Ванночки для сварки арматуры

Как известно, наиболее прочный каркас получается при применении сварного способа соединения деталей. Для фиксации стержней арматуры встык используется так называемая ванная сварка.

Коротко о главном
Арматурный прокат представляет собой металлические прутья круглого сечения диаметром 4-80 мм. Из него формируется несущий каркас железобетонной конструкции, благодаря которому архитектурные элементы (фундамент, стены, перекрытия, колонны, дорожное полотно и т.д) выдерживают значительные нагрузки и служат не менее 20 лет.
По физико-механическим свойствам выделяют два основных типа арматуры:
1. Монтажные стержни с гладкой поверхностью класса А1 или А240. Применяются для создания пространственной части каркаса.
2. Рабочие пруты с рифленым или периодическим профилем классов А2-А6 (А300-А600, А800, А1000). Используются в качестве несущих элементов «скелета».
Арматура выпускается нескольких разновидностей. В соответствии с общепринятой маркировкой для стандартных стержней указывается только класс или индекс текучести стали (А240, А300). Прокат из термически упрочненной стали обозначается литерой «Т» (А600Т). Стальные пруты, покрытые защитной антикоррозионной оболочкой (оцинкованные, окрашенные), маркируются буквой «К» (А300К).
- электрошлаковая полуавтоматическая;
- электродуговая ручная обработка;
- контактная;
- ванно-шовная и ванная сварка;
Остановимся подробнее на последнем способе соединения прутов в единый каркас, так как именно она обеспечивает наиболее прочный и надежно защищенный от разрушающих факторов сварной шов.

Сварка стержней арматурного проката производится 2 методами:
1. Сваривание встык. Для этого используются так называемые инвентарные формы или ванночки, а также специальные подкладки (при этом применяется порошковая проволока), флюс и т.п.
2. Обработка вручную электродуговым аппаратом при помощи накладок.

Такие параметры как глубина и ширина скоб зависят от диаметра используемой арматуры. Примеры габаритов изделий и их стоимость представлены в таблице ниже.
| Диаметр арматуры, мм | Показатели, мм | Цена, рубли | ||||
| Высота | Длина | Толщина стенок | Вес, кг | Внутренний диаметр | ||
| 16 | 25 | 75 | 6 | 0,21 | 19 | 25 |
| 18 | 27 | 80 | 6 | 0,24 | 21 | 28 |
| 20 | 30 | 95 | 6 | 0,32 | 23 | 40 |
| 22 | 33 | 100 | 6 | 0,36 | 25 | 43 |
| 25 | 37 | 115 | 6 | 0,48 | 28 | 45 |
| 28 | 42 | 130 | 8 | 0,81 | 31 | 63 |
| 32 | 42 | 150 | 8 | 0,96 | 35 | 75 |
| 36 | 52 | 160 | 8 | 1,23 | 40 | 105 |
| 40 | 56 | 180 | 8 | 1,50 | 44 | 115 |
Ванночки для сварки арматуры позволяют сформировать стержни любой длины. Наиболее долговечные и удобные в работе накладки изготавливают из меди любых марок методом литья либо штампования, но они используются только в том случае, когда производится так называемая вертикальная сварка. Для создания горизонтальных швов рациональнее выбрать стальные скобы. Сложные сплавы (латунь, бронза) для ванночек не применяются.
Инвентарные формы из стали считаются одноразовыми, то есть навсегда остаются на сварном соединении, существенно увеличивая запас прочности стыка. Медные же, как показывает практика, можно использовать как многоразовые, на 80-150 швов. Стоимость их на порядок выше, поэтому об экономии речь здесь не идет.
Ванночки для сварки вертикально расположенных стержней комплектуются ограничителями, которые не дают расплавленному металлу и шлаку стекать вниз.

Механизм проведения сварки
Инвентарные формы используются чаще всего при строительстве тяжелых сооружений, многоэтажных зданий, так как с их помощью можно получить единый несущий каркас по всему периметру конструкции (фундамента, колонн, монолитных стен или перекрытий и так далее) без потери жесткости и прочности.
Сварка производится при больших токах одно- или трехфазной дугой. При этом используется от 1 до 4 электродов, которые можно купить одновременно с инвентарными формами. Инженеры заводов, как правило, могут порекомендовать комплекты, наиболее оптимальные по соотношению «цена-качество». К примеру, при температуре ниже 0 рекомендуется проводить сварочные работы током, сила (А) которого должна быть больше установленного минимум на 10%.
Перед началом концы стержней следует очистить стальной щеткой от наслоений ржавчины, окалины и грязи. Пруты должны быть установлены соосно, зазор между соседними – не более 1,5 диаметра электрода.
Сварка горизонтально расположенной арматуры производится следующим образом: в области стыка приваривается стальная ванночка, в которой формируется некоторая масса расплавленного металла. Торцы арматурного проката плавятся под воздействием температуры внутри скобы и образуется единый шов. При вертикальной обработке дополнительно используется флюс или специальная порошковая проволока, излишки шлака удаляются.
Ванная сварка арматуры: процесс, применение, плюсы и минусы

При создании сварных конструкций важную роль играет прочность и долговечность швов. Существуют различные способы таких соединений, среди которых выгоднее применять наиболее надёжные. Если используется ванная сварка арматуры, то это позволяет значительно улучшить характеристики швов. Чтобы успешно действовать таким методом, нужно понимать, как его правильно применять, знать его достоинства и недостатки.
Что такое ванная сварка
Для того, чтобы применить рассматриваемый способ, необходимо сделать следующее:
- Нужно надёжно закрепить арматурные стержни, которые предстоит сваривать. Концы должны быть неподвижны и расположены на расстоянии примерно 6 мм. У одного из них делают гладкую перпендикулярную поверхность, у другого она должна иметь наклон 30 градусов.
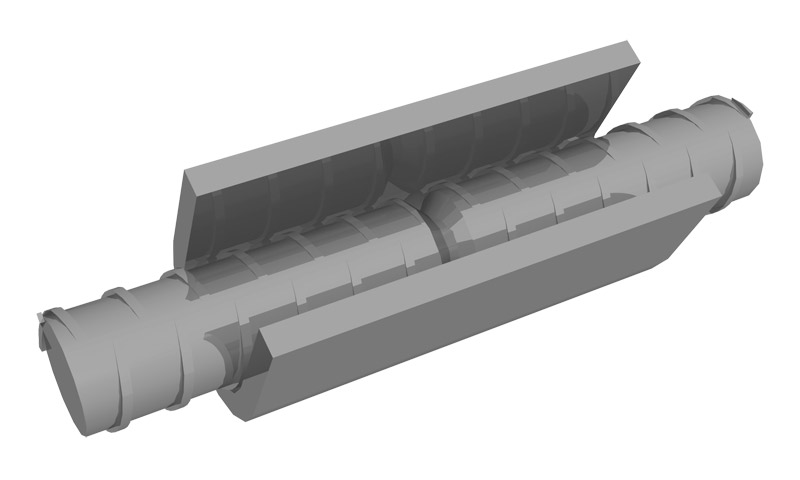
- Для этого используют устройство, которое похоже на небольшую ванночку. Оно представляет собой металлический лист, который округло согнут в виде буквы «U». При этом торцы остаются незакрытыми.
- Ванночку устанавливают таким образом, что она охватывает концы стержней, а промежуток между ними находится посередине.
- Пред началом работы ванночку приваривают в обоим стержням — к каждому в трёх или четырёх местах с боков. Её края находятся чуть-чуть выше арматуры.
- Далее непосредственно выполняется процедура сварки. Обработку начинают с самой глубокой части промежутка и продолжают, постепенно переходя наружу. После завершения этого этапа работы нужно специальным молоточком отбить шлак.
- Далее заваривают внешнюю поверхность ванны. При этом обрабатывают левый и правый промежутки между прутами арматуры и ванночкой. В результате будет полностью заварена ранее открытая часть ванночки.
После очистки от шлака и остывания — это соединение будет готово к использованию. Здесь описан наиболее распространённый метод ванной сварки. Этот способ чаще применяют для прутков диаметром 20-100 мм.

Сварка может выполняться с использованием ванночек, используемых только один раз. В этом случае деталь не становится частью соединения и может применяться многократно. Многоразовые ванные изготавливают из меди или графита. Процесс сварки в этом случае выглядит следующим образом:
- Производится зачистка концов свариваемых прутов. Их делают плоскими. Один имеет перпендикулярный край, у другого должен быть небольшой наклон.
- Перед началом работы стержни должны быть неподвижно закреплены.
- Ванночки в этом случае состоят из двух симметричных половинок. Здесь предусмотрено пространство для стержней и наклонный канал для проведения сварки.
- Половинки можно скреплять с помощью струбцин. После завершения процедуры их отсоединяют. Надо учитывать, что половинки при проведении работы сильно нагреются и разнимать их нужно очень осторожно.
- При установке ванночки важно обеспечить герметичность краёв. Для этого стержни обвязывают асбестовой лентой. При этом нужно сделать так, чтобы ванночки плотно прилегали к ним. Если стержни ориентированы вертикально, то достаточно применить асбестовую ленту только для нижней части.
- Между стержнями оставляют промежуток в несколько миллиметров. Сварку начинают с дальнего конца соединения, постепенно двигаясь наружу. При этом стараются обеспечить равномерный прогрев поверхностей. Работа будет закончена только после того, как металл полностью покроет промежуток между прутьями. Расплавляемый электрод надо равномерно двигать, что охватить все участки стыка.
В рассматриваемом случае ванночка не прикрепляется к соединению, а снимается для повторного применения впоследствии. Второй вариант используется реже, чем первый.
В обоих вариантах необходимо предварительное закрепление деталей. Это можно сделать с помощью специальных держателей или, например, с применением стальной проволоки. При установке одноразовой обжим ванночки можно сделать с помощью молотка или воспользовавшись прессом.
Перед выполнением сварки нужно тщательно очистить обрабатываемые поверхности. На них не должно остаться пыли, грязи и пятен ржавчины.
В этом ролике подробно рассказано, как выполняется ванная сварка с одноразовыми скобами:
Видео описание
Ванная сварка арматуры.
Необходимое оборудование для работы
Чтобы осуществить такую сварку, потребуется подготовить следующие материалы и оборудование:
- Ванночки для стыковки арматурных стержней подбирают с учётом их диаметра, требований к прочности и надёжности, конкретных условий работы.
- Сварочный аппарат, который может работать на одно- или трёхфазном напряжении.
- Плавящиеся электроды.
- Баллон с инертным газом. Он будет необходим для защиты места соединения. Такие приспособления имеют небольшой размер для того, чтобы обеспечить удобство использования.
- Специальная одежда и средства индивидуальной защиты от брызг расплавленного металла. Особенно важно обеспечить наличие перчаток и маски, защищающей глаза.
Когда нужно приступить к сварке, необходимо, чтобы соединяемые прутки были надёжно закреплены.
Где применяется
Ванная сварка арматуры обеспечивает высокую прочность и большую долговечность соединения деталей. Она нашла применение при строительстве фундаментов, цокольных этажей, плит, составляющих основу балконов и в других случаях, в которых востребованы эти характеристики. Ванная сварка арматуры колонн позволяет обеспечить необходимый уровень прочности.
Это видео показывает, как правильно применять многоразовые ванночки при сварке:
Ванная сварка. "Западно-уральский аттестационный центр". АСОИК.
Сварка арматуры ванным способом может пригодиться при проведении квартирного ремонта. Например, такие соединения востребованы при установке стяжки для технического слоя пола.

Достоинства и недостатки ванной сварки
Эта технологии позволяет достичь высокого уровня однородности сварочного шва. В процессе работы шлак и пузыри, содержащие инертный газ, собираются на поверхности, кардинально повышая прочность соединения.
Достоинствами рассматриваемого метода являются следующие его особенности:
- Подбор ванночки не содержит сложностей и может быть осуществлён на основе визуальных признаков.
- Применяя рассматриваемый метод можно обеспечить надёжное соединение стержней, сделанных из разных металлов.
- Такой способ соединения при ванной сварке арматуры и колонн деталей характеризуется высокой прочностью и долговечностью.
- При соединении прутков нагрев происходит равномерно, а не точечно.
- Этот метод удобно применять для сварки неподвижных элементов конструкций.
- Проведение диагностики шва при помощи гамма-лучевого метода позволит объективно оценить его качество.
- Таким способом можно сваривать стержни разных диаметров.
- Для сварки используется обычное оборудование. Здесь нет необходимости в применении дополнительных средств.
- В процессе работы разогрев прутков осуществляется равномерно, что способствует высокой прочности соединения.
- Нет необходимости в осуществлении дополнительных расходов при выполнении работ рассматриваемым способом.
При работе необходимо учитывать наличие следующих недостатков:
- Если сварщик решил использовать медные ванночки, то он должен быть готов к увеличению стоимости проведения работ.
- Высокое качество сварки может быть гарантировано только при точном соблюдении температурного режима.
- Сварка арматуры ванным способом требует проведения предварительных работ, которые могут потребовать определённого времени.
- Чтобы уменьшить количество образовавшегося шлака, нужно обеспечить постепенное остывание деталей.
Когда выполняется ванная сварка арматуры, технология требует от мастера принимать во внимание все особенности этого вида работ.

Использование ванночек
При подготовке к работе необходимо уметь правильно подобрать ванночку. Это можно сделать, основываясь на визуальных особенностях соединения. Такие ванночки нетрудно найти в продаже в специализированных магазинах. Их могут производить литым или штампованным способом, но при этом особой разницы в эксплуатационных свойствах не будет.
Ванночки могут применяться однажды или многократно. Первую разновидность делают из стали. В процессе выполнения ванной сварки арматуры — это приспособление приваривают к пруткам, что увеличивает прочность соединения. Недостатком этого варианта является необходимость для каждого раза покупать новую деталь.
Многоразовые делают из меди или графита. При их применении приваривают только концы прутов друг к другу. Ванночка служит барьером, ограничивающим растекание расплавленных веществ. После окончания использования и остывания её отсоединяют для того, чтобы применить впоследствии. Такое приспособление стоит существенно дороже по сравнению с одноразовым, однако его можно применять до 150 раз.
Многоразовые детали при сварке арматуры ванным способом могут быть сделаны в виде расширяющего раструба или в форме двух симметричных половинок. В этом случае необходимо загерметизировать промежутки между ванночкой и прутками для того, чтобы во время работы расплав не вытекал.
Для ванной сварки арматуры и колонн приспособление из листового металла можно изготовить самостоятельно. Для этого достаточно вырезать кусок нужного размера и согнуть его в U-образную форму.
Также могут применяться элементы с резьбовыми соединениями. В этих случаях на стержнях нарезают избу. У ванночки поверхность составляет примерно три четверти круговой. У неё внутри также имеется резьба. В этом случает детали можно надёжно зафиксировать. Такая ванночка является одноразовой.
Преимуществом такого варианта является простота соединения деталей. В качестве недостатка можно рассматривать необходимость наличия резьбы. Если её нет, то потребуется произвести её нарезку.

Заключение
Использование ванного способа сварки арматуры позволяет делать прочные и долговечные соединения при проведении строительных работ или ремонта. Таким образом можно обеспечить высокую надёжность швов во всех необходимых случаях даже при создании сложных конструкций. Выполнение надёжного соединения возможно только при соблюдении всех технологических требований в процессе работы.
Ванночки для сварки. Ванная сварка
Ванночки для сварки используются для соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более. Соединение выполняется при изготовлении арматурных и закладных изделий ж/бетонных конструкций. Очень часто их применяют при монтаже сборных конструкций и возведении монолита.
Технология ванной сварки
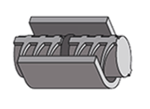
Ванная сварка — сложный технологический процесс соединения двух арматурных изделий одного или разного диаметра с применением (2) ванночки для сварки. Она является неотъемлемой частью соединения, с её помощью два или несколько стержней арматуры соединяются в один элемент. Усилия конструкции передаются частично за счет сварного шва между соединяемыми арматурами, частично за счет ванночки.
Конструкция и размеры
Вы можете заказать ванночки увеличенной длины и с увеличенными стенками.
Вы можете заказать ванночки по собственным чертежам или эскизам.
Ванночки для сварки арматуры различаются по типу в зависимости от типа соединения арматуры и от способа сварки. Различают вертикальное и горизонтальное соединения арматуры.
Ванночки для сварки, тип соединения (способ сварки): С15-Рс
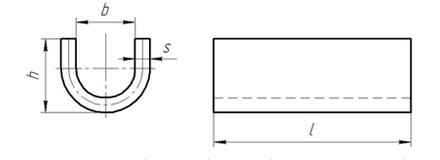
| Диаметр арматуры | Параметры ванночки | |||
|---|---|---|---|---|
| h | b | L(Аll) | s | |
| 20 | 32 | 23 | 59 | 6 |
| 25 | 38 | 28 | 69 | 6 |
| 28 | 44 | 31 | 75 | 8 |
| 32 | 48 | 35 | 83 | 8 |
| 36 | 54 | 39 | 93 | 8 |
| 40 | 59 | 43 | 101 | 8 |
Ванночки для сварки, тип соединения (способ сварки): С19-Рм
| Диаметр арматуры | Параметры ванночки | ||
|---|---|---|---|
| H | L(Аlll) | S | |
| 20 | 32 | 52 | 6 |
| 22 | 34 | 56 | 6 |
| 25 | 38 | 62 | 6 |
| 28 | 44 | 68 | 8 |
| 32 | 48 | 76 | 8 |
| 36 | 54 | 86 | 8 |
| 40 | 59 | 94 | 8 |
| Диаметр арматуры | Параметры ванночки | ||
|---|---|---|---|
| H | L(Аlll) | S | |
| 20 | 19 | 59 | 8 |
| 22 | 20 | 63 | 8 |
| 25 | 21,5 | 69 | 8 |
| 28 | 25 | 75 | 10 |
| 32 | 27 | 83 | 10 |
| 36 | 29,5 | 93 | 10 |
| 40 | 31,5 | 101 | 10 |
Покрытие (покраска)
Ванночки для сварки арматуры поставляются без покрытия.
Цену на ванночки для сварки (мин. заказ от 100 шт.) Вы можете узнать, отправив запрос по форме ниже.
Описание
Современное строительство — это сложный технологический процесс, который нуждается не только в крупном оборудовании, но в небольших устройствах очень конкретного назначения. Этими устройствами являются, например, ванночки для сварки арматуры.
При строительстве каркасно-щитовым методом, который используется при возведении нестандартных и стандартных зданий, производственных цехов, сельскохозяйственных объектов, рабочим приходится сваривать арматуру разной длины, диаметра и типа.
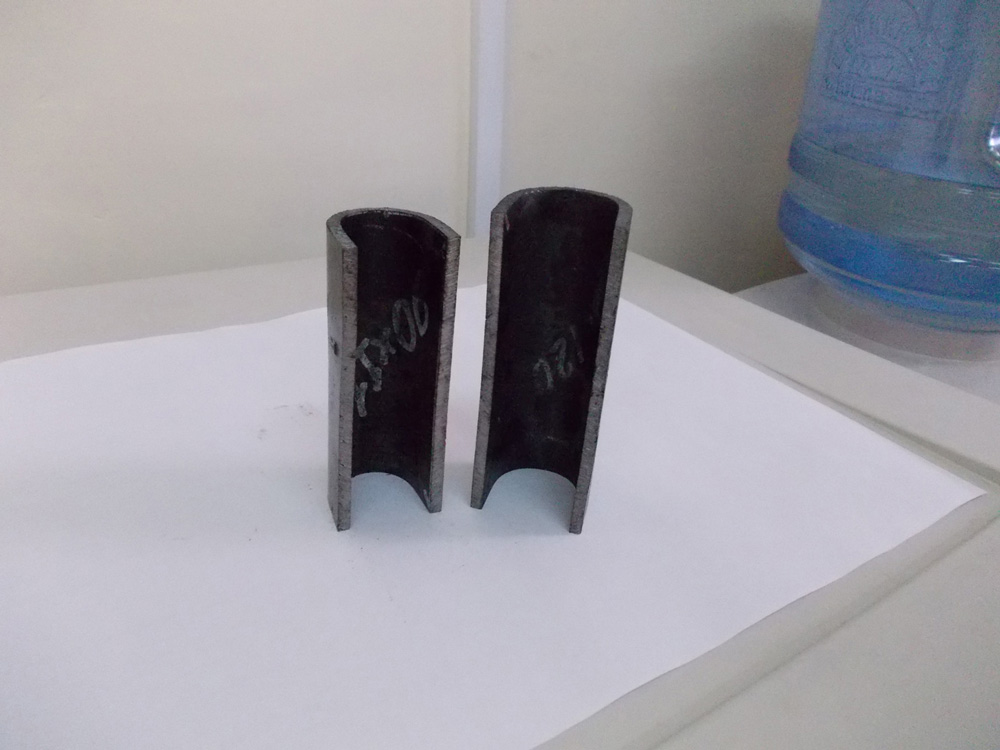
Тут не обойтись без ванночек для арматуры. Они могут иметь другое техническое наименование — их часто называют скобами-накладками. Они используются для стыковки нестандартных арматурных стержней длина которых превосходит прокатную. Изделия представляют собой вогнутую емкость, имеющую в поперечном сечении подковообразную форму. С помощью ванночек для сварки арматуры рабочие и сварщики создают единые силовые каркасы. Эти конструкции хорошо выдерживают проверку на прочность и жесткость по всей длине. Сварные ванны должны изготавливаться в заводских условиях на современном оборудовании, чтобы обеспечивать качество техпроцесса по ГОСТу или ТУ.
Строительство не терпит простоев и срывов сроков, поэтому сварных ванн должно быть много. Обычно их покупают в стандартном варианте, определенного диаметра. Но иногда проект предусматривает нестандартные решения и могут понадобиться устройства по индивидуальным размерам.
Сроки реализации
стандартных и нестандартных заказов
Если вам необходимо узнать время изготовления нестандартной формы, чтобы рассчитать время на соблюдение техпроцесса, свяжитесь с нами. Мы расскажем о сроках изготовления, которые вы сможете учесть при планировании. Наш завод предлагает купить ванночки для сварки арматуры в Москве и МО по очень привлекательной цене.
Технология сварки арматуры ванным способом
Все строительные процессы имеют государственные стандарты, которые определяют, как их надо проводить. В стандартах четко обозначено, какие материалы должны использоваться, какие технологии и последовательность проводимых операций. Сварка арматуры – не исключение.

- В таблице под номером «1» обозначены виды сварки арматуры: стыковое, крестообразное, тавровое и нахлесточное. В стыковую категорию входит сварка при помощи ванночки или по-другому: инверторная форма. То есть, таким способом можно варить арматурные стержни, установленные стык в стык.
- В таблице №30, которая называется «Термины и Пояснения», дано понятие арматурной сварки ванным способом. В таблице написано, что ванная сварка – это процесс, при котором расплавление стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла.
Обратите внимание на слово – в основном – которое говорит о том, что не только расплавленный металл расплавляет арматурные стержни. Поэтому разберемся в технологии сварки арматуры ванным способом досконально.

Требования к технологии соединения ванным методом
Начнем с того, что сварка арматуры ванным способом – процесс, в котором кроме электродов и сварочного аппарата используется специальное приспособление сечением U-образной формы, изготовленное из низколегированной стали методом штамповки. Это первое.
Второе – размеры ванночки определяются диаметрами стыкуемой арматуры. Единственная стандартная величина – толщина используемой для изготовления ванночки стали, равная 6-8 мм. Сразу оговоримся, что приспособление является одноразовым. При окончании сварки оно остается на месте проведения стыковки арматуры, как неотъемлемая часть соединения. Таким образом ванночка дополнительно усиливает стык.

Надо добавить, что кроме стальных инверторных форм при сварке двух арматурных прутьев используют медные или графитовые. Оба варианта являются многоразовыми, то есть после окончания работ ванночки снимаются, очищаются, их снова можно использовать на другом стыке. Это большой плюс, но есть у этих форм большой минус – высокая цена. Поэтому чаще всего строители используют стальные формы.
Третье требование – стыковка двух концов арматуры производится по одной оси с допуском в пределах половины диаметра прутьев. Зазор между торцами – не больше 1,5 диаметра арматуры. При этом ванная сварка арматуры может быть использована и при горизонтально расположенном стыке, и при вертикально расположенном.
Внимание! В последнем случае к ванночке добавляется стальной ограничитель, который приваривается к форме снизу. Именно он не дает расплавленному металлу вытекать.
Четвертое – соединять таким методом можно прутки диаметром 20-100 мм, если применяется ручная сварка.
Пятое требование касается способов сварки. Здесь три позиции:
- ручная,
- автоматическая (используется специальное сварочное оборудование с автоматической подачей электрода и движением держателя электрода),
- полуавтоматическая (движение держателя ручное, подача электрода автоматическая).
Как и все процессы, технология ванной сварки делится на два этапа: подготовка и сама сварка.
Подготовительный процесс
Сюда входит две операции:
- Очистка концов арматурных стержней металлической щеткой до блеска. Основная задача – удалить участки ржавчины, грязи, краски и прочих материалов, препятствующих получить высокое конечное качество. Размер очистки – 30 мм (минимум) на каждом конце.
- Приварить к нижним плоскостям стыкуемых стержней точечной приваркой инверторную форму. Она будет создавать емкость, в которой будет собираться расплавленная сталь.
Основной этап
Сразу надо оговориться, что основной металл, который будет заполнять собой ванночку – сталь арматуры. Поэтому электрод подводят к торцу одного из стержней и начинают его расплавлять, двигая расходником по всей площади торца: круговыми движениями или из стороны в сторону. Затем работа переходит на противоположный торец соединяемой арматуры. И так поочередно до полного заполнения ванночки расплавленным металлом.
Внимание! Все движения должны быть легкими, потому что расплавка производится при высоких токах. К примеру, если используются электроды диаметром 7-8 мм, то к ним подается ток силой 400-450 ампер.
Сварка арматуры продолжается до тех пор, пока расплавленная сталь не закроет собой соединяемые стержни. На этом работа не заканчивается, надо правильно провести окончательные манипуляции, чтобы равномерно еще раз прогреть весь собранный в форме металл для равномерного его остывания. Просто электродом вращают между концами соединяемой арматуры, но не сильно. Теперь можно заканчивать процесс ванной сварки.
Даже самая небольшая по объему ванночка не заполниться металлом, если используется для расплавки один электрод. Как минимум, будет израсходовано 4-5 расходников. Поэтому сварщик, который выполняет данный вид сварки, должен обладать опытом и навыками, где основной – скорость замены электродов. На это выделяется не более 5 секунд. После этого временного периода сталь просто начнет застывать. И все проделанные манипуляции – ноль. Неравномерно остывающий металл – снижение качества соединения.
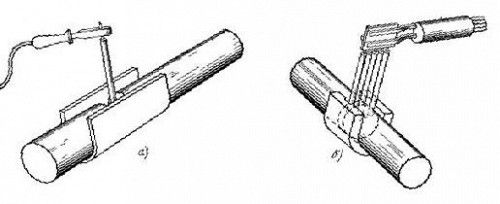
Сварка гребенкой и несколькими электродами
Этот способ называется многоэлектродной сваркой, где используется специальный держак, называемый гребенкой. В него вставляется сразу несколько электродов (3-5 шт.). Принцип расплавления арматуры здесь точно такой же, как и в случае с одним расходником. Но есть и свои особенности.
- Зажигают дугу электродов не об арматуру, а об металлическую ванночку, чаще о ее днище. Просто об один торец одновременно сразу несколько электродов не разжечь.
- Для упрочнения стыка электроды периодически опускают в расплавленный металл, чтобы прогреть его.
- Можно зазор между прутками арматуры не оставлять, прижимая их плотно друг к другу.
- При вертикальном расположении арматуры не стоит сильно отклонять электроды от перпендикулярности к оси соединения.
Этот способ при соединения арматуры внутри бетонных конструкций используется редко. Он непростой, не все сварщики им владеют. Лучше для этого использовать разъемные формы из меди или графита, что увеличивает себестоимость процесса.
Режим сварки
Ванная технология соединения арматуры чаще всего используется для стыковки прутьев большого диаметра. Поэтому режим сваривания – один из важных критериев добиться высокого качества стыка. В состав режима входят: диаметр электрода, сила тока, и все это зависит от диаметра свариваемых арматурных стержней. Зависимость здесь такая:
| Диаметр арматуры, мм | Диаметр электрода, мм | Сила тока, А |
| 20-25 | 5 | 230-260 |
| 36, 45 | 6 | 300-330 |
| 60 | 7 | 420 |
| 70 | 8 | 500 |
Так как сварка этого типа связана с использованием токов большой величины, то важная составляющая проводимого процесса – техника безопасности. Важно перед началом соединения арматуры с помощью ванной сварки удостовериться, что используемое оборудование, инструменты и приспособления находятся в технически исправном состоянии. Большое внимание надо уделить заземлению, спецодежде и сварочной маске. Обязательно места проведения сварки оборудуются первичными средствами пожаротушения.
Преимущества и недостатки ванной сварки арматуры
К преимуществам можно отнести:
- рациональный расход исходных материалов;
- высокое качество соединения;
- отточенная технология, которая позволяет добиться высокого качества;
- разнообразие инверторных форм, что позволяет сделать выбор точно под размеры арматуры.
Отрицательные стороны технологии:
- более требовательная подготовка, занимающая много времени, особенно это касается точного выставления концов двух соединяемых арматурных прутьев;
- большой расход стальных ванночек;
- высокая цена медных форм.
Итак, ванный способ соединения арматурных стержней, если его правильно проводить, это высокое качество конечного результата. Шов получается прочным и надежным. Место стыка гибким, как у сплошной арматуры, что позволяет выдерживать нагрузки на изгиб.
Читайте также: