
Как поменять сопло на 3d принтере ender
Предположим, что вы уже прошли квест по сборке принтера, и уже не терпится что-нибудь напечатать. Рассказываем, как приступить к печати на Creality Ender-3 V2, и на какие настройки обратить внимание, чтобы использовать возможности своего 3D-принтера на полную катушку.
Перед распечаткой на 3D принтере модель надо подготовить и разбить на слои. Обычно 3D модели распространяются в формате STL — это своеобразный JPEG в мире моделирования. Трёхмерный объект в формате STL состоит из множества полигонов — треугольников, координаты которых описаны в файле.
Однако принтеры не способны самостоятельно обрабатывать STL-файлы. Сперва выбранную модель надо преобразовать в G-код — специальные команды для принтера, которые сообщают, куда перемещать головку и с какой скоростью выдавливать пластик в процессе печати. Для преобразования произвольной 3D-модели в G-код существуют специальные программы — слайсеры.
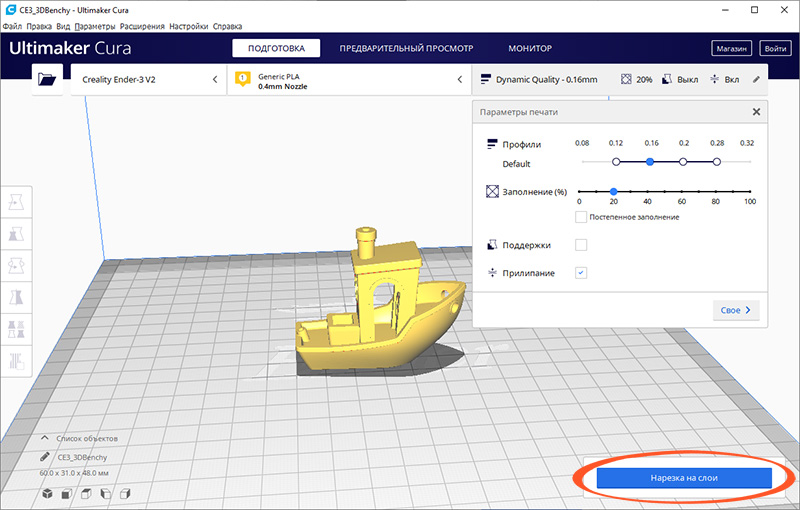
Мы покажем, как выглядит эта операция на примере 3D-принтера Creality Ender-3 V2. Обработаем в слайсере Cura популярную модель кораблика 3DBenchy.
Эта модель сделана специально, чтобы определять недостатки печати на 3D-принтерах и калибровать настройки. Можно скачать любую 3D-модель в формате STL со специализированных сайтов.
Скачивание слайсера
Для преобразования моделей в G-код подходит любая программа-слайсер. В данном примере мы будем использовать слайсер Cura — наиболее функциональную из бесплатных программ. Скачайте слайсер с официального сайта и запустите установку.
Пропустите приветственные экраны и примите условия использования.

Настройка принтера в слайсере
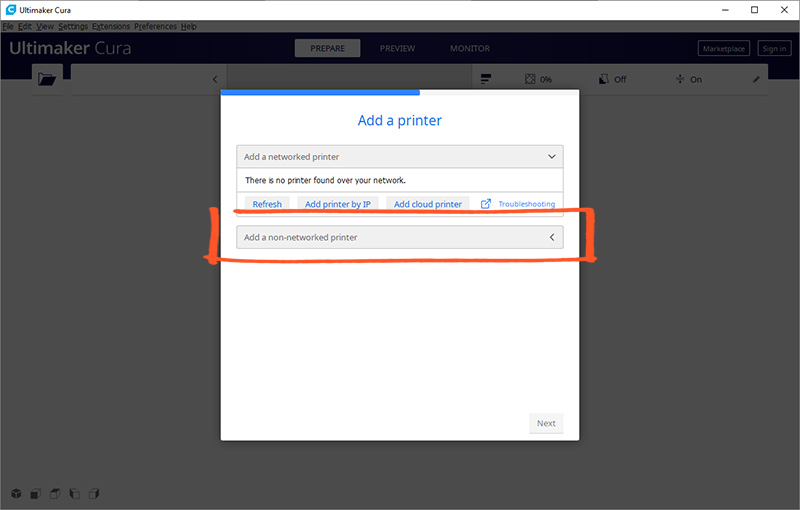
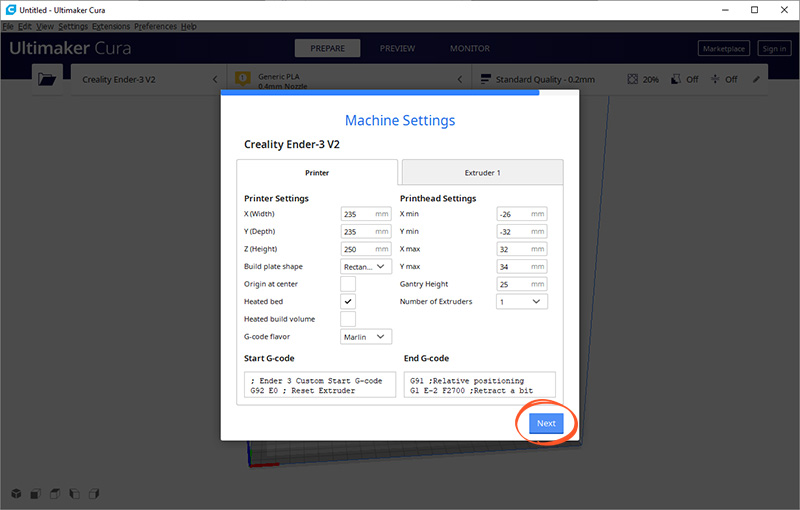
Добавьте принтер в программу с помощью кнопки «Add a non-networked printer».
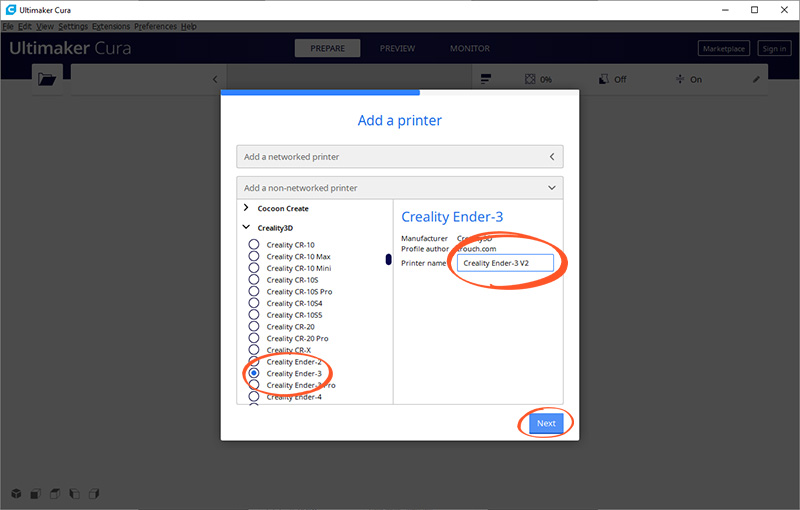
Выберите из списка «Creality Ender-3». Это предыдущая модель, у которой идентичные характеристики.
В поле «Printer name» можно ввести любое имя принтера. Оно нужно, чтобы различать между собой несколько принтеров или несколько профилей настроек одного принтера. Назовите его «Creality Ender-3 V2».
Изменение языка программы
Для удобства сразу изменим язык программы. Зайдите в настройки с помощью кнопки «Preferences» → «Configure Cura…»

Выберите русский язык в выпадающем меню «Language».
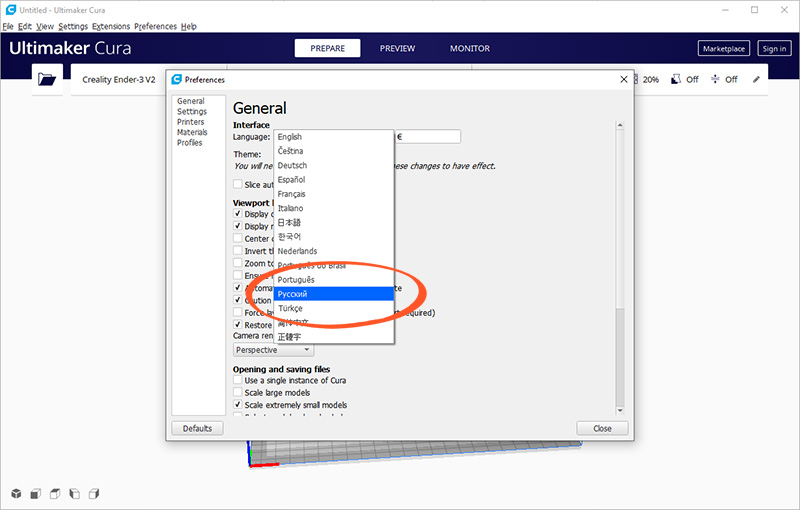
Язык интерфейса поменяется только после перезагрузки программы. Закройте Cura и откройте заново — вас встретят русскоязычные менюшки.
Добавление модели в слайсер
Нажмите на кнопку с иконкой папки и выберите скачанный файл 3D-модели.


Настройка параметров печати
Всё управление программой вынесено в верхнюю панель с тремя кнопками.
Выбор принтера
В левом верхнем углу отображается имя вашего принтера. Мы добавили только одну модель, поэтому в этом пункте должен быть Creality Ender-3 V2.

Выбор пластика и сопла на принтере
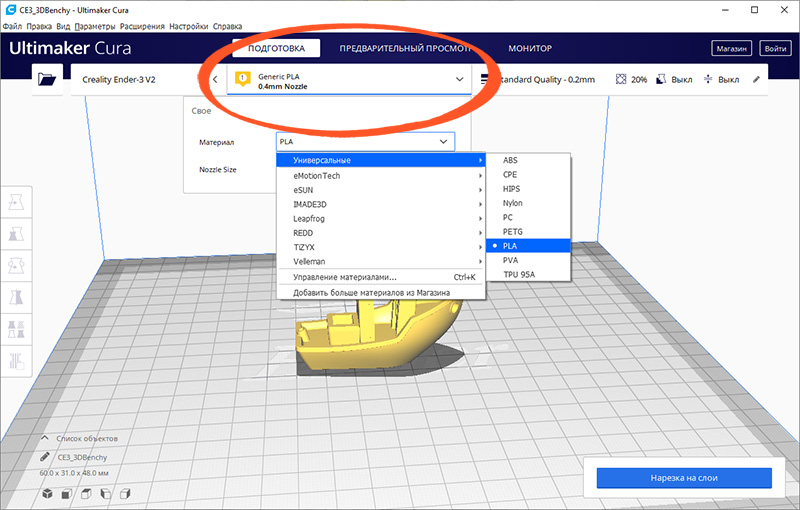
Ваш принтер Creality Ender-3 V2 позволяет печатать различными видами пластика и использовать сопла с разным диаметром. Проконтролируйте, что в программе выбрано штатное сопло 0,4 мм, которое установлено в принтере с завода.
Раскройте шторку выбора пластика и сопла. В разделе «Материал» выберите ваш пластик. Мы печатаем PLA-пластиком, поэтому выбрали «PLA» в разделе «Универсальные».
Выбор настроек слайсинга
По клику на длинную кнопку справа раскрывается список с основными настройками слайсинга. Разработчики Cura постарались сделать программу понятнее, поэтому встроили в неё подсказки. При наведении курсора на неизвестный параметр появится подсказка, которая поможет понять, за какую настройку он отвечает и на что влияет.

Кнопка «Своё» открывает подробные настройки со множеством параметров. Оставьте все профессиональные параметры по умолчанию. Нам вполне хватит базовых настроек.

Верхний ползунок «Профили» отвечает за высоту одного слоя. Чем толще каждый слой, тем быстрее печатается модель. В то же время, при уменьшении толщины слоя достигается более аккуратное качество печати.
Выставим высоту слоя 0,16 мм. Это золотая середина между скоростью и качеством.

Второй ползунок «Заполнение» отвечает за внутреннюю часть модели. Принтер может напечатать только стенки модели, а внутренний объём оставить пустым. Это сильно снизит расход пластика, но негативно повлияет на прочность модели. Чтобы готовая пластиковая деталь не развалилась в руках, её внутренности не остаются пустыми, а заполняются сеточкой. Полученные рёбра повышают жёсткость модели.
Чтобы соблюсти баланс между прочностью модели и расходом пластика, выставьте заполнение на 20%.

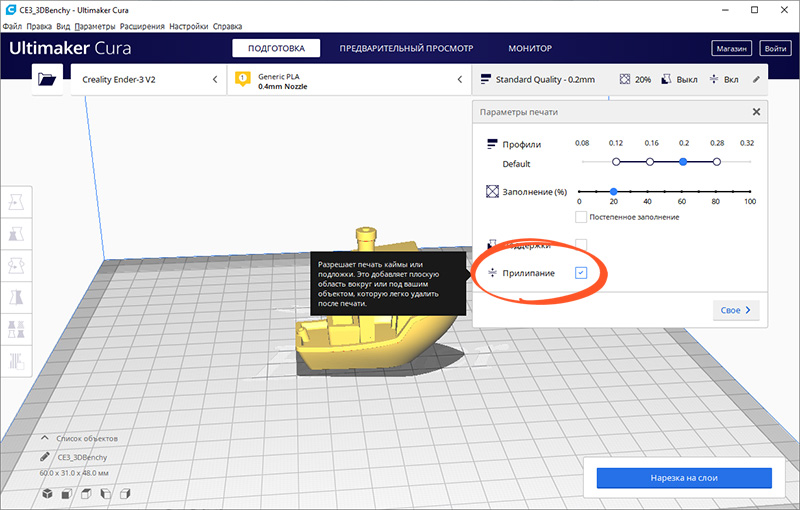
Также в меню настроек слайсинга находятся два дополнительных параметра: поддержки и прилипание.
Если деталь имеет выступающие части, которые нависают над столом, то принтер не сможет их напечатать — они попросту упадут. Чтобы этого не произошло, активируйте галочкой параметр «Поддержки». Под нависающими частями будут печататься столбики, которые поддержат деталь.
В нашей тестовой модели кораблика таких частей нет, поэтому параметр «Поддержки» активировать не надо. Но если вы печатаете собственную модель — не забывайте про опоры.

Параметр «Прилипание» улучшает адгезию. Это сила сцепления между деталью и столом. Если адгезия недостаточная, деталь может оторваться в процессе печати. Принтер будет печатать вокруг модели юбочку, которая увеличит площадь соприкосновения со столом. После печати её можно будет срезать, но она не позволит модели оторваться от стола посреди процесса.
Активируйте этот параметр, так как дно у кораблика довольно мелкое, и дополнительная поверхность для более прочной адгезии ему будет очень кстати.
Предварительный просмотр
Перейдите на вкладку «Предварительный просмотр», где будет видно построенные слои модели. Предпросмотр помогает проверить ваши настройки печати и понять, как будет печататься модель.


Экспорт G-кода
Чтобы записать готовый файл, легче всего подключить к компьютеру карту памяти microSD через переходник из комплекта принтера. Слайсер сразу же обнаружит съёмное устройство и предложит сохранить файл на него. Сохраните G-код на карту памяти или с помощью раскрывающегося списка сохраните в файл, а затем вручную скопируйте на карту.

Калибровка стола
Первоначальную настройку мы уже выполнили при сборке принтера, однако со временем стол может сбиться. Если модель плохо прилипает или, наоборот, первый слой получается излишне тонким и экструдер начинает щёлкать, то стол необходимо перекалибровать с помощью четырёх угловых винтов.

С помощью энкодера на экране войдите в пункт «Prepare».

Выберите пункт «Auto home». Принтер поставит сопло в нулевое положение.

После этого отключите моторы командой «Disable stepper».

Положите лист бумаги между соплом и столом. Подрегулируйте винт. Сопло должно царапать, но не рвать лист.

Сдвиньте рукой печатающую головку и стол. Повторите данную операцию в каждом углу стола, чтобы задать самое ровное положение в горизонтальной плоскости.
Смена пластика
Перед тестовой печатью мы уже заправили катушку пластика, однако рано или поздно вам придётся его сменить. Например, если вы захотите печатать другим цветом или попробовать другой тип пластика. Для этого сначала понадобится удалить остатки старого пластика. Сменим пластик на другой, либо удалим остатки старого.
Нить пластика при печати плавится в сопле. Если сопло холодное, то пластик приплавится к соплу, и достать его не получится. Нагрейте сопло до температуры плавления пластика. Для этого надо зайти в пункт «Prepare».

Выберите пункт «Preheat PLA». Сопло начнёт разогреваться.

С помощью кнопки «Back» выйдете в основное меню.

Убедитесь, что сопло разогрелось до заданной температуры.

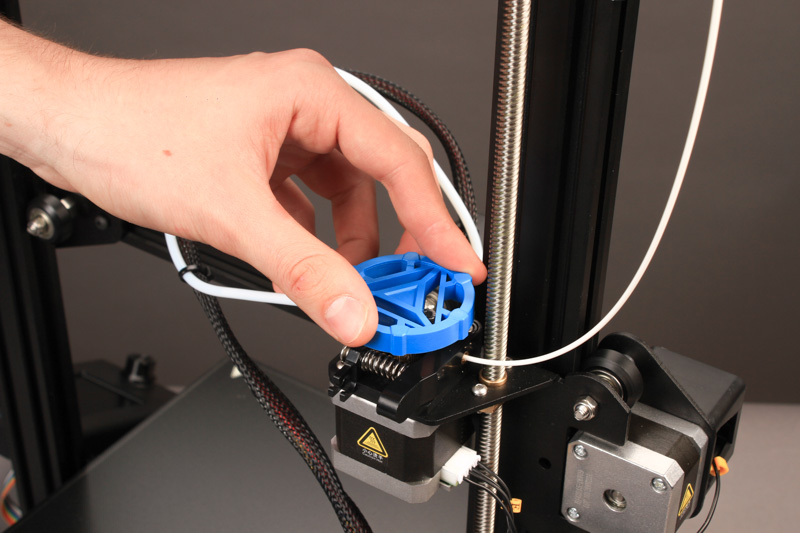
С помощью индикаторного колеса выкрутите нитку с пластиком из тефлоновой трубки и экструдера.

Обрежьте конец у нового пластика. Чтобы пластик попал в фитинг, а не застрял в экструдере, удобнее резать конец пластика под наклоном. Печать начнётся не сразу. Принтеру сперва необходимо нагреть стол и сопло до рабочей температуры.

Заправьте конец катушки в экструдер и с помощью индикаторного колеса протолкните пластик до сопла.

Пластик должен потечь из сопла.

Печать с карты памяти
Перед печатью надо задуматься об адгезии. На стекле есть специальное покрытие, которое улучшает сцепление между первым слоем пластика и столом, однако у больших моделей могут загибаться края. Для улучшения адгезии можно тонко помазать стол клеем-карандашом или побрызгать лаком для волос.
Вставьте карту памяти в нижнюю панель принтера.

Зайдите в меню «Print».

Выберите файл с корабликом, который мы подготовили в слайсере.

Печать начнётся не сразу. Принтеру сперва необходимо нагреть стол и сопло до рабочей температуры. Подождите, пока набирается температура.

Во время печати можно подрегулировать температуру сопла, скорость печати и несколько других параметров. Мы всё настроили в слайсере, поэтому менять ничего не надо.
В заключение
Мы показали вам самый короткий путь до начала использования 3D-принтера Creality Ender-3 V2 сразу после сборки. Это послужит вам шпаргалкой для печати произвольных 3D моделей и экспериментов с разными типами пластика. Дерзайте!
У кого есть схема подключения этих приблуд.
Есть подключение их по отдельности к ардуино.или к другим драйверам.А надо именно эти приблуды соединить.Очень надо.Нужен совет по настройкам принтера. Купил себе Сапфир Плюс и столкнулся с проблемками.
В первую очередь вопрос к Сапфироводам. может что то похожее у них было.
Купил себе обнову Сапфир Плюс, пока ещё не собрал до конца.
Чем 3D принтер отличается от 3D плоттера?
На занятиях по моделированию один школьник спросил - Чем 3D принтер отличается от 3D плоттера и что лучше для нови.
Читайте в блогах
Волшебный куб.
Дело было вечером, или когда ногам покоя что-то не дает
Дайджест от IMPRINTA №31
Мы печатаем!
ТОП лучших* 3D сканеров для образования, бизнеса и производства на конец 2021 года
Катушечный монстр - помощник или моя система подачи филамента
Популярные
3D-принтеры
Комментарии и вопросы
Они не технари, это точно). Зр.
Не согласен. видимость созда.
Сейчас акриловые панели довезл.
Здравствуйте Ув. форумчане, да.
Мои страдания с калибровкой и.
Здравствуйте возникла проблема.
Привет. Пишу сюда после четырё.
СООБЩЕСТВО
РАЗДЕЛЫ
СОЦСЕТИ



Пароль успешно изменен
На ваш e-mail высланы новые регистрационные данные.

Пожалуйста, проверьте Вашу почту
Вам было отправлено письмо с инструкцией по восстановлению пароля. Если вы не получили письмо в течение 5 минут, проверьте папку спам, попробуйте еще раз.

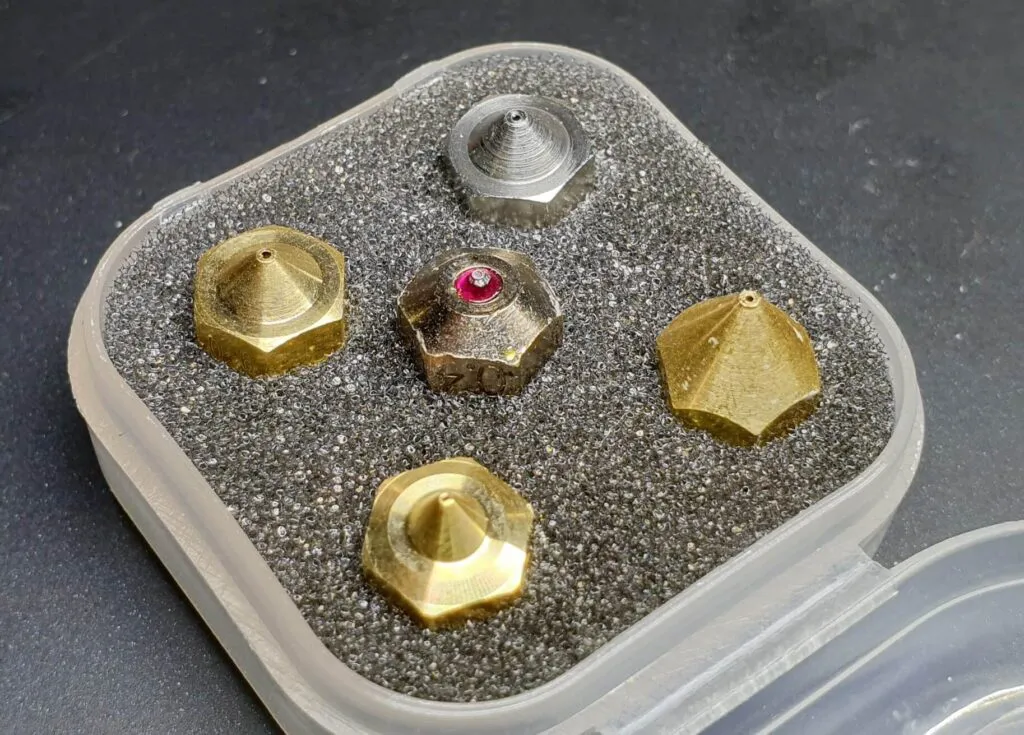
Еще одна причина, по которой нужно заменить сопло 3D-принтера – необходимость печатать быстрее. Сопло большего диаметра позволяет сократить время печати без увеличения скорости печати. Наиболее распространенное сопло с диаметром 0,4 мм, но для более быстрой печати лучше взять сопла с диаметром 0,6 мм или 0,8 мм.
Это приводит к более широкой линии экструзии и большей высоте слоя.
Используя сопло меньшего размера (0,3 мм или 0,2 мм), вы можете повысить качество конечных моделей, но время печати увеличится.
Замена сопла в 3D принтере и устранение протечки
Замена сопел на принтере может оказаться непростой задачей для новичков в 3D-печати.Если сопло не закреплено должным образом в блоке нагревателя, может возникнуть протечка. При замене сопла при комнатной температуре, во время нагревания металлический хотэнд расширяется и сопло расшатывается. Это создает некоторое пространство между соплом и термобарьером, и расплавленная нить может протекать через резьбу. Появляется засор, и в таком случае необходимо разобрать и чистить экструдер.
Если вы будете внимательно следовать данному руководству, вы узнаете, как правильно заменить сопло 3D-принтера и избежать утечек, вызванных неправильным затягиванием.
Если приложить слишком много усилий при затягивании сопла, сорвется резьба в нагревательном блоке, и пластик снова начнет вытекать. Также существует риск вовсе сломать сопло.

Подготовка
Для того, чтобы правильно поменять сопло на вашем 3D принтере, вам нужен набор следующих инструментов:
1. Гаечный ключ или плоскогубцы для удержания нагревательного блока.
2. Ключ головка для сопла.
3. Термостойкие защитные перчатки.
4. Динамометрический ключ (необязательно, но желательно).
Помните, что при замене сопла, очень важно соблюдать осторожность. При работе с горячими деталями возможны ожоги и травмы, поэтому не прикасайтесь к соплу и нагревательному блоку, чтобы избежать этого.
Динамометрический ключ для замены сопла
Очень поможет в замене сопла на принтере динамометрический ключ, который можно напечатать самим. Настоятельно рекомендуем его использовать для получения хороших результатов.
Некоторые специалисты рекомендуют использовать ключ на 1,5 нм, кто-то на 3 нм, опытным путем вычислили, что отлично справляется с задачей ключ на 2 нм.
Бесплатную модель динамометрического ключа вы можете скачать здесь.

Как поменять сопло в 3D принтере?
Чтобы правильно заменить сопло, выполните следующие действия:
· Нагрейте хотенд до максимальной температуры.
Перед тем, как приступить к замене сопла 3D-принтера, нужно нагреть хотенд до максимальной температуры, разрешенной вашим принтером. Обычно для хотэндов, внутри которых есть PTFE-трубка - максимальная температура составляет 260 ° C. Хотя температура выше 240 °C может повредить PTFE-трубку, но этого можно не бояться, пока вы меняете сопло в течение нескольких минут. Если вы используете силиконовую накладку, снимите её перед нагреванием.

· Достаньте пластиковую нить
Когда температура достигнет 130°C для PLA и 150°C для PETG, быстро удалите пластик, чтобы избежать засора. Это не совсем атомная очистка сопла, но поможет вам удалить большую часть нити, что в свою очередь упростит процесс замены сопла.

· Откручиваем старое сопло
Теперь, когда в хотэнде установлена максимальная температура, можно переходить к замене сопла.
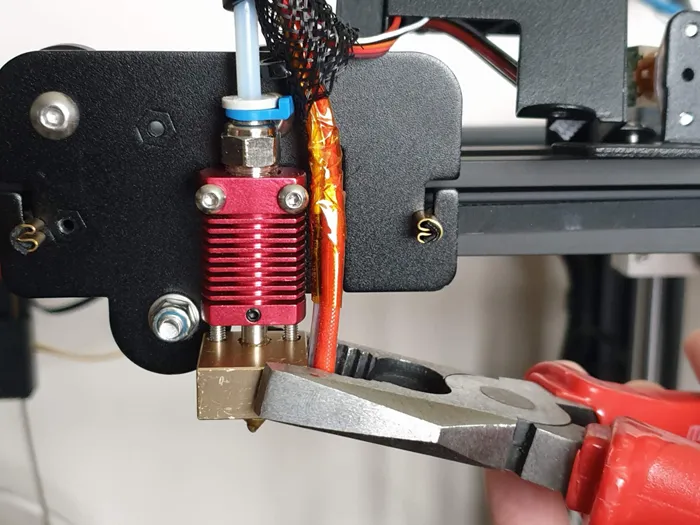
Возьмите гаечный ключ или плоскогубцы и удерживайте нагревательный блок на месте. Осторожно возьмитесь за него, избегая нагревательного элемента и термистора. Другой рукой начните откручивать сопло.


· Вкрутите новое сопло в нагревательный блок
Если вы используете перчатки, вы можете начать завинчивать сопло руками, а затем выполнить затяжку головкой или динамометрическим ключом.
Если вы не пользуетесь перчатками, вставьте сопло в головку и ввинтите в нагревательный блок. После того, как сопло прикручено, затяните ее еще немного. Не затягивайте слишком сильно, это может привести к повреждению резьбы и сопла и / или нагревательного блока.
Если вы используете рекомендуемый динамометрический ключ, сопло считается правильно затянутым после щелчка гаечного ключа.

Каждый из нас сталкивался с проблемой засоров сопла экструдера. Пластик просто перестает вытекать из экструдера. Иногда экструдер забивается настолько сильно, что прочистка не помогает. В таком случае нагревательную часть экструдера (далее хотэнд) нужно разобрать и прочистить каждый элемент, или заменить тот, что уже не пригоден к работе.
Как же разобрать Хотэнд?

Нужно нагреть экструдер до температуры близкой к максимальной. Затем мы берем 2 ключа, тем ключом что побольше мы держим нагревательный блок, чтобы он не сдвинулся при раскручивании. А само сопло откручиваем ключем поменьше. Теперь нагрев можно отключить и выкрутить сопло до конца. Далее вооружаемся заранее подготовленным шестигранником и выкручиваем винт, который держит сам нагревательный элемент. Если у вас термистор тоже зажат винтом, его можно высвободить с помощью отвертки. Теперь нагревательный элемент вместе с термистором можно вытащить. Следом идет горловина (термобарьер). Эта деталь обычно выкручивается без проблем даже на холодную. Но если совсем все туго, то можно нагреть и выкрутить, пока пластик, попавший в резьбу, еще мягкий.

Если все плохо, просто поменяйте все необходимые компоненты, но даже у нас в магазине они стоят недорого, запасайтесь ими заранее, пусть у вас всегда будет комплект про запас.
Если загрязнения не такие серьезные, то можно попробовать очистить вручную. К примеру сопло, его можно нагреть и прочистить сверлом соответвующим размером, или тонкой иглой. Снаружи все детали также можно очистить, предварительно нагрев их и очистив сухой салфеткой. Не редко видел, как люди даже зашкуривали верхний слой мелкой наждачкой и заполировывали. Также сопло можно вымочить в растворе. К примеру, если вы печатаете в основном ABS пластиком, то можно замочить его в ацетоне.

Если все датели очищены или замены на новые, то мы готовы к сборке. Собирается экструдер так: вкручиваем сопло в нагревательный блок до конца и откручиваем на пол оборота, затем термобарьер вкручиваем до конца. Устанавливаем все детали на ось принтера, вставляем и закрепляем термопару и термистор. Затем нам нужно нагреть экструдер до той же «около» максимальной. Берем наши ключи, одним держим блок, а вторым закручиваем сопло. Только не перестарайтесь, а то сопло можно сломать. Затягивать нужно до такой степени, чтобы соло не раскрутилось во время работы и был плотный контакт между соплом и термобарьером, именно так мы предотвращаем вытекание пластика из резьбового соединения, и для этого даже не требуются дополнительные средства.
Теперь можно запустить тестовую печать, чтобы проверить, все ли работает как нужно.

После проверки советуем установить на термоблок защитный силиконовый чехол. Так блок будет терять меньше тепла, быстрее нагреваться и, самое главное, более точно отслеживать температуру.
Некоторые энтузиасты 3D-печати любят экспериментировать с настройками устройства и материалами. Таким образом, crazyfilament рассказал о своих фантастических экспериментах с филаментом в интервью с Gambody. И в случае, если вы собираетесь добавить какие-либо обновления к вашему TEVO Tornado, Creality CR-10, Ultimaker или другой машине, удобно узнать о замене форсунок. Гамбоди решил поделиться простым руководством о том, как заменить насадку на 3D-принтере с 0,4 мм до 0,8 мм.
Но прежде чем углубляться в детали, лучше рассмотреть оба варианта и сравнить насадку 0,4 против 0,8 мм. Таким образом, вы узнаете разницу и сами поймете, нужно ли вам менять наконечник HotEnd этого 3D-принтера или нет.
Сопло 0,4 против 0,8 мм
Когда дело доходит до замены диаметра 0,4 мм на 0,8 мм, лучше всего сравнить эти два варианта наконечника HotEnd:
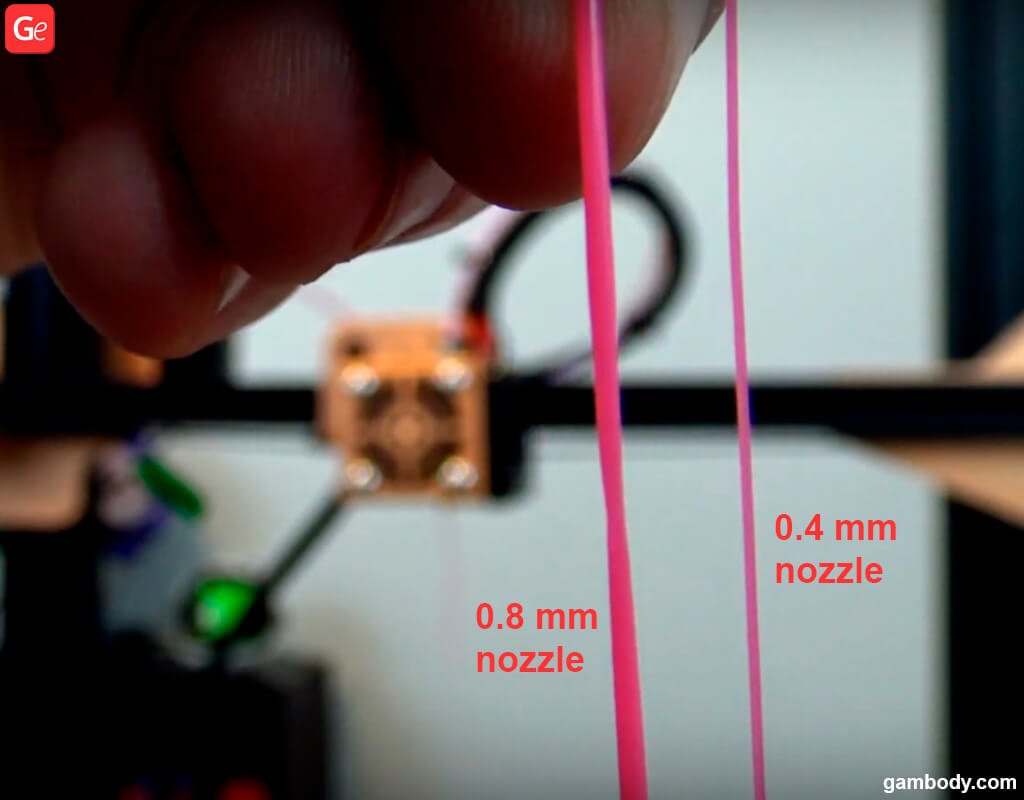
Как вы знаете, высота слоя во многом зависит от диаметра наконечника HotEnd. Любители считают, что для лучшего 3D-печати высота должна составлять до 80 процентов ширины наконечника. Другими словами, если вы используете стандартное сопло 0,4 мм, максимальная высота слоя, с которой вы можете работать, составляет 0,32 мм. При диаметре 0,8 мм этот параметр может возрасти до 0,64 мм.
Высота выращенного слоя также увеличивает скорость печати. Вы можете создавать модели на своем 3D-принтере гораздо быстрее, а ваши проекты могут быть намного масштабнее, чем раньше.
Замена сопла 0,4 мм: как
Следуйте инструкциям по изменению наконечника HotEnd на 3D-принтере с 0,4 мм до 0,8 мм. Кажется, все очень просто.
Это изменение можно выполнить на разных 3D-принтерах, включая Creality Ender-3, Creality CR-10, CR-10S, TEVO Tornado и другие машины. Только не забудьте найти правильные комплекты, будьте терпеливы и очень осторожны.
Шаг 1. Найдите комплект насадок
Во-первых, необходимо приобрести комплект для замены вашего 3D-принтера. Большинство принтеров используют стандартную резьбу для сопла. Таким образом, не имеет значения, имеете ли вы Creality CR-10 или TEVO Tornado. Вы можете пойти с любым стандартным комплектом от SIQUK, Glarks, LUTER или любой другой компании, которой вы доверяете. Читайте отзывы других клиентов и найдите оборудование, которое вам понравится больше всего.
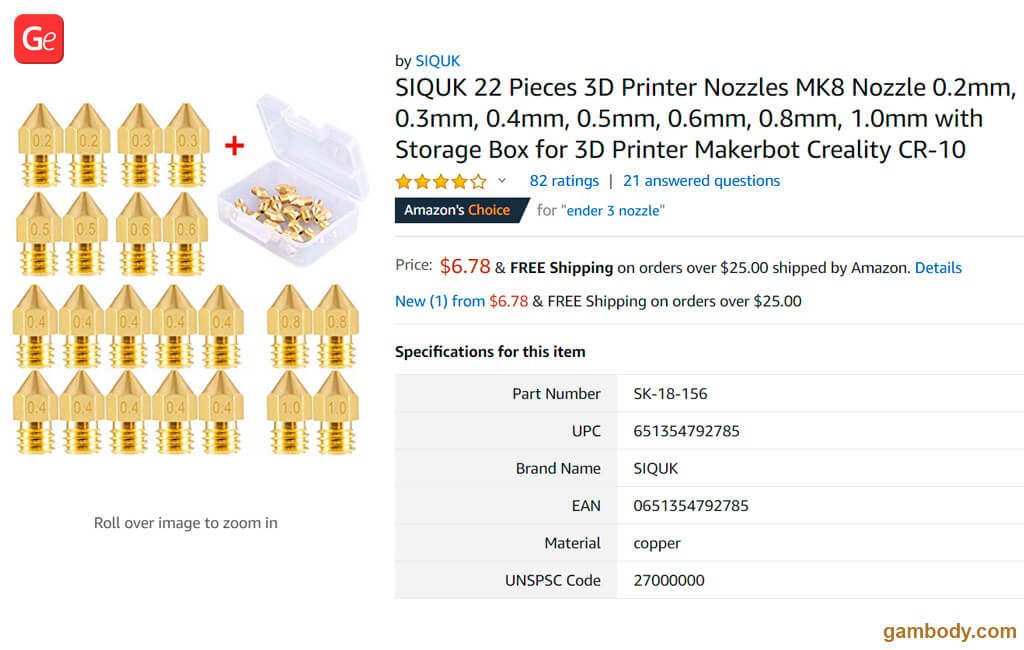
Многие комплекты поставляются с ящиком для хранения, чистящими иглами и прочими мелочами.
Вероятно, лучше приобретать качественные материалы и избегать использования дешевых продуктов. Тем не менее, даже доступное оборудование для замены часто может подойти
Шаг 2. Инструменты
Для замены сопла в 3D-принтере вам потребуется HotEnd. Таким образом, вы должны получить набор инструментов для вашего устройства, включая гаечный ключ для размера наконечника HotEnd (инструмент 6 мм отлично подходит для этого руководства).

Это также отличная идея, чтобы получить кассету Kapton для этого проекта. Он идеально подходит для герметизации всего и сохранения деталей изолированными при необходимости.
Шаг 3. Получите доступ к HotEnd
Прежде чем вы сможете заменить форсунку на 3D-принтере, необходимо получить доступ к HotEnd устройства, отвинтив винты и разобрав некоторые части машины.
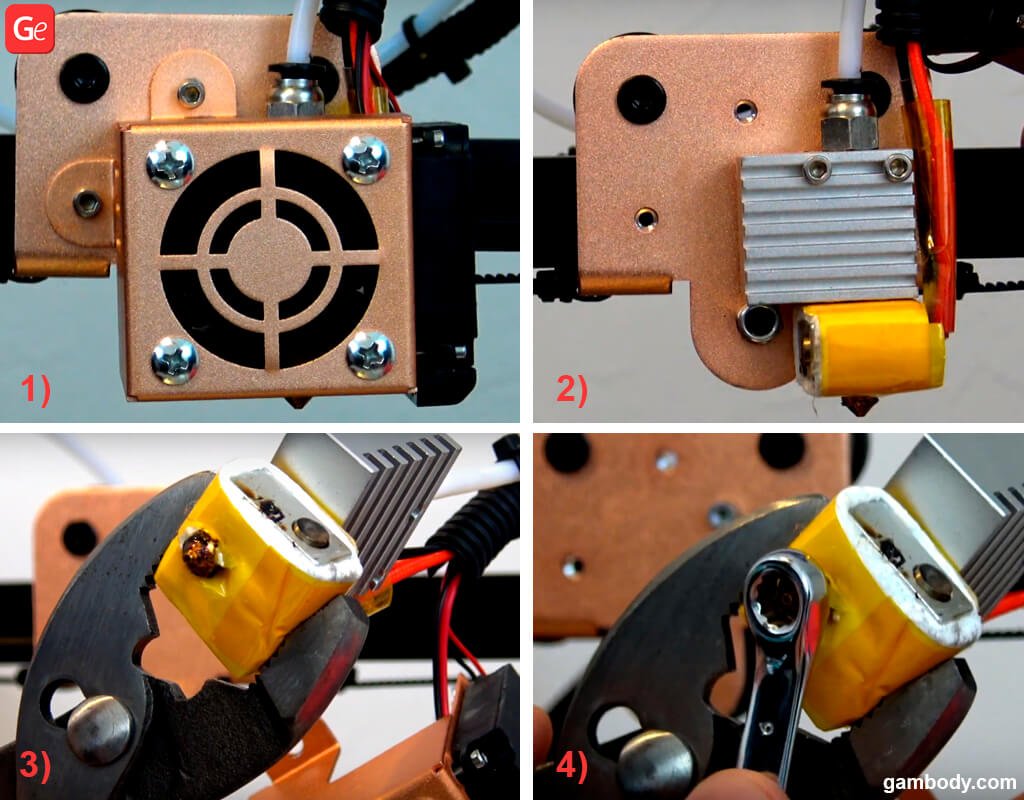
Как только вы доберетесь до блока обогревателя, вы должны быть особенно осторожны. Не царапайте блок. Постарайтесь сохранить изоляцию на своем месте (если это возможно).
Также необходимо нагреть HotEnd, чтобы помочь ослабить старый наконечник и удалить его. Мы настоятельно рекомендуем выполнять такие манипуляции, только если вы знакомы с работой 3D-принтера и знаете, как работать с высокими температурами.
Шаг 4. Замена сопла 0,4 мм
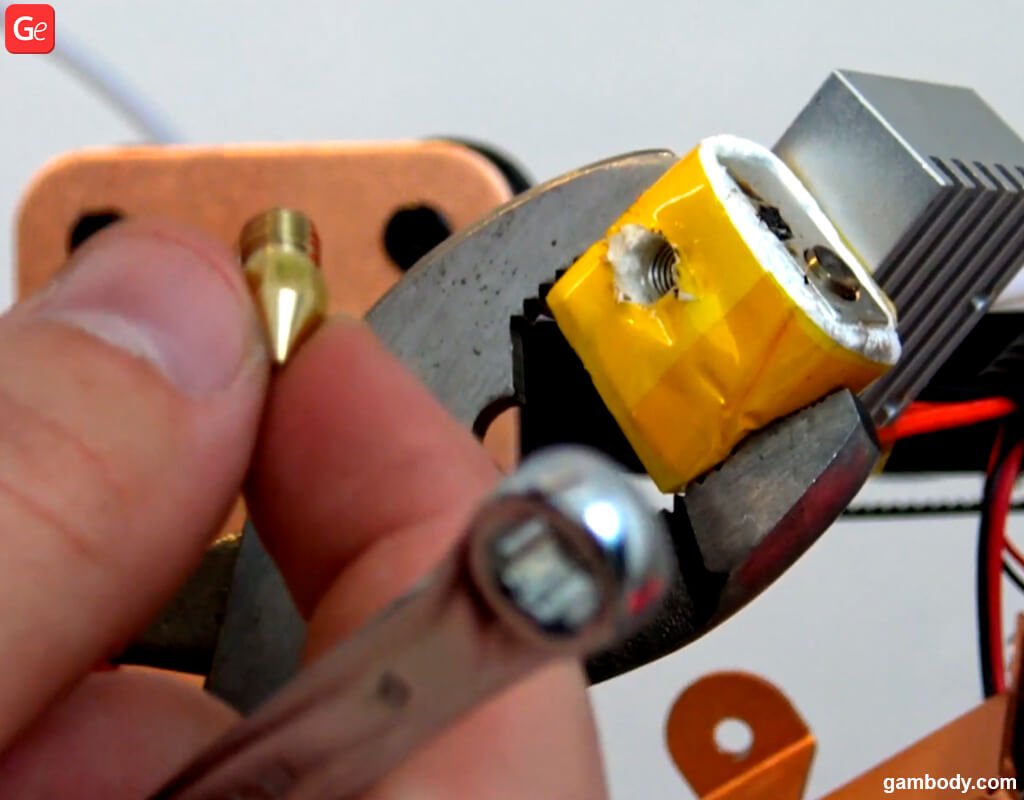
Используйте гаечный ключ, чтобы удалить старый наконечник 0,4 мм. Это не должно быть слишком сложно.
Теперь возьмите новую насадку 0,8 мм и аккуратно закрутите ее. Если вы делаете это рукой, избегайте ожогов от нагретого блока. Обязательно затяните наконечник.
Шаг 5. Соберите HotEnd

Прикрутите все обратно с новым уже замененным соплом 0,8 мм.
Проверьте, как работает нить накала. Убедитесь, что у вас нет утечек.
Шаг 6. Приятного апгрейда
В программном обеспечении Cure (если вы его используете) перейдите в раздел «Дополнительные настройки» и установите для нового размера сопла диаметр 0,8 мм. Отрегулируйте ось Z, высоту слоя, и вы можете начать 3D печать ваших новых проектов.
Процесс замены насадки на 3D-принтере с 0,4 мм на 0,8 мм лучше всего описан на видео от Hoffman Engineering:
Иногда, когда вы решите изменить наконечник на больший диаметр, лучше всего выполнить пару действий. Вам следует увеличить высоту слоя, повысить температуру печати и немного снизить скорость печати. Таким образом, вы дадите пластику достаточно времени и температуры для плавления и избежания возможных проблем с 3D-печатью .
Как видите, замена сопла в 3D-принтере немного сложна, но, безусловно, стоит вашего времени и нервов.
Для смены сопла на 3D-принтере от 0,4 мм до 0,8 мм требуется до 30 минут, и эту же направляющую можно использовать и для замены наконечников 0,2 мм, 0,3 мм, 0,5 мм, 0,6 мм, 0,7 мм. Новый диаметр обеспечивает более высокую скорость печати, более толстые слои и максимальную высоту слоев. Наслаждайтесь новой скоростью печати, создавайте новые фигурки и делитесь своими проектами с сообществом Gambody на Facebook .
Читайте также: