Схема инвертора для сварки алюминия
Сварка алюминия - это всегда актуальная тема среди водномоторной братии . Только вот аргонщики уже давно с ценами оборзели , магазы с китайскими клонами , китайскИХ же клонов сварочных аппаратов ваще никогда совести не имели .
Не дуду рассказывать про синергетику , кубы , пульсы , импульсы и т.д. , расскажу как собрать сварочный аппарат из того , что под руками в гараже валяется . Надеюсь кто нибудь поделится и своим опытом в этом деле .
Сварочный аппарат по алюминию ( в принципе ) состоит из 3 составных частей .
1, Источник сварочного тока .
2, Газовое оборудование .
3, Осциллятор .
Источник сварочного тока
Для наших целей подойдёт любой сварочный трансформатор , который в прошлой жизни уверенно варил электродами диаметром от 3 мм.и больше .
Ну понятно , что это трансформатор выдающий переменный ток , постоянка не нужна ! Если есть диодный мост , то его надо отключить .
Св. трансформатор может быль любого типа , но он должен иметь регулировку сварочного тока . Это может быть и крутилка сверху ( как на дроссельных аппаратах ) , так и сварочник с балластным сопротивлением ( балластником ) в любом исполнении , как в заводском , так и в виде пружины , спирали или просто набора тенов ( таких как в обогревателях ).
Если сеть у вас "просажена " очень желательно использовать сварочник с питанием от 380в ( то есть с подключением на две фазы ) , но можно и на 220 в .
Газовое оборудование ( условно говоря )
Оно состоит из баллона с аргоном , редуктора ( кислородного , азотного и тому подобных ) шланги , горелка .
Горелки продаются в магазах , нам нужна горелка воздушного охлаждения ( с жидкостными не стоит заморачиваться в гаражных условиях ) .
Пару слов касаемо редуктора . Себе поставил два редуктора , последовательно друг за другом . Регулировка газа стала очень плавной , ровной , "без плевков" . Можно ещё и расходомер аргона поставить , но это если интересно заморочиться . Достаточно просто поднести горелку к щеке или глазу , что бы определить необходимый расход аргона .
Осциллятор
Вот в нём обычно и возникала загвоздка .
Я их переделал несколько вариантов . Расскажу про два самых удачных . Принципиальная схема у них одна и та же.
Один собран на трансформаторе от неоновой подсветки и имеет на выходе 10000 вольт ( это много он иногда пощипывает ) Ещё из за высокого напряжения , кожа на руках начинает как бы подгорать и к вечеру руки имеют запах , как будто тебя целый день на костре жарили и не отмывается этот запах гари .
К недостаткам этой конструкции можно отнести не очень стабильную работу на малых токах и дефицит используемых деталей ( например высоковольные конденсаторы трудно найти ) .
Но осциллятор безусловно рабочий .
Ещё один вариант осциллятора собран мною на основе трансформатора из микроволновки . Недостатков я не заметил . Отлично варит на малых токах ( да на любом токе - без проблем ) . Легко доступные детали , компактность , простота в изготовлении , абсолютно не бьёт током , не поджаривает сварного , допускает сварку " на массу " , имеет минимальные утечки " высокого напряжения на землю " , с ним аппарат варит очень мягко , "прощает ошибки " при сварке . Ну короче сам не нарадуюсь до сих пор .
Сварочный осциллятор — устройство и изготовление своими руками
Чтобы облегчить задачу выполнения сварочных работ с деталями из цветных металлов и нержавеющей стали, необходимо использовать сварочный осциллятор. Это полезное приспособление, решающее задачи поджога сварочной дуги и ее поддержания в стабильном состоянии, одинаково успешно может использоваться и в производстве, и в быту.

Сварочный осциллятор марки ВСД-02, используемый для стабилизации горения дуги
Разбираемся в конструкции и принципе действия осциллятора
Сварочные осцилляторы, способные работать с источниками переменного и постоянного тока, необходимы для того, чтобы одновременно повысить как величину напряжения, так и частоту электрического тока. Если на входе такого устройства напряжение составляет 220 В, а частота тока – 50 Гц, то на выходе уже получается 2500–3000 В и 150000–300000 Гц. Продолжительность импульсов, которые создает осциллятор, составляет десятки микросекунд. Мощность этих устройств, с помощью которых в сварочную цепь поступает ток высокой частоты и с большим значением напряжения, – 250–350 Вт.
Технические возможности, которыми обладает осциллятор, обеспечиваются его конструкцией и характеристиками его элементов.
Электрическую схему аппарата составляют следующие компоненты:
- колебательный контур, выступающий в роли искрового генератора затухающих колебаний (в состав такого контура входят конденсатор и катушка индуктивности – подвижная обмотка высокочастотного трансформатора);
- разрядник;
- дроссельные катушки в количестве двух штук;
- повышающий трансформатор;
- трансформатор высокой частоты.
Функциональная схема осциллятора
Кроме того, осциллятор содержит элементы, обеспечивающие безопасность как самого устройства, так и сварщика. К таким элементам относятся конденсатор, защищающий сварщика от удара электрическим током, и предохранитель, размыкающий электрическую цепь при пробое конденсатора.
Осциллятор, который используется в паре со сварочным аппаратом, работает по следующему принципу. После прохождения по обмоткам повышающего трансформатора напряжение поступает на конденсатор колебательного контура и начинает заряжать его. Когда конденсатор заряжается до величины, предусмотренной его емкостью, он выдает разряд на разрядник, что приводит к пробою. После этого колебательный контур оказывается закороченным, что и вызывает возникновение резонансных затухающих колебаний. Высокочастотный ток, формирующий эти колебания, через блокировочный конденсатор и обмотку катушки поступает на сварочную дугу.

Пример изготовления платы осциллятора
Блокировочный конденсатор устроен таким образом, что через него может свободно проходить только ток высокой частоты, отличающийся и большим значением напряжения. Низкочастотный ток через такой конденсатор проходить не способен из-за слишком большого сопротивления. Благодаря данной характеристике блокировочного конденсатора через него не может пройти и низкочастотный ток от сварочного аппарата, что защищает осциллятор от короткого замыкания.
Виды сварочных осцилляторов
Осциллятор, который при желании нетрудно сделать и своими руками, может относится к:
- устройствам непрерывного действия;
- аппаратам с импульсным питанием.
При помощи осцилляторов первого типа к сварочному току добавляется ток высокой частоты (150–250 кГц) и с большим значением напряжения (3000–6000 В). Зажигание такой дуги может осуществляться даже без прикосновения электрода к поверхности соединяемых заготовок, а горит дуга очень устойчиво даже при небольших значениях тока, поступающего от сварочного аппарата. Это возможно благодаря высокой частоте тока, который выдает осциллятор. Что важно, ток с такими характеристиками не опасен для сварщика, выполняющего работу с использованием этого устройства.
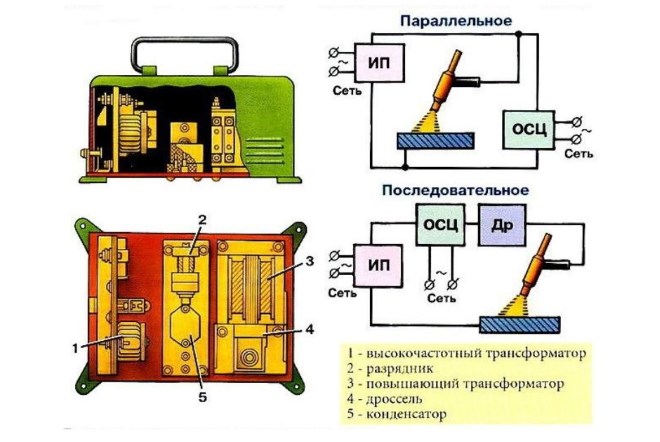
Параллельное и последовательное подключение осциллятора
Электрическая схема, в которой задействован осциллятор первого типа, может предусматривать его параллельное или последовательное подключение. Большей эффективностью отличаются устройства, которые подключены к электрической цепи сварочного аппарата последовательно. Объясняется это тем, что в их схеме не применяют за ненадобностью защиту от высокого напряжения.
Сварочный осциллятор с импульсным питанием требуется преимущественно при сварке, которая выполняется на переменном токе. Кроме первоначального зажигания сварочной дуги, устройство такого типа обеспечивает ее поддержку при смене полярности переменного тока, которая происходит постоянно. Осцилляторы первого типа в условиях постоянной смены полярности переменного тока плохо справляются с повторным зажиганием дуги, что негативно сказывается на качестве выполнения сварочных операций.
К бесконтактному зажиганию сварочной дуги также способны осцилляторы, в электрической схеме которых имеются конденсаторы, накапливающие заряд от специального зарядного устройства. В те моменты, когда необходимо выполнить повторное зажигание дуги, эти конденсаторы разряжаются, и электрический ток их разряда подается в дуговой промежуток. Электрическая схема такого сварочного осциллятора содержит в себе устройство, которое обеспечивает синхронизацию разрядов конденсатора в те моменты, когда электрический ток дуги проходит через ноль.
Что касается правил использования осцилляторов, необходимо учесть, что сварку алюминия с их помощью выполняют на переменном токе, а нержавеющей стали – на постоянном токе прямой полярности.
Правила эксплуатации осцилляторов
Применение осциллятора для сварки алюминия, других цветных металлов или нержавеющей стали требует соблюдения ряда несложных правил, которые сделают работу с таким устройством комфортной и безопасной.
- Использовать осцилляторы можно как в помещениях, так и вне их.
- Не рекомендуется применение сварочных осцилляторов на открытом воздухе, если на улице идет дождь или снег.
- Работать с такими устройствами разрешается при температуре окружающего воздуха от –10 до +40 градусов Цельсия.
- Использовать осцилляторы допустимо при уровне влажности окружающего воздуха, не превышающей 98%.
- Атмосферное давление, при котором можно использовать такие устройства, должно находиться в интервале 85–106 килопаскалей.
- Не рекомендуется использовать такое устройство в помещениях, атмосфера которых сильно загрязнена пылью, едкими парами и газами, которые могут разрушить изоляцию и металл.
- Начинать работу со сварочным осциллятором можно лишь в том случае, если он надежно заземлен.
- Перед началом работы всегда следует проверять, правильно ли устройство подключено в сварочную цепь и исправны ли его контакты.
- Кожух осциллятора в процессе выполнения сварочных работ всегда должен быть надет на него, снимать его можно только тогда, когда устройство отключено от электрической сети.
- Рабочая поверхность разрядника должна всегда содержаться в чистоте, на ней не должно быть следов нагара. В случае появления нагара от него необходимо избавиться с помощью шлифовальной шкурки.
Такое устройство, которое поможет вам выполнять сварку цветных металлов и нержавейки, можно не только купить, но и сделать своими руками.
Как своими руками сделать осцилляторное устройство
Как уже говорилось выше, осцилляторы позволяют зажигать сварочную дугу без касания электродом поверхности соединяемых деталей, а также поддерживать ее стабильность в процессе горения. Обеспечивается такая функциональность данного устройства за счет того, что на электрический ток, поступающий от сварочного аппарата, накладывается ток, обладающий высокой частотой и большим значением напряжения. Используется такое приспособление, которое можно сделать и своими руками, преимущественно для сварки деталей из алюминия.
Для изготовления самодельного сварочного осциллятора можно воспользоваться наиболее простой и распространенной схемой. Основным элементом схемы такого устройства является трансформатор, который обеспечивает увеличение значения напряжения со стандартных 220 до 3000 В. Основную трудность при изготовлении осциллятора своими руками представляет разрядник, через который и проходит мощная электрическая искра.
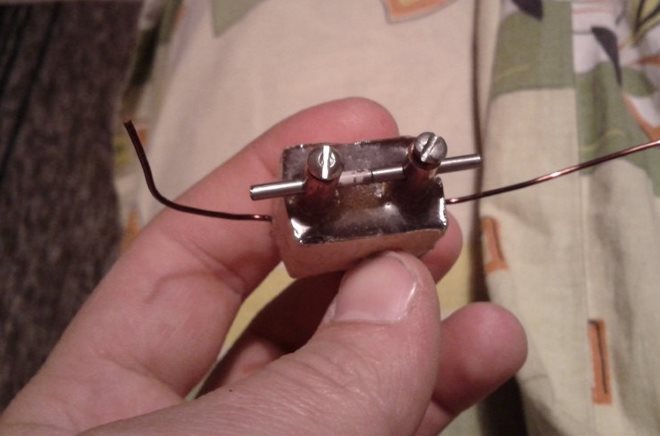
Самодельный одноискровый разрядник
Важнейшим элементом схемы сварочного осциллятора выступает колебательный контур, в котором обязательно должен присутствовать блокировочный конденсатор. Такой контур, в состав которого входят также разрядник и катушка индуктивности, решает основную задачу осциллятора – генерирование затухающих высокочастотных импульсов, облегчающих зажигание сварочной дуги и ее поддержание в стабильном состоянии.
Как серийный, так и сделанный своими руками, такой аппарат может быть выполнен по двум основным схемам: непрерывного и импульсного действия. Осцилляторы, работающие по схеме непрерывного действия, считаются менее эффективными, в их конструкции необходимо использовать устройства, защищающие их от повышенного напряжения. Более эффективными являются импульсные осцилляторы, которые обеспечивают быстрое зажигание сварочной дуги и ее стабильное горение при работе на переменном токе.
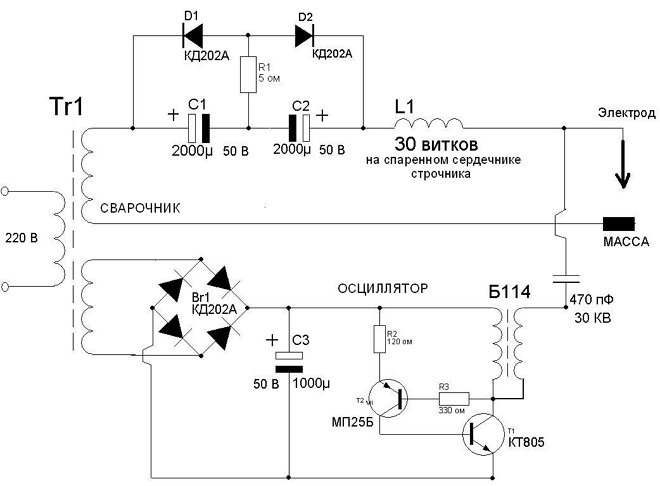
Принципиальная схема сварочного аппарата с осциллятором
Приступая к изготовлению самодельного сварочного осциллятора, необходимо разобраться в электрической схеме такого устройства и правильно подобрать все составные элементы, в первую очередь, высоковольтный трансформатор.
Основным элементом управления осциллятором является кнопка, которая одновременно включает разрядник и отвечает за подачу защитного газа в область выполнения сварочных работ. Сами высокочастотные импульсы, обеспечивающие эффективное выполнение сварочных работ, вырабатывают разрядник и высоковольтный трансформатор. Выходными элементами такого устройства являются два контакта – плюсовой и минусовой. Первый, подающийся от высоковольтного трансформатора, подключается к горелке сварочного аппарата, второй – к свариваемым деталям.
Для того чтобы своими руками изготовить такое устройство, значительно упрощающее процесс сварки деталей из цветных металлов и нержавеющей стали, достаточно обладать элементарными знаниями электротехники и навыками сборки электрических устройств.
Конечно, можно приобрести такое устройство в магазине или на строительном рынке, но это обойдется вам недешево. Если использовать его вы собираетесь не постоянно, а время от времени, то есть смысл изготовить его своими руками.
Самое главное, что следует учитывать при сборке и использовании самодельного сварочного осциллятора – это требования по технике безопасности при работе с устройствами, питающимися электрическим током. В рамках соблюдения таких требований очень важно строго придерживаться правильности сборки электрических схем, а также использовать для этого только те компоненты, которые оптимально подходят по своим характеристикам.
Принципиальная схема сварочного инвертора: разбираемся в деталях
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.

Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.

Количество разъемов и органов управления на передней панели во многом говорят об возможностях сварочного инвертора
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
- плавящимся и неплавящимся электродами;
- сварки по полуавтоматической и автоматической технологиям;
- плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии. При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы.

Мобильность – одно из преимуществ инверторных аппаратов
Что включает в себя конструкция сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
- блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
- силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
- блок питания элементов слаботочной части электрической схемы инверторного аппарата;
- ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
- блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
- органы управления и индикации.
Как работает сварочный инвертор
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
В наиболее простом изложении принцип работы инвертора выглядит так.
- Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
- После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
- Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
- После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.

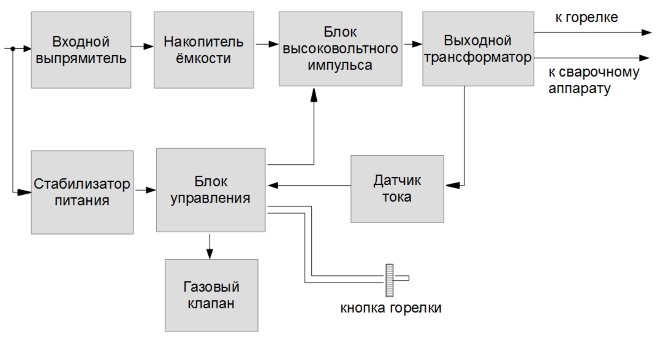
Блок-схема сварочного аппарата инверторного типа
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Процессы, протекающие в электрической схеме сварочного инвертора
Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.

Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)

Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)

Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.

Компоненты сварочного инвертора на примере самодельного аппарата
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.

Блок питания инвертора
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.

Транзисторы для силового модуля сварочного инвертора
Элементы защиты инвертора и управления им
Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие (RC) цепи. Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение.

Радиаторы и вентиляторы системы охлаждения занимают значительное пространство внутри инвертора
Из-за того, что конденсаторы фильтра после своей зарядки могут выдавать ток большой силы, который в состоянии сжечь транзисторы инвертора, аппарату необходимо обеспечить плавный пуск. Для этого используют стабилизаторные устройства.
В схеме любого инвертора имеется ШИМ-контроллер, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него – на разделительный трансформатор, имеющий одновременно две выходные обмотки. ШИМ-контроллер посредством других элементов электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. При расхождении значений последнего с заданными параметрами операционный усилитель и формирует управляющий сигнал на контроллер. Кроме того, на операционный усилитель поступают сигналы от всех защитных контуров. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Как у любых сложных технических устройств, у сварочных инверторов есть и ряд недостатков, о которых также необходимо знать.
- Инверторы отличаются высокой стоимостью, на 20–50% превышающей стоимость обычных сварочных трансформаторов.
- Наиболее уязвимыми и часто выходящими из строя элементами инверторных устройств являются транзисторы, стоимость которых может составлять до 60% цены всего аппарата. Соответственно, ремонт сварочного инвертора является достаточно дорогостоящим мероприятием.
- Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Для того чтобы применять такое устройство в полевых условиях, необходимо подготовить специальную закрытую и отапливаемую площадку.
При сварочных работах, выполняемых с использованием инвертора, нельзя использовать длинные провода, так как в них наводятся помехи, отрицательно отражающиеся на работе устройства. По этой причине провода для инверторов делают достаточно короткими (порядка 2 метров), что вносит в сварочные работы некоторое неудобство.
Аргонная сварка своими руками – схема, фото, видео
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
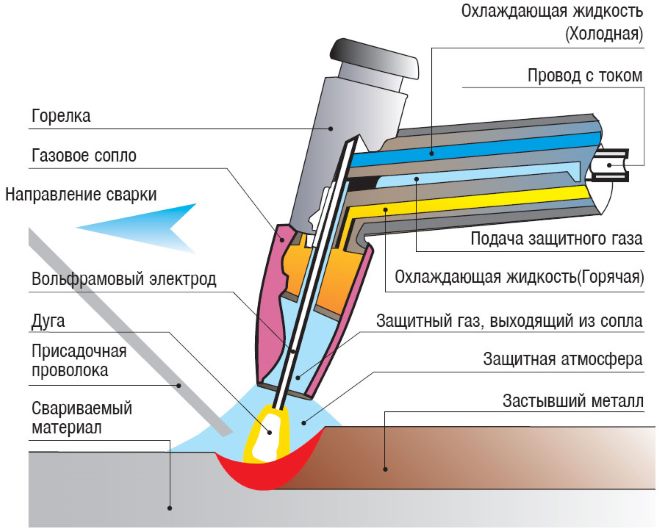
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
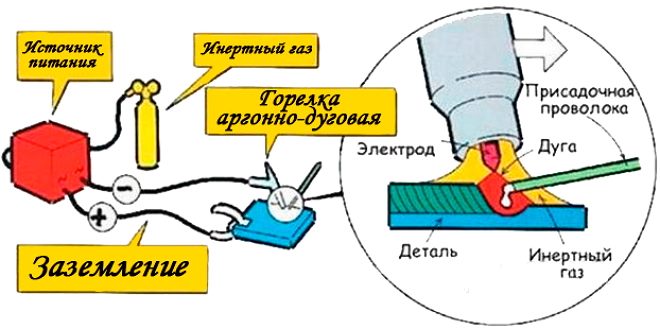
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
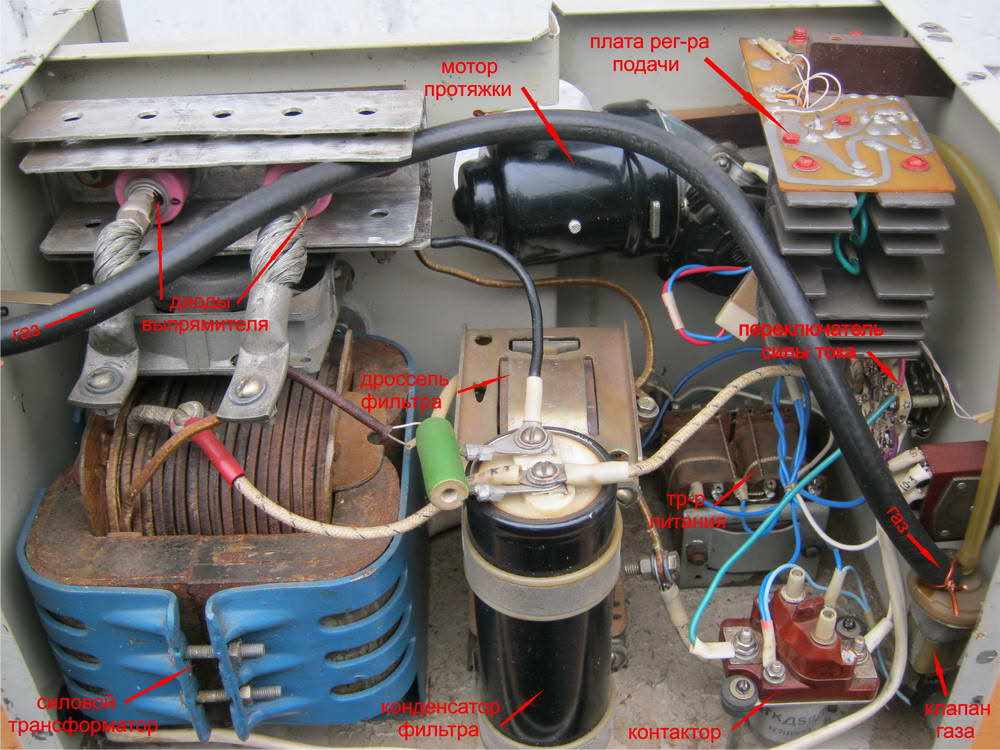
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.

Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.

Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.

Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.

Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Самодельная сварка аргоном. Осциллятор своими руками
Прикупил себе товарищ сварочный инвертор аргонно-дуговой сварки для разных металлов. В основном таких как нержавейка и алюминий в среде газа аргон, но вот незадача такой тип сварки не подходит для сварки алюминия. Задал я вопрос на форуме, рекомендовали менять местами массу и держак, но при таком подключении вольфрамовый электрод просто сгорает. Рекомендовали варить переменным сварочником, якобы алюминий лучше варить переменным током, при таком токе шов получается качественный. Было решено купить сварочник переменного тока, но для него нужен осциллятор. Вот и дал он мне такую задачку собрать для него осциллятор
Осциллятор это такой прибор, который нужен для бесконтактного розжига дуги. Дуга разжигается за счет высоковольтного напряжения между контактами, к примеру как в свече двигателя внутреннего сгорания искра пробивается на расстоянии. По такому же принципу работает осциллятор
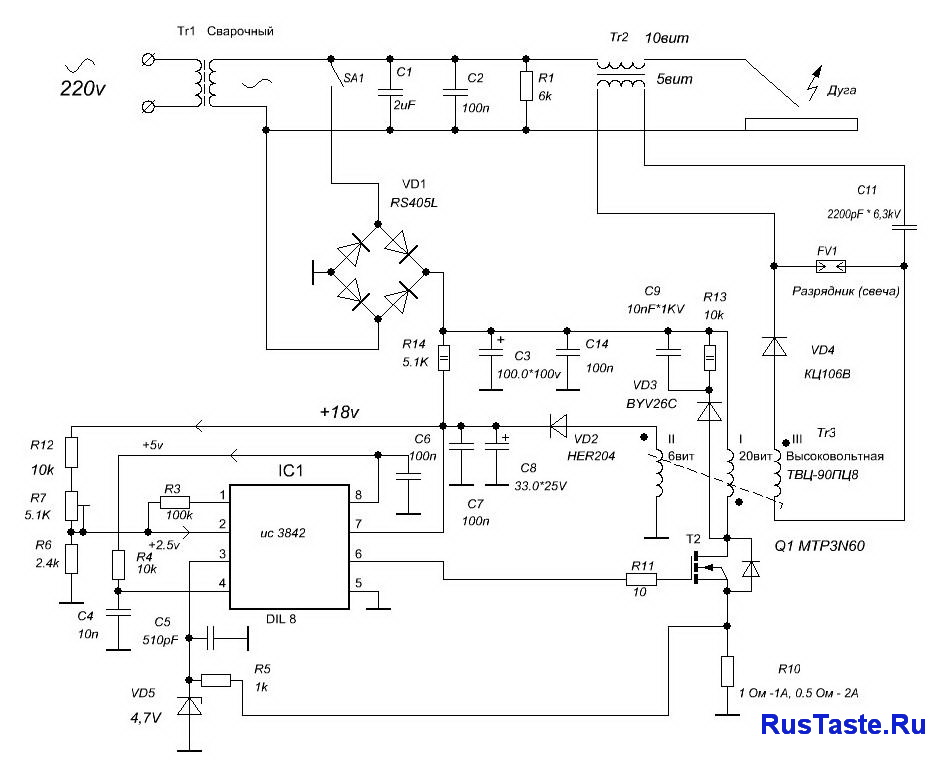
В поисках хорошей схемы долго я скитался по просторам рунета, схемы все время чем то не нравились, но вот наткнулся на каком то форуме на схему от Евгения. Выкладываю схему в оригинале
Человек построил схему на базе принципиальной схемы обратнохода на UC3842-5 и трансформатора строчника телевизора. Мне эта идея очень понравилась, но к сожалению у меня нет этой микросхемы и я решил сделать схему на базе таймера NE555.
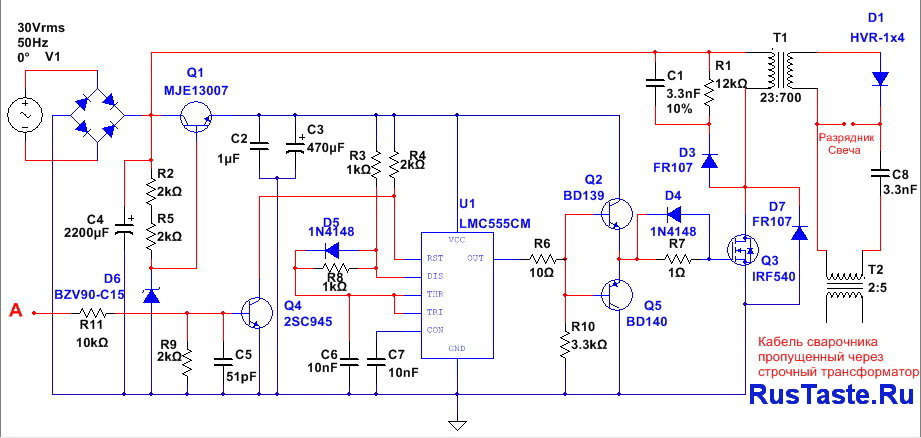
На базе NE555 можно собрать неплохой генератор прямоугольных импульсов, усилить его драйвером на транзисторах для управления полевым транзистором и гонять преобразующий трансформатор.
Разберу схему с начала. Питать осциллятор решил от отдельного блока питания 30В, после диодного моста напряжение примерно 45В. На Q1R2R5D6C2C3 собран источник опорного напряжения для питания генератора и драйвера. На R3R4R8D5C6C7 и таймере 555 собран генератор прямоугольных импульсов скважностью 60%, R6Q2Q5 драйвер для управления Q3. C1R1D3 RCD клампер для подавления выбросов с трансформатора.
После трансформатора высокое напряжение свыше 1000В поэтому установлен высоковольтный диод HVR-1×4, такой диод можно найти в микроволновке, он способен выдержать до 12кВ. Между плюсом и минусом установлен разрядник из свечи с мопеда, после через конденсатор установлен развязывающий трансформатор, через который пропускается сам сварочный кабель. Второй трансформатор уже подает высоковольтное напряжение на держак и массу
В точке А схема осциллятора соединяется с датчиком тока, он необходим для работы осцилятора в нужный момент. То есть когда дуга не зажжена и ток не течет через кабель, осциллятор работает выдавая высоковольтное напряжение. Когда дуга зажигается, через датчик тока на трансформаторе проходит какой то ток, с трансформатора на компаратор поступает напряжение, компаратор открывает транзистор C945 и работа осциллятора останавливается. Эта мера необходима, что бы осциллятор работал только для розжига и поддержания дуги когда она затухает, все остальное время осциллятор как бы в режиме ожидания
Датчик тока построен на повторителе из первого ОУ, для согласования напряжения с датчика и компаратора, и собственно самого компаратора, который сравнивает опорное напряжение с напряжением с датчика тока. В качестве датчика тока выступает обычный трансформатор 50ГЦ, как расчитать его описано в статье Расчет трансформатора тока
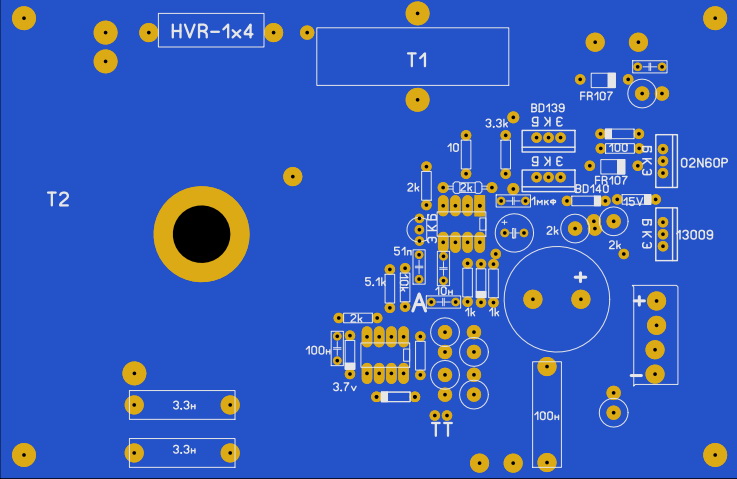
Со схемой немного определился и принялся за разводку платы, кусок текстолита взял 160*100мм
Разводя печатную плату стремился сделать ее как можно компактней, но добиться этого удалось только в управляющей части схемы, в высоковольтной части все компоненты разместил подальше друг от друга, что бы избежать пробоя ведь напряжения немалые
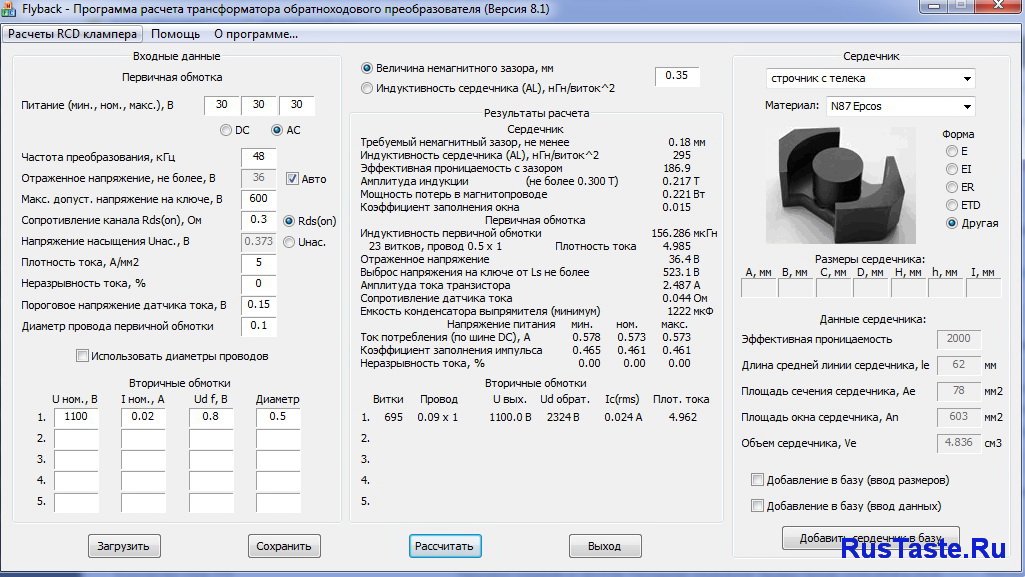
Пока печатка травилась в растворе медного купороса решил заняться трансформатором. Для расчета использовал программку Flyback 8.1, замерил размеры магнитопровода и ввел все в программку.
Задал напряжение питания 30В и частоту генератора 48кГц, напряжение на вторичке выставлял таким образом, что бы количество витков вторички равнялось примерно 700, по паспорту это количество витков внутри залитой эпоксидкой катушке
Нажав на кнопку рассчитать я получил точное количество витков первички и диаметр кабеля, а так же зазор на магнитопроводе
На ферритовый магнитопровод намотал пару витков молярного скотча, поверх него намотал 23 витка проводом диаметром 0,63 и сверху намотал скотчем еще пару слоев для изоляции
После намотки принялся за сборку платы. Собрал ИОН и генератор. Установил трансформатор Т1 и диод с разрядником, установлено все кроме RCD клампера. Клампер рассчитываю в той же программе. Задаю емкость конденсатора и рассчитываю диод и сопротивление резистора
Собрал все в кучу, прикрутил на радиатор через прокладки транзисторы, теперь можно и пробное включение сделать.
Включил через лампу на секунду другую. Лампа светится, но не в весь накал, искра стала пробиваться, значит генератор работает. Удалил лампу с цепи, сделал замеры на ИОН там 15В как и надо.
На генераторе есть импульсы, искра пробивается значит можно продолжать сборку и собирать датчик тока.
Установил второй трансформатор и временно установил последовательно два конденсатора 1600В 2,2нФ, так как не было подходящего. На второй трансформатор временно намотал витков для проверки работы схемы
Схема работает отлично, осциллятор работает. Осталось только доработать датчик тока, но так как товарищ еще не привез сварку, испытывать нечем. О его работе я расскажу в следующей статье, а пока устройство лежит ждет своего времени
Не хотите тратить время на сборку платы и настройку, закажите готовый модуль из Китая
для питания от переменного напряжения 220В модуль стоит 1200 рублей, ссылка вот

Так же вы можете приобрести осциллятор с питанием от 24В стоимостью 1500 рублей, ссылка вот
Если вы серьезно заинтересованный этой темой, рекомендую прочитать последнюю статью по самодельному аргонодуговому аппарату для алюминия, так же можете прочитать про первый горький опыт Самодельная сварка аргоном. Переделка переменного сварочного аппарата
Читайте также: