Сварка в углекислом газе плавящимся электродом
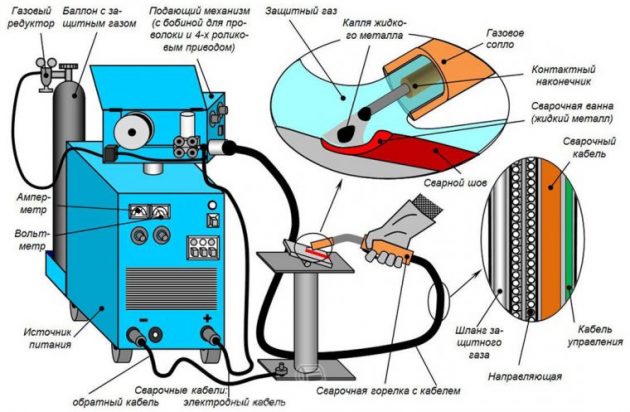
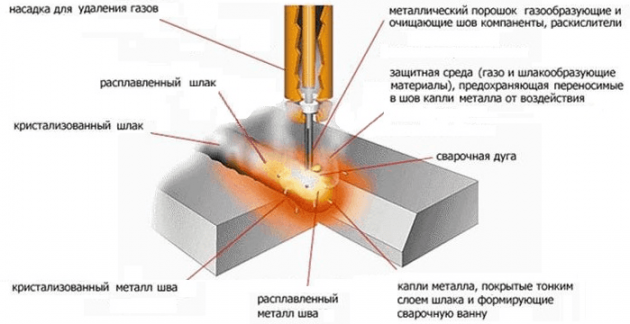
Сварка сталей плавящимся электродом выполняется преимущественно в среде углекислого газа или аргона. При сварке плавящимся электродом источником тепла является дуга, возбуждаемая между свариваемыми элементами и электродной проволокой, непрерывно подаваемой в зону сварочной дуги. Сварочный шов создается за счет формирования сварочной ванны из расплавленного основного и электродного металлов. Основным способом местной защиты является газовый поток с центральной, боковой и комбинированной подачей газа.
Сварка в защитном газе: 1 — электрод; 2 — сопло; 3 — свариваемый металл; 4 — свареная проволока; 5 — шов.
Сварка плавящимся электродом в среде углекислого газа
Сварку плавящимся электродом в среде углекислого газа применяют для большинства сталей, которые имеют удовлетворительную свариваемость другими видами дуговой сварки. Отличительной характеристикой такой сварки является ее высокая производительность и относительно низкая стоимость. Для сварки в среде этого защитного газа используют проволоку с повышенным содержанием раскислителей (кремния и марганца), которые компенсируют выгорание этих компонентов в зоне сварки.
Особенностью сварки в среде углекислого газа является разложения его на атомарный кислород (О) и окись углерода (СО). Окись углерода в свою очередь распадается на углерод и кислород. Атомы кислорода окисляют железо и легирующие присадки, в результате чего металл сварочной ванны насыщается кислородом и оксидом железа, и его свойства ухудшаются. Кроме того, образовавшийся в результате кристаллизации металла углекислый газ начинает выделяться в виде пузырьков. Часть пузырьков этого газа не успевает покинуть металл, застывая в виде пор. Легирование кремнием и марганцем сварочной проволоки снижает эту вероятность, так как окислы железа раскисляются не за счет углерода, а за счет веществ, содержащихся в этих компонентах. При этом образования окиси углерода при кристаллизации металла не происходит, а качество сварочного шва улучшается.
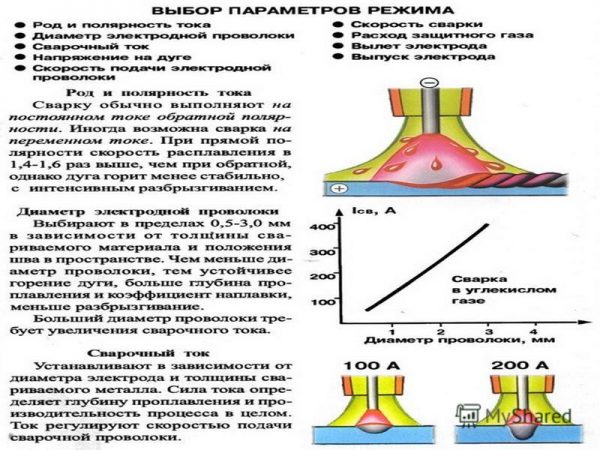
Диаметр электродной проволоки выбирают в зависимости от типа сварного соединения, толщины свариваемого металла и положения шва в пространстве. Эта зависимость отражена в таблице.
Зависимость диаметра сварочной проволоки от толщины свариваемого металла и положения шва в пространстве
Металл толщиной более 4 мм необходимо сваривать с двух сторон, для более тонких металлов следует подбирать режимы, чтобы выполнить полный провар за один проход. Более тонкие металлы сваривают за один проход, обеспечивая тщательную предсварочную сборку деталей, точное направление электрода по стыку и неизменные режимы сварки. При сварке однослойных стыков и первого слоя многослойных швов горелку перемещают возвратно-поступательными движениями. Если сварка выполняется со скосом кромок, то электрод следует направлять в угол разделки.
Аргонодуговая сварка плавящимся электродом
Аргонодуговая сварка плавящимся электродом применяется в основном для легированных сталей и цветных металлов. Процесс сварки происходит капельным и струйным способом переноса электродного металла и высокой глубиной проплавления основного металла. Переход капельного переноса электродного металла в струйный происходит при критических значениях токов, и при сварке сталей находится в пределах 60 —120 А на 1 мм² сечения электродной проволоки.
Зависимость величины критического значения тока от толщины сварочной проволоки отражена в таблице. Этот вид сварки предусматривает тщательную зачистку кромок и подгонку свариваемых поверхностей.
Все о сварке в углекислом газе
Сварочный процесс с применением углекислого газа относят к разновидности сварки, выполняемой под защитой флюса. Такой тип работ чаще всего осуществляют плавящимися электродами, и этот метод нашёл применение в сфере проведения различного типа монтажных работ, а также используется при ремонте или для восстановления деталей с тонкими стенками.
Особенности
Согласно требованиям ГОСТ, сварка в углекислом газе выполняется автоматическими или полуавтоматическими сварочными устройствами, которые оснащены горелками, выделяющими углекислотную смесь из сопла. При проведении сварки в углекислой среде важно учитывать, что любые нестандартные держатели должны выдерживать радиальное истечение газа по отношению к оси электрода.
Сущность процесса сварки состоит в том, что работы ведутся под защитой углекислого газа.


Перед проведением работ и пропусканием сварочной проволоки в дюритовый шланг, конец прутка требуется завальцовывать, а сам шланг обязательно проверяют на отсутствие утечек и перегибов, так как в системе должно быть давление для равномерной подачи газа. Такие требования ГОСТ должны соблюдаться неукоснительно. Если не придерживаться установленного режима, то оборудование быстро выйдет из строя, а качество сварки будет неудовлетворительным.


Перед тем как приступить к выполнению сварочных работ, требуется определить нужный для обеспечения качественного сварочного шва диаметр проволоки, чтобы он соотносился с толщиной стыкуемых между собой заготовок, а также выбрать режим сварки. Согласно выбранному режиму сварки, потребуется определить расход углекислого газа и проверить уровень давления в газовом баллоне. Для получения разряда электрической сварочной дуги выполняют касание концом сварочной проволоки к поверхности рабочей области заготовок, тогда как выпуск проволоки производят при помощи нажатия кнопки пуска, расположенной на держателе.
В процессе сварки устойчивость электродуги, стойкость её защиты от окисляющего действия кислорода, а также быстрота остывания металла и форма сварочного шва напрямую зависят от правильного перемещения и наклона горелки аппарата относительно рабочей поверхности заготовок.
При сварке с применением углекислой среды улучшается качество сварного шва, снижается напряжение металла после выполнения работ, а также гарантируется прочность соединения между собой заготовок.
Применение углекислоты позволяет следить за сварочным процессом, снижает степень загрязнения рабочей поверхности брызгами расплавленного металла, а также сводит к нулю появление дефектов в сварочных швах.
Способы
Автоматическое и полуавтоматическое оборудование для выполнения газоэлектросварки с применением углекислого газа может работать с неплавящимся (вольфрамовым) или плавящимся электродом. Применяя неплавящийся электрод, готовый сварной шов образуется путём оплавления кромочных частей заготовки, а также за счёт плавления поступающей в зону сварки присадочной проволоки. При работе с плавящимся электродом он оплавляется во время работы и формирует собой металлический материал для шва.


Для защиты сварочного шва в процессе работы могут быть применены инертные, активные и смешанные газы. Углекислый газ относят к группе активных газообразных веществ. Выбор газа напрямую зависит от физико-химического состава заготовок, а также исходя из требований, которые будут предъявлены к качествам сварного шва. Кроме того, газ для сварки выбирают исходя из экономической целесообразности.
Углекислый газ в этом случае является одним из наиболее выгодных с экономической точки зрения из-за низкой себестоимости.
Иногда активный углекислый газ смешивают с другими типами газа. Делают это для более высокой степени устойчивости сварочной дуги, а также для увеличения глубины проникновения в металл в процессе его плавления. Смесь газов с углекислотой увеличивает производительность сварочного процесса, а также усиливает степень перехода металла из сварочного электрода в стыковочный шов.
Рассмотрим наиболее распространенные способы применения углекислого газа для различных вариаций сварки.
- Сочетание аргона и 25% углекислой смеси. Такой состав используют для работы с плавящимися электродами. Добавление к аргону углекислоты позволяет работать с высокоуглеродистыми металлами без образования внутри шва пористой структуры. Кроме того, углекислый газ усиливает стабильность электродуги, повышает эффективность сварки на ветру, улучшает качество шва при работе с тонкостенными заготовками.
- Сочетание аргона с 20% углекислоты и 5% кислорода. Такой газ применяют для работы с плавящимися электродами при сварке легированной или углеродистой стали. Газовая смесь повышает стабильное состояние электродуги, улучшает форму и качество шва и исключает появление пористости.
- Сочетание углекислой смеси и 20% кислорода. Этот состав применяют для сварки плавящимся электродом при соединении заготовок из углеродистой стали. Газовая смесь обладает хорошей оксидной способностью, стимулирует глубокое проникновение электродуги вглубь металла, создает шов хорошей формы и исключает появление пористости.
Для выполнения сварочных работ защитная углекислая смесь в область сварки может поступать центрально или сбоку, если скорость сварки достаточно высокая.
Чтобы сэкономить расход дорогих инертных газов, их потоки разделяют, причём внутренний поток – это инертный газ, а более широкий наружный – это всегда более дешёвый углекислый газ.
Применяемые материалы и оборудование
Так как сварочный процесс с применением углекислого газа осуществляется автоматическим или полуавтоматическим оборудованием, то выбор расходных материалов будет зависеть от выбора режима и метода выполнения этих работ.
Углекислый газ
В составе газа – углекислота, газообразное вещество, не обладает цветом, запахом и нетоксично. Для сварочного процесса используют баллоны чёрного цвета, срок годности такой ёмкости с момента проведения её первой аттестации составляет 20 лет. Баллоны имеют рабочее давление, равное 70 кгс/ см², а их объём равен 40 л, что соответствует 25 кг жидкого углекислого вещества. Примерно 80-99% баллона занимает углекислота, а остальная часть приходится на долю углекислого газа.
Для маркировки на чёрном фоне баллона делают надпись жёлтого цвета «Углекислота».
Для выполнения высококачественных сварочных работ применяют концентрацию углекислоты не менее 98%, а для наиболее ответственных участков берут 99%-ный состав. Чем выше содержание углекислоты в газе, тем больше разбрызгивается жидкий металл в процессе сварки. Для устранения этого побочного эффекта применяют специальные осушители, выполненные из силикагеля, алюминия либо купороса, которые удаляют избыток влаги.
Сварочная проволока
Следующим важным материалом, необходимым для сварки, является электрод. Для работы в среде углекислого газа применяются специальные виды электродов. Дело в том, что сварочная проволока, которая используется для работ под прикрытием флюса, не может быть применима в процессе сварки в углекислой среде. Для выполнения сварки с двуокисью углерода применяют электроды, в которых имеется повышенное содержание кремния и марганца. Эти металлы легируют сварочную проволоку, делая её более прочной. Толщина электрода зависит от типа аппарата, которым будет выполняться сварка, а также от толщины стыкуемых заготовок.
Выбирая электроды, нужно обратить внимание на то, чтобы их поверхность была чистой, не имела следов коррозии и окалины.
Если в электроде будут посторонние включения, то это отразится на качестве шва, ослабляя его возникновением пористости. Кроме того, электроды с примесями будут способствовать разбрызгиванию жидкого металла. Если требуется очистить электроды перед работой, их можно протравить в растворе серной кислоты 20% концентрации. После травления проволоку нужно прокалить в печи.

Другие
Для выполнения сварки нужны и другие комплектующие. Перечень их выглядит примерно так:
- сварочный аппарат;
- трансформатор или инвертор в качестве источника переменного тока;
- газовый баллон и кислородный редуктор;
- подающее газ устройство, куда установлен газовый клапан;
- осушитель (подогреватель) углекислого газа – используется как промежуточное приспособление, соединяющее баллон с горелкой;
- газовая горелка, укомплектованная комплектом кабелей и дюритовыми шлангами.
Чтобы качественно выполнить сварочные работы, необходимо заранее подготовить все необходимые расходные материалы и проверить исправность рабочего оборудования.




Расход
В газовом баллоне содержится объём углекислой смеси, которого хватает на 16-20 часов непрерывной работы. Расход углекислого газа напрямую зависит от интенсивности его подачи и объёма сварочных работ.
Перед тем как начать сварочные работы, баллон с газом требуется поставить вертикально и выждать время, чтобы избыток влаги естественным путем мог опуститься на дно ёмкости.
До работы и в процессе её выполнения нужно следить за тем, чтобы давление внутри ёмкости не падало ниже показателя, равного 4-5 кгс/см². Если показатели упадут ниже этих цифр, работу придётся остановить, так как в газовой смеси будет содержаться большое количество влаги, что снизит качество сварочного шва.


Для контроля за расходом углекислой смеси и уровнем её давления на баллоне устанавливают специальный редуктор-расходомер. Наиболее распространены в настоящее время редукторы марок АР-150 и АР-40. Расход углекислого газа регулируют понижающим действием редуктора – это приспособление при необходимости снижает внутреннее давление в баллоне до 0,5 атм, что позволяет экономно расходовать углекислый газ при выполнении сварочных работ. Другими словами, давление на входе в редуктор равно давлению в баллоне, и это показывает входной манометр. С помощью регулировочного винта, мембраны и пружин внутри редуктора давление снижается до 0,5 ати (атмосфер избыточных), что показывает манометр на выходе, или 1,5 ата (атмосфер абсолютных). На самом баллоне есть клапан, который регулирует расход, как водопроводный кран в вашем умывальнике. Таким образом, давление одно, а расход может быть разным.
По мере расхода находящегося в баллоне газа, давление снижается и начинается испарение жидкой углекислоты, т.е. переход из жидкого состояния в газ. Это требует определенной энергии, поэтому газ имеет низкую температуру (как в морозилке вашего холодильника). Для того, чтобы находящиеся в газе частицы влаги не замерзли и не закупорили отверстие редуктора, газ подогревают.


Технология
Для того чтобы правильно варить заготовки в домашних условиях, важно соблюдать основные параметры режима сварки и действовать по схеме. Для начинающих сварщиков может оказаться полезной следующая пошаговая инструкция выполнения работ:
- определить полноту заправки баллона с углекислым газом, чтобы рассчитать время работы;
- поместить присадочный припой в подающий механизм;
- проверить исправность роликов, которые нужно подобрать исходя из размеров сварочной проволоки;
- разложить механизм подачи проволоки путём нажатия кнопки управления;
- дождаться выхода проволоки из открытого конца горелки;
- подсоединить баллон с газом с помощью шлангов, места соединений затянуть хомутами;
- зачистить рабочую поверхность заготовок от загрязнений, снять небольшую краевую фаску материала;
- выполнить на отходах металлической стружки пробный вар для настройки параметров аппарата;
- установить горелку под углом 85° относительно заготовки;
- сформировать электродугу и вести её так же, как и при ручной сварке – во время подачи газа металл перестанет брызгать;
- закончив формирование шва, отключить подачу электротока на аппарате;
- остановить подачу сварочной проволоки;
- после начала кристаллизации поверхности сварочного шва перекрыть подачу газа.
Сварка заготовок с применением углекислого газа является одной из наиболее востребованных.
Технология выполнения этой операции зависит от выбранного режима работы сварочного аппарата и его параметров. Результатом выполнения работ будет качественный, ровный и прочный шов, имеющий защиту от коррозии металла.
О сварке электродом в углекислом газе смотрите далее.
Все о сварке в среде защитных газов
Электрическая дуга — замечательный способ соединения металлов и сплавов. Но она не универсальна и имеет свои ограничения при использовании на открытом воздухе. Потому сварщик, не знающий о тонкостях сварки в среде защитных газов, сам ограничивает свои возможности.
Что это такое?
Охарактеризовать главную сущность процесса сварки в среде защитных газов достаточно просто — это всего лишь оптимальный вариант уберечь соединяемую зону от вредных воздействий.
Ключевые нормы устанавливает действующий ГОСТ 1976 года издания. В нем заданы ключевые типы стыков, размеры и конструктивное исполнение (кроме тех, которые регулируются отдельным ГОСТ 16037-80).


Сварка таким способом может проводиться:
- с добавкой присадочного металла;
- без дополнительных присадок;
- в инертном газе;
- в углекислом газе;
- в кислородно-углекислотной смеси различных пропорций.


Область применения защищенной газами сварки очень широка. Она включает:
- изготовление частей атомных и других электроэнергетических установок;
- получение узлов летательных аппаратов;
- сварку металлов и сплавов, которая должна быть выполнена особо чисто;
- изготовление корпусов химического оборудования;
- прокладку трубопроводов, создание емкостей для едких и агрессивных веществ;
- работу с цветным, черным и легированным металлом.


Преимущества и недостатки
Дуговая сварка в защитном газе гарантирует отличные характеристики шва практически независимо от соединяемого металла. Сварщики могут почти не обращать внимания на толщину соединяемых конструкций. Вернее, она может учитываться при подборе режима, однако работа выполнима в принципе почти всегда.
Проконтролировать состояние сварочной дуги и образуемой попутно ванны не составит труда.


Область теплового воздействия дополнительно сужается по сравнению с традиционной атмосферной сваркой.
Вот еще некоторые моменты:
- при работе в несколько слоев не потребуется вычищать швы;
- отпадает потребность в удалении флюса и шлака;
- возможность не учитывать пространственное размещение деталей;
- необходимость оберегать себя от света и инфракрасной радиации, создаваемого дугой;
- оперативность;
- сравнительная дешевизна;
- упрощенная автоматизация процесса.
Какие газы применяются?
Инертные
Среди всех химически стабильных газов лишь гелий и аргон используются сколько-то широко. Прочие варианты применять экономически нецелесообразно. Аргон не будет растворяться в расплавленном металле. Его используют, чтобы работать с различными марками стали и с чистым алюминием.


Гелий дороже аргона и легче воздуха, то есть затраты будут больше. Однако именно гелий оптимально подходит для сварки очень активных химически металлов. С его помощью также соединяют алюминиевые и магниевые сплавы. Кроме того, в гелиевой среде выброс наружу энергии дуги вдвое больше, чем в атмосфере аргона.
С точки зрения сварщиков, инертным газом можно считать и азот. Вернее, его ценят за неспособность вступать во взаимодействие с медью.
Химические
Правильнее было бы называть их химически активными газами. И именно в этот разряд всегда (кроме случаев сварки медных изделий) входит и азот. Выполнение азотной сварки не предъявляет особых требований к качеству применяемого оборудования. Теоретически принято считать, что должен использоваться однофазный трансформатор.
Но на практике уверенно варят с любым подходящим по остальным характеристикам трансформатором.
Кислород в чистом виде сварщикам не интересен из-за своей горючести и даже взрывоопасности. Однако он является частым компонентом в специальных смесях. Углекислота применяется, когда надо сварить:
- чугун;
- стали с малым и умеренным вхождением углерода;
- стойкую к коррозии сталь слабого легирования.


Водородная атмосфера создается, когда надо варить никель и отдельные марки нержавеющей стали. Особенно привлекательно такое решение для работы с толстыми деталями. В среде водорода текучесть металла будет выше. Легче обеспечить и чистоту поверхности. Стоит учесть, что из-за водорода подчас растет хрупкость углеродистых сталей, потому его нельзя использовать, если неизвестна конкретная марка металла.
Классификацию видов дуговой защищенной сварки стоит начать с автоматической газоэлектрической разновидности. Это высшая ступень развития механизированных сварочных работ. Такой режим позволяет гарантировать идеальный контроль за ходом всего процесса. Потому его стараются использовать на промышленных предприятиях, иногда и в строительстве. Однако для частного использования это чрезмерно сложно.
Разница может быть и в применяемом инструменте. Многие сварщики пользуются неплавящимся электродом. Подобное решение приемлемо для работы с неферромагнитными веществами. Опытный специалист в этом режиме тонко чувствует глубину, на которую проплавляется металл. В сочетании с самостоятельным управлением горелкой и присадочным материалом можно исключить появление непроваренных участков и прочих отклонений сварных швов от нормы.
Важно: неплавящийся электрод пригоден главным образом для тонкостенных изделий. При большой толщине металла, по отзывам профессионалов, он будет работать несколько хуже.
Зато подобный инструмент нравится энтузиастам, создающим декоративные изделия из нержавеющих сталей. Чаще всего неплавкий электрод делают из вольфрама. Но также могут применять электротехнический уголь либо графит.
Во многих случаях более предпочтительны, однако, манипуляции с плавящимся электродом. Такое решение проще, чем использование неплавящегося инструмента, и позволяет воспользоваться более дешевым оборудованием. Электрод с плавлением поможет обработать куда больше типов металла, чем его неплавкий аналог. Можно без труда работать даже в довольно труднодоступных местах. Наконец, пространственное расположение сварщика, его техники, самих деталей или конструкций можно выбирать более гибко.


Однако нельзя игнорировать и слабые стороны подобного варианта, в том числе:
- выброс наружу агрессивных и опасных веществ;
- большую сложность работы (даже опытным сварщикам приходится работать аккуратно);
- сравнительно низкую скорость;
- высокое влияние магнитных полей на дугу.
Иногда пользуются и порошковой проволокой. Ее могут применять при работе в среде углекислоты. Если свариваемые изделия должны соответствовать повышенным требованиям, иногда проводятся даже специальные испытания проволоки.
К сведению: допускается применение не только специального сварочного, но и пищевого углекислого газа. Разрешено применять газ с вхождением до 2% воды.
Режимы
Разница между конкретными режимами может заключаться:
- в диаметре присадочной проволоки;
- в используемом напряжении;
- в темпе работы;
- в виде тока и его силе;
- в электрической полярности;
- в химическом составе газа;
- в темпе расходования газовой среды.
В подавляющем большинстве случаев применяют ручные инверторные полуавтоматы. Обязательно настраивают электричество и подбирают индивидуально необходимое напряжение. Порядок расчета использования газа зависит от масштаба производства и номенклатуры выпускаемых изделий. Обязательно надо учитывать выполнение подготовительных и завершительных операций.



Оборудование
Говоря про аппаратуру для газозащитной сварки, стоит указать — в подавляющем большинстве случаев применяют сварочные полуавтоматы. В них параметры дуги и скорость перемещения присадочной проволоки определяется автоматическими компонентами. Все, что непосредственно зависит от исполнителя, — скорость и направление перемещения сварочных головок (горелок).
Предпочтительно использование комплексов техники MIG/MAG.
При применении саморегулирующихся сварочных систем очень важны источники питания. Они должны иметь жесткую электрическую характеристику с пологим падением тока. Сварочные горелки могут быть прямой и изогнутой формы. В различных версиях используют водяное охлаждение либо отвод тепла воздухом. Изгиб сопла подойдет для горелки, работающей в труднодоступных местах.


Техника безопасности
Важно понимать, что защитные газы спасают только металл от порчи, но не защищают самого сварщика. Обязательно следует соблюдать требования электробезопасности, носить защитные маски, перчатки. Использовать кислород надо с особой осторожностью, учитывая его склонность к возгоранию. Все баллоны с газами должны находиться все время в вертикальном положении. Их нельзя использовать после истечения срока поверки, после падения с высоты или сильного механического повреждения.
Недопустимо использовать углекислоту бесконтрольно в узких и слабо проветриваемых местах. Для каждого типа газа применяют только подходящий вид редуктора. Перепутывание шлангов не допускается. Нельзя также подвергать их воздействию открытого огня и искр, горячих и тяжеловесных предметов.
В зоне сварки не место посторонним людям и домашним животным, масляным и жировым загрязнениям.
До запуска следует проверять, исправна ли пусковая система. Шланги перед работой проверяют на герметичность. Сварщик не может исправлять недостатки оборудования до окончания работы. В закрытых емкостях и в сырых местах требуется использовать прорезиненную одежду и коврики из той же резины. Нельзя варить незакрепленные или плохо закрепленные детали, а также работать на неустойчивых поверхностях и/или при ограниченной видимости.
Профессионалы измеряют расход газа, отталкиваясь от силы тока, диаметра проволок и толщины соединяемого металла. Чтобы не касаться специальных формул, начинающим сварщикам лучше определять свою потребность в защитном газе по фирменным сопроводительным паспортам. На открытом воздухе, конечно, понадобится больше газов, чем в помещениях. Стандартная схема сварки в защитной среде позволяет применять как плавящиеся, так и неплавящиеся электроды.
Комбинировать инертные и химически активные газы полезно для:
- наращивания устойчивости дуги;
- большей глубины плавления;
- эффективного изменения глубин швов;
- достижения максимальной производительности.
Сочетая аргон с кислородом (добавка 1-5%), можно легко сварить сталь с различным содержанием углерода и легирующих добавок. Обычно берут плавкий электрод. Вводя кислород, уменьшают критический ток и борются с образованием пор.
Углекислый газ применяют чаще всего в процессе сварки углеродистой стали. Обычно изолирующее вещество подается в середину рабочей зоны.
Но если надо очень быстро варить металл плавким электродом, требуется боковая подача. Экономя дорогостоящий газ, его надо подавать парой раздельных потоков. Углекислоту обычно подают снаружи. Чтобы прикрыть от контакта нагретый, но не расплавленный металл, рекомендуют использовать сопла с длинными насадками. А наиболее мощную защиту обеспечивают стационарные промышленные камеры с точно заданной защитной средой.
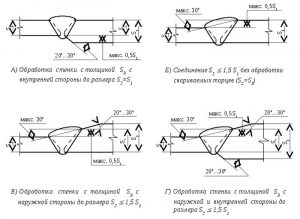
Готовить кромки надо точно так же, как и при других вариантах сварки. Руководствуются при этом ГОСТ 14771-76 либо ТУ на конкретные изделия. Постоянство зазора обеспечивают, закрепляя детали шарнирным способом. Угол раскрытия кромок определяется толщиной соединяемых металлов. Когда работают в углекислом газе, формируя многослойный шов, перед каждым следующим слоем нужно внимательно очищать поверхность.


Иногда стоит применять газовую подушку. Она позволит эффективнее сформировать корень шва. Подавать ли в подушку те же газы, что и в основную зону, нужно решить самостоятельно. Желательно оберегать рабочее место от сквозняков и пронизывающих ветров. Наилучший вариант в большинстве случаев — постоянный ток обратной полярности.
Как настроить давление защитного газа и его расход, смотрите далее.
Все о полуавтоматической сварке в среде углекислого газа
Полуавтоматическая сварка в среде углекислого газа дает возможность соединить металлические детали. Сварочный шов при использовании такой сварки отличается высокой прочностью. Поэтому сваривание металлов с использованием углекислого газа широко востребовано как у новичков, так и у профессионалов.
Что такое сварка полуавтоматом в среде СО2?
Принцип действия полуавтоматического спаивания с использованием углекислого газа достаточно прост. Одновременно с электродом в сварочную ванну подается СО2. Газ заполняет ванну, тем самым защищая металл от негативного влияния воздуха.

Режимы и особенности сварки в углекислоте
Основной особенностью сварки в среде СО2 является вытеснение воздуха при сваривании частей. Это позволяет добиться высокого качества шва. Необходимо учитывать, что железо и углерод, находящиеся в составе заготовок, вступая в химическую реакцию с СО2, окисляются. Для предотвращения окисления следует использовать специализированную проволоку, имеющую в своем составе большое количество кремния и марганца.
Еще одной особенностью полуавтоматической сварки в газовой среде является возможность применения как прямой, так и обратной полярности. Использование обратной полярности прямого тока отлично подходит для начинающих сварщиков. Такой метод дает возможность легко удерживать дугу. Прямая полярность применяется при необходимости наплавления металла.
Сварка полуавтоматом возможна в различных режимах. Настройку аппарата необходимо производить исходя из толщины металла свариваемых деталей и диаметра проволоки. При повышении сварочного тока увеличивается глубина провара. Так, чем больше толщина металлических частей, тем большую силу тока необходимо установить в настройках.
Характеристики сварки в углекислом газе
Газ, применяемый для сваривания полуавтоматом, имеет более высокую плотность, чем воздух. Благодаря этому он вытесняет воздушную массу из сварочной ванны. Он бесцветен и не имеет запаха. К аппарату СО2 подается из баллона, в котором он находится в жидком состоянии под давлением. Подключение баллона осуществляется через специализированный редуктор. Он поддерживает требуемое давление в системе.
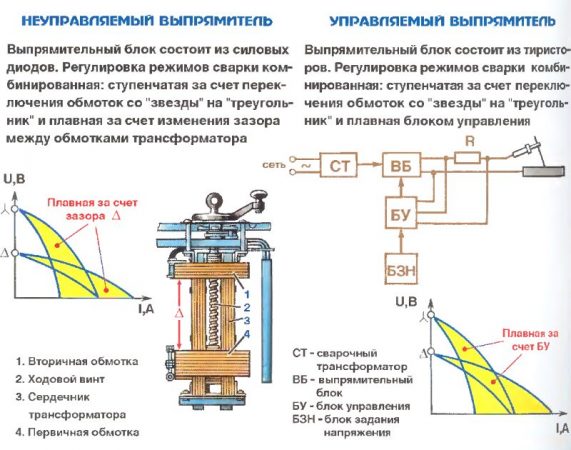
Спаивание в среде СО2 можно выполнять на двух видах оборудования:
- Выпрямитель. Полуавтоматический аппарат, применяется для дугового сваривания различных заготовок, в том числе и из нержавеющей стали.
- Инвертор. Является преобразователем переменного тока в постоянный. Преобразованный ток используется для создания дуги.
Электродом при выполнении полуавтоматической сварки в среде углекислого газа является специализированная проволока. В зависимости от толщины деталей, диаметр и состав проволоки может отличаться.
Подготовительные работы
Для того чтобы получить качественный шов, необходимо подготовить заготовки и настроить оборудование. Спаиваемые части следует предварительно очистить от ржавчины, окислений, лакокрасочных покрытий и т. д.

Окислы и посторонние примеси могут привести к разбрызгиванию электрода и нарушению качества сварного шва. Для очистки используется наждачная бумага, абразивный камень или пескоструйная обработка. При сваривании тонких листов следует предварительно отбортовать кромки заготовок.
Помимо подготовки деталей перед началом сварки полуавтоматом в среде СО2, необходимо настроить оборудование. Все составляющие подключаются в строгом соответствии с определенной схемой. Для нормальной работы устройства нужно исключить утечку вещества из системы.
После включения полуавтомата в электрическую сеть осуществляется его настройка. В зависимости от толщины металла устанавливается сила тока. При выборе скорости подачи электрода нужно опираться на скорость горения сварочной дуги.
Перед началом работы нужно изучить правила техники безопасности во время выполнения сварочных работ полуавтоматическим сварочным аппаратом в среде углекислого газа. Во время работы используются специализированные средства индивидуальной защиты.
ВНИМАНИЕ: Пренебрежение правилами безопасности может привести к различного рода травмам, ожогам или поражению электричеством!
Технология и методы выполнения работ
После подготовки деталей и правильной настройки оборудования можно приступать к выполнению сварочных работ. При спаивании в среде углекислого газа начальный шов лучше осуществлять при небольшой силе тока. Таким образом удастся избежать деформации спаиваемых заготовок и вероятности возникновения трещин. Подача электрода, независимо от полярности, осуществляется двумя способами:
- Углом вперед. С использованием такого метода глубина провара будет небольшой, а шов — широким;
- Углом назад. Применяя такой метод, сварщику удается добиться большой глубины провара при малой ширине шва.
По окончании работ сварочная ванна заполняется металлом из проволоки. После того как шов положен, подача проволоки прекращается. Электричество, подаваемое на электрод, следует отключить. Углекислоту, в отличие от напряжения, нужно подавать до полного затвердевания шва. Это дает возможность защитить металл, находящийся под воздействием высокой температуры, от негативного влияния воздушных масс.
После полного затвердевания шва металл кристаллизуется и происходит образование шлака. Для контроля над качеством спаивания необходимо удалить шлак. После остывания он становится хрупким и легко очищается.
Расход СО2
Расход газа при спаивании в среде газа СО2 прямо зависит от толщины металлических заготовок, диаметра проволоки и силы тока. На расход влияют и другие факторы. Если работы выполняются на открытом воздухе, то расход газа будет гораздо больше, чем при сваривании в закрытом помещении. Это связано с тем, что ветер сдувает часть газа, подаваемого в сварочную ванну.

Увеличение производительности при работе в среде СО2
Выполняя сварочные работы полуавтоматическим аппаратом в среде углекислого газа, можно повысить производительность несколькими способами:
Увеличить силу тока
При нижнем положении сварки можно увеличить сварочный ток, тем самым повысив КПД. При вертикальном или потолочном положении шва силу тока можно увеличивать только при ускоренной кристаллизации металла.
Увеличение вылета электрода
При применении тонкой проволоки можно повысить производительность, увеличив ее вылет. Такой метод дает возможность повысить скорость плавления электрода. Это увеличивает количество металла, попадающего в сварочную ванну за определенный промежуток времени.
При увеличенном вылете электрода может возникнуть самопроизвольная подача проволоки. Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.
Сварка в углекислом газе СО2 имеет ряд преимуществ. К ним относятся:
- Возможность спаивать тонкие листы металла;
- Хорошая дуга при выполнении работ. Это особенно удобно для начинающих сварщиков;
- Возможна сварка деталей с различными характеристиками;
- Металл, находящийся под действием высокой температуры, защищен от влияния воздуха. Это делает шов прочным и не допускает окислений;
- Высокое качество места соединения заготовок;
- Безопасность в использовании;
- Доступность. Приобрести оборудование может любой желающий.
К недостаткам полуавтоматической сварки в среде углекислого газа можно отнести то, что применяемое оборудование более сложное, чем в случае с другими газами.
Из вышеперечисленного следует, что сварка в среде СО2 является доступным способом соединения металлических деталей. Такой способ спаивания отличается высоким качеством и простотой в применении.
Видео: Как настроить давление защитного газа и его расход
Дуговая сварка в защитных газах
Дуговая сварка в защитных газах имеет высокую производительность, легко поддается автоматизации и позволяет выполнять соединение металлов без применения электродных покрытий и флюсов. Этот способ сварки нашел широкое применение при изготовлении конструкций из сталей, цветных металлов и их сплавов. Классификация способов дуговой сварки в защитных газах приведена на рисунке.
Классификация видов дуговой сварки в защитных газах
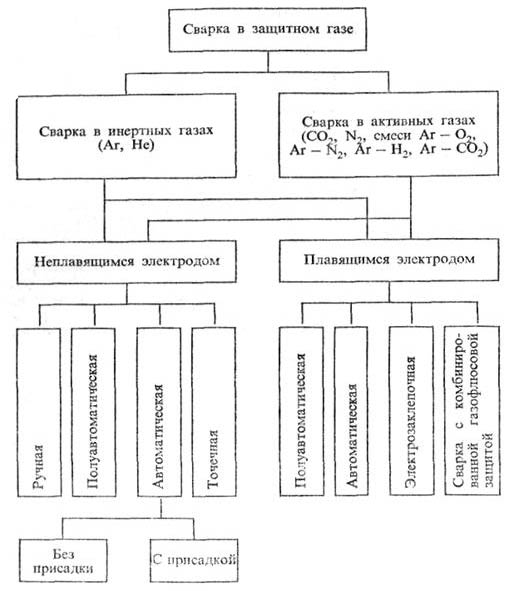
Дуговая сварка в защитных газах может быть выполнена плавящимся и неплавящимся (вольфрамовым) электродами.
Для защиты зоны сварки используют инертные газы гелий и аргон, а иногда активные газы — азот, водород и углекислый газ. Применяют также смеси отдельных газов в различных пропорциях. Такая газовая защита оттесняет от зоны сварки окружающий воздух. При сварке в монтажных условиях или в условиях, когда возможно сдувание газовой защиты, используют дополнительные защитные устройства. Эффективность газовой защиты зоны сварки зависит от типа свариваемого соединения и скорости сварки. На защиту влияет также размер сопла, расход защитного газа и расстояние от сопла до изделия (оно должно быть 5— 40 мм).
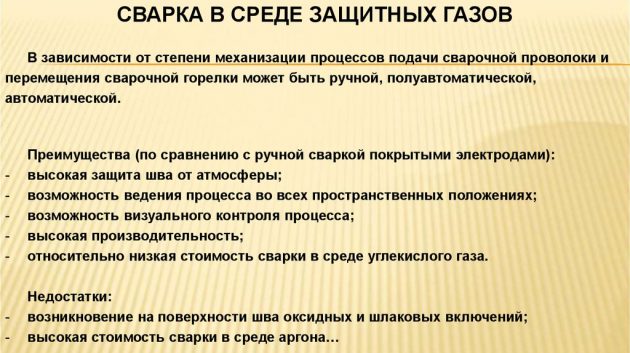
Преимущества сварки в защитных газах следующие:
- нет необходимости применять флюсы или покрытия, следовательно, не требуется очищать швы от шлака;
- высокая производительность и степень концентрации тепла источника позволяют значительно сократить зону структурных превращений;
- незначительное взаимодействие металла шва с кислородом и азотом воздуха;
- простота наблюдения за процессом сварки;
- возможность механизации и автоматизации процессов.
Иногда применяют двойную защиту сварочной дуги (комбинированную). Надежность защиты зоны сварочной дуги зависит от теплофизических свойств и расхода газа, а также от конструктивных особенностей горелки и режима сварки. Подаваемые в зону сварочной дуги защитные газы влияют на устойчивость дугового разряда, расплавление электродного металла и характер его переноса. Размер капель электродного металла уменьшается с увеличением сварочного тока, а увеличение глубины проплавления с увеличением сварочного тока связано с более интенсивным вытеснением жидкого металла из-под электрода вследствие давления сварочной дуги.
При сварке плавящимся электродом дуга горит между изделием и расплавляемой сварочной проволокой, подаваемой в зону сварки. По сварке неплавящимся электродом (вольфрамовые прутки) сварочная дуга может быть прямого или косвенного действия. Разновидностью сварочной дуги косвенного действия может быть дуга, горящая между вольфрамом, и беспрерывно подаваемой в зону дуги сварочной проволокой.
Защитное свойство струи инертного газа зависит от чистоты газа, параметров струи и режима сварки. Одним из наглядных способов оценки защитных свойств является определение диаметра зоны катодного распыления при возбуждении дуги переменного тока между вольфрамовым электродом и свариваемым металлом. В период, когда катодом является свариваемый металл, происходит вырывание частиц металла с поверхности сварочной ванны и соседних зон относительно холодного металла.
Степень катодного распыления зависит главным образом от массы положительных ионов, которые в процессе сварки бомбардируют катод. Например, в среде аргона наблюдается более интенсивное катодное распыление, чем в среде гелия. По убывающей склонности к катодному распылению металлы располагают в следующем порядке: Мg, Аl, Si, Zn, W, Fe, Ni, Рt, Сu, Вi, Sn, Sb, Рb, Аg, Cd.
Сварочную дугу в защитных газах можно классифицировать по следующим основным признакам:
- применяемому для защиты зоны сварки газу — активному или нейтральному;
- способу защиты зоны сварки — одиночным газом, смесью газов или комбинированным;
- применяемому для сварки электроду — плавящемуся или неплавящемуся;
- применяемому току — постоянному или переменному.
Сварка неплавящимся электродом
Условием стабильного горения дуги при дуговой сварке в защитной среде инертных газов на переменном токе является регулярное восстановление разряда при смене полярности. Потенциал возбуждения и ионизации инертных газов аргона и гелия выше, чем у кислорода, азота и паров металла, поэтому для возбуждения дуги переменного тока требуется источник питания с повышенным напряжением холостого хода. Сварочная дуга в среде инертных газов (аргона или гелия) отличается высокой стабильностью и для ее поддержания требуется небольшое напряжение. Высокая подвижность электронов обеспечивает достаточное возбуждение и ионизацию нейтральных атомов при столкновении с ними электронов.
В том случае, когда катодом является вольфрам, дуговой разряд происходит главным образом за счет термоэлектронной эмиссии благодаря высокой температуре плавления и относительно низкой теплопроводности вольфрама, что обусловливает неодинаковые условия горения дуги при прямой и обратной полярности. При обратной полярности (изделие является катодом — минус) напряжение при возбуждении дуги должно быть больше, чем при прямой полярности. Поэтому из-за значительной разницы в свойствах вольфрамового электрода и свариваемого металла кривая напряжения дуги имеет не симметричную форму, а в ней появляется постоянная составляющая, которая вызывает появление в сварочной цепи постоянной составляющей тока. Постоянная составляющая тока в свою очередь создает постоянное магнитное поле в сердечнике трансформатора и дросселя, что приводит к уменьшению мощности сварочной дуги и ее устойчивости. Появление в цепи постоянной составляющей тока не обеспечивает нормального ведения процесса сварки и особенно при сварке алюминиевых сплавов, так как сварочная ванна даже при небольшом содержании кислорода и азота покрывается тугоплавкой пленкой окислов и нитридов, которые препятствуют сплавлению кромок и формированию шва.
Очищающее действие сварочной дуги при сварке переменным током проявляется в те полупериоды, когда катодом является изделие благодаря катодному распылению, так как в этом случае происходит разрушение окисной и нитридной пленок.
При обратной полярности применяют низкие плотности тока, а практически такая дуга не применяется. При прямой полярности тепла выделяется меньше на электроде, так как его значительная часть расходуется на плавление свариваемого металла.
Сварка плавящимся электродом
При дуговой сварке плавящимся электродом в среде защитных газов геометрическая форма сварного шва и его размеры зависят от мощности сварочной дуги, характера переноса металла через дуговой промежуток, а также от взаимодействия газового потока и частиц металла, пересекающих дуговой промежуток, с ванной расплавленного металла.
В процессе сварки на поверхность сварочной ванны оказывает давление столб дуги за счет потока газов, паров и капель металла, вследствие чего столб дуги погружается в основной металл, увеличивая глубину проплавления. Поток газов и паров металла, направляемый от электрода в сварочную ванну, создается благодаря сжимающему действию электромагнитных сил. Сила воздействия сварочной дуги на ванну расплавленного металла характеризуется ее давлением, которое будет тем больше, чем концентрированнее поток газа и металла. Концентрация потока металла увеличивается с уменьшением размера капель, который определяется составом металла, защитного газа, а также направлением и величиной сварочного тока.
Сварочная дуга, образованная в результате плавления электрода в среде инертных газов, имеет форму конуса, столб которой состоит из внутренней и внешней зоны. Внутренняя зона имеет яркий свет и большую температуру.
Во внутренней зоне происходит перенос металла, и ее атмосфера заполнена святящимися парами металла. Внешняя зона имеет менее яркий свет и представляет собой ионизированный газ.
Металлургия сварки в защитных газах
Газы по защитному свойству расплавленного металла сварочной ванны от воздействия азота и кислорода воздуха подразделяются на инертные и активные.
К инертным газам относятся аргон и гелий, которые практически не взаимодействуют с расплавленным металлом сварочной ванны.
К активным газам относятся углекислый газ, азот, водород и кислород.
Активные газы по своему химическому взаимодействию с расплавленным металлом сварочной ванны могут быть нейтральными и реагирующими. Например, азот по отношению к меди является нейтральным газом, т. е. не образует с медью никаких химических соединений. Активные газы и продукты их распада в процессе дугового разряда, т. е. во время сварки, могут соединяться с расплавленным металлом сварочной ванны и растворяться в нем, из-за чего резко снижаются механические свойства сварного шва, а его химический состав не будет соответствовать установленным требованиям стандартов. Однако следует отметить, что некоторые растворимые в металле активные газы не всегда бывают вредными примесями.
Например, азот в углеродистых сталях является вредной примесью (образуются нитриды), из-за чего резко снижаются механические свойства сварного шва и стойкость к старению, тогда как в сталях аустенитного класса азот является полезной добавкой. При аргонодуговой сварке углеродистых сталей для поддува можно применять не только аргон или углекислый газ, но и азот, если в сварочную ванну будут введены элементы-раскислители в виде кремния и марганца. Поэтому выбор газа и присадочного материала должны обеспечивать заданные механические свойства, химический состав и структуру сварного шва. При сварке в защитной среде инертных газов расплавленный металл сварочной ванны изолирован от воздействия кислорода и азота воздуха; поэтому металлургические процессы могут происходить между элементами, содержащимися только в расплавленном металле сварочной ванны.
Так, например, если в сварочной ванне содержится некоторое количество кислорода в виде закиси железа РеО, то при наличии достаточного количества углерода будет образовываться нерастворимая в металле окись углерода [C] + [O] = CO,
Вследствие того, что расплавленный металл сварочной ванны кристаллизуется, а газ выйти не успевает, то в нем будут образовываться поры.
Расплавленный металл сварочной ванны может насыщаться кислородом, находящимся в инертном газе, в виде Свободного кислорода и паров воды. Поэтому для подавления реакции окисления углерода в период кристаллизации расплавленного металла сварного шва в сварочную ванну через присадочный материал должны быть введены элементы-раскислители в виде кремния и марганца. При сварке легированных сталей, имеющих в своем составе необходимое количество раскислителей, реакция образования окиси углерода подавляется. Таким образом, при сварке в защитных газах для подавления образования окиси углерода, способной образовывать поры в сварном шве и устранения азотирования сварного шва, необходимо в сварочную ванну ввести элементы-раскислители.
При сварке в защитной среде углекислого газа последний, защищая расплавленный металл сварочной ванны от кислорода и азота воздуха, сам в свою очередь, разлагаясь в дуговом разряде, является окислителем металла
где FеО — закись железа, растворяющаяся в железе.
Таким образом, как и при сварке в защитной среде инертных газов, в этом случае образуется окись углерода, которая в процессе кристаллизации металла сварочной ванны создает в нем поры. Для подавления образования окиси углерода (СО) через присадочную проволоку в расплавленный металл сварочной ванны вводятся элементы-раскислители — кремний и марганец.
Читайте также:
- Сварочный полуавтомат бу кемпи
- Какой документ определяет порядок проведения производственной аттестации технологии сварки
- Какой диаметр сопла горелки рекомендуется использовать при ручной аргонодуговой сварке титана 4 30
- Импульсная сварка своими руками из сварочного инвертора
- Сварка в среде углекислого газа полярность