Визуальный контроль заготовок под сварку имеет целью выявить наличие
6.3.1. В настоящем подразделе рассматривается порядок контроля материала на стадии входного контроля при изготовлении деталей и сборочных единиц и подготовке их к сборке, а также сварных труб, выполненных в заводских условиях.
6.3.2. Визуальный контроль материала (полуфабрикатов, заготовок, деталей) проводят с целью выявления участков металла с рисками, выходящими на поверхность трещинами, расслоениями, закатами, забоинами (вмятинами), рванинами, раковинами, пленами, шлаковыми включениями, волосовинами и другими дефектами, недопустимость которых регламентируется действующей НД, а также с целью подтверждения наличия и правильности маркировки.
Измерительный контроль полуфабрикатов, заготовок, деталей и изделий проводят с целью проверки их геометрических размеров и определения размеров поверхностных дефектов, выявленных при визуальном контроле.
6.3.3. При входном визуальном контроле сварных труб с прямолинейным или спиральным швом контролю подлежит не менее 10 % длины каждого шва. Контроль рекомендуется выполнять на участках, равномерно распределенных по длине шва трубы. Задачей контроля является выявление поверхностных трещин, пор, шлаковых и металлических включений, прожогов, свищей, наплывов металла, усадочных раковин, подрезов, грубой чешуйчатости шва, брызг расплавленного металла, непроваров, оплавлений металла в результате зажигания сварочной дуги и прочих дефектов.
Измерительный контроль сварных швов выполняется на участках, проконтролированных визуально. Измерение размеров сварного шва выполняется на каждом участке, проконтролированном визуально, но не менее чем в трех сечениях по длине шва. Измерение размеров поверхностных дефектов выполняется в местах, отмеченных при визуальном контроле.
6.3.4. При входном контроле изделий, в том числе сварных и литых, визуально необходимо контролировать:
поверхности изделий снаружи и изнутри (при наличии доступа);
кромки элементов, подлежащие сварке;
Кромки литых деталей, поковок и штамповок, подлежащие сварке, визуально следует контролировать на участке шириной не менее 100 мм по всей длине.
Кромки элементов изделий (деталей), имеющих наплавку, должны подвергаться визуальному контролю по всему периметру. Ширина зоны контроля должна составлять + 20 мм, где - ширина наплавки, мм. Контролю подлежит каждая кромка с наплавкой.
Визуальному контролю подлежит не менее 10 % длины сварных соединений, если другие требования не указаны в НД, ПТД или ПКД.
Визуальный контроль материала, кромок свариваемых элементов и сварных швов проводится с целью выявления коррозии на поверхности и поверхностных дефектов (трещин, расслоений, забоин, вмятин, раковин, пор, подрезов, грубой чешуйчатости, западаний между валиками шва, раковин, свищей, шлаковых включений и других несплошностей), вызванных технологией изготовления (условиями хранения) или транспортировкой, подтверждения наличия и правильности клеймения, а также соответствия формы (типа) разделки кромок, подлежащих сварке, требованиям рабочих чертежей и ТУ на изготовление.
Измерительный контроль проводится с целью измерения размеров сварных швов и поверхностных дефектов, выявленных при визуальном контроле, а также подтверждения соответствия основных размеров изделий (деталей, сборочных единиц) требованиям стандартов, ТУ и паспортов изделий. Измерительный контроль сварных швов выполняют через один метр по длине каждого контролируемого шва, но не менее чем в трех сечениях сварного шва.
6.3.5. Контролируемые параметры и требования к визуальному и измерительному контролю полуфабрикатов (труб, листов, поковок, штамповок) приведены в табл. 2. Визуальный и измерительный контроль геометрических размеров кромок деталей, сборочных единиц, а также сварных соединений должен выполняться согласно указаниям, приведенным в подразделах 6.4 и 6.5.
Визуальный контроль заготовок под сварку имеет целью выявить наличие
от 11 июня 2003 года N 92
____________________________________________________________________
Отменено с 1 января 2021 года на основании
постановления Правительства Российской Федерации
от 6 августа 2020 года N 1192
____________________________________________________________________
* Госгортехнадзором России "Инструкциям по визуальному и измерительному контролю" присвоено обозначение РД 03-606-03. - Примечание изготовителя базы данных.
в Министерстве юстиции
20 июня 2003 года,
регистрационный N 4782
Электронный текст постановления
подготовлен ЗАО "Кодекс" и сверен по:
УТВЕРЖДЕНА
постановлением
Госгортехнадзора России
от 11 июня 2003 года N 92
ИНСТРУКЦИЯ
по визуальному и измерительному контролю
Внимание! Электронный текст Инструкции приводится в редакции, опубликованной в официальном издании ГУП "НТЦ "Промышленная безопасность" - разъяснение см. в ярлыке "Примечания".
- Примечание изготовителя базы данных.
I. Область применения
Настоящая Инструкция устанавливает порядок проведения визуального и измерительного контроля основного материала (далее - материала) и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте, реконструкции, эксплуатации, техническом диагностировании (освидетельствовании) технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах, подконтрольных Госгортехнадзору России**.
Визуальный и измерительный контроль специальных материалов (например, композитных и полимерных) и специальных сварных соединений (например, муфтовой сварки) технических устройств и сооружений проводят в соответствии с требованиями специально разработанной документации.
II. Термины и определения
Настоящая Инструкция базируется на терминах и определениях, приведенных в правилах безопасности, утвержденных Госгортехнадзором России (далее - Правила), а также использует термины и определения, приведенные в приложении А.
III. Общие положения
3.1. Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях:
изготовления деталей, сборочных единиц и изделий;
подготовки деталей и сборочных единиц к сборке;
подготовки деталей и сборочных единиц к сварке;
сборки деталей и сборочных единиц под сварку;
контроля готовых сварных соединений и наплавок;
исправления дефектных участков в материале и сварных соединениях (наплавках);
оценки состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений, в том числе по истечении установленного срока их эксплуатации.
3.2. Визуальный и измерительный контроль материалов на стадии входного контроля выполняют при поступлении материала (полуфабрикатов, заготовок, деталей) в организацию с целью подтверждения его соответствия требованиям стандартов, технических условий (далее - ТУ), конструкторской документации и Правил.
3.3. Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов, деталей) на стадии входного контроля, изготовления деталей и сборочных единиц и при подготовке их к сборке проводят с целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей.
3.4. Визуальный и измерительный контроль на стадии входного контроля материалов (полуфабрикатов, заготовок, деталей) выполняют в соответствии с Программой (планом, инструкцией) входного контроля (приложение Б), которая разрабатывается организацией, выполняющей входной контроль. Программа (план, инструкция) входного контроля разрабатывается в соответствии с требованиями стандартов и отраслевых документов. В Программе (плане, инструкции) входного контроля должны быть указаны объекты контроля (заготовки, полуфабрикаты, детали), виды и объемы контроля, способы контроля, включая схемы выполнения замеров контролируемых параметров, нормативные показатели допустимых отклонений.
3.5. Визуальный и измерительный контроль изготовления деталей и сборочных единиц, подготовки их к сборке и сварке выполняют с целью подтверждения соответствия качества их изготовления и подготовки требованиям рабочих чертежей, технологии изготовления (технологии сборки, гиба) и прочей производственно-технологической документации (далее - ПТД), требованиям нормативной технической документации (далее - НД), ТУ на изготовление и Правил.
3.6. Визуальный и измерительный контроль при сборке свариваемых элементов (заготовок, полуфабрикатов, деталей) проводят с целью выявления и проверки обеспечения допустимых размеров зазоров, смещений кромок, формы и размеров кромок и геометрического положения (излома или перпендикулярности) осей и поверхностей собранных элементов.
3.7. Визуальный и измерительный контроль качества сварных соединений (наплавок) в процессе сварки (наплавки) и готового сварного соединения (наплавки) выполняют с целью подтверждения их соответствия требованиям конструкторской документации, ПТД и (или) НД и Правил.
3.8. Визуальный и измерительный контроль выполненных сварных соединений (конструкций, узлов) проводят с целью выявления деформаций, поверхностных трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошностей и дефектов формы швов; проверки геометрических размеров сварных швов и допустимости выявленных деформаций, поверхностных несплошностей и дефектов формы сварных швов.
3.9. Визуальный и измерительный контроль качества исправления дефектных участков в материале, сварных соединениях и наплавках выполняют с целью подтверждения полноты удаления дефекта, проверки соответствия формы и размеров выборки дефектного участка и качества заварки выборок (в случаях, когда выборка подлежит заварке) требованиям ПТД, НД и Правил.
3.10. Визуальный и измерительный контроль технических устройств и сооружений в процессе эксплуатации проводят с целью выявления изменений их формы, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в процессе эксплуатации (трещин, коррозионных и эрозионных повреждений, деформаций и пр.).
3.11. Визуальный и измерительный контроль при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений выполняют в соответствии с требованиями Технологической карты контроля и (или) Карт (схем) операционного контроля (приложения В, Г).
В указанных картах приводятся контролируемые параметры, последовательность контроля, объемы контроля, средства контроля, схемы выполнения замеров контролируемых параметров и нормы оценки результатов контроля. Технологические карты и карты операционного контроля разрабатываются организацией, выполняющей контроль, либо специализированной организацией, выполняющей проектно-технологическую подготовку производства работ по контролю.
Примечание: Допускается разработку настоящих документов производить в составе ПТД.
3.12. Визуальный и измерительный контроль при оценке состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений выполняют в соответствии с требованиями руководящих документов (методических указаний) по оценке (экспертизе) конкретных технических устройств и сооружений. При этом визуальный и измерительный контроль может выполняться в соответствии с Картами (схемами) визуального и измерительного контроля, которые разрабатываются в составе Программы технического диагностирования (освидетельствования). В картах (схемах) указываются места проведения контроля на конкретном техническом устройстве, сооружении, схемы контроля, средства измерения контролируемого параметра, нормы оценки качества, приводятся бланки регистрации результатов контроля.
3.13. Визуальный и измерительный контроль следует проводить всех доступных для этого поверхностей полуфабрикатов, заготовок, деталей, сборочных единиц, изделий.
3.14. Визуальный и измерительный контроль проводят невооруженным глазом и (или) с применением визуально-оптических приборов до 20-кратного увеличения (луп, микроскопов, эндоскопов, зеркал и др.). При контроле материала и сварных соединений (наплавок) при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений используют лупы с 2-7-кратным увеличением, а при оценке состояния технических устройств и сооружений в процессе их эксплуатации - лупы до 20-кратного увеличения.
3.15. Визуальный и измерительный контроль выполняют до проведения контроля материалов и сварных соединений (наплавок) другими методами неразрушающего контроля, а также после устранения дефектов.
3.16. Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, брызг металла, ржавчины и других загрязнений, препятствующих проведению контроля.
3.17. Измерения проводят после визуального контроля или одновременно с ним. Измерения деталей, подготовленных под сварку, проводятся до их сборки.
3.18. Визуальный и измерительный контроль материалов, сварных соединений (наплавок), подлежащих термической обработке, производят до и после указанной операции. Если контролируемая деталь, конструкция или узел подлежит полной термической обработке (нормализации или закалке с последующим отпуском), контроль проводят после ее выполнения.
3.19. Визуальный и измерительный контроль материалов и сварных соединений, подлежащих механической обработке, в том числе с удалением валика усиления шва, или деформированию, проводят до и после указанных операций.
3.20. При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающие к нему участки материала в обе стороны от шва шириной:
не менее 5 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей до 5 мм включительно;
не менее номинальной толщины стенки детали - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 5 до 20 мм;
не менее 20 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 20 мм, а также для стыковых и угловых соединений, выполненных газовой сваркой, независимо от номинальной толщины стенки сваренных деталей и при ремонте дефектных участков в сварных соединениях;
не менее 5 мм (независимо от номинальной толщины сваренных деталей) - для угловых, тавровых, торцовых и нахлесточных сварных соединений и соединений вварки труб в трубные доски, выполненных дуговой и электронно-лучевой сваркой;
не менее 50 мм (независимо от номинальной толщины сваренных деталей) - для сварных соединений, выполненных электрошлаковой сваркой.
3.21. Дефекты, выявленные при визуальном и измерительном контроле, должны быть устранены до выполнения последующей технологической операции или до приемки объекта контроля. Устранение выявленных дефектов должно выполняться в соответствии с требованиями ПТД. Если дефекты, выявленные при визуальном и измерительном контроле, не препятствуют дальнейшему применению других видов (методов) неразрушающего контроля, эти дефекты могут быть устранены после завершения контроля другими видами (методами) контроля.
IV. Квалификация персонала
V. Требования к средствам визуального и измерительного контроля*
* Толщиномеры (ультразвуковые, вихретоковые и пр.) относятся к средствам соответствующего вида контроля (ультразвукового, вихретокового и пр.), и использующие их специалисты должны быть аттестованы в соответствии с ПБ 03-440-02 на право выполнения соответствующего вида контроля.
ГОСТ Р ИСО 17637-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Визуальный контроль соединений, выполненных сваркой плавлением
Non-destructive testing of welds. Visual testing of fusion-welded joints
Дата введения 2016-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 Настоящий стандарт идентичен международному стандарту ИСО 17637:2003 "Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением" (ISO 17637:2003 "Non-destructive testing of welds - Visual testing of fusion-welded joints", IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Введение
ИСО 17637 был подготовлен Техническим комитетом ISO/TC 44 "Сварка и родственные процессы", SC 5 "Испытания и контроль сварных швов".
1 Область применения
Настоящий стандарт распространяется на визуальный контроль соединений металлических материалов, выполненных сваркой плавлением, и на визуальный контроль подготовки соединений под сварку.
2 Условия контроля и технические средства
Освещенность поверхности должна составлять не менее 350 люкс, рекомендуется 500 люкс.
При контроле следует обеспечить расстояние от глаз до поверхности примерно 600 мм и угол зрения не менее 30° (см. рисунок 1).
_______________
Область расположения глаз
Рисунок 1 - Доступ для контроля
Следует учитывать возможность дистанционного контроля с использованием зеркал, перископов, волокнистых оптических кабелей или камер, если доступ для контроля в соответствии с рисунком 1 невозможен или дистанционный контроль предписан в применяемом стандарте.
Для выявления дефектов может использоваться дополнительный источник света, чтобы увеличить контрастность и четкость.
Если результат визуального контроля подвергается сомнению, его следует дополнить другими методами неразрушающего контроля.
Примеры технических средств для проведения визуального контроля приведены в приложении А.
3 Квалификация персонала
Визуальный контроль сварных соединений и оценка его результатов для окончательной приемки должны проводиться квалифицированным персоналом. Рекомендуется, чтобы персонал был аттестован в соответствии с ИСО 9712 или аналогичным ему стандартом, действующим в конкретной отрасли промышленности.
4 Визуальный контроль
4.1 Общие положения
Настоящий стандарт не устанавливает область распространения визуального контроля. Она должна быть определена заранее, например путем ссылки на применяемый стандарт или стандарт на продукцию.
Персонал, осуществляющий визуальный контроль, должен иметь доступ к необходимой документации.
Визуальный контроль до сварки, во время сварки и выполненного сварного шва должен проводиться пока еще возможен физический доступ для контроля. Визуальный контроль может включать контроль обработки поверхности.
4.2 Визуальный контроль подготовки соединения под сварку
Если требуется визуальный контроль до сварки, следует удостовериться в том, что:
a) форма и размеры подготовленных кромок соответствуют техническим требованиям к процедуре сварки (WPS);
b) подготовленные под сварку кромки и прилегающие поверхности являются чистыми и обработка поверхности выполнена в соответствии с применяемым стандартом или стандартом на продукцию;
c) свариваемые детали правильно зафиксированы по отношению друг к другу в соответствии с чертежами или инструкциями.
Визуальный и измерительный контроль: с этого начинается дефектоскопия сварных соединений
Из всех методов НК визуальный и измерительный контроль (сокращённо – ВИК) по праву считается базовым, ключевым. Во-первых, потому что он фигурирует в руководящей документации по всем категориям опасных производственных объектов и технических устройств. Ни один иной вид НК не может похвастать такой широкой областью применения. И, во-вторых, к той же ультразвуковой или радиационной дефектоскопии приступают строго после того, как объект благополучно проходит ВИК. Это первый рубеж защиты от явного брака.
- именно это обозначение употребляется в РД 03-606-03 (инструкция отменена с 01.01.2021 года, но продолжает применяться в качестве методического источника), СТО Газпром 2-2.3-251-2008, РД-25.160.10-КТН-016-15;
- собственно, сам процесс состоит как раз из двух частей – а) визуального осмотра невооружённым взглядом либо с увеличительными приборами и б) измерения конкретных геометрических параметров при помощи специальных инструментов. Эти операции выполняются параллельно либо поочерёдно. Визуальный и измерительный контроль сварного соединения нельзя сводить к простому осмотру. Это довольно жёсткая проверка геометрии, качества обработки поверхности и прочих параметров по очень чётким критериям, прописанным в инструкции.

Какие задачи решает визуальный и измерительный контроль
- подтвердить соответствие изделий и заготовок положениям ТУ, стандартов, конструкторской документации;
- выявить деформацию, расслоения, забоины, прожоги, закаты, раковины, подрезы, свищи, наплывы, трещины и иные дефекты, а также следы коррозии и эрозии. Визуальный и измерительный контроль способен обнаруживать также дефекты, оставшиеся после рубки металла, флюсовые, шлаковые, окисные, вольфрамовые включения, завороты корки, прокатные плены, пузыри, рябизну и многое другое;
- измерить их протяжённость, глубину, ширину раскрытия и оценить степень их допустимости;
- проверить геометрические параметры, соосное расположение деталей под сварку, угол между ними, зазоры между ними, смещение кромок;
- после удаления дефекта – убедиться, что выборка дефектного участка и последующая заварка соответствуют нормативным требованиям.
Общая схема проведения визуального и измерительного контроля
- Изучение документации (стандарты, правила, методические рекомендации, техкарты, заявка или заказ-наряд). Определение норм браковки.
- Зачистка поверхности от брызг металла, шлака, следов ржавчины, влаги, пятен масла, пыли и иных загрязнений, мешающих нормальному осмотру. Если нужно произвести визуальный и измерительный контроль сварных соединений сосудов или иного оборудования под избыточным давлением, то его предварительно выводят из эксплуатации. Сбрасывают давление, дренируют рабочую среду, охлаждают. Изоляцию в зоне осмотра тоже убирают. При необходимости доводят шероховатость до приемлемых значения. Они зависят от того, какой метод дефектоскопии будет выполняться после ВИК. Для УЗК, например, Ra 6,3. Для ПВК – Ra 3,2. Для самого ВИК достаточным считается Ra 12,5 мкм (Rz 80 мкм).
- Собственно осмотр и измерение проверяемых параметров. На каждом объекте свой перечень. В случае с деталями под сварку, например, проверяют смещение кромок, перекрытие элементов (в нахлёсточных соединениях), смещение проволочной вставки с внутренней стороны, катеты швов приварки, длину прихваток, расстояние между ними и т.д. Визуальный и измерительный контроль сварных соединений предполагает проверку их ширины, высоты, выпуклости и вогнутости обратной стороны, глубины подреза, чешуйчатости, западания между валиками, корня шва, усиления и пр. Типичные изображения дефектов содержатся в инструкциях, учебных пособиях, специальных фотоальбомах. Кроме того, правильной идентификации и измерению дефектов уделяют большое внимание в учебных центрах. Так, у деталей под сборку смотрят, в первую очередь, перпендикулярность, толщину и ширину подкладок, угол и глубину скоса кромок. Дополнительно обращают внимание на маркировку заготовок. Отдельная история – ВИК труб, где нужно проверить наружный диаметр, толщину стенки, овальность, кривизну, длину и пр. А есть ещё литьё, поковки, листовой металлопрокат. Везде своя специфика.
- Анализ результатов, заполнение и подписание акта визуального и измерительного контроля (заключения, протокола). Фактические значения размерных показателей сравниваются с нормами, на основании чего принимается решение о допуске/браковке. В акте указывается номер заявки (либо заказ-наряда), наименование, габариты и номер объекта, шифр руководящего документа, ФИО и номер квалификационного удостоверения дефектоскописта и данные руководителя. В записи дефектов должны содержаться сведения об их размерах, ориентации, местоположении. Информацию дополнительно вносят в журналы учёта.
- При необходимости – нанесение записей на самом объекте для сварщиков/монтажников/слесарей, которые будут производить ремонт.

Инструменты и принадлежности для визуального и измерительного контроля

Инструменты для визуального и измерительного контроля деталей и сварных соединений в обязательном порядке проходят поверку и/или калибровку. Инвентарь периодически направляется для обслуживания в аккредитованные метрологические центры и подлежит внесению в Государственный реестр средств измерений (СИ). Испытательная лаборатория должна располагать паспортами, свидетельствами, сертификатами и иной документацией, подтверждающей точность используемых СИ.
Выбор конкретных шаблонов, образцов и прочих принадлежностей определяется положениями технологических карт и руководящей документации.
Для визуального и измерительного контроля применяются также видеоэндоскопы, жёсткие бороскопы и гибкие оптические фиброскопы. Это, по сути, отдельное направление – телеинспекция труднодоступных ниш, отверстий, скрытых механизмов, коммуникаций и пр. Благодаря управляемой артикуляции можно доставить зонд с камерой даже к самым потаённым местам сложного промышленного оборудования, ограждающих конструкций, инженерных систем и т.д.
Современные технические эндоскопы записывают фото и видео в HD-качестве. Файлы сохраняются на SD-карту, плюс доступны для просмотра в режиме реального времени. Для этого многие модели оснащены встроенными дисплеями. Контроль с видеоэндоскопами в полной мере может считаться как визуальным, так и измерительным. При наличии специальной насадки некоторые модели умеют определять расстояние между отдельными элементами изображения, их длину, ширину и диаметр.
Обычный ВИК требует свободного доступа к объекту. Как минимум, одностороннего, но в идеале – и с внутренней стороны (например, при обследовании кольцевых сварных соединений). При использовании систем телеинспекции можно произвести осмотр даже самых потаённых участков, не демонтируя при этом большое количество устройств и механизмов.
Сообщество специалистов ВИК
Одним из достоинств визуального и измерительного контроля сварных швов считается его доступность. Обучение персонала занимает меньше времени. Меньше формул, расчётов, «лаконичнее» теоретическая и практическая подготовка. И в сравнении с УЗК, где нужно много сил тратить на настройку дефектоскопа, и в сравнении с рентгеном, где нужно правильно подбирать фокусное расстояние, время экспозиции, режимы проявки и пр. Однако для проведения ВИК и уж тем более для разработки технологических карт с оформлением заключений необходимо пройти аттестацию согласно СДАНК-02-2021 или СНК ОПО РОНКТД-02-2021 (в зависимости от того, в какой Системе НК нужно подтвердить компетенцию, чтобы зайти на объект заказчика). Как и в других видах НК, предусмотрено три квалификационных уровня – I, II и III, которые присваиваются по итогам экзаменов.
Контроль сварных соединений. Методы контроля дефектов сварки
Дефекты в сварных соединениях бывают двух типов: внешние и внутренние. К внешним дефектам относятся наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры. К внутренним дефектам относятся скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и др. (рис. 1).
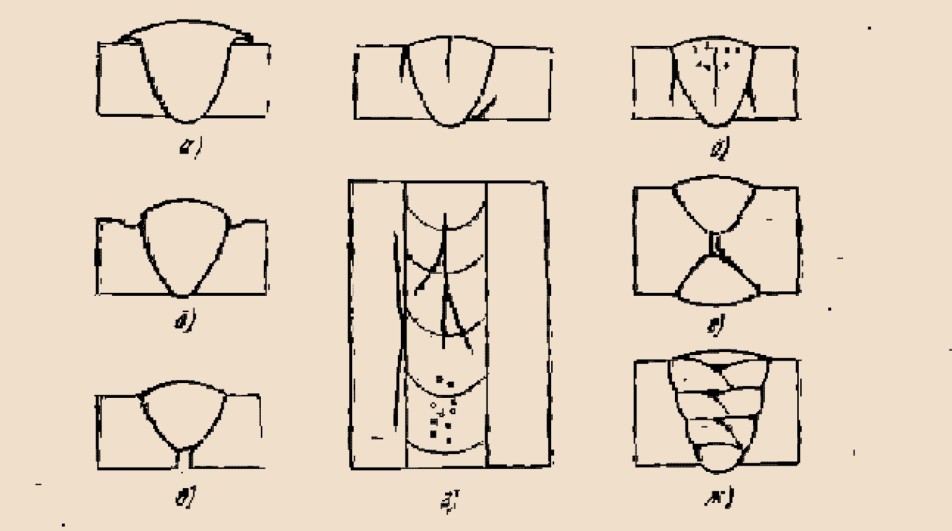
Рис. 1. Виды дефектов в сварных соединениях: (а – г) – внешние дефекты: наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры; (д — ж) – внутренние дефекты: скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения
На рис. 2 – 8 показаны схемы и фотографии дефектов в сварных соединениях.

Рис. 2. Продольная трещина сварного соединения


Рис. 3. Пористость в сварном шве
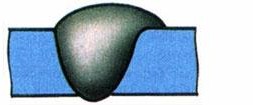

Рис. 4. Наплывы в сварном шве.
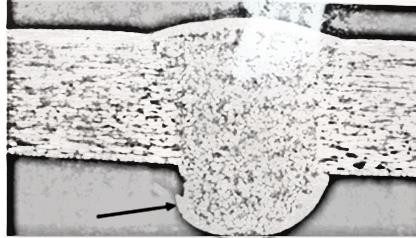
Рис. 5. Макроструктура сварного шва (проплав)
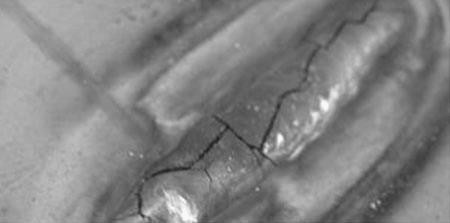
Рис. 6. Трещины в сварном шве
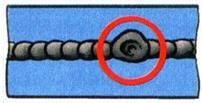

Рис. 7. Кратер в сварном шве
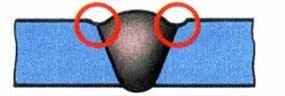

Рис. 8. Подрезы в сварном шве
Качество сварных соединений обеспечивают предварительным контролем материалов и заготовок, текущим контролем за процессом сварки и приёмочным контролем готовых сварных изделий. В зависимости от нарушения целостности сварного соединения при контроле различают разрушающие и неразрушающие методы контроля.
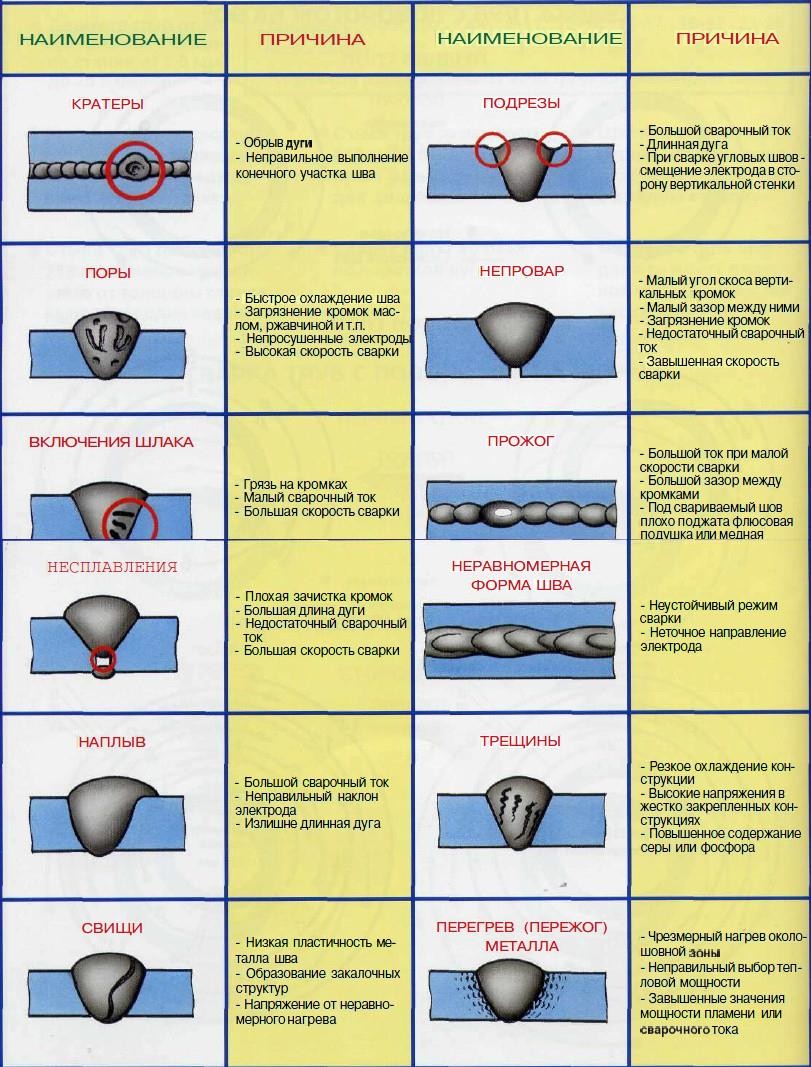
2. Таблица дефектов сварных швов и причины их возникновения
3. Методы контроля
При предварительном контроле основного и сварочных материалов устанавливают, удовлетворяют ли сертификатные данные в документах заводов-поставщиков требованиям, предъявляемым к материалам в соответствии с назначением и ответственностью сварных узлов и конструкций. Перед сборкой и сваркой заготовок проверяют, соответствуют ли их форма и габаритные размеры установленным, а также контролируют качество подготовки кромок и свариваемых поверхностей. При изготовлении ответственных конструкций сваривают контрольные образцы. Из них вырезают образцы для механических испытаний. По результатам испытаний оценивают качество основного и сварочных материалов, а также квалификацию сварщиков, допущенных к сварке данных конструкций.
При текущем контроле проверяют соблюдение сварщиками установленных параметров режимов сварки и исправность работы сварочного оборудования. Осматривают сварные швы для выявления внешних дефектов и замеряют их геометрические размеры. Замеченные отклонения устраняют непосредственно в процессе изготовления конструкций.
Готовые сварные соединения в зависимости от назначения и ответственности конструкции подвергают приёмочному контролю:
- внешнему осмотру для выявления поверхностных дефектов;
- обмеру сварных швов;
- испытаниям на плотность;
- магнитному контролю;
- просвечиванию рентгеновским и гамма-излучениям, ультразвуком для выявлений внутренних дефектов (рис. 9)
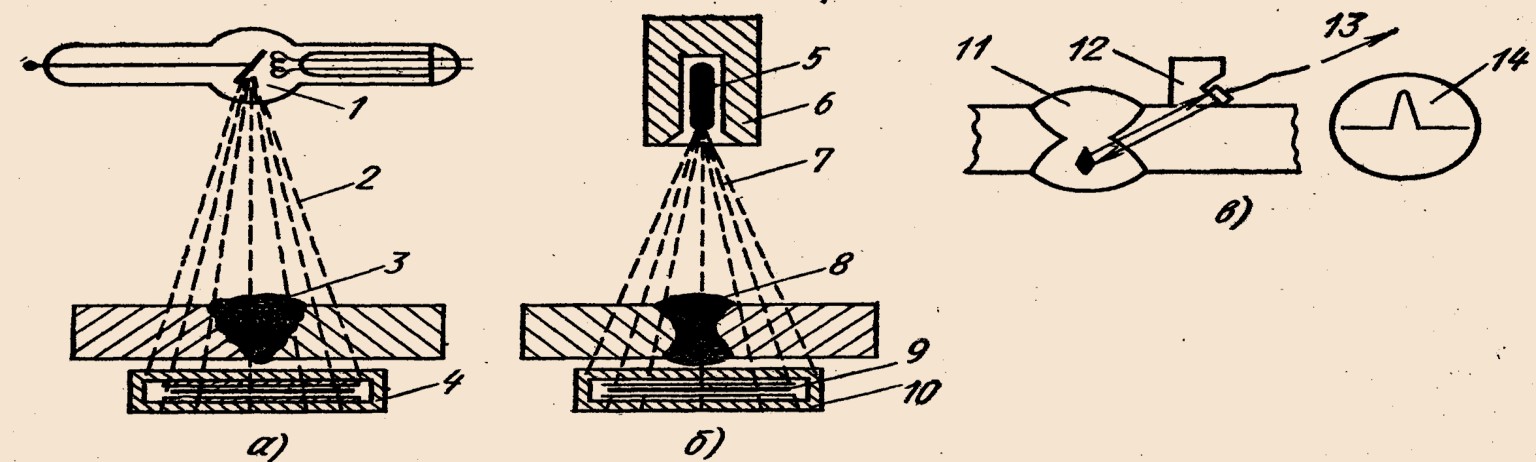
Рис. 9. Методы контроля сварных соединений: а – рентгеновский; б – гамма-излучением; в – ультрозвуковой 1 – рентгеновская трубка; 2 – рентгеновские лучи; 3 – сварной шов; 4 – кассета с рентгеновской плёнкой; 5 – ампула с радиоактивным изотопом; 6 – свинцовый контейнер; 7 – гамма-лучи; 8 – сварное соединение; 9 – рентгеновская плёнка; 10 – кассета; 11 – сварное соединение; 12 – пьезометрический щуп; 13 – ультразвуковой дефектоскоп; 14 – осциллограф
На плотность испытывают ёмкости для хранения жидкостей, сосуды и трубопроводы, работающие при избыточном давлении, путём гидравлического и пневматического нагружения, с помощью течеискателей и керосином.
Магнитный контроль основан на намагничивании сварных соединений и обнаружения полей магнитного рассеяния на дефектных участках (рис. 10).

Рис. 10. Проверка качества сварных швов магнитной дефектоскопией
При контроле качества сварки магнитными дефектоскопами используется явление электромагнетизма. Прибор создает вокруг исследуемой области магнитное поле, поток линий которого, проходя через металл, искривляется в местах дефектов. Это искажение фиксируется определенными способами, из которых в сварочном производстве используются два — магнитопорошковый и магнитографический. При первом, на поверхность сварного соединения наносят сухой или влажный (в смеси с маслом, керосином или мыльным раствором) ферромагнитный порошок (например, железный), который скапливается в местах дефектов, свидетельствуя, таким образом, о наличие несплошностей.
Более совершенный магнитографический способ предполагает наложение на шов ферромагнитной ленты, на которой после пропускания ее через прибор проявляются имеющиеся дефекты (рис. 11).
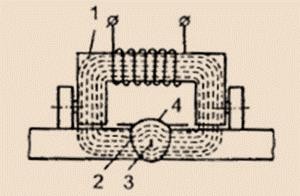
Рис. 11. Проверка качества сварных швов магнитной дефектоскопией: 1 — магнит, 2 — сварной шов, 3 — дефект, 4 — магнитная пленка.
Магнитным способам контроля могут подвергаться только ферромагнитные металлы. Хромоникелевые стали, алюминий, медь, не являющиеся ферромагнетиками, магнитному контролю не подлежат.
Рентгеновское просвечивание основано на различном поглощении рентгеновского излучения участками металла с дефектами и без них. Сварные соединения просвечивают с помощью специальных рентгеновских аппаратов. После проявления плёнки на ней фиксируют участки повышенного потемнения, которые соответствуют дефектным местам в сварном соединении. Вид и размер дефектов определяют сравнением плёнки с эталонными снимками (рис. 12).
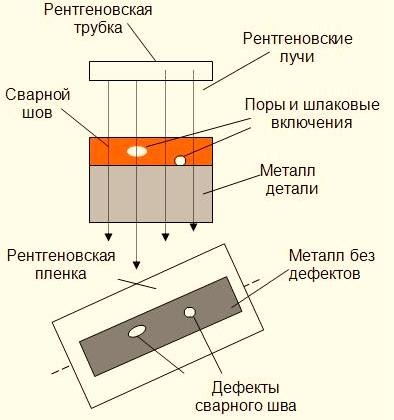
Рис. 12. Выявление дефектов в сварных швах
Применяемые в промышленности рентгеновские аппараты позволяют просвечивать сварные соединения из стали толщиной 10 – 200 мм, алюминия до 300 мм, меди до 25 мм. При этом фиксируют дефекты, размеры которых составляют 2% толщины металла.
Просвечивание гамма-лучами (рис. 13) по сравнению с рентгеновским имеет ряд преимуществ. Благодаря портативности аппаратуры его можно применять в любых условиях (в цехах, полевых условиях, на монтаже и т.п.). Кроме того, просвечивание гамма-лучами – менее дорогостоящий способ.
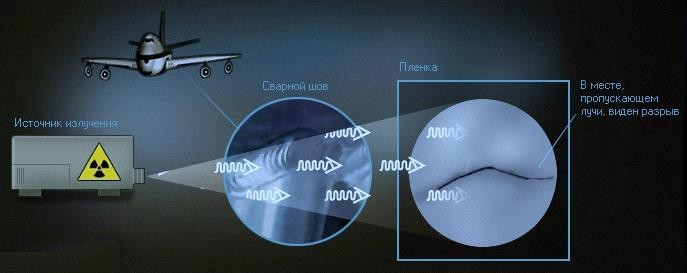
Рис. 13. Просвечивания гамма-лучами сварных швов
Недостатком его является низкая чувствительность при просвечивании малых толщин (до 50 мм). На больших толщинах чувствительность такая же, как у рентгеновского метода.
Ультразвуковой контроль основан на способности ультразвуковых волн отражаться от поверхности раздела двух сред. При встрече с поверхностью дефекта возникает отражённая ультразвуковая волна, дефект фиксируется на экране осциллографа.
Промышленные ультразвуковые дефектоскопы (рис. 14) позволяют обнаруживать дефекты на глубине 1 – 250мм. При этом можно выявлять дефекты с минимальной площадью (1 – 2 мм 2 ). С помощью ультразвукового метода можно выявить наличие дефекта и даже место его расположения, но нельзя установить его вид.
Читайте также: