Техника безопасности при клепке металла
Слесарь – жестянщик обязан хорошо изучить и в процессе опиливания выполнять правила техники безопасности, содержащие следующие положения:
1. Запрещается работать на неисправных тисках, непрочно закрепленных на верстаке.
2. Верстаки должны быть надежно закреплены на полу.
3. Напильники должны иметь хорошо насаженную деревянную ручку с металлическим обжимным кольцом. Работать напильниками без ручек строго запрещается.
4. Запрещается пользоваться напильниками с треснувшими или расколотыми ручками.
5. При опиливании деталей с острыми кромками нужно быть очень внимательным, чтобы не поранить пальцы и кисти рук, нельзя поджимать пальцы левой руки под напильник при его обратном движении.
6. Нельзя удалять руками металлическую стружку с поверхности изделия или тисков.
7. Запрещается сдувать стружку сжатым воздухом, так как в этом случае стружка и металлическая пыль могут попасть в глаза не только работающему, но и товарищам, находящимся поблизости. Стружку удалять следует специальными щетками (сметками).
8. Укладывать инструмент в инструментальный ящик нужно так, чтобы острые концы его были направлены в сторону внутренней стенки ящика.
9. Тиски по высоте должны быть установлены в соответствии с ростом рабочего.
ИНСТРУКЦИЯ № 1
Правила техники безопасности при рубке металла
1. Инструмент должен располагаться по обе стороны от тисков: зубило, крейцмейселъ - слева, молоток - справа, режущий инструмент - лезвием к учащимся, молоток кладется так, чтобы боек был у тисков. Проверочный инструмент помещается ближе к задней части верстака.
2. Режущий инструмент, молотки, рукоятки молотка должны быть без трещин, забоин, заусениц, молоток надежно закреплен на рукоятке.
3. В процессе рубки следует смотреть на лезвие зубила, а не на ударную часть.
4. Перед окончанием рубки сила удара уменьшается, иначе металл может отколоться, зубило выскользнет и ударит соседа.
5. При обработке хрупких материалов необходимо применять защитные сетки и работать в очках.
6. Листовой материал рубят в тисках по уровню губок.
7. Прутковый материал рубят на плите или наковальне,
8. По окончании рубки рабочее место убирают, верстак очищают волосяной щеткой.
ИНСТРУКЦИЯ № 2
Правила техники безопасности при клёпке
1. Правила техники безопасности при клёпке не отличаются от правил безопасной работы для остальных слесарных операций: не допускается работа плохо насаженным молотком, рукоятки молотков не должны иметь трещин, на обжимках, натяжках не должно быть трещин, сколов, выбоин, не следует сильно сжимать поддержку в руках.
ИНСТРУКЦИЯ № 3
Правила техники безопасности при опиливании металла
1. Нельзя работать напильником без ручек или с расколотыми ручками.
2. Ручки должны иметь полированную поверхность.
3. Не следует охватывать нос напильника снизу: при холостом ходе можно задеть за деталь и повредить руку.
4. При чрезмерном продвижении напильника вперед ручка может задеть за край детали, хвостик выйдет из ручки, что приведет к травме.
5. Стружку, образующуюся при опиливании. нельзя сбрасывать рукой и сдувать, иначе возможны ранения рук, засорение глаз. Стружка удаляется волосяными щетками.
6. Тиски должны быть хорошо закреплены на верстаках. Тиски должны по высоте соответствовать росту учащихся.
7. Во время работы на верстаке не должно быть ничего лишнего. Порядок и чистота на рабочем месте ускоряют и повышают качество работы.
8. По окончании работы тиски, верстаки тщательно убираются.
ИНСТРУКЦИЯ № 4
Правила техники безопасности при нарезании резьбы
1. Резьбонарезной инструмент необходимо правильно и аккуратно хранить. Метчики рекомендуется хранить в деревянных колодках с гнездами, куда их вставляют хвостиками. Плашки хранятся в футлярах или подвешиваются на специальных щитках.
2. После работы метчики и плашки должны начисто протираться и смазываться.
3. При малейшем затуплении резьбонарезного инструмента он отправляется на заточку.
4. При работе резьбонарезным инструментом необходимо быть внимательным, чтобы не ранить руку острыми режущими кромками.
5. При работе резьбонарезным инструментом на станках необходимо соблюдать правила безопасности на станках, для того чтобы получилась полная резьба, нужно, чтобы размер плашки или метчика соответствовал размеру резьбы, когда отверстие под резьбу имеет меньший размер, а стержень больший размер, чем требуется, при нарезании резьбы не будет пространства для выдавливания витков, а это может привести к срыву витков нарезаемой резьбы, поломки метчика, выкрашиванию режущих кромок.
6. Только при правильной эксплуатации и хранении инструмента будет обеспечена высокопроизводительная работа слесаря.
ИНСТРУКЦИЯ №5
Правила техники безопасности при разметке
1. При работе с чертилками нужна осторожность, чтобы не пораниться о ее острые концы.
2. После окончания работы следует надеть на чертилки защитные колпачки или устанавливать их в специальные места.
3. Устанавливать детали на плиты, верстаки, нужно надежно, иначе ири падении их можно получить травму. Работая кернером, нужно перед работой убедиться, что он исправен: боек не разбит, заостренная часть достаточно остра.
4. Кернер во время удара должен стоять перпендикулярно относительно заготовки.
5. Молоток должен быть с целой ручкой, без трещин и заусениц, боек должен быть не разбит.
6. На плите, где ведется разметка, не должно быть ничего лишнего.
7. Инструмент и вспомогательный материал следует располагать таким образом, чтобы то, что берут левой рукой, находилось слева, что правой - справа.
8. Инструмент, применяемый чаше, должен быть ближе.
9. Чертежи следует прикреплять к специальным подставкам.
ИНСТРУКЦИЯ № 6
Правила техники безопасности при работе на токарно-винторезном станке
1. Перед работой осмотреть станок, проверить исправность заземления и всех ограждений.
2. Не приступать к работе до получения инструктажа.
3. Надежно закреплять обрабатываемую деталь и режущий инструмент.
4. Перед включением электродвигателя установи нужную скорость обрабатываемой детали. Режущий инструмент отведи от детали.
5. Во время работы не оставлять станок без надзора.
6. При всяком прекращении работы останови станок, выключив
7. Останавливать станок необходимо при установке и снятии обрабатываемой детали, при смене режущего инструмента, чистке, смазке, а также при уборке стружки.
8. Не удалять стружку во время работы станка руками, а пользоваться спец. крючком и щеткой-скребком.
9. Соблюдать чистоту и порядок на рабочем месте.
10. Не измеряй деталь на ходу станка.
11. Не тормози руками вращающийся патрон.
12. О всех неисправностях станка сообщай учителю.
ИНСТРУКЦИЯ № 7
Правила техники безопасности при склеивании деталей из древесины и отделки поверхности изделия
1. Склеивание деталей надо производить только на подкладной доске.
2. При работе надо избегать попадание клея на кожу рук.
3. После работы надо тщательно вымыть руки и проветрить помещение.
4. После работы инструмент, которым производят зачистку неровностей на поверхности изделия, следует очистить от опилок.
5. Работать можно рашпилем с хорошо, прочно насаженной ручкой.
6. С красителями надо обращаться осторожно, нельзя допускать их попадания на кожу рук, тела, одежду.
7. По окончании работы надо тщательно вымыть руки с мылом.
8. Опилки и шлифовальную пыль с поверхности изделия надо удалять специальной щеткой.
ИНСТРУКЦИЯ № 8
Правда техники безопасности при работе столярной ножовкой
1. Перед распиливанием заготовки следует правильно установить ее на верстаке.
2. Работать пилой или ножовкой надо без рывков и изгибов полотна.
3. Нельзя направлять полотно пилы пальцем, используйте для этих целей деревянные бруски, специальные упоры.
4. Нельзя держать левую руку близко к полотну пилы.
5. Стружки со столярного верстака убирайте щеткой-сметкой.
ИНСТРУКЦИЯ № 9
Правила техники безопасности при работе на сверлильном станке
1. Проверить исправность станка.
2. Проверить станок на холостом ходу.
3. Проверить наличие и исправность спецодежды.
4. Надежно закрепить сверло в патроне.
5. Заготовку закрепляй в тиски.
6. При работе не наклоняй голову к станку.
7. Подачу осуществляй плавно, равномерно.
8. Работай исправным и хорошо заточенным инструментом.
9. По окончании выключи станок и произведи уборку его щеткой-сметкой. Сдувать опилки строго воспрещается.
ИНСТРУКЦИЯ № 10
Правила техники безопасности при работе на Н.Г.Ф. станке
1. Проверить исправность станка и станочного инструмента.
2. Проверить наличие и исправность спецодежды.
3. Проверить работу на холостом ходу.
4. Заготовку прочно закрепить в машинных тисках.
5. Иметь защитное ограждение (очки, экран).
6. Подачу осуществлять плавно, равномерно.
7. Обмер детали производить при полной остановке станка.
8. Передавать инструмент или что-либо через вращающиеся части станка строго запрещается.
9. Не наклоняйся близко к вращающейся фрезе.
10. По окончании выключи станок и произведи уборку его щеткой-сметкой. Сдувать очистки строго воспрещается.
11. Станок сдай дежурному, учителю.
ИНСТРУКЦИЯ № 11
Правила техники безопасности при резании ножницами по металлу
1. Инструмент должен быть исправен (плоскости ножниц не должны иметь зазор, если он есть, то следует подтянуть винт и зафиксировать его гайкой).
2. Проверить, прочно ли закреплена ручка ножниц в тисках.
3. Отрезаемую при резании ножницами заготовку из листового металла придерживайте рукой в перчатке (рукавице).
4. Мелкие стружки не сдувайте и не смахивайте руками, отходы сложите в специальный ящик.
5. Не прикасайтесь пальцами к острым краям заготовки.
ИНСТРУКЦИЯ № 12
Правила техники безопасности при правке металла
1. Проверить исправность инструмента, молоток должен плотно насажан на ручку и расклинен, поверхность бойка молотка должна быть не отбитой.
2. Правку металла выполняй в специальном месте (правочные плиты, наковальни).
3. Заготовку при правке придерживают рукой в перчатке (рукавице).
ИНСТРУКЦИЯ № 13
Правила техники безопасности при электропаянии
1. Подготовьте и проверьте исправность инструмента, электропаяльника и приспособлений.
Особенно убедитесь в исправности ручки электропаяльника и проводов.
2. Проверьте надежность заземления рабочего стола и наличие вытяжки.
3. Используйте электропаяльник по назначению, не роняйте и не используйте его в качестве ударного инструмента.
4. Не касайтесь горячих мест руками, кладите нагретый электропаяльник на специальную подставку.
5. При пайке, лужении и работе с кислотами используйте резиновые перчатки и защитные очки.
6. Не оставляйте включенный электропаяльник без присмотра, при отключении не вынимайте вилку из штепсельной розетки рывком за провод.
ИНСТРУКЦИЯ № 14
Правила техники безопасности при резании ножовкой по металлу
1. Проверить исправность инструмента, (правильно ли закреплено полотно).
2. Надежно закрепить заготовку в тисках.
3. Пиление производить на всю длину полотна.
4. Пиление должно быть равномерным, прямолинейным.
5. По окончании работы убрать рабочее место (опилки не сдувать и не смахивать руками).
ПО ОХРАНЕ ТРУДА ПРИ ЭЛЕКТРОПАЯНИИ
1 . ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К работам по электропаянию допускаются лица прошедшие медицинский осмотр и инструктаж по охране труда.
К работам по электропаянию допускаются учащиеся 5-го класса.
1.2 Опасные производственные факторы:
- ожоги горячим электропаяльником или брызгами расплавленного припоя;
- отравления, повреждения глаз и кожи при работе с флюсами и оловянно-свинцовым припоем;
- поражение электрическим током при неисправности электропаяльника.
1.3. При выполнении работ по электропаянию используется специальная одежда: халат хлопчатобумажный, берет, защитные очки.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ.
2.2. Подготовить и проверить исправность инструмента, приспособлений и электропаяльника, убедиться в целостности ручки электропаяльника и шнура электропитания.
2.3. Проверить надежность заземления рабочего стола.
2.4. Убедиться, что вблизи рабочего места нет легковоспламеняющихся материалов и горючих жидкостей.
2.5. Включить вытяжную вентиляцию.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ
3.1. Осторожно обращаться с электропаяльником, не ронять его и не ударять по нему какими-либо предметами, не использовать его в качестве ударного инструмента.
3.2. Не касаться горячих мест электропаяльника незащищенными руками, остерегаться припайке брызг расплавленного припоя.
3.3. При кратковременных перерывах в работе класть нагретый электропаяльник на специальную термостойкую подставку.
3.4. Не определять степень нагрева электропаяльника касанием нагретых его частей руками. 3.5. При пайке использовать в качестве флюса только канифоль, не использовать для этой цели кислоту.
3.6. Не оставлять без присмотра включенный в сеть электропаяльник.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В АВАРИЙНЫХ СИТУАЦИЯХ.
4.1. При неисправности электропаяльника, подводящего электрического шнура прекратить работу и сообщить об этом учителю
4.2. При возникновении пожара немедленно отключить электропаяльник от сети, эвакуировать учащихся и приступить к тушению очага возгорания первичными средствами пожаротушения.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ РАБОТЫ.
5.1. Отключить электропаяльник от сети и после его остывания убрать на место.
5.2. Привести в порядок рабочее место и выключить вытяжную вентиляцию
5.3. Снять спецодежду и тщательно вымыть руки с мылом .
ПО ОХРАНЕ ТРУДА ПРИ РАБОТЕ НА ТОКАРНОМ СТАНКЕ
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К работе на токарном станке по металлу допускаются лица, прошедшие медицинский осмотр и инструктаж по охране труда.
К работе на токарном станке по металлу допускаются учащиеся с 7-го класса.
- отсутствие ограждения приводных ремней, защитного кожуха патрона и защитного экрана;
- непрочное закрепление детали и инструмента;
- неисправности электрооборудования станка и заземления его корпуса.
1.3. При работе на токарном станке по металлу используется специальная одежда: халат хлопчатобумажный, берет, защитные очки. На полу около токарного станка должна быть деревянная решетка с диэлектрическим резиновым ковриком.
1.5. После окончания работы на токарном станке по металлу тщательно вымыть руки с мылом.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ
2.2. Проверить наличие и надежность крепления защитных ограждений и соединения защитного заземления с корпусом станка.
2.3. Разложить инструменты и заготовки в определенном установленном порядке на тумбочке или на особом приспособлении.
2.4. Прочно закрепить резец и обрабатываемую деталь, вынуть ключ из патрона и положить его на установленное место.
2.5. Проверить работу станка на холостом ходу.
3.1. Плавно подводить резец к обрабатываемой детали, не допускать увеличения сечения стружки.
3.2. Не наклонять голову близко к патрону, вращающейся детали или режущему инструменту.
3.3. Не передавать и не принимать какие-либо предметы через вращающиеся части станка.
3.4. Не измерять обрабатываемую деталь, не смазывать, не чистить и не убирать стружку до полной остановки станка.
3.5. Не облокачиваться и не опираться на станок, не класть на него инструмент или заготовки.
3.6. Не охлаждать режущий инструмент или обрабатываемую деталь с помощью тряпки или протирочных концов.
3.7. Не останавливать станок путем торможения патрона рукой.
3.8. Не поддерживать и не ловить рукой отрезаемую деталь.
3.9. Не оставлять работающий станок без присмотра.
4.1. При отключении тока в сети во время работы немедленно выключить пусковую кнопку.
4.2. При неисправности резца, его поломке или выкрашивании, а также неисправности заземления корпуса станка прекратить работу, отвести резец от обрабатываемой детали, выключить станок и сообщить об этом учителю (преподавателю, мастеру).
4.3. При загорании электрооборудования станка, немедленно выключить станок и приступить к тушению возгорания углекислотным, порошковым огнетушителем или песком.
4.4. При получении травм сообщить об этом учителю (преподавателю, мастеру), оказать первую помощь пострадавшему, при необходимости отправить его в ближайшее лечебное учреждение.
5.1. Отвести резец от обрабатываемой детали и выключить станок.
5.2. Убрать стружку со станка при помощи крючка и щетки, не сдувать стружку ртом и не сметать ее рукой.
5.3. Протереть и смазать станок, промасленную ветошь убрать в металлический ящик с крышкой.
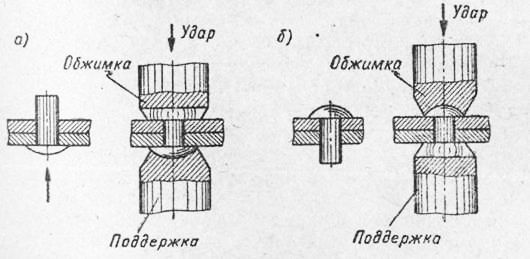
В зависимости от условий образования замыкающей головки различают два метода клепки: прямой и обратный. При свободном подходе к заклепке с обеих сторон применяется прямой (или открытый) метод клепки, при котором удары наносятся со стороны стержня; закладная головка при этом упирается в поддержку (рис. 1,а). При наличии условий, затрудняющих вставку заклепок со стороны поддержки, применяется обр’атный (или закрытый) метод клепки. Заклепки вставляются со стороны рабочего, и удары наносятся по закладной головке, стержень при этом упирается в поддержку; замыкающая головка в данном случае формируется при помощи поддержки (рис. 145,6). Примером может служить клепка в трубах, клепка фланцев в труднодоступных местах и т. п.
Ручная клепка производится обычно на рабочем месте слесаря и выполняется в тисках или на верстаке. В ряде случаев соединения заклепками с потайной головкой выполняют на плите.
Для получения заклепочных соединений высокого качества большое значение имеет взаимная подгонка деталей. Соединяемые детали должны быть плотно подогнаны одна к другой и без напряжения ложиться на место. Плохая подгонка деталей ведет к возникновению напряжений после клепки, к образованию трещин, выпуклостей и др. Сверление отверстий под заклепки производят по накерненной разметке. Чтобы отверстия склепываемых деталей совпадали, их сверлят в собранном виде сжатыми ручными тисочками, струбцинами или болтами (рис. 1,а). Заусенцы, образовавшиеся после сверления, снимают зенковкой или сверлом большего диаметра. Затем детали переносят к верстаку и в подготовленное отверстие вставляют заклепку, укладывая ее закладную головку на зажатую в тисках поддержку. После этого производят уплотнение соединяемых деталей путем осадки их ударом молотка по натяжке (рис. 1,в). Затем, сделав несколько прямых ударов, направленных вдоль оси заклепки с целью утолщения стержня для плотного заполнения Отверстия, осадку продолжают косыми ударами молотка по окружности головки, чередуя их с прямыми ударами (рис. 1,г). В результате получится головка в виде грубого полушара. Окончательное формирование замыкающей головки производится ударами молотка по обжимке, установленной на образующуюся головку заклепки.
Расклепывание потайной головки производят ударами молотка, направленными точно вдоль оси заклепки. Если заклепка при неточном ударе изгибается в сторону, ёе выправляют ударами молотка с противоположной стороны. При склепывании тонкого листа с толстым заклепку вводят со стороны тонкого листа, так как в противном случае не удается получить плотный шов, особенно если отверстие несколько больше диаметра заклепки, что часто бывает при пробивке отверстий бородкой. Сравнительно длинные листы при склепывании предварительно соединяют болтами, а заклепки ставят через два-три отверстия. После этого болты убирают и ставят заклепки в оставшиеся отверстия. Если требуется поставить всего 3—4 заклепки, сначала их ставят в крайние, а затем в средние отверстия.
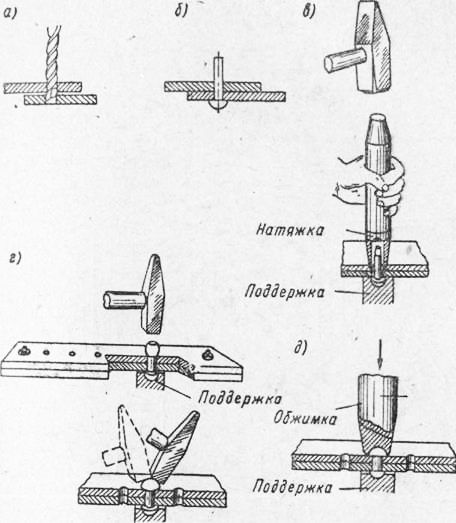
Рис. 1. Последовательность приемов клепки: а — сверление отверстия; б — ввод заклепки в отверстие; в — натяжка; г — расклепывание замыкающей головки; д — окончательная обжимка замыкающей головки заклепки
Клепку на весу производят вдвоем: один расклепывает заклепку, а второй поддерживает ее с противоположной стороны поддержкой с лункой, соответствующей форме замыкающей головки.
Процесс односторонней клепки заклепками с полым стержнем (пистонами) осуществляется в следующем порядке:
1) закладную головку сердечника вводят в прорезь специального захватывающего наконечника ручных клещей или ручного пресса и вставляют в отверстия деталей (позиция 1).
2) при помощи клещей или ручного пресса сердечник протягивают сквозь пистон (позиция 2). При этом утолщенная часть сердечника раздает стенки пистона и впрессовывает его в стенки отверстия, а при дальнейшем протягивании замыкающая головка сердечника входит в пистон и развальцовывает его (позиция 5);
3) выступающая часть сердечника срезается кусачками (позиция 4).
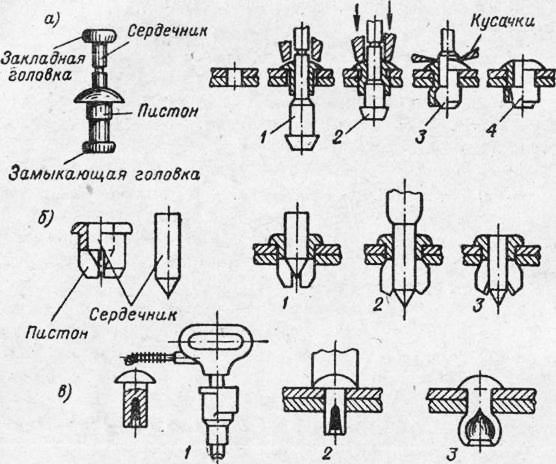
Рис. 2. Схемы выполнения односторонней клепки: а—заклепками с полым стержнем; б—заклепками с сердечником повышенной прочности; в—взрывными заклепками
Соединения заклепками с сердечником повышенной прочности выполняют в такой последовательности:
1) пистон с сердечником вставляют в подготовленные отверстия склепываемых деталей (позиция 1);
2) ударами молотка забивают сердечник в пистон, у которого при этом отгибаются разрезанные концы, образующие замыкающую головку заклепки (позиции 2 и 3).
КЛепка взрывными заклепками производится в тех случаях, когда из-за отсутствия доступа невозможно сделать замыкающую головку. Процесс клепки взрывными заклепками отличается от обычной клепки. Здесь в качестве расклепывающего инструмента используется электрический нагреватель, прикладываемый к закладной головке заклепки (позиция 2). Тепло от закладной головки через стержень передается взрывчатому веществу, вызывая взрыв. Расширяющаяся при взрыве выступающая часть стержня образует замыкающую часть заклепки (позиция 3).
Механизированная клепка пневматическими многоударными молотками более производительна, чем ручная клепка.
Клепку пневматическим молотком, осуществляемую двумя рабочими, следует выполнять в такой последовательности.
При прямом методе клепки в заранее подготовленное отверстие подручный вставляет заклепку и держит ее поддержкой, о которую ударяется закладная головка заклепки. Клепальщик или слесарь, двумя руками удерживая молоток, направляет его удары строго по оси стержня заклепки.
При соединении методом обратной клепки клепальщик правой рукой держит молоток, а левой вставляет заклепку в заранее просверленное отверстие. Подручный двумя руками держит поддержку, о которую ударяется стержень заклепки. Подручный должен следить за тем, чтобы стержень заклепки осаживался правильно до размера, равного половине диаметра заклепки. Для заглаживания закладных головок потайных заклепок, расклепываемых на криволинейных поверхностях при помощи обжимок с гладкими или сферическими рабочими поверхностями, необходимо при клепке немного покачивать клепальный молоток из стороны в сторону.
Для устранения подсечек детали или заклепок при перекосе молотка во время клепки на плоских поверхностях рекомендуется применять специальные обжимки с шарнирной связью. Боек такой обжимки всегда, даже при установке молотка под некоторым, углом к детали, располагается перпендикулярно к его поверхности и обеспечивает требуемое качество клепки.
С целью удобства и облегчения труда тяжелые молотки и поддержки подвешивают на специальных пружинных подвесках. При выполнении клепки рабочий поддерживает подвешенный пресс двумя руками (рис. 148,6); при этом одной рукой он устанавливает обжимку пресса на закладную головку, а другой — включает и выключает пресс. При клепке необходимо, чтобы ось заклепки совпадала с осью клепального инструмента.
Работая переносными прессами, можно поставить за смену 2500—4000 заклепок. Переносные прессы можно устанавливать на постамент и производить на них клепку как на стационарных прессах. Склепываемые детали на стационарных прессах обычно располагают таким образом, чтобы заклепку можно было вставлять сверху. Стационарные прессы и клепальные машины обеспечивают высокую прочность клепки благодаря равномерному давлению на склепываемые листы и заклепку.
Тема 12: «Клёпка»
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции).
Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными. Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.
Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
Типы заклепок и заклепочных швов:
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем, что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено.Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок

При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы.Массу молотка выбирают в зависимости от диаметра заклепки.

Инструменты для ручной клёпки.
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склёпываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3. 5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце; она применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
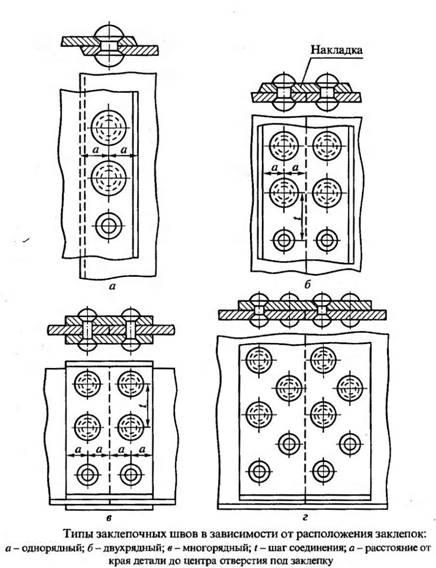
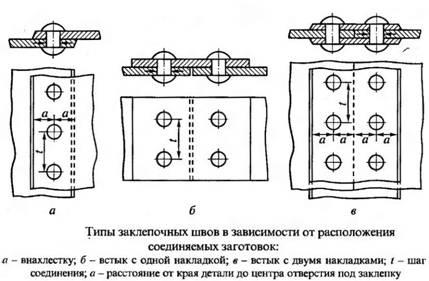
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку. Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна или две накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения.
Независимо от применяемых инструментов и приспособлений склёпываемые детали располагают таким образом, чтобы закладные головки заклёпок находились сверху. Это позволяет вставлять заклёпки предварительно.
Необходимое количество, диаметр и длину заклёпок определяют расчётным путём.
Длина l(мм) стержня заклёпки для образования замыкающей потайной головки определяется по формуле l=S+(0,8…1,2)d, гдеS– толщина склёпываемых листов, мм; d – диаметр заклёпки, мм.
Для образования полукруглой замыкающей головки l=S+(1,2…1,5)d.
По расчётному значение подбирают ближайшее большее значение из числа длин заклёпок, предусмотренных стандартом.
Расстояние от центра до края склёпываемых листов должно составлять 1,5d.
Диаметр отверстия должен быть больше диаметра заклёпки.
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
При выполнении клепки крупногабаритных деталей широко применяются ручные механизированные инструменты и стационарное клепальное оборудование.
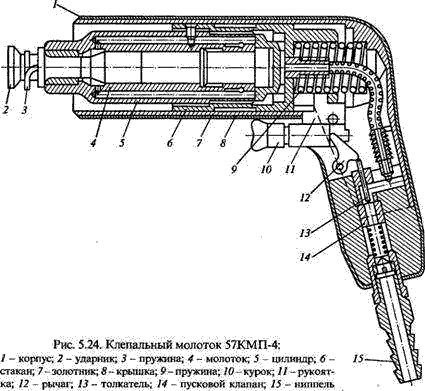
Наиболее распространенным механизированным инструментом для клепки являются пневматические (реже электрические) клепальные молотки, имеющие различные конструкции.
• При клепке следует выполнять общие требования техники безопасности (работать исправным инструментом, на рабочем месте не держать ничего лишнего и т. д.).
• При регулировании пневматического инструмента нельзя пробовать молоток, придерживая обжимку руками, так как из-за большой силы удара удержать ее очень трудно, в результате могут быть повреждены руки. Поддержку не следует сжимать в руках, ее лишь надо направлять на заклепку.
• Клепка сопровождается резким стуком, вредно действующим на слух и нервную систему работающих и понижающим производительность труда.
Тема 14 Клепка
Оснащение рабочего места: верстак, плита (или наковальня), сверлильный станок, тиски слесарные, тиски ручные, струбцины, молотки слесарные, обжимки, поддержки, натяжки разные, напильники с насечкой №2 и №3, ножовки слесарные, разметочный инструмент, штангенциркуль, сверла, зенковки, заклепки 5. 8 мм стальные или алюминиевые с полукруглыми головками и потайными, заготовки.
Клепкой называется процесс получения неразъемного соединения двух или нескольких деталей с помощью заклепок. Заклепочные соединения широко применяют при изготовлении различных металлических конструкций, ферм, балок, емкостей, в самолетостроении, судостроении и т.п.
Закладная головка создается при изготовлении заклепки, а замыкающая – при расклепывании стержня заклепки (рис. 14.1, а,б).
При изготовлении заклепок между стержнем и головкой делают закругление (галтель), что увеличивает прочность заклепки и герметичность шва. В соответствии с назначением заклепки имеют различные формы головок (рис.14.2, а. ж). В зависимости от материала соединяемых деталей заклепки изготовляют из углеродистой, легированной, нержавеющей стали, цветных металлов и сплавов, алюминия. Заклепки должны быть изготовлены из того же металла, что и соединяемые детали.
Заклепки, расположенные в определенном порядке в один или несколько рядов для получения неразъемного соединения, образуют заклепочный шов. Заклепочные швы делятся на три типа: прочные, от которых требуется только механическая прочность; плотно-прочные и плотные, от которых требуется герметичность соединения.
В зависимости от расположения соединяемых деталей различают соединения нахлесточные (рис.14.3, а), когда один край одного листа накладывается на другой; стыковые, когда соединяемые детали своими торцами плотно примыкают друг к другу и соединяются с помощью одной (рис.14.3,б) или двух (рис.14.3, в) накладок. В заклепочном соединении заклепки могут быть расположены в один, два и более рядов, в соответствии с чем швы делят на одно, двух- и многорядные, параллельные и шахматные (рис.14.3, г).
Инструментами и приспособлениями при ручной клепке являются слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы. Молоток выбирают в зависимости от диаметра заклепки:
Диаметр заклепки, мм 2. 2,5 3. 3,5 4. 5 6. 8
Масса молотка, г 100 200 400 500
Поддержка 2 (рис.14.4) служит опорой при расклепывании стержня заклепок и должна быть в 3. 5 раз массивнее молотка. Форма рабочей поверхности поддержки зависит от конструкции скрепляемых деталей, диаметра стержня заклепки и от метода клепки – прямого или обратного. Обжимка 1 служит для придания требуемой формы замыкающей головке заклепки после осадки. На рабочем конце обжимки должно быть углубление по форме головки заклепки. Натяжка представляет собой стержень с отверстием на конце диаметром на 0,2 мм больше диаметра стержня заклепки. Чекан – слесарное зубило с плоской рабочей частью, применяется для создания герметичности заклепочного шва, достигаемой подчеканкой замыкающей головки и края листов.
Различают два метода клепки: прямой (рис.14.4, а) с двусторонним подходом, когда имеется свободный доступ как к закладной, так и к замыкающей головке, и обратный (рис.14.4, б) с односторонним подходом, когда доступ к замыкающей головке невозможен.
Прямой метод клепки характеризируется тем, что удары молотком наносят по стержню со стороны вновь образуемой, замыкающей головки. При этом методе необходимо: разметить шов, соблюдая, шаг t между заклепками и расстояние а от центра крайней заклепки до края кромки детали (рис.14.5, а. в): при однорядном шве t = 3d; a = 1,5d; при двухрядном шве t = 4d; a = 1,5d; совместить детали и сжать их вместе ручными тисками или струбцинами; просверлить по разметке отверстия под заклепки в обеих деталях одновременно (рис.14.6); для заклепок с потайными головками зенковать места (гнезда) под головки на глубину, равную 0,8 диаметра стержня заклепки, на деталях, где будут расположены полукруглые головки, снять сверлом или зенковкой фаски 1. 1,5 мм; ввести в отверстие снизу стержень заклепки (рис.14.4) и под закладную головку подвести массивную поддержку 2 (для заклепок с потайными головками применяют плоские поддержки, для заклепок с полукруглыми закладными головками – сферические поддержки); осадить (уплотнить) детали в месте склепки с помощью натяжки, которую устанавливают на выступающий конец стержня, и ударами молотка по вершине натяжки 1 устранить зазор между склепываемыми деталями (рис14.7, а); осадить (расклепать) стержень крайней заклепки бойком молотка (сначала несколькими ударами молотка осаживают стержень, а затем боковыми ударами молотка придают полученной головке необходимую форму (рис. 14.7, б); окончательно оформить замыкающую головку с помощью обжимки 3).
Обратный метод клепки характеризуется тем, что удары молотком наносят по закладной головке через оправку 3 с внутренней сферической поверхностью (рис. 14.7, в).
Длина стержня заклепки зависит от толщины скрепляемых листов (пакета) и формы замыкающей головки. Для образования потайной замыкающей головки стержень должен выступать на длину, равную 0,8. 1,2 диаметра заклепки, для образования полукруглой замыкающей головки стержень должен выступать на длину, равную 1,2. 1,5 диаметра заклепки (см. рис.14.4).
Диаметр заклепки выбирают в зависимости от толщины пакета склепываемых листов по формуле
d = 2 s.
Диаметр отверстия под заклепку должен быть больше диаметра заклепки на 0,1. 0,2 мм при точной сборке и на 0,3. 1,0 мм при грубой сборке. При выборе диаметра сверла для отверстия под заклепку можно пользоваться следующими данными:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
Качество клепки определяют наружным осмотром, плотность прилегания соединенных деталей проверяют щупом, форму и размеры замыкающих головок, а также расстояние между ними – шаблонами. Наиболее характерные виды брака при клепке: смещение и изгиб замыкающей головки, прогиб металла, недотяжка металла, неплотное прилегание замыкающей головки, малый размер замыкающей головки, рваные края головки и т.п.
Бракованную заклепку срубают зубилом, а затем бородком выбивают стержень. Заклепку можно также высверлить сверлом несколько меньшего диаметра, чем заклепка. Для этого закладную головку накернивают и сверлят на глубину, равную высоте головки. Недосверленную головку надламывают бородком или зубилом, а затем выбивают заклепку.
Заклепочные соединения для обеспечения герметичности зачеканивают одним из двух способов: в первом случае зачеканивание производят одним острокромочным чеканом, когда на верхнем листе выбивают канавки и металл отжимают к нижнему листу, заполняя зазор между листами и усиливая контакт склепанных листов. Во втором случае зачеканивание производят последовательно двумя чеканами, первый раз чеканом с закругленным бойком, а второй проход кромки выполняют чеканом с плоским бойком, которым окончательно уплотняют отжатый к нижнему листу металл. Закладные и замыкающие заклепочные головки чеканят закругленными по контуру головки чеканом.
1. Перед началом работы следует проверить:
· совпадение отверстий в склепываемых деталях;
· соответствие диаметра стержня заклепки диаметру отверстия (диаметр заклепки должен быть меньше диаметра отверстия на 0,1. 0,5 мм в зависимости от размеров);
· длину стержня заклепки для получения полноценной замыкающей головки (определять расчетом или по таблице).
2. Зенкование отверстия под потайную головку (закладную или замыкающую) следует выполнять с контролем глубины и диаметра углубления под головку при помощи контрольной заклепки.
3. Склепывание деталей необходимо производить с упором потайной закладной головки заклепки в плиту, полукруглой закладной заготовки – в поддержку со сферическим углублением соответствующего размера.
4. Следует обязательно осаживать склепываемые детали (особенно небольшой толщины – до 5 мм) натяжкой с отверстием, соответствующим диаметру стержня заклепки.
5. Запрещается забивать заклепку в отверстие, если она не входит в него свободно.
6. При расклепывании заклепок шарнирного соединения (типа плоскогубцев) необходимо подкладывать между соединяемыми деталями шарнира тонкую бумажную прокладку и по ходу расклепывания стержня заклепки периодически проверять подвижность шарнирного соединения.
7. При клепке «на весу», т.е. когда склепываемые детали находятся в вертикальном положении, а также при клепке пневматическим клепальным молотком работу следует выполнять вдвоем: один упирает в закладную головку поддержки, а второй расклепывает стержень заклепки для образования замыкающей головки (рис.14.8).
8. При кустарном изготовлении заклепки следует использовать пруток или проволоку из мягкой стали, меди или алюминия, применяя для этого специальное приспособление (рис.11.9).
План урока по теме "Клепка металла"
Научить учащихся выполнять клепку металла. Формировать профессиональные умения и навыки планирования и подготовки процесса работы. Формировать готовность к овладению новой технологией и техникой.
Дамытушылық / Развивающая : Формировать и развивать творческое мышление в процессе труда. Развивать познавательные и профессиональные интересы и способности. Развивать наблюдательность, волю, внимание, настойчивость в достижении цели.
Тәрбиелік / Воспитательная : Воспитывать трудовую дисциплину, добросовестность, ответственность, инициативность. Воспитывать любовь к профессии, бережное отношение к используемому инвентарю, оборудованию.
Место проведения: кабинет слесарного дела
Норма времени: 6 ч
Әдіс - тәсіл / Приемы и методы ведения урока : Урок – взаимообучения. Нагляд но-словесный .
Оқу материалдарымен қамтамасыздандыру / Учебно - материальное оснащение : тестовые задания, з аклепки, молоток, заготовка, слайды, опорные конспекты по теме «Клепка металла», мультимедийный проектор.
Сабақтың барысы / Ход урока
І . Организационная часть 1-2 мин. Проверка наличия учащихся, их внешнего вида на соответствие требованиям правил ТБ.
ІІ. Вводный инструктаж – 1ч
1. Вступительная речь мастера:
Добрый день ребята, сегодня мы с вами проведем необычный урок, «Урок-Путешествие». Я разделила группу на пять экипажей. В каждом экипаже есть командир, штурман и три пилота , у каждого экипажа своя станция. Станция «Меркурий», « Марс», «Юпитер», «Нептун», «Сатурн».
Прежде чем приступить к изучению нового материала, давайте ребята вспомним пройденную тему, и проведем небольшую разминку. Какую пройденную тему вы прошли? ( «Нарезание резьбы»)
2. Опрос по пройденной теме в виде тестов. Командир экипажа и штурман проверяют тестовые задания и выставляют оценки.
2. Оқушыларға сабақтың материалы жөнінде түсініктем жасау/ Инструктирование учащихся по материалу урока
Таким образом, ребята, мы с вами закрепили знания, полученные на предыдущих уроках. И теперь давайте перейдем к новой теме.
Мастер п/о показывает заклепку и молоток. Задается проблемный вопрос. Как вы думаете что у меня в руках? Учащиеся должны ответить правильно. После правильного ответа, мастер задает вопрос. Как называется операция при которой мы используем заклепку и молоток? После правильного ответа, мастер задает вопрос. Как вы думаете, какую цель мы должны с вами поставить, чтобы изучить новый материал? Обучающиеся называют цели.
Мастер п/о: А теперь давайте запишем терминологию на казахском языке касающееся новой темы , которые вы должны запомнить и знать. А также запомним ТБ при клепке металла
Т ойтару – клепка
Тойтару балғасы – клепальный молоток
Тойтарма - заклепка
Тойтарма жігі – заклепочные швы
Техника безопасности
1. Клепальный молоток должен быть хорошо насажен на ручку ( иначе он может сорваться и поранить работающего рядом.)
2.Бойки молотков а также обжимки не должны иметь забоин и трещин ( треснувший боек или обжимка может во время работы расколоться на несколько частей и осколками поранить работающего рядом)
3.При регулировании частоты ударов клепального молотка нельзя придерживать обжимку руками (т.к. можно серьезно поранить руки.)
4.Следует применять приспособления, не допускающие вылета бойков во время работы (пружины и пр.)
5.При перерывах в работе нужно обязательно отсоединять боек от молотка (во избежание вылета бойка при случайном пуске)
6. Шум, производимый клепальным молотком, может вызвать нарушение работы органов слуха. Поэтому следует пользоваться наушниками.
- Групповая работа над материалом, усвоение его на уроке, взаимопомощь и взаимоответственность учащихся, совершенствование способов учебной работы.
Подготовительный этап.
- Мастер п/о ставит перед «Экипажами» цель (исследовать новый материал), раздает опорные конспекты с необходимой информацией, таблицами и наглядными изображениями в соответствии с готовыми слайдами, инструменты, различные заклепки. Опорные конспекты заранее разбиты на абзацы, тем самым у каждого командира экипажа имеется свой абзац и своя тема. Командир подробно объясняет материал всему экипажу, со всеми необходимыми демонстрациями.
- Затем командир и штурман опрашивают пилотов и оценивают их.
- Затем один из членов экипажа рассказывает материал остальным экипажам (защита задания), используя готовые слайды. Мастер п/о следит за ответами обучающихся, поправляет неправильные ответы.
Мастер п/о задает вопросы всем экипажам. К аждый правильный ответ будет поощряться фишкой. Тот экипаж, набравший максимальное количество фишек, получают максимальную оценку.
Вопросы:
- Назвать виды заклепок (с полукруглой головкой, с потайной, полупотайной головкой, взрывная и т.д.).
- Область применения заклепок ( в судостроении, в самолетостроении, при строении мостов и т.д.)
- Процесс клепки состоит из следующих операциях . ( 1. Образование отверстия под заклепку в соединяемых деталях сверлением. 2. Зенкование гнезда под закладную головку заклепки (при потайной клепке). 3. Вставка заклепки в отверстие. 4. Образование замыкающей головки, т.е. собственно клепка)
- Из каких частей состоит заклепка? ( из головки и цилиндрического стержня).
- Назвать материал из которых изготовляется заклепка (из меди, латуни, алюминия, углеродистой стали. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы).
- Назвать инструмент, используемый для ручной клепки? (молотки, обжимки, поддержки, прихваты и клещи).
- Назвать инструменты для механической клепки? (пневматические и электрические молотки, клепальные клещи, консоли, подпоры под головки заклепок).
- Какой вид клепки используют при диаметре от 8 до 12мм? (смешанная, горячая или холодная)
- Какой вид клепки используют при диаметре при больше 21мм? (только горячая).
- В каких случаях применяют взрывные заклепки? (в тех случаях, когда нет доступа сделать замыкающую головку).
- Каким инструментом пользуются при применении взрывной заклепки? (электрический нагреватель).
Перед вами табло, которое состоит из трех секторов. Экипаж должен выбрать сектор и задание, ответить на вопрос. Если ответ не полностью отвечен, то дается шанс дополнить ответ другим экипажам.
Читайте также: