная проволока. В мощных устройствах есть каналы для жидкостного охлаждения.
Принцип работы сварочной горелки
Это оборудование имеет простой принцип действия: газы через регулирующие вентили подаются в смеситель, после чего под давлением выходят наружу через сопло. Горящий газовый поток должен иметь определённую скорость – 70-150 м/сек. Превышение этого значения приводит к тому, что пламя отрывается от мундштука и затухает. А если скорость газа будет слишком низкой – огонь может переброситься внутрь инструмента, что чревато взрывом. Поэтому важно, чтобы горение происходило в заданных режимах.
В устройствах типа MIG/MAG или TIG процесс формирования шва происходит не под температурным воздействием пламени, а посредством электрической дуги. Но газ тоже присутствует и служит для формирования защитной среды вокруг сварочной ванны.
Классификация сварочных горелок
Правильно подобранная горелка для сварки позволяет максимально эффективно выполнять сварку металлов, обеспечивает комфорт и безопасность рабочего. Чтобы купить инструмент чётко под свои нужды, необходимо знать его классификацию и конструктивные особенности. Внешняя простота этих изделий обманчива; если копнуть глубже, то у неподготовленного человека может закружиться голова от разнообразия их видов:
С инжектором и без.
Газовые и жидкостные.
Универсальные и специализированные.
Однопламенные и многопламенные.
Ручные и машинные.
С разной мощностью пламени.
Газовые горелки
Горелки для газовой сварки по принципу работы бывают инжекторными и безинжекторными (диффузионными), а также отличаются по применяемому газу и по мощности.
Мощностные характеристики
Возможности газовой горелки и область её применения во многом зависят от её мощности. Этот показатель регулирует ГОСТ 1077-79, согласно которому оборудование делится на 4 типа:
Микромощность (r1) – горелки безинжекторного типа со штуцером размером М12х1,25. Применяют для сварки металла толщиной от 0,1 до 1 мм, а также для пайки.
Малая мощность (r2) – горелки инжекторного и безинжекторного типа со сменными штуцерами (наиболее популярны наконечники с размерами М12х1,25 и М16х1,5). Это распространённый вариант, хорошо подходящий для домашнего использования и небольших мастерских. Толщина свариваемых изделий от 0,3 до 10 мм.
Средняя мощность (r3) – здесь также возможно применение инжекторных и безинжекторных механизмов. Размер наконечника М16х1,5. Варят металл толщиной 0,5-35 мм. Чаще используются в промышленных условиях.
Большая мощность (r4) – горелки только инжекторного типа со штуцером М16х1,5. Сваривают толстостенные конструкции от 40 до 85 мм.
Безинжекторные горелки
Диффузионные модели предельно просто устроены. Кислород и горючий газ подаются в смесительную камеру с одинаковым давлением по отдельным каналам. Перед входом в смеситель потоки разделяются на несколько тонких струй. Это создаёт дополнительные завихрения и способствует лучшему смешиванию. Получившаяся смесь устремляется далее и выходит из наконечника.
Безинжекторные горелки имеют свои плюсы: можно отдельно регулировать подачу каждого из компонентов, точно изменяя температуру пламени на выходе, для работы не требуется высокое давление. К минусам можно отнести неполное сгорание газа и небольшой КПД, риск попадания пламени внутрь форсунки с последующим взрывом держателя.
Инжекторные
В инжекторных моделях можно регулировать лишь давление кислорода. Он подаётся в смесительную камеру с большой скоростью мимо отверстий для поступления горючего газа. При этом создаётся разряженная зона низкого давления, под действием которой горючий газ устремляется в смеситель вслед за кислородом. А дальше по наконечнику смесь выходит наружу. Благодаря этому компоненты перемешиваются тщательно, а горение проходит с более высокой температурой. Пламя вырывается из форсунки с большей скоростью, что предотвращает его попадание внутрь. Недостаток заключается в неравномерном горении, из-за того, что невозможно точно отрегулировать соотношение компонентов.
Различия по применяемому газу
В сварочном процессе могут применяться три разных типа газовой смеси. Для каждого из них требуется своя горелка:
1. Для ацетиленовой сварки. Основное применение – сварка, пайка и подогрев металлов. Температура пламени – около 3200 °С. Можно варить чёрные металлы небольшой толщины. Работа с высококачественной легированной сталью тоже возможна, но качество будет низким.
2. Пропано-кислородные. Из-за низкой температуры горения пропана (2000-2100 °C) варить ими чёрный металл затруднительно, но возможно, если толщина материала до 3 мм и неважно качество соединения. Такие горелки лучше подходят для пайки с использованием высокотемпературного припоя.
3. Для газовоздушной пропановой сварки. Это горелки инжекторного типа для работы с пропан-бутановой смесью. Варить и паять ими не получится. Основное предназначение – нагрев неметаллических и металлических материалов. Например, при укладке кровли или нагрев труб для их последующего сгибания. Они делятся на однопламенные и многопламенные (с несколькими соплами).
Горелки для полуавтомата (MIG/MAG)
Процесс сварки типа MIG/MAG осуществляется плавким электродом в среде защитного газа. Горелка состоит из трёх основных элементов: рабочая часть – гусак, кабель и контактный разъём, который служит для подключения к сварочному аппарату. По рукаву в рабочую часть подаётся проволока, газ и электрический ток. Гусак выполнен в форме пистолета с кнопкой активации.
При выборе горелки для полуавтоматической сварки следует учитывать ряд факторов: силу тока, длину рукава, тип охлаждения, эргономику и удобство в обслуживании.
С первым параметром всё предельно понятно, важно лишь знать, на какой максимальный ток рассчитан Ваш сварочный аппарат, и выбрать оборудование в соответствии с этим показателем.
Длину рукава подбирают исходя из собственных предпочтений и задач. Кто-то считает, что чрезмерно длинный шлейф способствует энергопотерям, отдавая предпочтение коротким. Другим же наоборот важен запас длины для большей мобильности.
Тип охлаждения бывает воздушный и жидкостный. Первый подходит для сварки небольшими токами (до 250 А). С более мощными сварочными аппаратами предпочтительней жидкостное охлаждение.
Эргономику каждый выбирает под себя. Важно, чтобы инструмент удобно лежал в руке и был хорошо сбалансирован.
Основная нагрузка приходится на рабочий край горелки. Для удобства обслуживания наконечник с соплом и диффузором делают съёмными. Это даёт возможность работать с проволокой разной толщины, облегчает их чистку или замену.
Для аргонодуговой сварки (TIG)
Аргоновая сварка также проходит в среде защитного газа, но используется тугоплавкий электрод, а формирование шва происходит за счёт присадочного материала. Здесь не требуется устройство для подачи электрода, он закреплён неподвижно в центре форсунки. Факторы, на которые стоит обратить внимание при выборе, здесь такие же, как в случае с полуавтоматом. Кроме этого, существуют вентильные TIG-горелки, позволяющие контролировать подачу газа. Удобно, если горелка для аргонодуговой сварки оснащена триггером, с помощью которого можно активировать подачу газа в необходимый момент.
Правила использования горелок для сварки
Первым делом необходимо зачистить свариваемые участки для обеспечения лучшего соединения и подобрать подходящую присадочную проволоку. Далее на сварочном аппарате предварительно регулируется сила тока и скорость подачи проволоки. После настраивается скорость газовой смеси. Этот параметр подбирается опытным путём или с помощью выбора встроенной программы. Теперь можно приступать непосредственно к сварке.
Факел и присадочная проволока направляются в начало шва. По мере образования сварочной ванны горелка перемещается вперёд. Делая вертикальные швы, выбирайте направление снизу вверх. Так будет легче контролировать процесс, а поверхность после застывания получится менее деформированной. При этом подача газа должна быть выше примерно на 30 % в сравнении с горизонтальным процессом.
Важные нюансы
Работа с газом требует высокой квалификации сварщика, знание и соблюдение правил безопасности. В применении газовых горелок есть множество нюансов, приведём самые важные из них:
1. Для начала работы первым пускается горючий газ и только потом кислород. Чтобы погасить горелку, наоборот: сначала перекрывается кислород, а затем горючий газ.
2. Газовые горелки бывают 2-тактными и 4-тактными. В первом случае для активации необходимо нажать и удерживать клавишу пуска. Отпускаете – работа прекращается. Принцип работы 4-тактной горелки другой: короткое нажатие кнопки включает подачу газа и активирует процесс сварки, при повторном коротком нажатии газ перестаёт поступать.
3. Диаметр проволоки в полуавтоматической горелке должен точно соответствовать диаметру её направляющей внутри сопла.
Правильный выбор
Любые работы с использованием газа относятся к разряду опасных. Поэтому очень важно внимательно относиться к выбору газосварочного оборудования. Никогда не пренебрегайте правилами техники безопасности и выбирайте оборудование только от проверенных производителей.
В каталоге товаров компании представлены горелки для полуавтоматов, а также для аргонодуговой сварки, отвечающие самым высоким параметрам безопасности. Квалифицированные менеджеры знают все нюансы работы со сварочным оборудованием и всегда готовы сделать так, чтобы Ваша покупка оказалась максимально полезной.
Особенности и преимущества газовой сварки

Опыты по сварке и резке металлов с помощью горючих газов впервые были проведены в конце XIX века. В 1895 г. Анри Луи Шателье продемонстрировал высокотемпературное пламя, полученное им при горении ацетилена в кислороде. Температура пламени достигала 3000 градусов Цельсия. Этому успеху предшествовало открытие способа получения карбида кальция из известняка и угля.
Благодаря целому ряду уникальных возможностей, газовая резка и сварка металлов получили широкое распространение, несмотря на уже известную в то время электросварку. Сильно милитаризованный мир начала XX столетия пришёл в восторг от возможности сварки и резки металлов под водой. Уже в 1917 г. подводная кислородная резка была поставлена на службы военно-морских ведомств Англии и Америки.
Россия впервые увидела газовую сварку на демонстрационных опытах в Московском техническом училище в 1906 году. Сварка была по достоинству оценена благодаря небольшой стоимости и простоте аппаратуры. Широкое применение такого способа соединения металлов сдерживалось только небольшими объёмами производства карбида кальция в стране.
Физико-химические основы газовой сварки
Виды сварки, использующие тепловую энергию, относятся к термическому классу. В этот класс входит и газовая сварка. Кромки соединяемых деталей располагаются параллельно и плавятся до образования сварочной ванны, где происходит соединение их материалов. После остывания расплава образуется единое целое, что и является сварочным швом.
Нагрев и плавление металлов происходит под воздействием теплоты, выделяющейся из горелки в результате реакции окисления между ацетиленом и кислородом.
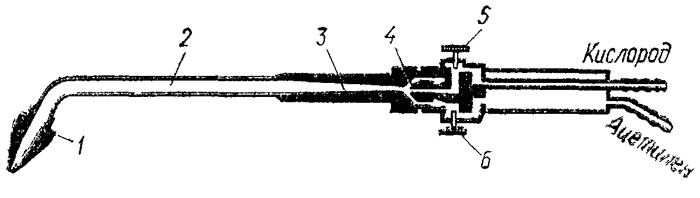
Эскиз горелки: 1 — мундштук; 2 — сменный наконечник; 3 — смесительная камера; 4 — инжектор; 5 — кислородный вентиль; 6 — ацетиленовый вентиль
С точки зрения кинетики химических и диффузионных процессов, сварка металлов плавлением является высокотемпературным процессом, который активирует химические реакции между металлом, средой, шлаками и создаёт условия для диффузионных процессов соединения металлов. Атомы и молекулы металлов входят в тесное соприкосновение и образуют новые молекулы, из которых состоит материал сварного шва.
Замечательной особенностью этого вновь образованного материала сварного шва является то, что его прочность, зачастую, бывает выше прочности исходных материалов. Это качество подтверждено как лабораторными физическими исследованиями, так и реальными фактами разрушения материала около шва в то время, как шов остаётся целым.
Для надёжного ведения газосварочных работ необходимо выполнение условия двукратного превышения температуры горения газа над температурой плавления металла. Такие условия можно создать только с помощью ацетилена, имеющего температуру горения 3150 0 С. Этот газ позволяет варить практически все виды стали. Говорить о преимуществах и недостатках этого вида сварки можно только с учётом свойств газов, задействованных в процессе.
Какой газ подходит для сварки
Кислород
Кислород получают из воздуха методом криогенной ректификации. По качеству кислород принято делить на три сорта в зависимости от наличия примесей:
1-й сорт содержит 99,7% кислорода;
2-й сорт содержит 99,5% кислорода;
3-й сорт содержит 99,2% кислорода.
Разница в процентном содержании может показаться незначительной, но это не так. Сорт очень важен, особенно при резке металлов. Даже незначительное уменьшение содержания кислорода снижает скорость резания и увеличивает расход газа. Чаще всего, кислород к месту работы доставляют в баллонах под давлением 150 – 165 атм.
Ацетилен
Существует два способа ведения работ с использованием ацетилена. В первом случае его получают на месте проведения работ в специальном устройстве. Реактивами служат карбид кальция и вода. Однако большее распространение получил способ доставки готового ацетилена к месту работ.
Баллонная доставка ацетилена отличается от доставки большинства других газов. Эта особенность обусловлена чрезвычайной взрывоопасностью этого газа. Заполненные активированным углём баллоны пропитывают ацетоном. Такой приём позволяет снизить взрывоопасность до приемлемого уровня. Обычно используются баллоны объёмом 40 литров, из которых в нормальных условиях получают 4,5 м 3 газа.
Другие газы
Другие газы используют исключительно по причине дороговизны ацетилена. В качестве заменителей чаще всего используют или пропан, или пропанобутановую смесь. Эти газы обладают высокой теплотворной способностью, но потребляют в три раза больше кислорода, что сводит экономический эффект от их применения почти до нуля. Цветные металлы, имеющие более низкую температуру плавления, свариваются пропаном со значительной экономией.
Гораздо реже используют другие заменители ацетилена, так как они имеют ещё более низкую температуру сгорания. Но не стоит сбрасывать их со счетов. Существует масса конкретных случаев, где их применение вполне оправдано.
Преимущества и недостатки газовой сварки
Основное преимущество, которое способствовало широчайшему внедрению газовой сварки – её простота. Список необходимого оборудования краток, что делает этот вид сварки незаменимым для неспециализированных производств. Попробуйте найти на сельской ферме электросеть достаточной мощности, сварочный генератор, специалиста для его профилактики и ремонта и ещё много чего. А пару баллонов с газом и резак всегда можно прикатить вручную в любую точку села.
Простота метода заключается не только в простоте оборудования, но и в простоте ведения сварки. Регулируя количество газа, проходящего через горелку и её наклон, можно менять скорость и площадь нагрева, задавая различные режимы сварки.
К недостаткам относят высокую стоимость ацетилена, низкую производительность его заменителей, которая обусловлена небольшой скоростью прогрева металла. Повышению себестоимости работ способствует, неизбежно, большая площадь нагрева металла. Не следует упускать из виду и значительную взрывоопасность процесса.
Совокупность положительных и отрицательных качеств газовой сварки и определяет выбор технологов при различных условиях ведения работ. Можно с уверенностью сказать, что газовая сварка прочно вошла в технологические процессы и вряд ли сдаст свои позиции в ближайшее время.
Практическое применение газовой сварки
Проще было бы сказать о том, где не применяется газовая сварка. Это универсальный метод и область его применения ограничена только соображениями рентабельности. Есть место, где эту разновидность сварки можно считать незаменимой – это кузовной ремонт и прочие места, где варят очень тонкую листовую сталь.
Традиционно этому виду сварки отдают предпочтение при:
монтаже труб диаметром до 50 мм.;
сварке цветных металлов (алюминия, меди) и их сплавов;
сварке чугунных изделий.
С её помощью можно легко устранять дефекты чугунного, латунного и бронзового литья. Для этого применяют газовую сварку с чугунными, латунными и бронзовыми прутками. Она используется для наплавки твёрдых сплавов. Простота метода обусловила его широкое применение при ремонтных работах, в сельском хозяйстве и строительно-монтажных работах.
Технология и способы ведения газовой сварки
Технологический процесс газовой сварки предусматривает чистку краёв свариваемых деталей. Края освобождаются от мусора, грязи, окалины, шлака и зачищаются металлическими щётками. Для предотвращения деформации металла в процессе сварки предусматривают предварительную прихватку вдоль шва.
На следующем этапе подготовки подбирают горелку по мощности. Понятно, что более толстому металлу будет соответствовать более мощная горелка. Мощность горелки определяется её способностью пропускать то или иное количество газа в единицу времени.
Существует два основных способа газовой сварки: левый и правый. Левым способом сваривают металлы толщиной до 3 мм. Горелку ведут справа налево. Присадочная проволока, диаметром равная половине толщине металла плюс 1 мм., должна быть впереди горелки. Это самый распространённый способ, т.к. в этом случае сварщик хорошо видит шов и, естественно, внешний вид шва получается лучше.
При правом способе сварки горелка движется слева направо, и вслед за ней движется присадочный пруток, диаметром равный половине толщины металла. Этим способом варят листы толщиною более 3 мм. Движение горелки сопровождается поперечными колебаниями, что позволяет лучше прогреть шов. Ввиду того, что пламя горелки направлено в сторону остывающей сварочной ванны, металл лучше защищен от окисления. Сварочный шов получается не такой красивый, как при левом способе, но более качественный.
Как вы могли заметить, нет однозначного превосходства одного способа сварки над другим. Выбор зависит от многих факторов и ставит перед технологами непростую задачу. Кроме способа ведения горелки, технологи должны задать способ сварки.
Сквозной валик
Это наиболее простой и часто используемый способ. Соединяемые листы располагают с зазором равным половине толщины металла. Далее происходит оплавление кромки до появления сквозного отверстия. Затем его заливают расплавленным металлом кромки.
Газовая сварка ванночками
Используется для соединения углов и стыках при толщине металла не более 3 мм. Данный метод предусматривает применение присадочного прутка или проволоки. На шве создают сварочную ванну и вводят в неё присадочный пруток. После расплавления небольшой части прутка его переводят в тёмную часть пламени, которая обладает восстановительными свойствами.
При этом горелка перемещается на новый участок шва круговым движением, где образуется новая ванночка, перекрывающая предыдущую на треть диаметра. Этот способ показывает хорошие результаты при сварке тонких листов и труб из малоуглеродистой и низколегированной стали.
Многослойная газовая сварка
Применяется только для сварки ответственных изделий. Очень высокого качества, но требует больших затрат времени и газа. Преимущества заключаются в меньшей зоне нагрева металла, отжиге нижних слоёв во время сварки последующих. Проводится сварка короткими участками с очисткой каждого предыдущего слоя от окалины. Для повышения качества шва каждый предыдущий слой может проковываться перед наложением следующего.
Оборудование для газовой сварки
Газовая горелка

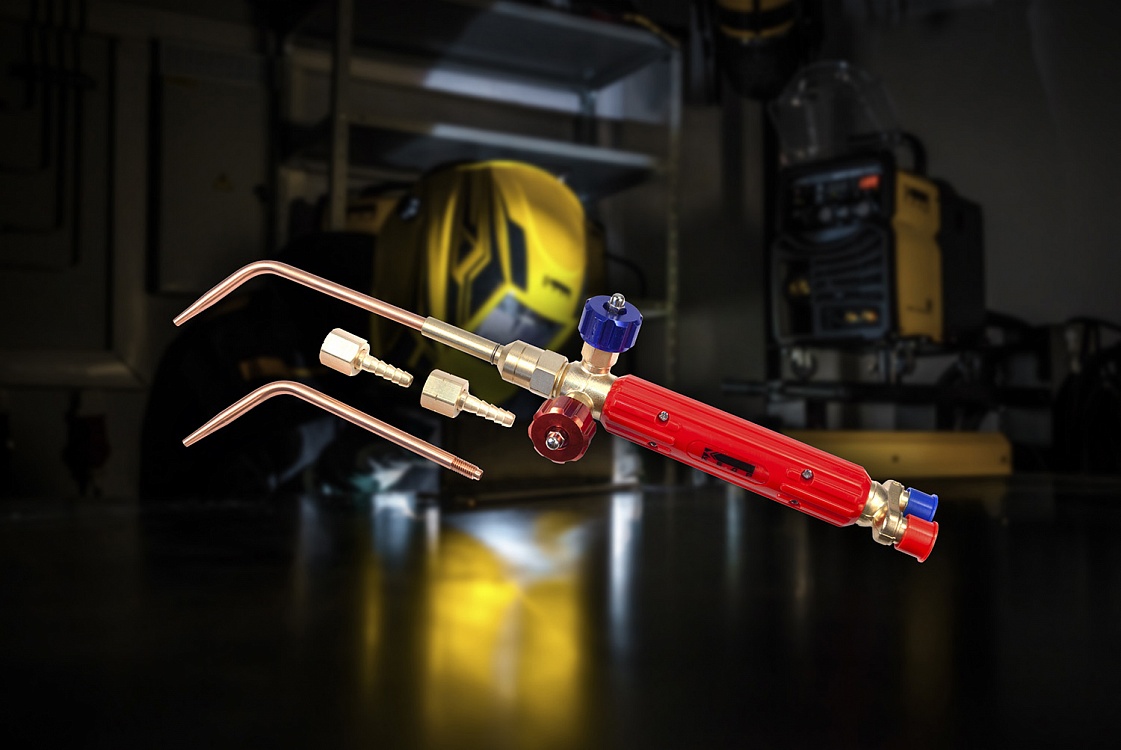
Основным рабочим инструментом газосварщика является газовая горелка. Средняя часть горелки имеет два вентиля для регулировки подачи горючего газа и кислорода. Для исключения возможности открытия ненужного вентиля, на них имеются выпуклые надписи. Кроме того, они окрашиваются в разные цвета. С одной стороны к средней части (через уплотнительное кольцо) подсоединяется наконечник с мундштуком, с другой стороны - два штуцера, предназначенные для подключения шлангов подачи кислорода и ацетилена.
Конструктивно горелки могут быть выполнены как инжекторными, так и безинжекторными. Встречаются следующие разновидности горелок:
По мощности горелки разделяют на горелки малой, средней и большой мощности. Горелки большой мощности используются крайне редко. Горелки малой мощности получили самое большое распространение. Ими варят листы металла толщиной от 0,2 до 7 мм. Листы металла толщиной от 0,5 и до 30 мм. варятся с помощью горелок средней мощности. Для получения наилучших показателей по рентабельности и производительности горелки малой мощности комплектуются четырьмя видами насадок, а горелки средней мощности имеют семь видов насадок.
Существует особый класс микромощных горелок, но они очень специфичны и используются крайне редко. Новые образцы горелок могут быть оборудованы устройством пьезоподжига.
На сайте производителя КЕДР Вы можете ознакомиться с каталогом газовых горелок и сделать правильный выбор.
Газовые резаки

По принципу действия газовые резаки мало отличаются от горелок, но имеют некоторые конструктивные отличия. В отличие от обычной горелки, резак имеет два отдельных канала подачи горючего газа и кислорода. На каждом канале имеется регулировочный вентиль, с помощью которого можно управлять режимами работы резака: разогревом либо резкой.
Большинство пользователей сходятся во мнении о том, что газовая резка металла – самый удобный и экономичный способ. В сравнении с ним проигрывают даже современные сварочные инверторы. В связи с большой стоимостью ацетилена, большую популярность как у профессионалов, так и у домашних умельцев всё больше приобретает резка металла пропаном.
Пропан – доступный и дешёвый газ в совокупности с недорогим пропановым резаком стали незаменимыми помощниками при раскрое листовых заготовок и для работ по демонтажу металлических конструкций.
С газовыми резаками производства компании «Кедр» можно ознакомиться в каталоге. Здесь же можно получить профессиональную консультацию, сделать свой выбор и оформить заказ.
Горелки и резаки от компании «Кедр» и другое газосварочное оборудование отличаются длительным сроком службы, надёжной работой и особым удобством в обращении. Этот результат достигнут при тесном сотрудничестве со специалистами отдела эргономических исследований нашей компании. Кроме доступной цены и высокого качества, мы предлагаем лучшие условия при оплате и доставке по Москве и всей России.
Разновидности и устройство газовых горелок

Оборудование
Газовая горелка – один из главных инструментов мастеров сварки. Критерием качества номер один является стабильное и ровное пламя с нужным уровнем мощности.
Эта стабильность образовывалась за счет смешивания внутри устройства горючего газа и кислорода.
Классификация газовых горелок
Эти устройства на рынке представлены в нескольких широких и разнообразных линейках. Принцип работы у всех одинаковый, тем не менее каждая из моделей отличается рядом дополнительных технических характеристик.
Вот как подразделяются газовые горелки по своим функциональным критериям:
- Инжекторные горелки характеризуются особой подачей кислорода к месту возникновения пламени.
- Жидкостные модели, работающие не на газе, а на парах керосина или бензина.
- Универсальные приборы, которые годятся и для сварки, и для резки металла.
- Специализированные модели, выполненные для одной конкретной операции.
- Многопламенные горелки со специальными потоками пламени.
- Устройства с ручным или машинным управлением.
- Горелки с разной мощностью: малого, среднего и высокого уровня.
С инжектором или без: как это работает?
Существует два вида газовых горелок. Рассмотрим подробно каждый из них.
Горелки без инжектора

Устройство инжекторной и безинжекторной горелки.
Эти газовые горелки работают на высоком давлении, имеют относительно простую конструкцию и чрезвычайно эффективны в использовании.
Вот в каком алгоритме происходит их функционирование:
- Поступление необходимого кислорода из воздуха происходит через специальные резиновые щели и вентиль, после чего поступает в смеситель.
- Функция смесителя – деление общего потока на мелкие струи, которые поступают в сопло. Таким же образом поток поступает в специальный вентиль.
- Смешивание газа с кислородом происходит с помощью циркуляции, чтобы быть на выходе максимально однородной.
- Мундштук на наконечнике обычно выполнен из долговечного металла – к примеру, меди. Смесь, нагретая до очень высокой температуры, выходит именно через него. Температура на выходе будет даже выше, чем температура плавления металлов.
Технические требования к данным устройствам простые и конкретные: газовый поток должен быть равномерным и иметь конкретную скорость, которую можно контролировать и которая будет очень точной.
Дополнительное требование относится к смеси: она должна полностью сгорать. Скорость газового потока должна быть достаточной для того, чтобы пламя не перебрасывалось на верхнюю часть прибора, что весьма и весьма опасно из-за высокого риска взрыва.
С другой стороны, скорость горячего газового потока не должна быть слишком высокой вследствие риска отрыва пламени от мундштука с его последующим затуханием.
Как высчитать оптимальную скорость выхода газового потока?
Нужно учитывать несколько факторов:
- состав горючей смеси;
- диаметр внутренней стенки сопла;
- техническое устройство мундштука.
Средняя скорость находится в пределах 70 – 150 м/сек.
Горелки с инжектором
В качестве горючих газов используются метан, кислород или ацетилен, которые закачиваются в смеситель с помощью инжектора. Это и есть технологическая особенность инжекторного семейства сварочных горелок.
Вот как работает конструкция с инжектором:
- Горючий газ закачивается в смесительную камеру инжектором.
- Кислород поступает из баллона туда же.
- После поступления в смеситель газ смешивается с кислородом воздуха.
- Полученная смесь поступает по трубе в мундштук.
- Давление газа из мундштука должно быть, как минимум 3,5 атмосферы.
У инжекторных моделей есть существенный технологический недостаток, о котором нужно постоянно помнить: смесь горючего газа с кислородом непостоянная, она все время меняет свой состав. Вследствие этого пламя такой газовой горелки по определению не может быть ровным и стабильным.
Используются такие газовые горелки очень широко, несмотря на низкое давление и довольно сложную конструкцию. В них встроена система охлаждения, так как из-за низкого давления сопло с мундштуком нагреваются очень сильно. Поэтому важнейшим моментом является контроль перегрева камеры, чтобы она не взорвалась.
Как работать с газовой горелкой в процессе сварки?

Чертеж горелки для сварки.
Горелки – отличные компаньоны в сварочных процессах автоматического или полуавтоматического типа. Как вы помните, при этих способах сварочная проволока подается автоматически, без помощи рук.
Таким образом, с помощью этих технологий можно добраться до самых труднодоступных участков сварки с минимальными усилиями. Дополнительное преимущество – это то, что практически не остается шлаком и другого мусора. Шов формируется быстро и весьма высокого качества.
Недостатки у данного метода тоже есть. К ним относится весьма недешевая стоимость как основных аппаратов, так и расходных материалов. Вся конструкция довольно тяжелая, которую сложно перемещать.
Этапы в действиях:
- Прежде всего – самая тщательная зачистка поверхностей соединяемых заготовок: ни грамма ржавчины или любого загрязнения. Чистим хорошенько — не тряпочкой, а металлической щеткой и насадками на шлифовальном аппарате.
- Обезжириваем те же поверхности для последующего плотного прилегания металла к металлу.
- Активация газовой горелки с одновременным запуском системы подачи проволоки электрода для старта главного процесса сварки.
- Установка оптимальной скорости подачи проволоки, которая обусловлена природой металлов другими входными факторами.
Перед работой нужно проверить целостность и функционирование инжектора. Это сделать просто: подключить кислородный шланг к ниппелю и поднять давление в аппарате до рабочего уровня.
При проходе кислорода через инжекторную систему в канале горючего газа должно сформироваться разрежение. Проверить его можно с помощью пальца: он будет присасываться к отверстию ниппеля. Если так, подключают и фиксируют оба шланга. После этого смесь поджигается и регулируется величина пламени.
Как только сварка произведена, вентиль баллона с ацетиленом перекрывается. Кислородный кран отключается только вторым. Такой порядок отключения нужно соблюдать в обязательном порядке. В противном случае пламя может ударить прямо в ацетиленовый шланг, что может вызвать взрыв.
Если делать все правильно, все риски оправдываются: шов получается надежным и долговечным.
Популярные виды горелок для сварки
Типы горелок, которые популярны среди сварщиков.
Сварочная горелка для полуавтомата
Основными критериями работы газовой горелки для полуавтоматической сварки являются вид разъема для включения в сварочный аппарат, номинальный сварочный ток и система охлаждения.
Охлаждение самого устройства в данном случае особенно важно. Такого рода модели особенно часто используются для работы в труднодоступных участках.
Полуавтоматическая сварка без применения газа включает в себя формирование сварочной ванны в месте сплавления металлов двух соединяемых заготовок не сопровождается защитой из инертных газов.

Сварка полуавтоматом.
Полуавтоматическая модель имеет три составных элемента:
- сама горелка;
- ее шлейф;
- контактное соединение.
Суть ее работы – физическая связь со сварочным процессом. Подача металлической присадочной проволоки жидкости из системы охлаждения происходит по шлейфу горелки. Такой же путь у сварочного тока, защитного газа или флюса вместо него.
Контактное соединение как элемент горелки необходим для подключения источника сварки и сварочной горелки.
Важная часть – рукоятка устройства. Обычно ее делают из литого материала с хорошей изоляцией. Что же касается наконечников или мундштуков, то их делают из бронзы, разных сплавов меди или неплавящегося вольфрама. Самые качественные – медные и вольфрамовые мундштуки: они самые долговечные и имеют длинный срок использования.
Горелка для аргонодуговой сварки
Нет нужды подтверждать востребованность аргоновой сварки – она была и есть чрезвычайно популярной. По большей части она используется для соединения заготовок из таких металлов как серебра, чугуна и, что особенно ценно, алюминия. Преимуществ у технологии немало, но главное – великолепный и долговечный шов.
У аргоновой горелки есть некоторые нюансы: она работает по своему принципу. Дело в том, что у нее совмещаются принципы аргоновой и дуговой сварки.
Источник питания – это обыкновенный электрический разряд, а аргон или другой инертный газ выполняет роль мощной защиты от проникновения и воздействия кислорода. Потому что вес аргона больше веса кислорода. Электроды при таком способе выбираются вольфрамовые, неплавящиеся.

Горелка для аргонодуговой сварки.
Сварочная горелка для аргонодуговой сварки может различаться по нескольким параметрам:
- мощности горения;
- типу системы охлаждения горелки;
- типу управления пламенем и другими показателями;
- длине электрического кабеля;
- типу подключения к аппарату сварки.
Тип охлаждения в таких устройствах бывает двух типов: воздушный или водяной. Тип управления тоже делится на три варианта: вентильный, с помощью кнопок или универсального характера.
Конструкция устройства простая: специальный шланг для инертного газа, силовая жила и специализированной составной рукоятки. Модель с водяным охлаждением снабжена дополнительным шлангом для воды или другой жидкости.
Рукоятка аргоновой горелки устроена следующим образом: сопло из керамических материалов, цанги, ее корпуса и каппы одного из двух видов – длинной или короткой.
Горелка для сварки типа ТИГ
Устройство этого вида выполняет функцию держателя электрода. Здесь также используется защитный газ. В отличие от других видов горелок здесь нет специального канала для подачи присадочной проволоки, которая подается ручным способом.

Устройство горелки для TIG сварки.
Составные части горелки ТИГ следующие:
- электрод;
- корпус;
- втулка для уплотнения;
- корпус этой втулки;
По ходу процесса сварки электрод помещается в щиток корпуса горелки через втулку, которая хорошо его фиксирует. Щиток для электродов нужно повернуть для закрепления. Держать горелку во время работы нужно под углом не больше 40° по отношению к вертикали.
Данная технология особенно широко применяется в кузовных работах и специальных ремонтных мероприятиях в автомастерских высокого профессионального уровня и с широким спектром услуг. Также он хорош при разного рода строительно-монтажных работах.
Горелка для точечной сварки
У этих моделей множество достоинств и преимуществ перед другими вариантами. Начать нужно с того, что сварочное оборудование здесь работает в разных режимах. И действие устройства также напоминает металлическое соединение в виде точек, а заготовки соединяются с помощью сварочного шва внахлест.
Особенные характеристики точечного способа носит сплошь позитивный оттенок: это и простота исполнения всех операций, и сварочный шов высокого качества, и возможность варить заготовки с разной толщиной кромок.

Инструменты точечной сварки.
Точки на шве фиксируются только на одной стороне, так что эстетические потери здесь минимальные.
Технология очень востребована в чрезвычайно ответственных областях работы с металлами: самолетостроение, приборостроение и другие высокотехнологичные отрасли.
В данной статье перечислены далеко не все возможности и модели горелок из тех, что имеются на современном рынке. Разные технологии предполагают выбор среди разных моделей и марок производителей.
Существуют модели специальных горелок для сварки алюминия или соединения пластмасс. Выбор правильной модели должен быть осознанным и без суеты. Нужно не забыть учесть множество деталей и нюансов: к примеру, разъем для подключения, условия применения при высокой влажности и многое другое.
Помимо промышленных вариантов на рынке имеется большая отдельная группа устройств для специализированных работ и отраслей, название такому устройству — мини газовая горелка. Она применяется в областях, весьма далеких от промышленного производства: от ювелирного дела до стоматологии.
Особенности пайки газовой горелкой

Газовая горелка для пайки используется для контроля смешивания кислорода с газом. Ее основным назначением является получение стабильного пламени заданной мощности. Такой инструмент имеет широкую область применения, начиная от пайки мелких изделий до проведения кровельных работ.
В магазинах предлагается широкий ассортимент различных газовых горелок. Они обладают высокой надежностью и безопасностью. В то же время выбрать подходящую модель из огромного разнообразия не так уж и просто. Данный обзор может помочь решить этот вопрос.
Применение газовых горелок
Спаивание медных труб – это популярный метод соединения таких изделий для организации подачи воды в дом или квартиру. Данная технология стыковки труб берет свое начало еще со времен Древнего Египта. Несмотря на это, данный метод начал стремительно развиваться именно в последнее время.
Система водоснабжения со спайкой в местах соединений способна выдерживать высокие тепловые и гидравлические нагрузки.
Медные трубы отличаются высокой стоимостью. Это, пожалуй, их единственный большой недостаток. Зато достоинства с лихвой оправдывают их цену.
Широкое распространение они получили благодаря следующим свойствам:
- высокая коррозионная стойкость к внешним воздействиям;
- длительный срок службы, превышающий десятки лет;
- устойчивость к перепадам температур;
- высокая пластичность, что позволяет изготавливать трубы сложных форм;
- способность выдерживать значительные давления.
При установке любого трубопровода самым важным является надежное и герметичное соединение всех его деталей. В работе с медными трубами выделяют две основные методики работы: запрессовка и спаивание. Второй вариант является более надежным. Он гарантирует высокое качество соединений и их долговечность.

Газовая горелка для пайки.
Для состыковки труб данным методом необходим специализированный инструмент для пайки. В этих целях преимущественно используется газовая горелка для пайки меди.
Она отличается простотой использования, экономичностью и безопасностью. Кроме того понадобится еще: труборез, фаскосниматель, расширитель, молоток и рулетка.
Горелки могут отличаться друг от друга по используемому топливу, мощности и эффективности. На крупных предприятиях и строительных объектах используются устройства со стационарным газовым баллоном.
Для маленьких объемов работы или для домашних целей целесообразно использовать ручные аппараты с одноразовым баллоном.
При выборе инструмента важно обращать внимание на его мощность. Ее величина определяется температурой плавления припоя, который планируется использовать.
Еще одним широко используемым материалом является алюминий. Он применяется и в промышленности, и в домашних условиях. Для надежного и качественного соединения отдельных алюминиевых деталей используют спаивание.
Сваривать этот материал не представляется возможным. Это обусловлено изменением его структуры при нагреве.
Горелка для пайки алюминия отлично справляется с поставленной задачей. В отличие от других методов, спаивание алюминия не так удобно. Однако оно оказывается наиболее предпочтительным во многих случаях. Осуществлять спайку можно с использованием газовоздушной ГВП.
Основные трудности, возникающие при работе с алюминием, связаны с окислом на его поверхности. Он появляется сразу же, даже если металл предварительно обработать.
Спаивание горелкой является более удобным по сравнению с использованием электрического паяльника. Это обусловлено возможностью контроля температуры пламени, что позволяет работать как с крупными, так и с мелкими деталями.
Для получения качественной спайки используют флюс. При работе в домашних условиях предварительный прогрев металла, а также расплавление дополнительных расходных материалов осуществляется проще.
Конструкция горелки
Принцип работы газовой горелки использующейся для спаивания металлов достаточно прост. Для этого необходим источник топлива, в данном случае используется баллон с сжиженной пропан-бутановой смесью. От него через редуктор топливо поступает к штуцеру встроенному основание паяльного инструмента.
Для домашних целей существуют модели с одноразовыми баллонами. Это отличный вариант инструмента для выполнения небольших работ.
Даже в быту можно столкнуться с необходимостью соединения алюминиевых деталей. Сварка не позволяет решить эту задачу. А вот пайка алюминия газовой горелкой вполне возможна.
Отлично подойдет для спаивания алюминия присадочная проволока из легкоплавких припоев. В таком случае материал не придется нагревать до значительных температур и конечное изделие не будет испорчено.
Затем газ поступает по вертикальному каналу к жиклеру. В него встроена игла, позволяющая регулировать интенсивность пламени. Поступающий газ проходит на высокой скорости. За счет ее повышения осуществляется обогащение воздухом, необходимого для процесса горения, с помощью воздушного золотника.
Спецгильза золотника позволяет регулировать количество воздуха, поступающего к газу. Регулируя объемы воздуха и скорость подачи газа можно получить пламя необходимого качества и размера.

Горелка газовая для пайки в сборе.
Устройство пропановой горелки представляет собой:
- иглу для контроля подачи топлива;
- ручку для изменения положения иглы;
- корпус жиклера;
- эжектор;
- золотник;
- рассекатель;
- радиатор.
Лучшими материалами, из которых должны быть сделаны все перечисленные конструктивные элементы, являются латунь и бронза. Они характеризуются высокой теплопроводностью и прочностью.
Эти сплавы устойчивы к внешним воздействиям и коррозии, что обеспечивает долгий срок службы паяльного инструмента.
Существуют также и бензиновые горелки, ни тоже используются для пайки. Главным их отличием является формирование бензовоздушной смеси.
Данный инструмент часто используется благодаря своим преимуществам:
- маленькими габаритами и портативностью;
- небольшим весом;
- простотой использования;
- возможностью выполнять качественную пайку.
Конструкция таких устройств выглядит следующим образом:
- емкость для бензина;
- компрессор для подачи воздуха;
- шланги устойчивые к действию бензина;
- горелка.
Правила и техника пайки
Для осуществления паяльных работ лучше всего подойдет профессиональная газовая горелка. Для паяния деталей небольших размеров желательно использовать устройства, работающие на светильном газе или ацетилене.
Результаты, получаемые при работе горелок на светильном газе, более качественные. Также этот вид топлива более дешевый.
При спаивании деталей в небольших количествах желательно осуществлять предварительный прогрев деталей. Это сэкономит время и обеспечит однородный нагрев всех элементов узла. В результате получится избежать коробления и других дефектов.

Чертеж горелки для пайки.
Перед началом работы детали необходимо зафиксировать таким образом, чтобы во время пайки их не приходилось передвигать. Сделать это можно на верстаке или специальном приспособлении.
Перед самой пайкой в местах спая наносится слой флюса. Если необходимо во время работы добавить флюс, то горячий конец прутка припоя погружают в него.
При спаивании деталей из разных материалов пламя необходимо направлять на тот из них, который обладает более высокой теплопроводностью. Необходимо быть внимательным при работе с элементами разных размеров.
Важно, чтобы все компоненты были подогреты до одинаковой температуры. В связи с этим толстые детали необходимо прогревать дольше.
Нельзя расплавлять припой в пламени инструмента. В таком случае он может стекать каплями. Расплавление осуществляется непосредственно при соприкосновении проволоки со спаиваемыми деталями.
Припой будет затекать в более нагретые места спайки. Исходя из этого, пламя необходимо направлять перед припоем. Если он не затекает в шов, то это значит, что деталь не прогрелась до необходимой температуры.
Не следует прогревать места спая в течение слишком длительного времени, ибо это может привести к изменению состава припоя, то есть к его выгоранию, и уменьшению эффективности действия флюса.
Особенности выбора газовых горелок
Ассортимент доступных паяльных горелок очень велик. В магазинах предлагаются многочисленные варианты, отличающиеся друг от друга: мощностью, конструкцией, размерами, источником топлива и т.д.
В результате выбрать газовую горелку – задача не из простых. Для ее решения необходимо определиться с типом работы, для которой планируется использование.
Для состыковки труб из меди лучше использовать газовоздушные горелки. В магазинах предлагают различные варианты такого инструмента. Они могут комплектоваться дополнительными элементами: переходниками, наконечниками и т.д.
В зависимости от смеси, на которой они работают, бывают:
- пропановые;
- ацетиленокислородные;
- на основе MAPP-газа.
Первый вариант прибора может быть многоцелевым или специального назначения. В них предусмотрено наличие режима экономии смеси и автоподжига.
Инструмент на основе MAPP-газа является более производительным в сравнении с горелками на пропане. Это достигается за счет большей энергии сгорания топлива.
Второй вариант позволяет обеспечить надежные паяльные швы. Такое устройство продается по приемлемым ценам со стационарным или одноразовым газовым баллоном. Данные приспособления для спаивания магистралей и различных элементов металлических конструкций тугоплавким и мягким припоем.
Для домашних целей или незначительных работ подойдут портативные газовые паяльники. Они могут использовать различные виды смесей.

Насадка на газовый баллон для пайки.
Преимущества данных инструментов для пайки медных труб следующие:
- отсутствие необходимости подключения к электросети и использования шнуров, проводов и кабелей;
- универсальность;
- возможность регулировки пламени;
- высокая безопасность;
- хорошее качество швов.
Они обеспечивают качественное соединение. Особенно это касается инструментов со стационарным баллоном. Данные горелки способны расплавить практически любой металл.
При выборе паяльного оборудования важно обращать внимание на их функции. В магазинах представлен большой выбор от различных производителей. Стоимость инструментов также варьируется в больших интервалах и зависит от особенностей конструкции, дополнительных приспособлений и комплекта.
Горелка может не только спаивать детали, но и производить резку, обработку при высоких температурах, нагрев и разморозку. Пропановая горелка будет удобной для работы на открытом ветру. Ацетиленовая позволит обеспечить более высокие температуры.
Выбор необходимо делать исходя из задач, которые предстоит решить.
Руководствоваться можно такими данными:
- тип горелки – инжекторная или безинжекторная;
- эффективность – малогабаритные модели подойдут для пайки небольших деталей, а крупные – для работы с массивными металлическими конструкциями;
- тип газовой смеси;
- материал изделий.
Существуют варианты инструмента, работающего на различных видах топлива. Рекомендуется все же отдать предпочтение горелке, работающей только на одном варианте горючего.
Важно осуществлять пайку с соблюдением всех правил безопасности. Необходимо надевать защитные рукавицы. Это защитит руки от ожогов. Работа должна выполняться в помещениях с хорошей вентиляцией, чтобы продукты сгорания не нанесли вред здоровью.
Когда пайка окончена, необходимо дождаться пока изделие остынет, прежде чем приступать к контролю.
Газовые горелки для пайки – это эффективный инструмент, который поможет при выполнении различных монтажных работ, кровле, спаивании медных труб и алюминиевых конструкций.
Преимуществами пайки газовой горелкой является высокая безопасность, отсутствие плавления, незначительный нагрев. Это позволяет использовать данный метод для работы с алюминием, так как его структура может меняться при высоких температурах.
Данная технология обеспечивает надежные соединения высокого качества.
Читайте также: