Что такое сварочная пора
Изготавливаемые с применением технологий сварки объекты не всегда имеют высокое качество. Даже при четко отработанном процессе встречаются дефекты сварных швов.
Что такое дефекты сварных швов
Понятие включает несоответствие сварного соединения требованиям, оговоренным в нормативно-технической документации — размерам, форме, прочности, герметичности, пластичности и другим показателям.
Определения, обозначения и классификация дефектов соединений при сварке металлов плавлением приведены в ГОСТ 30242-97 . Дефекты могут вызвать разрушение сварочного шва. Если их не исправлять, проблема может привести к развалу всей конструкции.
Причины появления дефектов
Разновидности дефектов сварных швов
В сварочном производстве выделяют наружные, внутренние и сквозные виды дефектов сварных соединений.
Наружные
К этой категории относятся такие виды дефектов.
Подрезы. Встречаются наиболее часто. Это канавки (углубления), расположенные по краям шва.

С чем может быть связано появление дефекта при сварке:
- увеличенная сила тока и напряжение дуги;
- повышенная мощность сварного пламени;
- неудобство пространственного положения.
Подрезы, в результате воздействия рабочих нагрузок, ослабляют сечение основного металла, а также могут служить причиной разрушения швов. Дефекты этого вида недопустимы в конструкциях, работающих на выносливость.
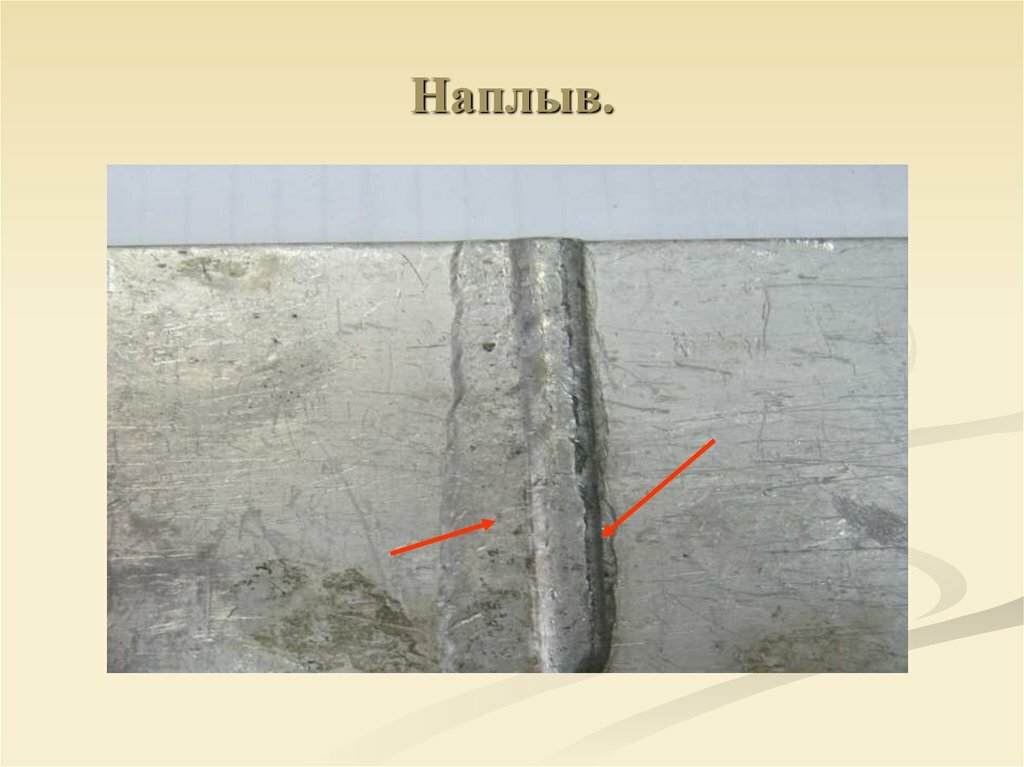
Наплывы. Это дефекты сварных соединений, образующиеся при стекании жидкого металла электрода на основной нерасплавленный металл, не соединяясь с ним.
Основные причины:
- недостаточный прогрев основного металла;
- наличие слоя окалины на свариваемых кромках;
- неправильное ведение электрода;
- низкое напряжение дуги;
- увеличенный наклон плоскости при наложении шва;
- избыток присадочного материала;
- вертикальное или потолочное положение шва;
- недостаточно опытный сварщик.
В местах наплывов происходит резкое изменение очертаний швов, образуется концентрация напряжений, что приводит к снижению прочности соединений и выносливости конструкций.
Неравномерная ширина шва .

- совершение сварщиком неправильных движений электродом (ручная сварка);
- нарушение скорости сварки и скорости подачи проволоки (автоматическая сварка).
Внутренние
Эта разновидность включает такие дефекты.
Трещины. Классифицируют по нескольким признакам:
- по времени возникновения (в сварочном процессе и после него);
- по температуре (холодные, горячие);
- по месту (поперечные, продольные трещины);
- по размерам (микро- и макроскопические).

Основные причины появления трещин:
- наличие в расплавленном металле вредных примесей и повышенное содержание углерода;
- несоблюдение, как технологии, так и режимов сварки;
- неправильный порядок наложения сварных швов;
- перегрузки в период эксплуатации сварной конструкции.
Результат воздействия трещин — резкое снижение пластических качеств сварных соединений, а также их разрушение.

Непровар — это название внутреннего дефекта, местного (локального) несплавления главного металла с наплавленным металлом. А также — несплавление слоев шва между собой при многослойной сварке (представляют собой тонкие полоски загрязнений). Еще одно объяснение термина — незаполнение расчетного сечения шва металлом.
- неправильность подготовки свариваемых кромок, включая низкое качество зачистки от шлака, краски, окалины, масла, ржавчины;
- смещение электрода при сварке в сторону одной из кромок;
- превышение скорости сварки;
- отклонение или блуждание дуги под воздействием магнитных полей;
- заниженные: мощность сварочного пламени и значения сварочного тока;
- применение электродов из низкоплавкого металла;
- неудовлетворительное качество сварочной проволоки, основного металла, флюсов, электродов;
- недостаточная квалификация и небрежность сварщика.
При V-образном способе разделки кромок непровары располагаются в корне стыковых швов, при Х-образной — в центральной части соединения.

а — в вершине Х и V-образных швов; б – нижней кромки в стыковых соединениях при односторонней сварке; в – в вершине угла и в угловых швах (в угловых, нахлесточных и тавровых соединениях).
Непровары способствуют значительному снижению прочности сварного шва и могут привести к разрушению всей конструкции.
По влиянию на прочность самыми опасными являются непровары по кромкам (несплавление). При незаполнении металлом расчетного сечения шва, с одновременным непроваром по кромке, опасность снижения качества соединения сильно возрастает.

Посторонние включения. Эта группа внутренних дефектов включает шлаковые, окисные, вольфрамовые включения.
Дефекты шлаковые, которые еще могут называться неметаллическими, в сварном соединенье образуются шлаками, которые не успели всплыть на поверхность металла. По структуре несплошности подразделяются на виды:
- Макроскопические. Имеют вид вытянутых «хвостов» продолговатой, сферической формы. Причины возникновения в швах: плохая очистка соединяемых кромок от загрязнений, окалины, внутренних подрезов. Включения приводят к местной концентрации напряжений, снижают прочность сварных соединений.
- Микроскопические включения появляются при кристаллизации металла вследствие образования химических соединений (сернистое железо, окись железа, фосфиды, нитриды, легкоплавкие эвтектики) при плавлении и окислении примесей. Результат влияния — снижение пластичности швов.
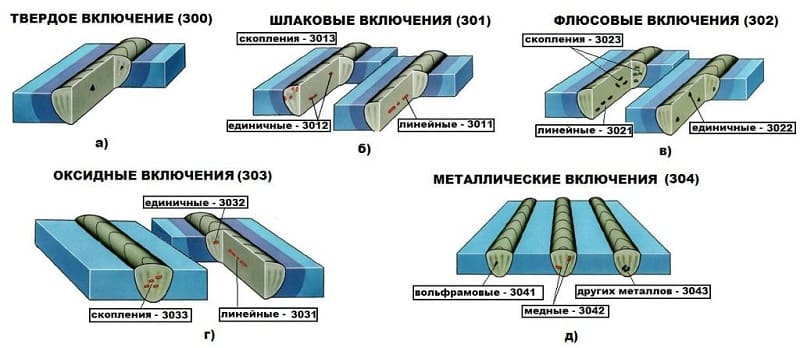
Окисные включения (пленки) образуются при любом виде сварки. Причины: низкое качество флюса или электродного покрытия, слабая растворимость частиц в расплавленном металле и слишком быстрое охлаждение, загрязненные поверхности соединяемых деталей, плохая зачистка поверхностных слоев от шлака при проведении многослойной сварки. Результат воздействия — ослабление сечения шва и снижение его прочности.
Образование в сварном шве включений вольфрамовых связано с выполнением, например, соединения алюминиевых сплавов неплавящимся электродом методом аргонодуговой сварки.
Следующая разновидность внутренних дефектов — пористость . Характеризуется возникновением в расплавленном металле полостей, заполненных газами — пор. При интенсивном газообразовании, до начала затвердевания сварного соединения, выйти наружу успевают не все пузырьки. Могут наблюдаться как скопление пор, так и единичные экземпляры, а также — раковины и свищи. Основные причины, приводящие к пористости:
- большая скорость сварки, не позволяющая всем газам выйти наружу;
- повышенная влажность, влияющая на состояние электродных покрытий;
- неудовлетворительная зачистка от загрязнений присадочной проволоки и свариваемых кромок;
- чрезмерное содержание углерода в присадочном материале и основном металле.

Пористость приводит к нарушению герметичности изделия и снижению механических свойств металла (ударной вязкости, прочности и др.).
Сквозные
При проведении сварки в среде углекислого газа или под флюсом возникает образование сквозных пор — свищей, диаметр которых может достигать 6-8 мм. Это дефекты, представляющие собой трубчатые полости, вызванные выделением газа, выходящие на поверхность сварного соединения, уменьшающие его прочность и способствующие развитию трещин.
К этой группе также относятся сквозные трещины и прожоги.
Что называют прожогом
Дефект возникает вследствие вытекания металла сварочной ванны через отверстие в шве, образованное в результате сквозного проплавления. С обратной стороны появляются натеки.

Причины, приводящие к прожогам:
- недостаточность скорости сварки;
- повышенная мощность сварного пламени;
- неплотное примыкание подкладки к главному металлу и ее недостаточная толщина;
- завышенный сварочный ток;
- увеличенный зазор между кромками;
- остановка источника питания;
- невнимательность сварщика.
Что представляет собой дефект, называемый «кратер шва»
Одним из очагов образования трещин является кратер – углубление (усадочная раковина), возникающее в конце валика сварного соединения по причине обрыва сварочного пламени или сварочной дуги.
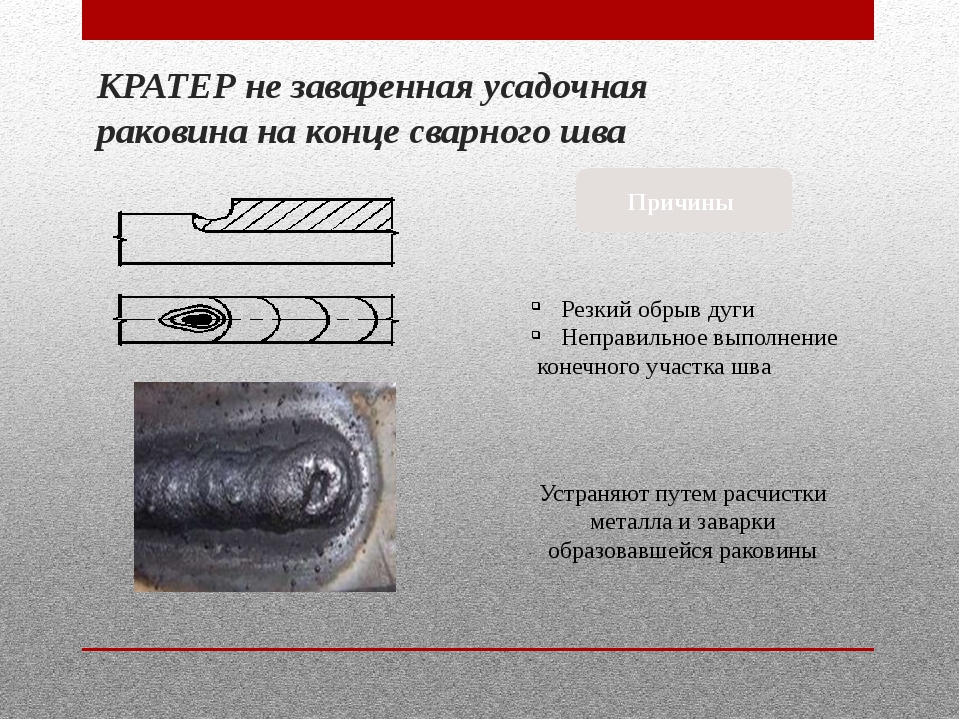
Дефект сварочного соединения, называемый кратер шва, часто возникает при производстве коротких швов. Размеры углубления зависят от силы сварочного тока. Если кратер не устранить, несплошность, как концентратор напряжения, отрицательно повлияет на прочность соединения. А усадочная рыхлость, возникающая в усадочной раковине, способствует образованию трещин.
Как правильно устранять дефекты сварных швов
Исправление дефектов сварных соединений зависит от их вида.
Устранение подрезов выполняют способом заваривания тонкими валиковыми швами. От наплывов избавляются с помощью абразивного инструмента или пневматического зубила.
Порядок устранения поверхностных и сквозных трещин :
- засверлить концы трещины на расстоянии 40-50 мм, во избежание возможного распространения;
- выполнить резаком или зубилом разделку (V- или X-образную);
- зачистить кромки;
- заварить, предварительно нагрев металл до 150-200°.
Непровары , посторонние включения и внутренняя пористость исправляются способом выплавки или вырубки дефекта с последующим завариванием.
Устранение свищей заключается в подварке проблемных зон с разделкой.
Устранение прожогов состоит в зачистке материала с выполнением заваривания.
Образование пор в сварных швах и способы их предупреждения
Поры, наблюдаемые в сварных швах, связаны с процессами выделения газов в макро- и микрообъемах.
При объемном пересыщении металла сварочной ванны газами, вызванном уменьшением растворимости из-за снижения температуры металла, в основном образуются макропоры. Рост пузырьков газа в этом случае происходит в основном в результате конвективной диффузии газа из окружающих объемов металла. Скорость роста пузырьков определяется степенью пересыщения ванны газами и скоростью десорбции газов в зародыш.
При локальном пересыщении жидкого металла у фронта кристаллизации зарождение и развитие пузырьков наиболее вероятно на стадии остановки роста кристаллов. Пузырьки в этом случае в основном развиваются вследствие диффузии атомов (ионов) газа из прилегающих микрообъемов металла. Размеры пузырьков определяются в основном длительностью остановок в росте кристаллов. При кристаллизации первых слоев и длительности остановок 0,1. 0,2 с, характерных для наиболее употребляемых режимов сварки, вероятно образование мельчайших пор у линии сплавления. Роль азота в образовании крупных пор при отсутствии конвективной массопередачи газа невелика.
Получение плотных швов при сварке покрытыми электродами и порошковыми проволоками может быть достигнуто путем снижения содержания газов в сварочной ванне ниже предела растворимости в твердом металле при температуре плавления. В этом случае образование пузырьков газа в момент кристаллизации не происходит. Этот способ обеспечения плотных швов реализуется в электродах с покрытием основного вида.
При увлажнении электродного покрытия основного вида содержание водорода в сварочной ванне возрастает выше его предела растворимости в твердом железе при температуре плавления и попадает в наиболее опасную с точки зрения образования пор концентрационную зону скачка растворимости (12. 27 см 3 /100 г). При таких концентрациях водорода процесс образования и удаления пузырьков газа из сварочной ванны протекает вяло, что приводит к образованию пор.
Поры, обнаруживаемые в швах при сварке длинной дугой электродами с карбонатно-флюоритным покрытием, вызваны выделением азота. Плохое смачивание капель электродного металла и ванны шлаками электродов этого вида создает условия для непосредственного контакта металла с газовой фазой и повышенной абсорбции азота.
Газом, вызывающим пористость швов при сварке электродами с рутиловым и руднокислым покрытиями, в основном является водород. Выделение оксида углерода и азота играет второстепенную роль.
Получение плотных швов при сварке этими электродами достигается путем создания благоприятных условий для повышенной абсорбции водорода на стадии капли и интенсивного роста и быстрого удаления образовавшихся пузырьков газа из сварочной ванны до момента ее кристаллизации. Такая ситуация реализуется при обеспечении содержания водорода в сварочной ванне, значительно превышающем предел его растворимости в жидком железе при температуре плавления, т. е. намного больше 27 см 3 /100 г.
Введение в рутиловые и руднокислые покрытия материалов, содержащих кристаллизационную влагу, способствует интенсивной абсорбции водорода каплями электродного металла и высокотемпературной областью сварочной ванны, что создает впоследствии благоприятные условия для зарождения, роста и удаления пузырьков газа до момента кристаллизации сварочной ванны.
Увеличение силы тока при сварке электродами с рутиловым и руднокислым покрытиями повышает вероятность образования пор в металле шва, что обусловлено перегревом второй половины электрода, уменьшением содержания влаги в перегретом покрытии и содержания водорода в металле шва, выполненном перегретой частью электрода до опасного концентрационного уровня (12. 27 см 3 /100 г).
При введении значительных количеств алюминия, титана, кремния в покрытия рутиловых и руднокислых электродов возрастает вероятность образования пор, обусловленная ростом концентрации кремния в металле сварочной ванны.
Будучи поверхностно-активным элементом, кремний тормозит десорбцию водорода, дегазация ванны идет вяло, в металле образуются поры. Подобное влияние может оказывать сера и другие поверхностно-активные элементы.
Раскисление покрытий рутиловых или руднокислых электродов кремнием, титаном, алюминием, углеродом, высокое содержание этих элементов в основном металле, повышение температуры прокалки, снижение окислительного потенциала покрытия и др. приводят к снижению скорости выделения газов и к образованию пористости.
Подавление кремневосстановительного процесса путем повышения основности шлака, введения карбонатов в покрытие и окисления кремния водяным паром способствует увеличению скорости выделения водорода. Предложенный метод интенсификации выделения водорода использован при создании промышленных марок рутил-карбонатных электродов серии АНО.
Менее падежная защита металла от воздуха при сварке порошковыми проволоками открытой дугой приводит к большей (по сравнению с электродами) абсорбции азота металлом, поэтому выделение азота из ванны оказывает существенное, а в ряде случаев решающее, влияние на пористость. В проволоках карбонатло-флюоритного типа предупреждение выделения азота в виде газовой фазы достигается легированием металла титаном и алюминием. Эффективно снизить абсорбцию азота можно, зашитив зону сварки углекислым газом, смесями газов на основе аргона либо используя проволоку двухслойной конструкции.
Сварочный шлак и металл: какие существуют способы отличить их друг от друга в процессе сварки?
Существуют несколько способов, помогающих отличить металл от шлака:
- Цвет. В процессе сварки под действием высоких температур металл начинает плавиться и приобретать красноватый оттенок. После завершения сварочной работы красный цвет меняется на более тёмный. Со шлаком всё наоборот. При сварочных работах он имеет тёмный цвет, а в тот момент, когда он начинает остывать, становится светлее металлического изделия.
- Скорость остывания. Сварочный шлак застывает намного медленнее, чем металл.
- После остывания металлический сплав имеет более плотную структуру, в то время как шлак представляет из себя рыхлую «корку».
- При сварке сталь имеет более жидкую консистенция, шлак — вязкую.
Различия между металлическим изделием и шлаком можно заметить в процессе образования сварочной ванны. Наблюдая, как плавится основной материал, можно увидеть такую картину: под кончиком электрода образуется яркий свет, за его пределами появляются четкие границы сварочной ванны и контуры шва. Более светлый оттенок принадлежит металлу, а темный цвет за его пределами — шлаку.
Что собой представляют шлаковые включения
Шлаковые включения — серьезный дефект, который может навредить не только металлу, но и самой конструкции.
Существуют два вида: макроскопические и микроскопические шлаковые включения, которые можно обнаружить на поверхности металлического изделия. Дефектные включения могут возникнуть в результате окисления металла (окиси), флюса, механического засорения частицами электродных покрытий, загрязнения кромок.
Первый вариант шлаковых включений появляется в случае отсутствия или плохой зачистки кромок. Микровключения возникают, как правило, вследствие химических реакций, которые образуются в момент сварочного процесса и кристаллизации металла. Оба варианта включений негативно влияют на механические свойства металлического изделия.
Причины образования шлаковых включений
На появление шлаковых включений влияют следующие факторы:
- Непрофессионализм сварщика. Зачастую новички делают ошибки при работе со сварочным аппаратом, а именно выбирают не ту скорость, беспричинно изменяют длину дуги и угол наклона электрода и флюса. Неравномерное перемещение инструмента также является причиной образования шлаковых включений.
- Некачественное зачищение кромки.
- Использование электрода низкого качества. При этом процесс плавления происходит неравномерно, а частицы покрытия электрода попадают в сварочную ванну.
- Силы поверхностного натяжения шлака имеют высокие показатели, что создает препятствие для его выхода наружу. Это происходит за счет того, что в поверхностном слое шлака имеется повышенное содержание оксида кальция, магния и алюминия, приводящее к повышению поверхностного натяжения, при котором увеличиваются силы сцепления между поверхностными частицами шлака.
- Одна из причин отсутствия возможности выхода шлака за пределы сварочной ванны является быстрое застывание металла.
- Эксплуатация электродов и флюса из тугоплавких металлов и большого удельного веса.
- Малые показатели раскисления металла. Раскисление — процесс удаления растворённого кислорода из металлических сплавов, содержащие железо. Как правило, кислород является разрушителем механических свойств металла.
- Наличие на изделии остатков промышленных отходов, ржавчины, масел может замедлить или ухудшить процесс нагревания и плавления в сварочной ванне.
Почему шлак при сварке необходимо удалять
Оставшийся на поверхности металлического изделия шлак может препятствовать проверке качественности полученного шва. Сварочный процесс деталей большего объема предполагает накладывание нескольких слоев, поэтому наличие шлаковых включений может привести к некачественному соединению и трудоёмкому исправлению таких дефектов шва. Также шлаковые включения могут гасить дугу.
Состоящие из оксидов, шлаковые включения имеют пористость. Они способны снизить прочность металла и всей конструкции за счет наличия хрупкости и отсутствия прочных связей.
Присутствие на поверхности основного материала шлака может препятствовать дальнейшей обработке изделия. Это может быть как шлифовка, так и нанесение защитного антикоррозийного покрытия.
Оксиды шлака могут взаимодействовать с составляющими компонентами металлического изделия в процессе использования, в частности, с железом. Данный процесс предполагает полное разрушение конструкции.
Пора в сварном шве
пора в сварном шве — пора Ндп. газовое включение Дефект сварного шва в виде полости округлой формы, заполненной газом. [ГОСТ 2601 84] Недопустимые, нерекомендуемые газовое включение Тематики сварка, резка, пайка Синонимы пора EN blowholegas pore DE… … Справочник технического переводчика
ПОРА В СВАРНОМ ШВЕ — [gas pore; blowhole] дефект сварного шва в виде полости округлой формы, заполненной газом … Металлургический словарь
Цепочка пор в сварном шве — Пора 195. Цепочка пор в сварном шве Группа пор в сварном шве, расположенных в линию Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
Пора — Точечное углубление или сквозное отверстие диаметром не более 3 мм Источник: ГОСТ 193 79: Слитки медные. Технические условия оригинал документа Пора Заполненная газом полость округлой формы Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ 2601-84: Сварка металлов. Термины и определения основных понятий — Терминология ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа: 47. Cвapкa трением Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых… … Словарь-справочник терминов нормативно-технической документации
РД 34.10.130-96: Инструкция по визуальному и измерительному контролю — Терминология РД 34.10.130 96: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва (512) Несоответствие фактического значения катета шва проектному значению, рис. ПА 51 Определения термина из разных документов: Асимметрия… … Словарь-справочник терминов нормативно-технической документации
РД 03-606-03: Инструкция по визуальному и измерительному контролю — Терминология РД 03 606 03: Инструкция по визуальному и измерительному контролю: Асимметрия углового шва Несоответствие фактического значения катета шва проектному значению, рис. А.48 Определения термина из разных документов: Асимметрия углового… … Словарь-справочник терминов нормативно-технической документации
Цепочка — 13.1.1 Цепочка (действий) последовательность действий в деятельности, когда для каждой смежной пары действий осуществление первого действия является необходимым для осуществления второго действия. Источник … Словарь-справочник терминов нормативно-технической документации
дефект — 02.02.22 дефект (изображение) [defect]: Отсутствие или недостаточность характеристики, необходимой для удовлетворения требованиям по применению, что может отрицательно влиять на способность функциональной единицы к выполнению требуемой функции.… … Словарь-справочник терминов нормативно-технической документации
РД 26.260.16-2002: Экспертное техническое диагностирование сосудов и аппаратов, работающих под давлением на объектах добычи и переработки газа, газового конденсата и нефти в северных районах Российской Федерации и подземных газохранилищ — Терминология РД 26.260.16 2002: Экспертное техническое диагностирование сосудов и аппаратов, работающих под давлением на объектах добычи и переработки газа, газового конденсата и нефти в северных районах Российской Федерации и подземных… … Словарь-справочник терминов нормативно-технической документации
Читайте также: