Технология сварки труб полиэтиленовых труб
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат; ;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Инструкция по технологии стыковой сварки полиэтиленовых труб
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками , так сказать в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
 |
|---|
Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
2 Общая идея
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
| Рис. 1 Сварка труб встык |
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых (и вообще пластиковых) труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
- Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
- ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
4 Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307; – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла.
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб.
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Методы сварки для соединения полиэтиленовых труб
Трубы из полимерных материалов активно заменяют привычный металл при монтаже или ремонте бытовых коммуникаций. Трубопроводы из полиэтиленовых труб используют при устройстве отопления, канализации, водопровода, в централизованном строительстве и в частном секторе. Сварка полиэтиленовой трубы – это самый надежный способ соединения, который применяется для строительства коммуникаций, эксплуатирующихся под давлением.

Особенности монтажа труб из полиэтилена
Монтаж трубопроводов из полиэтилена осуществляют с использованием сварки или фитингов. Только в одном случае соединения получаются разборными — при сборке на обжимных фитингах. Их прочность достаточна, чтобы выдерживать нагрузки индивидуального водяного отопления, но не рассчитана на промышленное давление или гидроудары центрального водоснабжения.
Сварные соединения полиэтиленовых труб обладают большей прочностью, однако монтаж требует специального оборудования и некоторых навыков.
Способы сварки полиэтиленовых труб
Сварные соединения на полиэтиленовых трубопроводах можно получить несколькими способами:
- Раструбный метод с использованием фитингов.
- Сварка встык. Требуется специальное оборудование. Метод является наиболее применяемым при монтаже полиэтиленовых труб диаметром более 110 мм.
- Сварка экструдером. Удобно использовать для изменения направления трубопровода без дополнительных фитингов.
- Электросварка с использованием специальных фитингов.

Все перечисленные способы сварки полиэтиленовой трубы основаны на молекулярной диффузии (взаимное проникновение, смешивание) полимера при нагревании его до температуры плавления. Отсюда название методов – диффузионные.
Обратите внимание! Для качественного соединения требуются детали из одного производителя! Только это может гарантировать полную идентичность соединяемых полимеров.
Раструбный метод
Выполняется раструбная сварка полиэтиленовых труб с использованием специальных соединительных фитингов.
Инструменты для сварочных работ:
- труборез;
- фаскосниматель;
- калибратор;
- сварочный аппарат с регулируемым нагревом для полимерных материалов;
- набор соответствующих насадок для нагревания трубы и фитинга.
Обратите внимание! Если работы проводят при минусовой температуре, то время нагрева соединяемых элементов увеличивают на 1-2 секунды от норматива.
Сварка в раструб выполняется следующим образом:
- Трубу нарезают на необходимые сегменты.
- Край, который планируют соединять, обрабатывают фаскоснимателем до получения непрерывной стружки, равной по длине двум окружностям.
- Калибруют до получения идеальной окружности.
- Протирают детали и обезжиривают.
- Закрепляют сварочный аппарат на устойчивую подставку и нагревают. Температуру регулируют при помощи штрих кода фитинга. Если аппарат не оснащен подобной функцией, то температуру нагрева выставляют в 210 градусов. Когда сварочник нагреется до заданной температуры, на нем загорится индикатор.
- Одновременно на насадки электросварочного аппарата надевают трубу, соединительную муфту и нагревают.
- Снимают разогретые детали и соединяют физическим усилием.
- Фиксируют неподвижно до остывания.
Обратите внимание! Сварочное соединение враструб для полиэтиленовых материалов используют на трубопроводах с небольшим диаметром и толщиной стенки до 5 мм.
Этот метод в частном строительстве не находит большого распространения, так как затратен, требует специального оборудования. Соединение на пресс-фитингах проще и достаточно надежно для индивидуальных водопроводных или отопительных коммуникаций.
Рекомендуем ознакомиться: Схемы разводки труб и варианты монтажа системы отопления в частном доме своими руками
Сварка встык
Соединение встык проводят для деталей, толщина стенки которых более 5 мм Работы проводят чаще всего на магистральных трубопроводах. Оборудование для такой сварки кардинально отличается от сварки в раструб.
Для сварочных соединений методом «встык» потребуется следующее оборудование:
- Центратор – устройство для неподвижного, соосного закрепления соединяемых концов труб. Имеет два неподвижных и два передвигающихся зажима.
- Торцеватель – инструмент для обработки среза. Подготовленные срезы должны соприкасаться друг с другом полностью. Допустимый зазор составляет не более 0,5 мм, для трубопроводов большого диаметра это расстояние допустимо увеличить до 0,7 мм. Если зазор при примерке больше, то трубы вновь следует обработать.
- Сварочный аппарат для торцевой сварки. Он представляет собой нагревательную пластину, покрытую тефлоном.
- Специальный привод, который сближает и соединяет оплавленные концы трубопровода. Есть гидравлические или механические разновидности.
- Редукционные вкладыши, которые противодействуют деформации мягкой полиэтиленовой трубы.
- Блок управления, если процесс автоматизирован.

Сварку проводят в автоматическом режиме. Алгоритм операций следующий:
- концы трубопровода закрепляют в центровочной станине;
- снимают фаску и зачищают (операция выполняется одновременно);
- соединяемые концы одновременно нагревают специальным сварочным «зеркалом», глубина расплавления материала около 2 мм;
- удерживают под давлением до остывания.
В результате манипуляций должно получиться герметичное соединение с внешним наплавленным валом.
Обратите внимание! Отход от технологии грозит перегревом материала и образованием внутреннего наплыва. Это уменьшает проходимость трубопровода и считается браком в работе.
Сварка встык является недорогой (при наличии собственного оборудования) и повсеместно используется при монтаже централизованных магистралей. Для прокладки индивидуальных коммуникаций оборудование можно взять напрокат.
Сварка экструдером
Сварка с использованием экструдера (специальный инструмент для расплавления гранулированного полимера) применяется в промышленном строительстве для монтажа криволинейных трубопроводов. Это удешевляет работы, поскольку не требует соединительных фитингов.
Соединение полиэтиленовых труб экструдером схематично выглядит так:
- Трубы обрезают под необходимым углом, очищают от стружки и заусенец.
- Ветошью стирают грязь с места среза, обезжиривают раствором на спиртовой основе.
- Вручную сводят срезы встык и фиксируют в необходимом положении точечной сваркой – прихватывают.
- Тщательно проваривают шов экструдером.
Обратите внимание! Экструдер расплавляет органический полимер, что в результате может выглядеть не слишком аккуратно. Не следует трогать мягкую пластмассу руками. Следует дать ей остыть, после чего можно ножом и наждачной бумагой зачистить полученный шов.
Сварка электросварными фитингами
Монтаж при помощи электросварных фитингов требует закупки дорогостоящих комплектующих. Для работы потребуется особый сварочный аппарат без нагревающегося сегмента.
Электросварные фитинги – это детали для соединения труб из полимерных материалов, внутрь которых вмонтированы нагревательные элементы для расплавления внешней части трубы и внутренней части фитинга. Результатом является сплавление составляющих в одно целое. Для подключения к сварочному аппарату на детали есть готовые контакты.

По технологии выполнения работ монтаж трубопровода на электросварных фитингах является самым простым. Достаточно вставить концы соединяемых труб в фитинг и подсоединить его к сварочному аппарату. Процесс нагрева, расплавления материала трубы и муфты является автоматическим. Для этого на каждой детали имеется особый штрих код с информацией о температуре и времени нагрева.
Недостаток у этого метода соединения полиэтиленовых труб один – его дороговизна.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
Инструкция по сварке ПЭ труб фитингами с закладными нагревателями
Как и при любом другом способе сварки пластмасс , все материалы, участвующие в сварке с закладными нагревателями, должны иметь близкий химический состав и показатель текучести расплава.
Не следует пробовать сварить полипропиленовые трубы полиэтиленовыми электромуфтами, ничего хорошего из этого не выйдет.
С другой стороны, сварка труб из ПЭ-80 фитингами из ПЭ-100 вполне допускается. Несколько сниженная прочность сварного соединения вполне компенсируется большой площадью зоны сварки.
Нормы DVS 2207-1 (Германия) допускают сварку труб из PE-Xa и PE-Xc электросварными фитингами из ПЭ-100.
7.1.2 Чистые свариваемые поверхности
Как и при любом другом способе сварки пластмасс , все свариваемые поверхности должны быть чистыми. Особенно, чистыми от любого жира.
Нормы DVS 2207-1 (Германия) предписывают очищать внутреннюю (свариваемую) поверхность фитинга с ЗН чистой салфеткой или ветошью, неокрашенной и не оставляющей волокон, смоченной обезжиривающей жидкостью. Жидкость должна быть полностью высыхающая.
А для свариваемых поверхностей трубы предписано использовать механическую очистку (снятие стружки), предварительно убедившись в чистоте очищающего инструмента (скребка). Такой способ очистки помогает устранить не только химические (в частности, жировые) загрязнения, но и верхний окисленный слой полиэтилена. Последующая химическая очистка обезжиривающей жидкостью рекомендуется только для случаев, если после снятия стружки оператор нечаянно схватился за чистую свариваемую поверхность рукой или испачкал ее другим способом, а дальнейшая механическая очистка нецелесообразна.
7.1.3 Естественное остывание
Как и при любом другом способе сварки пластмасс , остывание сварного соединения должно быть естественным.
Попытки ускорить остывание путем полива водой или обдува воздухом обязательно приведут к внутренним напряжениям в зоне сварного соединения и потому недопустимы.
Во избежание повреждения сварного соединения, рекомендуется оставить трубы зафиксированными на всё время остывания и защитить фасонную деталь от любого механического воздействия. В случае сварки седелки оставьте притягивающие ремни натянутыми на всё время остывания.
7.2 Подготовка для соединительных муфт, отводов, тройников, заглушек
7.2.1 Набор необходимых принадлежностей
Кроме сварочного аппарата для сварки с ЗН, вам потребуются (см.рис.32):
- Электросварной фитинг – соединительная муфта, отвод, тройник или заглушка;
- Позиционер для фиксации и исправления овальности труб (иногда фиксацию можно обеспечить подручными средствами);
- Ручной или механический скребок;
- Труборез (можно заменить ножовкой по дереву);
- Жидкость для обезжиривания поверхностей;
- Чистая салфетка или ветошь;
- Маркер для пластиковых труб.
7.2.2 Обрезка и очистка
ПЭ трубы, подготовленные для сварки, должны быть отрезаны перпендикулярно оси, без запилов, стружек и т.п.
Монтаж и сварка полипропиленовых труб для водопровода и отопления своими руками | Инструкция по технологии сварки враструб
Трубы из полипропилена (точнее, рандом-сополимера пропилена, или PP-R) очень популярны для монтажа водопровода (горячее и холоденое водоснабжение внутри зданий) и систем отопления. Такие трубы соединяются методом «сварки нагретым инструментом в раструб».
Популярное название метода – «раструбная» сварка полипропиленовых труб, или сварка «в раструб» (или, как в старых нормативах, слитно «враструб»). Поскольку прямое соединение двух труб производится с помощью фитинга, который называется муфтой, другое популярное название метода – «муфтовая» сварка пластиковых труб.
Популярное название оборудования – «аппарат» для раструбной (муфтовой) сварки полипропиленовых труб. Жаргонно для ручных аппаратов – «паяльник» пластиковых труб. Последнее, хотя и в корне неправильно, но прижилось.
Работоспособная технология сварки враструб в настоящее время (февраль, 2015) регламентирована только немецкими нормами DVS: раструбная сварка полиэтиленовых труб – DVS 2207-1; технология сварки полипропиленовых труб – DVS 2207-11; раструбная сварка труб из ПВДФ – DVS 2207-15. Перечисленные нормы предлагают подробные инструкции по сварке труб, от подготовки до технологических режимов.
И всё, никаких других нормативов. И никаких других материалов. Имеет смысл отдельно сказать о ПВХ. ПВХ – материал жесткий и подверженный термодеструкции при нагреве. Трубы ПВХ малых диаметров склеивают в раструб специальным клеем. В принципе, напорные ПВХ трубы можно сваривать, но только стыковой сваркой. А определение «паяльник для труб ПВХ» рождено и поддерживается людьми, которые не делают разницы между ПП и ПВХ. Ну, не страшно, пусть будет паяльник для труб ПВХ, менеджер продаж понимает, что речь об аппарате для сварки враструб.
В нашей стране разработка и ратификация комплексного нормативного документа по сварке труб нагретым инструментом враструб запланирована на 2016 г. Только пока неизвестно, будет ли это ГОСТ или СТО или пр. Документ в первом приближении уже готов и включает как устройство аппарата и сменного нагретого инструмента для сварки труб враструб, так и инструкцию по сварке полипропиленовых, полиэтиленовых и ПВДФ труб. Режимы сварки представлены в виде таблиц температуры и времени. Документ НЕ включает инструкции по проектированию и монтажу водопровода или системы отопления, это отдельная тема.
Несмотря на отсутствие легитимного описания технологии и оборудования, сварка враструб с давних пор рекомендована для различных трубопроводов некоторыми нормативами РФ:
- (наружное водоснабжение и канализация) предлагает соединять полиэтиленовые трубы и фасонные части с помощью «сварки встык или враструб» (п.3.58. СНиП). В документе нет указания на ограничения метода или хотя бы на его суть. Трубы из других термопластов не упоминаются, и это понятно, поскольку речь в документе идет только о наружных трубопроводах. (монтаж водоснабжения и канализации из полимерных труб) предлагает соединять полиэтиленовые, полипропиленовые и полибутеновые трубы «на сварке враструб» (п.3.3.1 СП). Сварка враструб рекомендуется «для труб наружным диаметром до 110 мм и стенками любой толщины» (п.7.3.2 СП). Стилистическая ошибка в цитате (если кто заметил) – не в счет. Но по поводу стенок любой толщины – ошибка принципиальная. Автор когда-то лично потратил время, подбирая режим сварки труб с тонкой стенкой. Оказалось, что сварка возможна только при быстром нагреве свариваемых поверхностей нагретым инструментом с температурой 280-290ºС. Но при такой температуре любое тефлоновое покрытие нагретого инструмента довольно быстро разрушается. А если температура инструмента 260ºС, оплавление поверхностей занимает больше времени, тогда труба успевает прогреться насквозь и теряет необходимую упругость. Кстати, самой инструкции по сварке или таблицы режимов в СП нет. (ПЭ и ПП нефтепроводы) предлагает соединять ПЭ и ПП трубы «контактной сваркой нагретым инструментом встык или враструб» (п.7.5.3.1. ВСН). Здесь даже приведена технология сварки полипропиленовых труб в виде таблицы времени сварки в зависимости от толщины стенки – время нагрева, технологической паузы и фиксации. И даже приведено вполне современное требование к температуре нагретого инструмента – 260±10°C. ВСН 003-88 – весьма уважаемый документ, хотя бы потому, что это один из первых в СССР (а именно, второй после ОСТ 6-19-505-79) документ, предлагающий внятную и работоспособную технологию стыковой сварки труб. Однако таблица раструбной сварки полипропиленовых труб здесь неработоспособна, хотя бы потому, что предлагает трубы с толщиной стенки менее 3 мм греть в течение 3-8 сек.
- Среди всех методов сварки пластмасс сварка труб враструб – самая простая для выполнения своими руками, в домашних условиях. Ограничений всего два: (1) сварка враструб не работает на тонкостенных трубах; (2) с ростом диаметра выполнение сварки враструб становится технически сложным и экономически нецелесообразным. Т.е. это наилучший метод сварки для толстостенных труб малых диаметров.
- Для водопровода и систем отопления внутри зданий требуются трубы малых диаметров из теплостойкого материала.
- Внутридомовые трубопроводы предполагают множество изгибов и ответвлений, которые организуются соединительными деталями – фитингами.
- Полипропилен отличается низкой ценой, дешевле него – только совершенно не теплостойкий полиэтилен. Полипропилен довольно теплостойкий, хоть и уступает дорогому полибутену или еще более дорогому ПВДФ.
- При температурах 70-80°C полипропиленовые трубы имеют достаточную долговременную прочность только при большой толщине стенки. Этой толщины вполне достаточно для раструбной сварки.
- гомополимер пропилена, или ПП Тип1, или PPH, или PP-H;
- блок-сополимер пропилена, или ПП Тип2, или PPB, или PP-B;
- рандом-сополимер пропилена, или ПП Тип3, или PPR, или PP-R.
Оправданные практикой ограничения на применение сварки враструб предлагают только нормы DVS: диаметры 16-125 мм с ограничением снизу по толщине стенки труб (см. п.2, Табл.1).
На практике технология сварки враструб в подавляющем большинстве случаев применяется при монтаже водопровода и отопления из полипропиленовых труб. И наоборот, при монтаже водопровода и отопления из полипропиленовых труб в подавляющем большинстве случаев используется технологии раструбной (муфтовой) сварки. Таким образом, «технология сварки полипропиленовых труб» и «технология сварки в раструб» - практически синонимы. Это обусловлено набором взаимодополняющих обстоятельств:
Раструбная сварка полиэтиленовых труб технически не имеет противопоказаний. Но проблема в том, что полиэтиленовые трубы, как правило, имеют более высокий SDR. Другими словами, полиэтиленовые трубы тех диаметров, что пригодны для раструбной сварки, обычно имеют слишком тонкую стенку. Кроме того, по причине низкой цены и низкой теплостойкости полиэтилена, основное применение полиэтиленовых труб – наружные подземные водопроводы или газопроводы, а это уже большие диаметры. Т.е. диаметр и толщина стенки полиэтиленовых труб обычно непригодны для раструбной сварки.
Пару слов о полипропилене. Жесткий (изотактический) полипропилен, подходящий для производства труб, имеет три типа:
Из них только рандом-сополимер пропилена применяется для монтажа систем горячего водоснабжения и отопления, поскольку сохраняет свойства в широком диапазоне температур. Гомополимер и блок-сополимер пропилена используются для сравнительно тонкостенных труб канализации и холодного водоснабжения и к сварке враструб отношения не имеют.
Так или иначе, в связи с разнообразием сополимеров пропилена, полипропиленовые трубы часто называют просто пропиленовыми.
2 Сварка и монтаж полипропиленовых труб своими руками
Собственно, хоть своими руками, хоть руками профессионала, технология сварки одна.
Т.е. вопрос в том, как пользоваться паяльником для труб.
Начнем с принципа технологии сварки полипропиленовых труб. Нагрев свариваемых поверхностей полипропиленовой трубы производится металлическим инструментом – сварочными насадками, покрытыми тефлоном и нагретыми до температуры 260°С (см.п.4). Свариваемые поверхности – наружная поверхность полипропиленовой трубы и внутренняя поверхность полипропиленового фитинга. Соответственно, нагретый инструмент (сварочная насадка) состоит из двух половин:
половина, на которую с усилием надевается фитинг, называется «дорн»,
половина, в которую с усилием вставляется конец трубы, называется «гильза».
Пропиленовый фитинг совмещается с дорном нагретого инструмента до упора, одновременно полипропиленовая труба совмещается с гильзой нагретого инструмента до упора. Эта операция выполняется настолько быстро, насколько возможно.
Наружный диаметр пропиленовой трубы, предназначенной для сварки враструб, несколько выше номинального диаметра, а внутренний диаметр пропиленового фитинга – несколько меньше номинального диаметра трубопровода. Например, пропиленовая труба номинальным диаметром 20 мм на самом деле имеет наружный диаметр 20,3-20,5 мм, а пропиленовый фитинг соответствующего размера имеет внутренний диаметр 19,5-19,7 мм. При этом рабочие поверхности сварочных насадок – конические (конусность около 0,5º), а их диаметры в их средней части соответствуют номинальному диаметру. Таким образом, труба и фитинг без нагрева не могут быть совмещены ни со сварочными насадками, ни друг с другом.
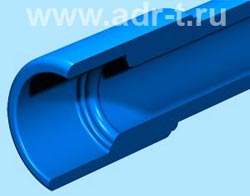
По мере совмещения пропиленовой трубы с горячей сварочной насадкой (гильзой нагретого инструмента) наружный слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои трубы прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в сварочную насадку (рис.1). Похожие процессы происходят при совмещении пропиленового фитинга с дорном нагретого инструмента – на внутренней поверхности выдавливается грат, а стенка фитинга упруго растягивается (рис.2).
 |  |
| Рис. 1 Начало нагрева трубы | Рис. 2 Начало нагрева фитинга |
При дальнейшем продвижении сварочной насадки (дорна нагретого инструмента) наружный срез фитинга упирается в округлое основание сварочной насадки (рис.3). Наружный срез фитинга при этом оплавляется, и там также выдавливается грат, но незначительной высоты. Верхушка сварочной насадки при этом не доходит до внутреннего упора фитинга, но грат, который она гонит перед собой, «наползает» на внутренний упор фитинга.
При продвижении пропиленовой трубы внутрь сварочной насадки (гильзы нагретого инструмента) торец трубы в итоге упирается в округлое основание сварочной насадки (рис.4). Наружное ребро торца трубы при этом оплавляется и скругляется, и грат небольшой высоты выдавливается внутрь.
 |  |
| Рис. 3 Нагрев фитинга | Рис. 4 Нагрев трубы |
Момент упора – как фитинга, так и трубы – в основание сварочной насадки чувствуется рукой, причем не только при ручной работе паяльником для труб, но и при сварке на механическом сварочном аппарате. Очень важно: после достижения упора не нужно больше давить! При использовании ручного паяльника – просто удерживайте трубу и фитинг для нагрева свариваемых поверхностей. На механическом аппарате для сварки враструб – зафиксируйте положение трубы и фитинга с помощью фиксатора, которым обязательно оборудован каждый приличный механический аппарат.
Время нагрева зависит от диаметра пропиленовой трубы (см. табл.1) и определяет глубину прогрева свариваемых поверхностей. Для полипропиленовых труб и фитингов Ø20 мм эта глубина – около 0,4 мм.
По окончании нагрева необходимо одновременно и быстро снять фитинг со сварочной насадки и вынуть трубу из сварочной насадки, затем совместить трубу с фитингом – опять же до упора. При этом пропиленовая труба упруго сжимается, а пропиленовый фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала в процессе совмещения трубы с фитингом. Понятно, что оплавленные поверхности на воздухе быстро остывают, причем скорость их остывания зависит от глубины прогрева (т.е. от продолжительности нагрева). Таким образом, максимально допустимое время этой «перестановки» также зависит от диаметра свариваемого трубопровода (см. табл.1).
Если всё выполнено правильно, то после совмещения мы получим цельную полипропиленовую деталь как на рис.5. А после вваривания в фитинг второй трубы – деталь как на рис.6.
 | 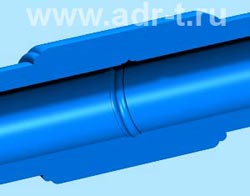 |
| Рис. 5 Труба с фитингом | Рис. 6 Две трубы, соединенные фитингом |
Непосредственно после совмещения трубы с фитингом прогретые слои некоторое время сохраняют пластичность. Чтобы не деформировать соединение, детали необходимо зафиксировать друг относительно друга на время, которое называют фазой «фиксации» (см. табл.1). При ручной раструбной (муфтовой) сварке это время используют для быстрого осмотра и выравнивания возможных перекосов соединения.
По окончании фазы фиксации все слои сварного соединения теряют пластичность, теперь готовую деталь можно положить на стол. Но полную свою прочность деталь приобретает только после того, как все слои сварного соединения остынут до температуры 40ºС. Расчетное время остывания для соединений разного диаметра также указано в табл.1.
Таким образом, время сварки полипропиленовых труб можно определить как сумму времени нагрева, перестановки, фиксации и полного остывания.
Таблица 1 Технологические интервалы для раструбной сварки полипропиленовых труб и фитингов (согласно DVS 2207-1)
| Диаметр, мм | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 | 125 | |
| Нагревгрев, сек.: | PN20 | 5 | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 | 60 |
| NP10 | 1) | 1) | 1) | 1) | 1) | 1) | 1) | 15 | 22 | 30 | 35 | |
| Перестановка, сек. | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 | 10 | |
| Фиксация, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 | 30 | 40 | 50 | 60 | |
| Полное остывание, мин. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | |
1) Ввиду слишком малой толщины стенки раструбная сварка для этих труб не рекомендуется.
Замечание: Указанные в таблице временные интервалы носят только рекомендательный характер. Точные значения интервалов следует уточнять у производителя трубы и фитингов.
Читайте также: