Укажите при какой минимальной температуре окружающего воздуха разрешается сварка без подогрева
3.4. Дополнительные требования к сварке при отрицательных температурах
3.4.1. Ручная и полуавтоматическая сварка стальных металлоконструкций должна производиться без подогрева при температуре воздуха не ниже указанной в табл. 10. -
Сварку при отрицательной температуре (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре.
Автоматическую сварку металлоконструкций из углеродистой и низколегированной стали при температуре воздуха не ниже ¾20 °С разрешается вести по той же технологической документации, что и при положительной температуре при обеспечении требуемого качества шва.
Таблица 10
Температура воздуха, °С
Толщина стали, мм
Листовые объемные и сплошные стенчатые
До 16 (включительно)
Примечание. Ручную и полуавтоматическую сварку при температуре выше —20 °С, но ниже указанной в таблице, следует производить с подогревом стали до 100—150 °С, в зоне выполнения сварки на ширину не менее 100 мм с каждой стороны. Подогрев производится также в случаях, указанных в пп. 3.4.2—3.4.5.
При более низкой температуре автоматическая сварка может производиться только по специально разработанной технологической документации, предусматривающей увеличение тепловложения и снижение скорости охлаждения, а также обеспечивающей получение качественных сварных швов.
3.4.2. При температуре окружающего воздуха ниже —5 °С все швы, выполняемые всеми видами сварки, заваривают от начала до конца без перерыва в последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процессов, как указано в п. 3.3.13.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции.
3.4.3. К сварке стыковых швов предъявляются следующие требования:
техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при толщине металла до 16 мм отличается от техники сварки при нормальной температуре. При толщине металла более 16 мм и температуре окружающего воздуха ниже —15 °С сварка первых двух слоев ведется с сопутствующим подогревом до 180—200 °С;
при несимметричных швах и толщине металла до 35 мм в первую очередь заваривать основную часть шва. При сварке соединений с подваркой последнюю рекомендуется вести после сварки основного шва. Если эти требования невыполнимы, то необходимо осторожно проводить кантовку элемента:
при сварке металла толщиной 36—60 мм обязательной является кантовка для наложения подварочного слоя с противоположной стороны после сварки первых 4—5 слоев. Заварка шва полностью с одной стороны недопустима;
сварку листов объемных металлоконструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем вырубки или шлифовки.
Вырубка металла зубилом может выполняться только после его подогрева до 100-150 °С.
3.4.4. К сварке тавровых и угловых швов предъявляются следующие требования:
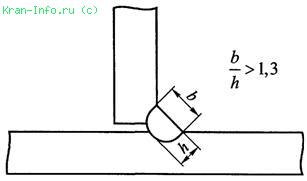
если сечение шва равно или больше значений, приведенных в табл. 11, а коэффициент формы провара более 1,3 (рис. 10), то сварка однослойных и многослойных швов без разделки кромок для всех марок сталей производится без подогрева основного металла;
если сечение шва менее рекомендуемого табл. 11 и коэффициент формы провара менее 1,3 и его нельзя изменить, то при сварке для всех марок сталей при температуре воздуха —15 °С и ниже необходим подогрев металла до температуры 200-220 °С;
сварка многослойных швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
3.4.5. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180-200 °С.
3.4.6. К рабочему месту сварочные материалы следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места сварочные материалы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
Книга: Оборудование грузоподъемное. Общие технические требования
СНиП 3.03.01-87. Несущие и ограждающие конструкции Часть 9
8.7. В случае необходимости выполнения сварки стальных конструкций при температуре воздуха ниже минус 30 °С сварщики должны предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к работе при температуре воздуха на 10 °С ниже температуры сварки пробных образцов.
8.8. Свариваемые поверхности конструкции и рабочее место сварщика следует защищать от дождя, снега, ветра. При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °С - оборудовать тепляк.
8.9. Колебания напряжения питающей сети электрического тока, к которой подключено сварочное оборудование, не должны превышать ±5 % номинального значения. Оборудование для автоматизированной и ручной многопостовой сварки следует питать от отдельного фидера.
8.10. Сварочные материалы (покрытые электроды, порошковые проволоки, сварочные проволоки сплошного сечения, плавленые флюсы) должны соответствовать требованиям ГОСТ 9467-75, ГОСТ 26271-84, ГОСТ 2246-70 и ГОСТ 9087-81.
8.11. При входном контроле сварочных материалов следует установить наличие сертификатов или паспортов предприятия-поставщика.
При отсутствии сертификатов на сварочные материалы или истечении гарантийного срока их хранения необходимо определять механические свойства стыковых сварных соединений, выполненных с применением этих материалов. Сварные стыковые образцы следует испытывать на статическое растяжение, статический и ударный изгибы при температуре 20 °С в соответствии с ГОСТ 6996-66 и в количестве, указанном в п. 8.6.
8.12. Сварочные материалы (электроды, проволоки, флюсы) необходимо хранить на складах монтажных организаций в заводской таре отдельно по маркам, диаметрам и партиям. Помещение склада должно быть сухим, с температурой воздуха не ниже 15 °С.
8.13. Покрытые электроды, порошковые проволоки и флюсы перед употреблением необходимо прокалить по режимам, указанным в технических условиях, паспортах, на этикетках или бирках заводов-изготовителей сварочных материалов.
Сварочную проволоку сплошного сечения следует очищать от ржавчины, жировых и других загрязнений.
Прокаленные сварочные материалы следует хранить в сушильных печах при 45-100 °С или в кладовых-хранилищах с температурой воздуха не ниже 15 °С и относительной влажностью не более 50 %.
8.14. Сварщик должен ставить личное клеймо на расстоянии 40-60 мм от границы выполненного им шва сварного соединения: одним сварщиком - в одном месте, при выполнении несколькими сварщиками - в начале и конце шва. Взамен постановки клейм допускается составление исполнительных схем с подписями сварщиков.
СБОРКА И СВАРКА МОНТАЖНЫХ СОЕДИНЕНИЙ
8.15. Сварку конструкций при укрупнении и в проектном положении следует производить после проверки правильности сборки.
8.17. Кромки свариваемых элементов в местах расположения швов и прилегающие к ним поверхности шириной не менее 20 мм при ручной или механизированной дуговой сварке и не менее 50 мм при автоматизированных видах сварки, а также места примыкания начальных и выводных планок необходимо зачищать с удалением ржавчины, жиров, краски, грязи, влаги и т. п. В конструкциях из сталей с пределом текучести более 390 МПа (40 кгс/кв.мм), кроме того, следует зачищать места приварки и примыкающие поверхности приспособлений.
8.18. Сварку надлежит производить при стабильном режиме. Предельные отклонения заданных значений силы сварочного тока и напряжения на дуге при автоматизированной сварке не должны превышать ±5 %.
8.19. Число прокаленных сварочных материалов на рабочем месте сварщика не должно превышать полусменной потребности. Сварочные материалы следует содержать в условиях, исключающих их увлажнение.
При сварке конструкций из сталей с пределом текучести более 390 МПа (40 кгс/кв.мм) электроды, взятые непосредственно из прокалочной или сушильной печи, необходимо использовать в течение двух часов.
8.20. Ручную и механизированную дуговую сварку конструкций разрешается выполнять без подогрева при температуре окружающего воздуха, приведенной в табл. 36. При более низких температурах сварку надлежит производить с предварительным местным подогревом стали до 120-160 °С в зоне шириной 100 мм с каждой стороны соединения.
8.21. Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 440 МПа (45 кгс/кв.мм) и более необходимо предварительно подогреть до 120-160 °С.
8.22. Автоматизированную дуговую сварку под флюсом разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 37.
При температуре, ниже указанной в табл. 37, автоматизированную сварку под флюсом надлежит производить с предварительным местным подогревом до 120-160 °С.
8.23. Автоматизированную электрошлаковую сварку элементов независимо от их толщины в конструкциях из низколегированных или углеродистых сталей допускается выполнять без предварительного подогрева при температуре воздуха до минус 65 °С.
8.24. В конструкциях, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 °С и до минус 65 °С включ. (при строительстве в климатических районах I1, I2, II2 и II3 согласно ГОСТ 16350-80), механизированную вышлифовку, кислородную и воздушно-дуговую поверхностную резку участков сварных швов с дефектами, а также заварку восстанавливаемого участка при температуре, указанной в табл. 36, следует выполнять после подогрева зоны сварного соединения до 120-160 °С.
6.5. Технология сварки стыков труб
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Читайте также: