Допустимая глубина подрезов в швах при сварке конструкций
4.1 Производственный контроль качества выполнения монтажных сварных соединений стальных конструкций должен осуществляться в соответствии с требованиями проекта, ГОСТ 3242, ГОСТ 6996, ГОСТ 14782, ГОСТ 23518, ГОСТ 7512, ГОСТ 14771, ГОСТ 11533, ГОСТ 11534, ГОСТ 18442, [11] и ППСР.
4.2 Контрольные операции должны производиться пока доступ к изделию не затруднен и отсутствует антикоррозионная и огнезащита.
4.3 Методы и объемы контроля должны соответствовать требованиям проектной документации, таблице 10.6 и ППСР.
Таблица 10.6. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
Типы швов конструкций, объем контроля
1 Внешний осмотр и измерения с проверкой геометрических размеров и формы швов и наличия наружных дефектов по ГОСТ 3242
Все типы швов конструкций в объеме 100%
2 Неразрушающий ультразвуковой контроль по ГОСТ 14782
Все типы швов конструкций в объеме не менее 0,5% длины швов и более по указаниям в проекте с учетом дополнительных требований раздела 4 *
3 Радиографический, магнитопорошковый и др. по ГОСТ 7512, ГОСТ 21104, ГОСТ 21105, ГОСТ 25225
4 Испытания на непроницаемость и герметичность по ГОСТ 18442
5 Механические испытания контрольных образцов по ГОСТ 6996
Все типы сварных швов конструкций, для которых требования механических свойств предусмотрены чертежами КМ
6 Металлографические исследования макрошлифов на торцах швов контрольных образцов или на торцах стыковых швов сварных соединений
* Места обязательного контроля должны быть указаны в проекте.
4.4 По внешнему осмотру и измерениям качество швов должно удовлетворять требованиям таблицы 10.7.
Таблица 10.7. СП 70.13330.2012
Элементы сварных соединений, наружные дефекты
Требования к качеству, допустимые размеры дефектов
Равномерно-чешуйчатая, без прожогов, наплывов, сужений и перерывов. Плавный переход к основному металлу (следует оговорить в чертежах КМ и КМД)
Глубина до 5% толщины свариваемого проката, но не более 1 мм
Дефекты удлиненные и сферические одиночные
Глубина до 10% толщины свариваемого проката, но не более 3 мм. Длина - до 20% длины оценочного участка *
Дефекты удлиненные и сферические в виде цепочки или скопления
Глубина до 5% толщины свариваемого проката, но не более 2 мм. Длина - до 30% длины оценочного участка. Длина цепочки или скопления - более удвоенной длины оценочного участка
Дефекты (непровары, цепочки и скопления пор), соседние по длине шва
Расстояние между близлежащими концами - не менее 200 мм
Швы сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С и до минус 65 °С включительно
Непровары, несплавления, цепочки и скопления наружных дефектов
Глубина - не более 0,5 мм при толщине свариваемого проката до 20 мм и не более 1 мм - при большей толщине
местные поперек усилия
Длина - не более удвоенной длины оценочного участка
* Здесь и далее длину оценочного участка следует принимать по таблице 10.9.
4.5 Трещины всех видов и размеров не допускаются.
4.6 Предельные отклонения размеров и сечения швов сварных соединений от проектных не должны превышать величин, указанных в ГОСТ 14771, ГОСТ 23518, ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 16037, ГОСТ 5264. Обнаруженные дефекты должны быть исправлены в соответствии с положениями ППСР, а сварные швы подвергнуты повторному визуально-измерительному контролю.
4.7 Неразрушаемые методы контроля следует производить на сварных швах, принятых внешним осмотром и измерениями. Контролю должны подлежать преимущественно места с признаками дефектов и участки пересечения швов. Длина контрольного участка должна быть не менее 100 мм.
4.8 По результатам радиографического контроля швы сварных соединений конструкций должны удовлетворять требованиям таблиц 10.8 и 10.9.
Таблица 10.8. СП 70.13330.2012
Элементы сварных соединений, внутренние дефекты
Соединения, доступные для сварки с двух сторон, соединения на подкладках
непровары в корне шва
Высота - до 5% толщины свариваемого проката, но не более 2 мм. Длина - не более удвоенной длины оценочного участка
Соединения без подкладок, доступные для сварки с одной стороны
Высота - до 15% толщины свариваемого проката, но не более 3 мм
удлиненные и сферические дефекты:
Высота - не более значений h *
образующие цепочку или скопления
Высота - не более 0,5 h * Длина - не более длины оценочного участка
Протяженность не более отношения S * /h
непровары, цепочки и скопления пор, соседние по длине шва
Расстояние между близлежащими концами не менее 200 мм
суммарные в продольном сечении шва
Суммарная площадь на оценочном участке - не более S *
Швы сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С до минус 65 °С включительно, а также конструкций, рассчитанных на выносливость
непровары, несплавления, удлиненные дефекты, цепочки и скопления дефектов
одиночные сферические дефекты
Высота не более 0,5 h * Расстояние между соседними дефектами - не менее удвоенной длины оценочного участка
* Значения h и S следует принимать по таблице 10.9.
Таблица 10.9. СП 70.13330.2012
Наименьшая толщина элемента конструкции в сварном соединении, мм
Длина оценочного участка, мм
Допустимые размеры одиночных дефектов
Обозначения, принятые в таблице: h - допустимая высота сферического или удлиненного одиночного дефекта; S - суммарная площадь дефектов в продольном сечении шва на оценочном участке.
Примечание. Чувствительность контроля устанавливается по третьему классу согласно ГОСТ 7512.
При оценке за высоту дефектов h следует принимать следующие размеры их изображений на радиограммах:
- для сферических пор и включений - диаметр;
- для удлиненных пор и включений - ширину.
4.9 По результатам ультразвукового контроля швы сварных соединений конструкций должны удовлетворять требованиям таблицы 10.10.
Таблица 10.10. СП 70.13330.2012
Фиксируемая эквивалентная площадь одиночного дефекта, мм 2
Допустимое число одиночных дефектов на оценочном участке, шт.
4.10 В швах сварных соединений конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С до минус 65 °С включительно, а также конструкций, рассчитанных на выносливость, допускаются внутренние дефекты, эквивалентная площадь которых не превышает половины значений допустимой оценочной площади (см. таблицу 10.10). При этом наименьшую поисковую площадь необходимо уменьшать в два раза. Расстояние между дефектами должны быть не менее удвоенной длины оценочного участка.
4.11 В соединениях, доступных сварке с двух сторон, а также в соединениях на подкладках суммарная площадь дефектов (наружных, внутренних или тех и других одновременно) на оценочном участке не должна превышать 5% площади продольного сечения сварного шва на этом участке.
В соединениях без подкладок, доступных сварке только с одной стороны, суммарная площадь всех дефектов на оценочном участке не должна превышать 10% площади продольного сечения шва на этом участке.
При повторном выявлении дефекта контролю подлежат 100% сварных соединений.
4.13 Контроль непроницаемости швов сварных соединений следует, как правило, производить пузырьковым или капиллярным методами в соответствии с ГОСТ 3242 (под непроницаемостью следует понимать способность соединения не пропускать воду или другие жидкости).
Величина разрежения при пузырьковом методе должна быть не менее 2500 Па (250 мм вод. ст.).
Продолжительность контроля капиллярным методом должна быть не менее 4 ч при положительной и менее 8 ч при отрицательной температуре окружающего воздуха.
4.14 Контроль герметичности (под герметичностью следует понимать способность соединения не пропускать газообразные вещества) швов сварных соединений следует, как правило, производить пузырьковым методом в соответствии с ГОСТ 3242.
4.15 Сварные соединения, контролируемые при отрицательной температуре окружающего воздуха, следует просушивать нагревом до полного удаления замершей воды и смазки.
4.16 Механические испытания контрольных образцов проводят при наличии требований в чертежах марки КМ к показателям прочности, пластичности и вязкости металла шва и зоны термического влияния сварного соединения.
Требования к контрольным образцам и их сварке аналогичны требованиям к пробным (допускным) образцам (см. 10.1.4).
Число контрольных образцов при механических испытаниях должно быть не менее:
- на статическое растяжение стыкового соединения - двух;
- на статическое растяжение металла шва стыкового, углового и таврового соединений - по три;
- на статический изгиб стыкового соединения - двух;
- на ударный изгиб металла шва и зоны термического влияния стыкового соединения - трех; тип образца и места надрезов должны быть указаны в чертежах КМ;
- на твердость (НВ) металла и зоны термического влияния сварного соединения низколегированной стали (не менее, чем в четырех точках) - одного.
4.17 Металлографические исследования макрошлифов швов сварных соединений следует проводить в соответствии с ГОСТ 10243 * .
4.18 Обнаруженные в результате контрольных испытаний недопустимые дефекты необходимо устранить механизированной зачисткой (абразивным инструментом) или механизированной рубкой, а участки шва с недопустимыми дефектами вновь заварить и проконтролировать.
Допускается удаление дефектов сварных соединений ручной кислородной резкой или воздушно-дуговой поверхностной резкой при обязательной последующей зачистке поверхности реза абразивным инструментом на глубину 1 - 2 мм с удалением выступов и наплывов.
4.19Все ожоги поверхности основного металла сварочной дугой следует зачищать абразивным инструментом на глубину 0,5 - 0,7 мм.
4.20 При удалении механизированной зачисткой (абразивным инструментом) дефектов сварных соединений, корня шва и прихваток риски на поверхности металла необходимо направлять вдоль сварного соединения:
- при зачистке мест установки начальных и выводных планок - вдоль торцевых кромок свариваемых элементов конструкций;
- при удалении усиления шва - под углом 40 - 50 0 к оси шва.
Ослабление сечения при обработке сварных соединений (углубление в основной металл) не должно превышать 3% толщины свариваемого элемента, но не более 1 мм.
4.21 При удалении поверхностных дефектов с торца шва абразивным инструментом без последующей подварки допускается углубляться с уклоном не более 0,05 на свободной кромке в толщину металла на 0,02 ширины свариваемого элемента, но не более чем на 8 мм с каждой стороны. При этом суммарное ослабление сечения (с учетом допустимого ослабления по толщине) не должно превышать 5%. После обработки торцов швов необходимо притупить острые грани.
4.22 Исправление сварных соединений зачеканкой не допускается.
4.23 Остаточные деформации конструкций, возникшие после монтажной сварки, необходимо устранять термическим или термомеханическим воздействием по технологической карте (регламенту).
4.24 Методы и объемы неразрушающего контроля элементов монтируемых конструкций приведены в дополнительных правилах раздела 4.
Допустимая глубина подрезов в швах при сварке конструкций
- контроль другими методами (металлографические исследования, испытание на стойкость к МКК и др.), предусмотренными проектом;
1 Окончательный контроль качества сварных соединений, подвергающихся термообработке, должен проводиться после термообработки.
2 Конструкция и расположение сварных соединений должны обеспечивать проведение контроля качества сварных соединений, предусмотренного для них в рабочей документации соответствующими методами.
- качества и соответствия труб и сварочных материалов требованиям стандартов и ТУ на изготовление и поставку;
- качества подготовки концов труб и деталей трубопроводов под сварку и качества сборки стыков (угол скоса кромок, совпадение кромок, зазор в стыке перед сваркой, правильность центровки труб, расположение и число прихваток, отсутствие трещин в прихватках);
- качества и технологии сварки (режима сварки, порядка наложения швов, качества послойной зачистки шлака);
12.3.3 Внешнему осмотру и измерениям подлежат все сварные соединения после их очистки от шлака, окалины, брызг металла и загрязнений по обе стороны от шва.
12.3.4 По результатам внешнего осмотра и измерений сварные швы должны удовлетворять следующим требованиям:
Допускаются отдельные поры в количестве не более трех на 100 мм сварного шва размерами, не превышающими указанных в таблице 12.2.
Таблица 12.2 - Оценка качества сварных соединений трубопроводов по результатам радиографического контроля в зависимости от размеров объемных дефектов (включений, пор)
12.3.5 Неразрушающему контролю подвергают наихудшие по результатам внешнего осмотра сварные швы по всему периметру трубы. Число контролируемых сварных швов определяется ТУ на объект, действующими НД, но во всех случаях оно должно быть не ниже приведенных в таблице 12.3.
Таблица 12.3 - Объем контроля сварных соединений ультразвуковым или радиографическим методом в процентах от общего числа сваренных каждым сварщиком (но не менее одного) соединений
- для трубопроводов, где ползучесть и усталость являются контролируемыми факторами, в проекте необходимо назначить I категорию при определении объема неразрушающего контроля;
- для I категории трубопроводов пара и горячей воды с наружным диаметром 200 мм и более и с толщиной стенки менее 15 мм контролю УЗД или РД подлежат все поперечные сварные соединения по всей длине соединений.
- в местах, где PS DN 5000 бар·мм, необходим 100%-ный объем контроля от общего количества сварных стыков и сварных швов ответвлений методом УЗД или РД;
- в местах, где PS DN 3500 бар·мм, необходим 25%-ный объем контроля от общего количества сварных стыков и сварных швов ответвлений методом УЗД или РД.
Для трубопроводов, работающих при температуре 100°С и выше, необходимо подвергнуть не менее 10% муфтовых соединений методом УЗД или РД.
12.3.6 Контроль сварных соединений методом РД (ГОСТ 7512) или УЗД (ГОСТ 14782) следует проводить после устранения дефектов, выявленных внешним осмотром и измерениями, а для трубопроводов I категории, а также для трубопроводов с группой сред А(а) или работающих при температуре ниже минус 70°С - после контроля на выявление выходящих на поверхность дефектов методами магнитопорошковым (ГОСТ 21105) или капиллярным (ГОСТ 18442).
12.3.7 Метод контроля (УЗД, РД или оба метода в сочетании) выбирают, исходя из возможности обеспечения более полного и точного выявления недопустимых дефектов с учетом особенностей физических свойств металла, а также освоенности конкретного метода контроля для конкретных объекта и вида сварных соединений.
12.3.8 Перед контролем сварные соединения должны быть замаркированы так, чтобы их положение было легко обнаружить на картах контроля, радиографических снимках, и обеспечить привязку результатов контроля к соответствующему участку сварного шва.
12.3.9 При радиографическом контроле следует обеспечить чувствительность (ГОСТ 7512) для трубопроводов на PN>100, категорий I и II на уровне класса 2, для трубопроводов категорий III, IV и V - на уровне класса 3.
12.3.10 Оценку качества сварных соединений по результатам радиографического контроля следует проводить по протяженности плоских дефектов (трещины, несплавления, непровары) и объемным (поры, шлаковые включения) дефектам согласно таблице 12.4.
Таблица 12.4 - Оценка качества сварных соединений трубопроводов по результатам радиографического контроля в зависимости от величины и протяженности плоских дефектов (непровары по оси шва, несплавления и др.)
СП 53-101-98 Изготовление и контроль качества стальных строительных конструкций
1 РАЗРАБОТАН ОАО Концерн "Стальконструкция" и НИПИПромстальконструкция с участием ЦНИИПроектлегконструкция, НПП "Энергостройпром", ЦНИИпроектстальконструкция им. Мельникова, Южно-Уральского государственного университета и ОАО "Челябинский ЗМК"
Д-р техн. наук В.М.Барышев, канд. техн. наук В.Ф.Беляев, д-р техн. наук Р.Г.Губайдулин, канд. техн. наук Д.В.Кулик, д-р техн. наук В.В.Каленов, канд. техн. наук Д.М.Крамаренко, канд. техн. наук К.О.Лукьянов, А.Н.Секретов, В.Г.Столовицкий, Г.В.Тесля-Тесленко, канд. техн. наук А.К.Тиньгаев, д-р техн. наук А.Б.Павлов, В.Б.Якубовский
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий Свод правил (далее - СП) содержит общие положения по заводскому изготовлению и контролю качества стальных строительных конструкций зданий и сооружений промышленного, общественного и жилого назначения.
Положения настоящего СП рекомендуются предприятиям, организациям и объединениям независимо от форм собственности и принадлежности, осуществляющих изготовление стальных конструкций, а также органам надзора:
2 НОРМАТИВНЫЕ ССЫЛКИ
3 ОБЩИЕ ПОЛОЖЕНИЯ
3.1 Изготовление стальных строительных конструкций (далее - ССК) осуществляют предприятия и организации, имеющие государственные лицензии Российской Федерации, дающие право на изготовление конструкций соответствующих групп согласно классификации, принятой в СНиП II-23-81*.
3.2 Общие требования по проектированию и изготовлению ССК изложены в СП согласно требованиям СНиП II-23-81*.
3.3 Для запуска в производство конструкций предприятие-изготовитель на основании проектной документации разрабатывает технологическую документацию, форма и объем которой зависят от специфики производства и сложности изделий.
4 ПРИЕМКА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ, ВХОДНОЙ КОНТРОЛЬ И ХРАНЕНИЕ МЕТАЛЛОПРОКАТА, СВАРОЧНЫХ И ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ, КРЕПЕЖНЫХ ИЗДЕЛИЙ
4.1 Вся поступающая на предприятие конструкторская документация должна быть рассмотрена и проанализирована с целью:
- оценки экономической целесообразности изготовления конструкций в условиях конкретного производства;
При положительном результате проверки конструкторской документации техническим руководителем предприятия принимается решение о передаче объекта в производство. По сложным и уникальным объектам решение принимается на техническом совете предприятия.
Поступающие на предприятия от поставщиков металлопрокат (прокат), сварочные, лакокрасочные материалы и крепежные изделия при приемке должны быть проверены службой технического контроля предприятия по количеству, комплектности и соответствию стандартам, техническим условиям (ТУ), договорам о поставке, наряд-заказам.
4.2 Вид и план входного контроля устанавливают технические службы предприятия, при необходимости по согласованию с поставщиком.
4.3 На каждый принятый вагон металлопроката, вид проката, марку стали, плавку должен быть составлен приемочный акт.
- количество по теоретической массе, сортамент и марки сталей по наряд-заказам, клеймам или биркам предприятия-поставщика;
- отсутствие видимых в прокате расслоений, трещин, раковин, закатов, вмятин и общих деформаций, превышающих допустимые соответствующими стандартами и ТУ.
4.3.3 После приемки производят дополнительную маркировку проката: наносят белой краской номер приемочного акта и цветной - марку стали в соответствии с системой, принятой на предприятии.
4.3.4 На складе металла следует вести компьютерный, картотечный или журнальный учет движения проката по его приходу и расходу. Учет следует вести по каждому профилю проката с учетом марки стали и номера приемочного акта.
4.4 При приемке сварочных и лакокрасочных материалов, крепежных изделий необходимо выполнять следующие правила.
4.4.1 Проверять наличие сопроводительного документа, в котором должно быть указано наименование материала, номер партии и показатели, удостоверяющие соответствие материала требованиям нормативно-технической документации (НТД).
4.4.4 Результаты приемки оформляют приемочным актом и включают в общую систему движения материалов на предприятии.
Каким способом устраняются или исправляются подрезы
Что такое подрез в сварке и 7 способов его предотвращения
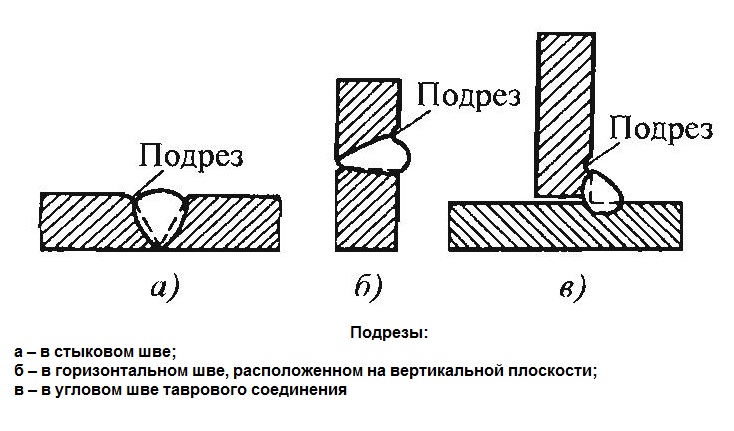
Изъян, называемый подрезом, это углубление, образующееся рядом со швом. Из-за уменьшения толщины металла на месте дефекта снижается прочность сварного соединения. Внешне подрезы выглядят как усадочные канавки по всей длине шва или на отдельных участках.

Причины возникновения
Чаще всего изъяны, называемые подрезами, получаются у неопытных сварщиков при неправильном выборе тока. Также причиной могут стать:
- плохая смачиваемость металла заготовок;
- изменение длины дуги при наложении сварного шва;
- значительные отклонения электрода от оси стыка;
- неудобное для сварки расположение заготовок;
- некачественная подготовка кромок;
- завышение скорости проведения работы;
- неправильный угол наклона электрода.
Способы предотвращения подрезов сварных швов
Риск образования дефектов сводится к минимуму, если подготовка стыка выполнена в полном объеме, а сварка проводится с соблюдением технологических правил:
- Чтобы не было подреза на сварном шве, заготовки для улучшения смачиваемости предварительно подогревают. Это улучшает растекание жидкого металла по ширине стыка, снижает вероятность образования очагов напряженности.
- При неправильном положении электрода дефекты появляются из-за неравномерного нагрева кромок. При соединении разных по толщине деталей большую часть тепла направляют на толстую кромку. Углеродистую сталь сваривают, наклоняя электрод углом вперед.
- При повышенной скорости сварки металл в центральной части шва быстро остывает, создавая по краям усадочные канавки. Однако чрезмерное снижение скорости не избавляет от проблемы. Поэтому оптимальное значение выбирают в соответствии с маркой свариваемого железа.
- Вероятность образования огрехов значительно возрастает при неверном выборе защитного газа. Углеродистую сталь сваривают в среде из смеси инертного и углекислого газа. Для работы с другими материалами тип газа выбирают в зависимости от вида свариваемого металла.
- У неопытных сварщиков дефекты чаще всего появляются при нарушении правил проведения сварочных работ. Когда диаметр электрода меньше ширины шва, приходится делать поперечные движения с большой амплитудой. После такой сварки образование подрезов неизбежно. Поэтому по возможности нужно уменьшать ширину соединения или сваривать его несколькими проходами. Чтобы не было перегрева основного металла, рабочий ток устанавливают в соответствии с толщиной заготовок. Сварку выполняют короткой дугой с постоянной скоростью.
- При наложении вертикальных швов огрехи образуются из-за сложности заполнения пространства стыка расплавленным металлом. Поэтому соединение заготовок, если есть такая возможность, следует выполнять в горизонтальном положении с меньшим расходом электродов. Чтобы исключить образование подрезов, угловые швы накладывают способом «в лодочку».
- Лучшим способом для предотвращения подрезов считается создание сварных соединений инверторами с функциями MIG/MAG. Кроме усадочных канавок эти аппараты позволяют избежать появления других изъянов на сварных швах.
Устранение подрезов
Для устранения такого дефекта участок изъяна очищают от шлака и грязи, а затем заваривают тонким швом. Желательно, чтобы у электрода был высокий показатель смачиваемости. Однако при этом увеличивается потребность в расходных материалах. Чтобы избежать непредусмотренных затрат, подрезы в сварных швах устраняют аргонодуговой сваркой неплавящимся электродом. После нагрева огрех замазывают расплавленным металлом. Однако такой метод исправления не рекомендуется, если соединение было выполнено другим видом сварки, так как внутри могут быть поры, посторонние включения и пр. Чтобы прочность не уменьшалась, участки сварного соединения с многочисленными подрезами вырубают или вырезают до основного металла и переваривают. Размер удаляемой части должен превышать длину изъяна на 1- 2 см с каждой стороны.
После исправления сварные соединения проходят повторную проверку. При выявлении дефектов отправляются на доработку. Один и тот же участок допускается исправлять в зависимости от сорта стали не более 2 — 3 раз. Это связано с изменением характеристик металла после повторной сварки. При исправлении следует учитывать, что при усилении сварного соединения снижается стойкость к вибрации.
Допускаются ли подрезы в сварных швах
Смонтированные конструкции принимают в эксплуатацию, если размеры подрезов в сварных швах не превышают указанных в ГОСТ30242-97 норм. Окончательное решение принимают после рассмотрения следующих факторов:
- размер конструкции и длина шва;
- как дефект влияет на прочность изделия с учетом начального и остаточного напряжения;
- вид и параметры изъяна;
- характеристики подреза по текучести, сопротивляемости, вязкости, пластичности;
- в каких условиях будет эксплуатироваться смонтированная конструкция;
- степень влияния дефекта на функциональность.
Прибор для замера изъянов должен иметь необходимый предел измерения. Поэтому следует внимательно изучить инструкцию, чтобы знать его возможности. Прибором с пределом до 5 мм не получится с необходимой точностью измерить дефект до 2 мм.
Даже у многоопытных сварщиков случаются подрезы, поэтому новичкам не следует расстраиваться, если не все швы получаются идеальными. Чтобы снизить количество огрехов в период обучения сварку лучше выполнять многофункциональными инверторами. Дополнительные опции такого оборудования компенсируют недостаток опыта.
Что такое подрез в сварке?
Начинающие сварщики часто задают вопросы: «Что такое подрез в сварке? Какие причины образования подрезов при сварке? Как производить ремонт подрезов сварных швов?» и в данной статье на все эти вопросы есть ответы.

Содержание
Похожие определения для данного вида дефекта сварного шва указаны и в нормативных документах на сварку ГОСТ 2601 и ГОСТ 30242:

Подрез это дефект в виде углубления по линии сплавления сварного шва с основным металлом. Подрез это углубление продольное на наружной поверхности валика сварного шва, образовавшееся при сварке.
Напоминаем, что в статье о дефектах сварных швов и в пособии о дефектах сварных швов Юхина Н.А. есть фотографии, причины и способы устранения всех дефектов сварки.
Причины образования подрезов при сварке
Причиной образования подреза при сварке является выполнение сварки либо на повышенных режимах или с большой скоростью. Также, результатом возникновения может служить выбор неправильного угла наклона к более тонкому краю детали, что в свою очередь вызывает ее перегрев.
Исследования показывают, что с уменьшением температуры твердой поверхности смачивание ее жидким металлом ухудшается и улучшается с повышением температуры. Следовательно, одним из основных факторов, влияющих на смачивание является температура. На горизонтальных плоскостях смачивание играет ключевую роль т.к. вследствие действия сил поверхностного натяжения, жидкий металл на холодной поверхности стремиться к сжиманию, сокращая свою площадь и поверхность, которую он занимает, что и приводит к образованию подреза в сварном шве. В вертикальной плоскости, т.е. при сварке угловых и горизонтальных швов, дополнительной причиной является стекания жидкого металла под действием силы тяжести.
Неправильное использование газовой защиты, неправильная техника сварки и положение при сварке являются дополнительными причинами образования подреза сварного шва.
Подрезы при сварке всегда были серьезной проблемой в сварочном производстве, поэтому в последние годы все больше производителей сварочного оборудования и материалов и предпринимают попытки решить данную проблему.
Наличие подрезов обусловливает существенную концентрацию напряжений вблизи данного дефекта и может вызвать локальное или общее разрушение конструкции. Продольные углубления снижают сечение основного металла в зоне термического влияния. В результате чего сварные швы плохо воспринимают динамическую нагрузку и в данных местах могут возникнуть трещины. При проведении испытаний сварных швов на растяжение и угол загиба разрушение металла начинается от подреза, при значительного заниженных механических показателях.
Восемь советов для уменьшения вероятности образования подрезов в сварном шве
Ниже приведены рекомендации, которые помогут уменьшить вероятность образования подрезов при сварке изделий из труб, листов, швеллеров, уголков и т.д.
Правильное тепловложение
Одной из самых главных причин образования подрезов в сварных швах является большая величина нагрева при выполнении сварки вблизи свободных краев детали в результате чего происходит более глубокое проплавление одной из кромок, что приводит к образованию канавки, которая остается после затвердевания металла сварочной ванны. Это может привести к перегреву и расплавлению близлежащего основного металла или ранее наложенного металла шва. Для предотвращения необходимо следить за тепловложением при этом уменьшая сварочный ток при приближении к более тонким участкам детали или к свободному краю изделия.
Правильный угол электрода
Как известно угол электрода играет очень важную роль для предотвращения образования дефектов при сварке. Если выполнить сварку с неправильным углом, который будет направлять больше тепла к свободным кромкам изделия, вероятность образования подреза увеличивается в несколько раз. В связи с чем необходимо использовать правильный угол, чтобы направлять больше тепла на более толстую часть детали.
Правильная скорость сварки
Сварка с большой скоростью является еще одной причиной образования подрезов на сварных швах. При большой скорости некоторая часть основного метала переходит в расплавленный металл сварного шва и в результате быстрой кристаллизации остаются углубления (канавки) по краям. Поэтому рекомендуется производить сварку в умеренном темпе потому что слишком маленькая скорость сварки не дает удовлетворительных результатов. Таким образом, конкретным условиям сварки соответствует определенный диапазон скорости, в пределах которого возможно получение швов без подрезов.
Правильный выбор газовой защиты
При сварке полуавтоматом неправильный выбор защитных газов также является одной из основных причин подрезов при сварке. Сварщик должен быть уверен, что использует правильную сварочную смесь, которая подходит именно для сварки этого металла. Применение смесей углекислоты с инертными газами обеспечивает качественные результаты при сварке углеродистых сталей.
Правильная техника сварки
Причиной образования подрезов при сварке также является попытка сварщика выполнять сварку с чрезмерными поперечными колебаниями электрода. Рекомендуется выполнять сварку с минимальными поперечными колебаниями – так называемым «ниточным швом». Размер колебаний не должен превышать допустимых значений, потому что это значительно увеличивает вероятность образования подреза в сварном шве. Для предотвращения образования данного дефекта сварного шва необходимо либо уменьшить ширину поперечных колебаний электрода, либо выполнять многослойный шов вместо однослойного.
При ручной дуговой сварке покрытыми электродами рекомендуемый размах поперечных колебаний должен составлять не более 2-3 диаметров электрода.
Правильное пространственное положение при сварке
Сварка в горизонтальном или вертикальном положении в свою очередь увеличивает вероятность образования подреза шва. В данном случае, канавка образуется из-за недостаточного заполнения вдоль зоны сплавления шва. Если есть возможность, сварку необходимо выполнять в нижнем положении.
Использовать многослойную сварку
Это самый лучший вариант для предотвращения образования подрезов при сварке. Техника наложения многослойного шва подразумевает выполнение всех вышесказанных рекомендаций и помогает добиться качественных сварных соединений с гарантированными механическими свойствами.
Использование предварительного подогрева
Предварительный подогрев снижает скорость кристаллизации металла и улучшает смачиваемость за счет меньшей разности температур между сильно нагретым металлом сварочной ванны и слабо нагретым основным металлом.
Измерение глубины подреза сварного шва
В большинстве случаев измерение подрезов сварных швов производится с помощью:
- специального прибора (глубиномера);
- универсального шаблона сварщика УШС-3, УШС-4.
Прибор для измерения глубины подреза сварного шва
Прибор для измерения глубины подреза сварного шва представляет собой опорное основание 1 в котором закрепляется индикатор часового типа со специальным наконечником индикатора. Путем установки основания на ровную поверхность необходимо выставить 0 на индикаторе, после чего прибор передвинуть к месту измерения и установить наконечник индикатора в канавку. Размер устанавливается значением на шкале индикатора.

Кстати, конструкция прибора предусматривает два типа наконечников:
- с углом 45° — для измерения глубины подреза, углублений между валиками и чешуйчатости, вогнутости корня шва;
- плоский – для измерения высоты усиления сварного шва, выпуклости корня шва, смещение кромок свариваемых деталей.

Измерение глубины подреза сварного шва универсальным шаблоном сварщика (УШС-3; УШС-4)
Измерение подреза при помощи универсального шаблона сварщика производится путем установки указателя 1 в канавку. Размер определяется напротив риски 2 по шкале 3.

Принципиального отличия в методах проведения контроля нет, поэтому чем измерить подрез сварного шва зависит только от наличия того или иного мерительного инструмента.


Допуски на подрезы в сварных швах
Конечно же лучше изготавливать конструкции без дефектов, но чаще всего это является необоснованно дорого или невозможно, поэтому всегда имеются допуски с указанием какие дефекты, их количество и размеры являются допустимыми в той или иной конструкции и не влияют на её эксплуатационные свойства. В первую очередь от назначения конструкции и требований нормативных документов зависит какого размера подрезы допускаются в сварных швах:
Чтобы узнать допуски на подрезы в сварных швах, прежде всего необходимо найти данную информацию в нормативных документ с требованиями к сварным швам.
Ремонт подрезов сварных швов
В зависимости от требований нормативных документов в некоторых случаях допускается небольшие подрезы исправлять методом зачистки без последующей сварки. Если требуется проведение ремонта с последующей сваркой — процесс исправления состоит из следующих этапов:
- Зачистка механическим способом до полного удаления дефекта
- Визуальный контроль места зачистки. Если деталь является ответственной – необходимо проведение капиллярного контроля данного места, чтобы удостоверится в полноте удаления дефекта.
- Повторная сварка данного участка сварного соединения. Желательно, при исправлении, применять сварку аргоном т.к. она позволяет более ювелирно произвести процесс наложения сварного шва.
- Визуальный и измерительный контроль места где производился ремонт подреза сварного шва. Необходимо еще раз проверить ширину и высоту сварного шва, чтобы они соответствовали требованиям чертежа и нормативных документов.
Разные способы © 2022
Внимание! Информация, опубликованная на сайте, носит исключительно ознакомительный характер и не является рекомендацией к применению.
Читайте также: