Технология сварки кузова автомобиля


Предлагаю сразу определится с видами сварки, которые будем тут обсуждать, а именно: автогенная сварка и контактная. Теперь давайте более подробнее про каждый из вышеперечисленных способов:
1. Автогенная сварка.
«αὐτογενής» (автогенно) в переводе с греческого означает «самопроизвольно». Подобный способ сварки – создания неразъемного соединения элементов – подразумевает расплавление их участков и взаимное растворение образовавшихся жидких фаз. Соединение в виде сварного шва формируется после остывания конструкции.

Очевидно, что для реализации такого способа свариваемые металлы необходимо нагреть до температуры плавления. С помощью электрической дуги это несложно. Проблемы возникают позже. Ведь при плавлении и последующем охлаждении металла, особенно сложнолегированного стального, а тем более алюминиевого сплава, его первоначальный состав и структура меняются коренным образом. Расплавленный металл активно реагирует с окружающей средой и за очень короткое время способен «нахватать» таких элементов, как кислород, водород, азот. В сварном шве образуются стойкие интерметаллидные соединения с ними, снижающими прочность и повышающими его хрупкость.
Заготовки, из которых штампуют элементы кузова, – это тонкие листы, полученные многократной прокаткой, в процессе которой структура сплава качественно изменяется в лучшую сторону. Сплав приобретает мелкозернистое строение, что повышает его прочность характеристики. Во время сварки, при повторном плавлении, структура металла в этой зоне огрубляется, а прочностные свойства снижаются. Кроме того, нагрев прилегающих участков, называемых зоной термического влияния, также неполезен, поскольку ослабляет металл в этой зоне.
Из сказанного следует следующий вывод: прибегая при ремонте кузова к автогенной сварке, необходимо использовать такой способ, при котором вводится минимально достаточное для расплавления и соединения деталей количество тепла, а сам расплавленный металл необходимо надежно изолировать от неблагоприятных воздействий окружающей среды.
Необходимо отметить, что при конвейерном производстве кузовов автогенные способы сварки практически не используют. Основной способ соединения кузовных элементов на заводах – точечная контактная сварка в специальных кондукторах, обеспечивающих исключительную стабильность режимов сварки. Применяется и лазерная сварка с локальным термическим воздействием.
Тем не менее все автопроизводители допускают использование в ремонтном процессе автогенной сварки для замены кузовных элементов. Дело в том, что компании – изготовители сварочного оборудования сумели создать оборудование, позволяющее получать сварные соединения сложнолегированных сплавов, по прочностным и коррозионным свойствам не уступающим заводским.
2. Контактная сварка.
Более точно этот способ называется точечной электрической контактно-стыковой сваркой сопротивлением. Такой способ нашел самое широкое распространение в конвейерном производстве кузовов автомобилей, а также в авторемонтной индустрии. Причина в исключительно высоком качестве получаемого сварного соединения и минимальном тепловом воздействии на свариваемые элементы. Достоинства точечной контактной сварки в том, что она позволяет соединять листовые детали внахлест, создавая из штампованных элементов сложную пространственную конструкцию кузова автомобиля.
Другими способами сварки создавать нахлестовые соединения весьма затруднительно, обычно конструкторы сварных изделий стремятся разработать их так, чтобы сварка разнородных элементов осуществлялась на их стыках.
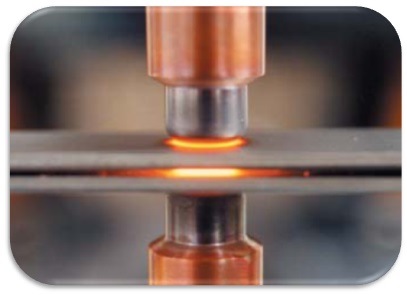
При контактной сварке сварная точка образуется внутри металла, на границе двух деталей, и на поверхности проявляется в виде небольшого углубления после сжатия электродов. Сам механизм нагрева основан на том, что при прохождении тока через участок контакта деталей он разогревается до состояния текучести.
Приложенное внешнее давление вызывает при этом местную пластическую деформацию, достаточную для образования межатомного сцепления соединяемых деталей. Особо следует подчеркнуть, что плавления металла деталей не происходит, что и обуславливает предельно малое термическое воздействие на сварную точку. Если учесть, что при таком способе свариваемый участок надежно защищен от окружающей атмосферы, становится понятно, почему достигаются исключительно высокие прочностные характеристики соединения.
Качество сварной точки зависит от многих параметров: усилия сжатия электродов, их диаметра в месте контакта со свариваемым материалом, величины и длительности импульса сварочного тока. Стремление получить высококачественное сварное соединение высоколегированных автомобильных материалов заставило уменьшить время действия сварочного импульса до величины, ниже 0,1 с, одновременно увеличивая ток до огромных значений выше 10 000 А. В таких условиях главным критерием сварочного агрегата становится его особенность обеспечить строго стабильный сварочный ток как на протяжении одного импульса, так и от импульса к импульсу. Обеспечить такой показатель способен только высокочастотный инверторный блок питания, которым и оснащены современные аппараты точечной контактной сварки для авторемонта. Управление длиной импульса и величиной сварочного тока в подобных агрегатах осуществляется микропроцессорами. Мастер задает характеристики свариваемых металлов, а процессор выбирает оптимальные токовые значения и усилие сжатия сварочных электродов.
При выборе режимов аппараты используют встроенную базу данных, сформированную на основе рекомендаций автопроизводителей.
В наиболее продвинутых аппаратах микропроцессор в режиме реального времени учитывает степень загрязненности свариваемых деталей путем замера электрического сопротивления и даже отклонения электродов от перпендикулярного по отношению к рабочей поверхности. Иными словами, режим сварки каждой точки автоматически адаптируется к условиям процесса.
А теперь, уважаемы господа, давайте ответим на вопрос, что лучше, конвейерная сварка или грамотная качественная сварка "Handmade" с использованием современного профессионального оборудования?
Моё мнение, то, что собрано руками — всегда лучше, а то, что собрано грамотно ещё и надёжнее, т.к. любой конвейер — это механизм, который может (да и не редко) дать сбой, с учётом повальной экономии на электричестве, электродах и прочего, на автомобильных заводах сварка производится по принципу "приемлемой надёжности", т.е. можно и лучше, но по ТЗ и регламентам и так достаточно.
Производя контактную сварку своими руками, используя те же технологии, можно добиться наилучшего результата, т.к. делаешь для себя, сварочные узлы будут способны выдержать большие нагрузки, нежеле стандартные. Если все работы производит профессионал и он не ограничен по времени (ни каких пятилеток за три дня), то вероятность перегрева металла, малого пятна контакта и тому подобного — сведена к минимуму.
Миф о том, что после полной переварки кузова теряется прочность и при любом незначительном повреждении образуются более обширные деформации, основан на элементарном незнании физики и распространяется простыми обывателями по "сарафанному радио". Более обширной деформации подвержен ранее деформированный, рихтованный металл, обусловлено это молекулярной структурой самого метелла и эффектом "памяти металла", т.е. даже при незначительном воздействии, металл стремится принять форму, до которой он был ранее деформирован. Если деталь новая, не рихтованная и правильно приваренная, она будет служить дольше и (не дай Бог), если чего, то гораздо прочнее ;)
Касательно аргонной сварки, ну куда же без пары заплаток? Не менять же 20 элементов кузова к ряду, из-за дыры в 2 см в диаметре, а при правильном подходе к сварке и грамотной обработке поверхностей после, служить будет очень долго, без гнили, ржи и прочего… Да и сам процесс достаточно интересен и увлекателен, особенно, если он будет выглядеть примерно так:

Всем всех благ, варите, конструируйте и наслаждайтесь!
P.S. Часть материалов заимствованно с ресурса компании СварКомплект, за что им отдельное спасибо!
Сварка в кузовном ремонте

Важно отметить, что сварка листов тонкого металла очень отличается от сварки деталей, сделанных из толстого металла. При сварке деталей из толстого металла не приходится беспокоиться по поводу тепловой деформации и искривления металла. Толстый металл противостоит деформации по причине своего объёма, в котором рассеивается тепло, как в радиаторе. Самое главное в такой сварке – проникновение сварочного металла, качество и прочность шва. При сварке толстого металла, такая проблема, как прожигание сваркой металла до дырки, также, отсутствует. Если же взять сварку тонких листов металла, которая часто используется при ремонте кузова, то все перечисленные проблемы становятся первостепенными.
Вы можете иметь отличные навыки владения сваркой металлических конструкций из толстого металла, но не все эти умения могут пригодятся при сварке автомобильного листового металла. Для применения сварки в кузовном ремонте нужно нарабатывать индивидуальный опыт, учитывая особенности характеристик металла кузовов автомобилей. Если Вы знакомы с газовой и полуавтоматической сваркой, то это поможет при изучении и обучении сварки тонколистового металла.
Есть одно сходство между электродной и газовой сваркой толстого металла и тонколистового автомобильного металла. У толстых и тонких металлов, сваренных качественно и прочно, шов выглядит одинаково ровным и красивым.
Типы сварочных соединений в кузовном ремонте

Сварочные соединения в кузовном ремонте делятся на три категории: встык, внахлёст и соединение внахлёст с пазом.
Сварное соединение встык наиболее сложное для новичка. Но после практики и понимания принципа, это соединение не сложно сделать с помощью хороших сварочных аппаратов MIG / MAG или TIG .
Соединение встык делается, когда листы металла стыкуются краями друг с другом с небольшим зазором между ними. Зазор необходим, так как металл расширяется при сварке.
Соединения внахлёст делается с небольшим наложением листов металла друг на друга. В этом случае сваривается край одного листа с частью листа, которой он касается с одной или с двух сторон. Это создаёт двойную толщину металла в месте, где листы заходят друг на друга.
Соединение внахлёст с пазом требует применения специального инструмента для подготовки одного из листов. Далее край одного листа подсовывается под фланец другого и приваривается. С лицевой стороны всё выглядит, как непрерывный лист металла. Выпуклость остаётся с обратной стороны. Края листов, иногда, провариваются с двух сторон, чтобы герметизировать стык.

Инструмент для подготовки металла для соединения внахлёст с пазом
Существует ряд проблем с соединением внахлёст и внахлёст с пазом. Одна из которых — необходимость сваривать соединение дважды, если хотите, чтобы оно было герметичным. Следующая проблема заключается в том, что при сварке соединения с обеих сторон, будет выделяться тепла в два раза больше. Это влияет на деформацию металла. В итоге можно сказать, что нет никаких преимуществ при применении сварочного соединения внахлёст. Единственное их преимущество в том, что такое соединение делать легче для новичка. Исключение при обязательном применении такого вида соединения составляют случаи, когда нужно скопировать заводское сварное соединение внахлёст и, когда нет доступа для создания соединения встык.
Соединение встык предпочтительнее применять при наложении металлических заплат и ремонтных вставок.
Фиксация
Очень неудобно делать сварной шов, если привариваемая деталь не закреплена. Хорошая фиксация обеспечивает стыковку и нужный зазор между листами металла.

Различные крепления, используемые для фиксации деталей перед сваркой
Существует множество методов фиксации деталей перед сваркой. Выбор зависит от ситуации и от предпочтений. К примеру, магниты подойдут для фиксации заплатки перед её приваркой, но будут бесполезны для удержания на месте заднего крыла автомобиля.
Среди множества фиксирующих методов и приспособлений основными являются: зажимные щипцы различных конфигураций, специальные магниты, сварочные зажимы для соединения встык (edge clips), струбцины. Каждый из перечисленных способов фиксации представляет целый класс фиксирующих приспособлений и существует в различных формах, размерах и конфигурациях. Есть приспособления, специально разработанные для фиксации соединений стык, внахлёст и внахлёст со смещением.
Зажимные щипцы можно назвать основными фиксирующими приспособлениями, которые применяют при сварке в кузовном ремонте. Ограничение их в том, что необходимо место, чтобы установить зажимные щипцы. Ими можно воспользоваться, если место, которое нужно зафиксировать, расположено не дальше 30 – 40 см от места, где возможно установить зажимные щипцы. При этом щипцы достаточно громоздкие и неуклюжие.

Сварочные зажимы для соединения встык
Сварочные зажимы для соединения встык могут применяться при фиксации ремонтных вставок. Требуют наличия доступа с обратной стороны панелей. Легко устанавливаются и снимаются, а также не мешают при сварке.
Такие зажимы обеспечивают аккуратную стыковку краёв с ровным небольшим зазором. Позволяет отрегулировать и установить листы разной толщины для сваривания. Позволяет выравнивать поверхности по одной линии.
Они не приспособлены для использования на сильно изогнутых , но очень удобны при фиксации прямых панелей.
Сварка маленьких сегментов в большую конструкцию
Иногда приходится изготавливать какую-либо панель или ремонтную вставку сложной формы из нескольких простых сегментов. Многие профессиональные специалисты, занимающиеся формовкой металла и ремонтом кузова, практикуют такой способ. Это бывает необходимым, если оборудование, либо профессиональные навыки не позволяют сделать нужную панель из одного листа металла.
Интересно отметить, что в прошлом, некоторые производители делали панели сложной формы из маленьких сегментов, сваренных вместе. Впоследствии этот способ был заменён штампованием и техниками формования прокаткой.
При изготовлении ремонтной вставки сложной формы или целой панели можно применять такой метод.
Типы сварки
В кузовном ремонте чаще всего применяют электрическую сварку полуавтоматом. Но, до сих пор, в некоторых случаях, применяется и газовая сварка.
Используется сварка MIG , TIG и контактная точечная.
Электродуговая сварка электродами
Этот вид сварки давно в прошлом применялся для соединения кузовных панелей при ремонте, а также при производстве. Сварка производилась электродами с малым диаметром, которые были спроектированы специально для тонколистового металла. Чтобы применять такой вид сварки требовалась немалая сноровка. Качество сварки было посредственным. Главной проблемой был излишний нагрев, который был причиной деформации металла и прожига насквозь. Сравнивая с сегодняшними показателями, уходило много времени на работу с таким видом сварки. Теперь такой метод является устаревшим.
Контактная точечная сварка
Контактная сварка была главным способом соединения в автомобилестроении и ремонте, начиная с 1930‑х годов. Точечная сварка осуществляется сильным прижатием электродов аппарата к металлу кузова и комбинацией интенсивного нагрева, создаваемого очень высокой силой тока за короткий интервал времени. Металл панелей кузова расплавляется в одной точке и происходит сваривание.
Преимущество точечной сварки в быстроте действия, аккуратности получаемых сварных точек и прочности соединения.
Современные легковые автомобили имеют от 3000 до 4000 сварных точек, которые соединяют отдельные детали кузова в одну конструкцию.
Есть аппараты для точечной сварки, используемые в кузовном ремонте, электродами которых не нужно сжимать область сварки. Сила прилагается только к одному листу металла, а второй лист касается первого листа и подключён к массе. Такой аппарат удобно применять, когда невозможен доступ к обратной стороне металла, к которому приваривается другая металлическая панель.
Точки контактной сварки часто не защищены от коррозии, потому что места между соединёнными панелями, подвержены притягиванию влаги. Эта проблема усугубляется тем фактом, что при воздействии точечной сварки, в местах нагрева испаряются все элементы обработки металла, такие как оцинкованное покрытие. Эта проблема уменьшается при применении специального сварочного грунта между свариваемыми панелями. Такой грунт содержит высокий процент цинка. Он способен проводить ток. После воздействия точечной сварки ионы цинка защищают место сварки.
Сварка MIG / MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.

MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота ( N2 ), водорода ( H2 ). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG / MAG , сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG / MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG / MAG . Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG / MAG .
При сварке оборудованием MIG / MAG , важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Сварка TIG

Сварка TIG (tungsten inert gas – сварка вольфрамовым электродом в среде инертного газа), также известно сокращение GTAW (Gas tungsten arc welding – дуговая сварка вольфрамовым электродом в среде защитного газа). Это электродуговая сварка, в которой применяется неплавящийся вольфрамовый электрод. В область сварки поступает защитный газ (аргон или гелий), который защищает от атмосферного воздействия, а также, применяется присадочный металл. Эта сварка является наиболее сложной в освоении. В кузовном ремонте сварка TIG , в основном, применяется при ремонте автомобилей, имеющих алюминиевый кузов.
Кислородно-ацетиленовая газовая сварка
Это старый метод соединения тонколистовых металлов, который по-прежнему, в некоторых случаях применяется. В этом виде сварки, смесь кислорода и ацетилена питает пламя, температура на конце которого достигает 3500 градусов по Цельсию. Кислород и ацетилен находятся в разных баллонах, а их смешивание происходит в горелке. Сварку осуществляют как с применением присадочного металла, так и без него. Кислородно-ацетиленовая сварка расплавляет кромки листового металла, образуя прочную связь. Может применяться для осаживания растянутого металла.
Сварка кузова автомобиля (инвертором и электродом): рекомендации о подготовке металла и правильной технологии процесса сварки
Корпус автомобиля представляется важной составляющей средства передвижения, как и остальные элементы и детали. Корпус подвергается постоянному риску, так как граничит с наружными факторами влияния.

На обшивку оказывается механическое влияние близлежащих предметов, прочим транспортом и техникой при наступлении неординарных ситуаций. Это в свою очередь ведёт к порче формы деталей и утере общего красивого вида.

Ко всему агрессивное влияние оказывает внешняя среда в виде грязи, воды, снега, солевых масс – из-за чего появляется ржавчина и трещины. В таких случая необходим ремонт кузова автомашины.

Содержание
Что такое сварка кузова автомобиля
Сваривание кузова легковушки – это трудный процесс, независимо от типа сварки будто дугой, точечной или иного типа. Во всяком случае она нуждается в отличном сварном аппарате для работ на обшивке авто, большого умения и профессионализма сварщика – всё это в сочетании обеспечит хороший итог.

Неимение надлежащего опыта и подходящего сварочного агрегата не даст возможности получить точность и тонкость шва.

Работы со сваркой на кузове нужно осуществлять в специально устроенной для этого комнате, где предусмотрена розетка с подсоединением к сети с необходимыми составляющими частоты, силы тока, уровня напряжения, либо подсоединение газа.

Сваривание кузова собственноручно получится проделать только в нетрудных ситуациях и для реставрации обшивки в местах, где красота шва не играет большой роли.









Тонкости сварки кузовов

Потому понадобится проделать анализ нанесённого вреда и наметить лучшие свойства будущего шва.

Ещё нужно принять во внимание такие аспекты:
- Месторасположение дефекта. Отражается на комфорте реализации работ и на выбор метода сваривания;
- Характер разрушения – точечное, по типу разрыва или трещины. Это скажется на размерах свариваемого шва;
- Потребность применить заплату. Требуется при большом нарушении кузова.

Выявив форму повреждения, приняв к сведению все вышеупомянутые аспекты, можно подобрать сварочный прибор. Если имеющаяся модель не отвечает минимальным технологическим запросам по проведению работ, тогда советуется обратиться в профи автосервис.

Разновидности аппаратов сварки









Сваривание кузова автомобиля полуавтоматом
Заваривание полуавтоматом с электродами является самым приемлемым типом оборудования, подходящим для ремонта технического средства.

Осуществление сварки с применением полуавтомата на легковушке, даёт возможность без добавочных затруднений подступить к любому углу автотранспорта для создания варочного шва. Здесь не понадобится больших знаний в сфере сварки и опытности в работах.
- Полуавтомат под сварку в техническом обустройстве сложен незамысловато: для его работы используется такой же трансформатор тока, что и во всём похожем оборудовании, особенностью является только подходящее расходное сырьё.
- Заваривание полуавтоматическим прибором делается с использованием сварной проволоки d:0,2-2 мм и углекислого газа. Часто проволока обладает медным покрытием, предоставляющим хороший электрический контакт.
- Углекислота нужна для невозможности процессов окисления, ведь не даёт раскалённому металлу вступать в связь с кислородом. Так в ходе сваривания машины используется углекислый газ в баллоне, полуавтомат нуждается и в редукторе для понижения давления.

Лучший результат можно получить при условии верной настройки этого агрегата. Для сварки полуавтоматом на СТО даёт возможность корректировать силу тока и скорость передачи проволоки. Добившись точной настройки агрегата – это даст возможность устраивать незаметные для глаз прочные швы на плоскости кузова автомашины.

Мастеру без опыта советуется делать сваривание на глушителе авто инвертором. Провести сварку глушителя электрической сваркой сможет только мастер с опытом и через сварку точечного типа, без перемещения электрода.

Сварка инвертором
В наше время всё чаще стали применять для сварных работ на кузовах инверторы. Это модернизированный, небольшой и облегчённый прибор для сварки, функционирующий на современных элементах и со свойственным ему методом преобразования тока.









Он имеет низкую чувствительность к заниженному току и предоставляет лёгкое разжигание дуги.
- Для сварщика с минимальным опытом – инверторная сварка в приоритете. Действительно, инвертор стоит выбрать для ремонта машины, ведь его не получится освоить только ребёнку.
- Используемые в рабочем процессе электроды не отличаются от расходного сырья при классической сварке. Однако стоит заметить, что при всей своей простоте, итоги сварки инвертором редко имеют качественные швы.
- Часто швы выходят толстыми и неровными, из-за неравного нагрева металла возникают искривления, даже если работать прибором с мастерством. Потому инвертором завариваются неприметные для глаз места на кузове машины: в багажнике, под крыльями и другие места.

До начала работы нужно подстроить ток, ориентируясь на то, как утолщены детали и сырьё, подобрать электрод и подсоединить клемму массы к рабочей плоскости.

На вопрос автовладельцев о подходящей сварке для сварки кузова авто можно прислушаться к специалистам, которые советуют для реставрации кузовных деталей на видных делянках применять полуавтомат с электродом.

Когда нарушения находятся в участках машины сокрытых для глаз, тогда подойдёт инвертор. А для ремонта глушителя авто собственными силами лучше прибегнуть к холодной сварке.
Ремонт кузова автомобиля своими руками (фото): основные приемы шпаклевки, покраски, удаления ржавчин и вмятин с кузова
Даже незначительные дорожные происшествия могут обернуться финансовыми затратами на ремонт автомобиля. Чтобы сэкономить средства, необходимо самостоятельно разобраться в технологии ремонта кузова.

Убрать трещины, вмятины и восстановить лакокрасочное покрытие можно с помощью инструментов и поэтапной инструкции ремонтных работ.

Тип ремонтных работ
В зависимости от того, насколько сильным является повреждение, ремонт делится на три типа.
- Мелкий ремонт.
- Сложный ремонт.
- Полировка и покраска.

Если предстоит сложный ремонт, значит кузову необходима рихтовка или же замена повреждённых элементов, включая использование сварочного аппарата. С помощью мелкого ремонта можно избавиться от небольших вмятин и царапин, а также устранить другие дефекты.

Если кузов автомобиля повреждён, это может привести к возникновению коррозии. Полировка и покраска является сложным этапом, требующим серьёзного подхода. Для покраски используется специальный компрессор, для полировки – шлифовальная машинка.

Дефекты кузова
К дефектам кузова относятся:
- Вмятины;
- Царапины;
- Трещины и сколы:
- Деформация геометрии;
- Повреждение ЛКП;









Без помощи специалистов можно выполнить многие виды ремонтных работ. Своими руками можно, выполнить рихтовку и покраску, выровнять геометрию, погрунтовать и зашпатлевать кузов.

Также важно очистить автомобиль от коррозии и уже затем выполнять покрасочные работы.

Технология работы
- Устранение коррозии. Для этого необходимо воспользоваться сварочным аппаратом, с помощью которого накладываются заплаты на коррозийные очаги. Если очаги коррозии небольшие, можно использовать стеклоткань и эпоксидную смолу.
- Ремонт пластиковых деталей. Для этого ремонта также используется стеклоткань и эпоксидная смола.
- Замена или ремонт деталей из алюминия. Для этого нужно обзавестись аргонной сваркой, но такая работа считается довольно сложной и требует определённых навыков.
- Устранение сколов и царапин. Используется автокарандаш и полироль – для неглубоких царапин. Если царапины глубокие, то применяется шпатлёвка и грунтовка.

Дефектовка и геометрия
Дефектовка – это определение причины неисправности и обнаружение дефектов. Автомобиль необходимо отмыть и тщательно осмотреть. Важно убедиться в целостности геометрии кузова.
- Для этого необходимо измерить расстояние между контрольными точками.
- Расстояние между элементами автомобиля должны обладать симметрией.
- Восстановление геометрии – сложный процесс, для этого используется специальное оборудование, которое стоит немалых денег.

Некоторые используют подручные средства, но такой метод не является эффективным. В случае нарушения геометрии, лучше всего обратиться к профессионалам.









Обнаружение коррозии
Ни в коем случае нельзя оставлять без внимания пятна ржавчины. Чтобы обнаружить такие места, нужно простучать весь кузов автомобиля.

Чтобы восстановить прогнивший кузов, используется сварка, для небольших пятен подойдёт преобразователь ржавчины, который может быть аэрозольным, гелевым и жидким. Эти средства образуют специальную плёнку, которая не даёт коррозии распространяться дальше.

Важно помнить, что преобразователи используются только для поверхностных и неглубоких пятен ржавчины.

Если пятна немного глубже, они зачищаются наждачной бумагой и грунтуются, сверху накладывается слой шпатлёвки, после этого – покраска.

Небольшие вмятины
Если на кузове появились небольшие вмятины без повреждения лакокрасочного покрытия, от них можно избавиться несколькими способами.
- Выстукивание. С обратной стороны вмятины прикладывается деревянная киянка, с наружной – наковальня, затем киянкой нужно выстукивать вмятину до её выравнивания.
- Вакуум. Используется резиновый вантуз, он накладывается на вмятину и резкими рывками отрывается от кузова.
- Мощный магнит. Им водят по вмятине, пока металл полностью не выровняется. Нужно наложить на вмятину ветошь, чтобы магнит не оставил царапин.

Необходимые инструменты
Для того, чтобы произвести ремонт кузова своими руками, необходимо подготовить набор инструментов, которые пригодятся в процессе работы.
- Измерительные устройства.
- Молоток и ключи.
- Шлифовальная машинка и наждачная бумага.
- Грунтовка, полироль.
- Сварочный аппарат.
Технология ремонта кузова не зависит от марки автомобиля.









Покраска кузова
После того, как все ремонтные работы будут окончены, выполняется шлифовка, покраска и полировка кузова. Чтобы правильно подобрать цвет краски, нужно посмотреть заводской код покрытия и заказать его в магазине.

Перед покраской нужно выполнить следующие действия:
- Нужно снять детали, которые находится рядом с местами покраски и не нуждаются в ней. Пятна или целый кузов чистится от коррозии и старых следов краски;
- Поверхность грунтуется, это можно сделать с помощью кисти и краскопульта;
- Проводятся работы финишной шпаклёвкой. Она наносится тонким слоем, после высыхания на ней не должно быть трещин;

Технология покраски должна тщательно соблюдаться.
- Краску нужно разбавить и профильтровать через сито.
- Первый слой должен быть более густым, а последний слой – более жидким.
- Каждый новый слой нужно наносить после полного высыхания предыдущего слоя.
- Каждый слой нужно шлифовать, для этого можно использовать пасту или наждачную бумагу.

После того, как кузов будет полностью покрашен, он должен хорошо просохнуть. Следующий этап – полировка, для этого используется специальная паста и поролон, затем – полировочное средство.
Читайте также: