Схема сварочный генератор гд 2х2503
ГД-2х2501 — это генератор сварочный индукторный двухпостовой (2 поста по 250А или один на 450А, ПН 60%, амперметр и вольтметр на каждый пост) исп.01,1800 об/мин.
Предназначен для встраивания в сварочные агрегаты и прочие генераторные установки в качестве источника питания одновременно и независимо двух постов ручной дуговой сварки. По типу генератор сварочный относится синхронным вентильным индукторным бесщёточным электрическим машинам. Отсутствие щёточного скользящего контакта и вращающихся обмоток значительно упрощает устройство, а также является фактором повышения эксплуатационной надежности.
Сварочный генератор ГД-2х2501 У2 аттестован по основным сварочным свойствам согласно ГОСТ 25616: начальному зажиганию дуги, стабильности процесса горения дуги, эластичности дуги, качеству формирования шва, разбрызгиванию металла. Хорошие сварочные свойства обеспечены расчетом оптимальной динамики электромагнитных процессов. Регулирование сварочного тока производится дистанционно выносным переключателем с рабочего места сварщика на удалении до 20 метров от агрегата.
Подшипники генератора не требуют смазки в течение всего срока службы.
Конструкция генератора обеспечивает, в случае необходимости, параллельную работу постов на одну дугу. При этом токи постов суммируются и тем самым реализуется вариант однопостового 400-амперного генератора.
Исполнение генератора ГД-2х2501
Изготовляется два исполнения генератора:
- исполнение 00 — с переходным фланцем на лапах — предназначено для привода от дизеля ВТЗ типа Д144-81,
- сполнение 01 — на лапах — предназначено для прочего привода в том числе и ремённой передачей, для встраивания в генераторные установки потребителя.
Климатическое исполнение генератора — У2 (для умеренного климата с температурой окружающего воздуха от -45 до +40 °С, относительной влажность воздуха до 75% при 15°С).
Изучение сварочного агрегата с вентильным генератором , страница 5
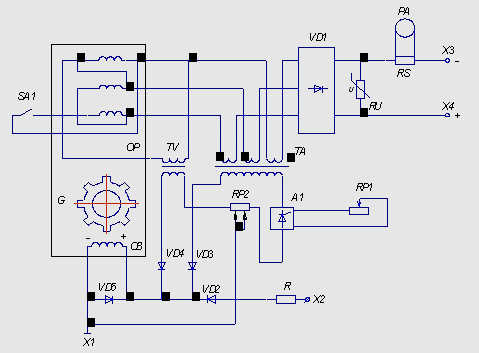
Рис. 4. Принципиальная схема генератора ГД-2501
Плавная настройка тока выполняется потенциометром RP1 с помощью тиристорного регулятора А1, подстройка для установки паспортных значений пределов регулирования – с помощью правой половины потенциометра RP2. Регулятор питается от трехфазного трансформатора ТА с оригинальным соединением первичных обмоток (две – согласно, третья – встречно), благодаря чему образуется положительная обратная связь по току при равномерной загрузке всех трех фаз. Обратная связь несколько уменьшает крутизну естественных внешних характеристик и придает им благоприятную выпуклую форму с наклоном от – 5 до – 0,2 В/А. Грубое регулирование выполняется в две ступени. В первом диапазоне (малых токов) используются только две рабочие обмотки ОР, соединенные в открытый треугольник. Во втором диапазоне (больших токов) с помощью переключателя SА1 три обмотки индукторного генератора соединяются по схеме полного (закрытого) треугольника.
Подготовка к работе и пуск агрегата
Работу дизеля поясним с помощью рис. 5. Дизельный двигатель марки В24 8,2/7,8 двухцилиндровый с воздушным охлаждением мощностью 10 кВт (14 л.с.) с частотой вращения 3000 об/мин. В его состав входят: топливный бак 1 с крышкой 2 и краном 3, маховик 4, корпус 5, воздушный фильтр 6, топливный фильтр 7, суфлер 8 для вентиляции картера, насос 9 ручной подкачки топлива, глушитель 10, рычаг 11 управления подачей топлива, топливоподкачивающий насос 12, рычаг 13 принудительной остановки двигателя, масляный фильтр 14, поддон 15, стартер 16, панель управления 17 с кнопкой стартера 18, сигнальными лампами 19 («давление масла», «температура», «разряд аккумулятора АКБ»), тумблером 20 «питание», блоком предохранителей 21.
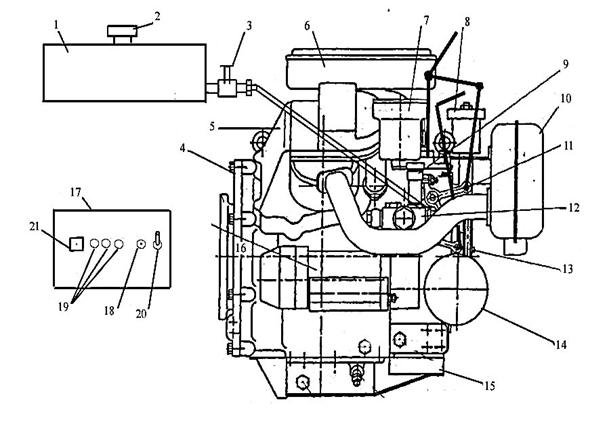
Рис. 5. Общий вид дизельного двигателя
Подготовка к пуску двигателя осуществляется в следующем порядке:
1. Проверить уровень топлива с помощью щупа, прикрепленного к крышке 2 топливного бака 1.
2. Удалить воздух из топливной системы. Для этого вывернуть пробку на топливном фильтре 7 на два – три оборота, отвернуть резьбовую рукоятку ручного привода на топливоподкачивающем насосе 9 и прокачать систему рукояткой ручного привода (движениями вверх – вниз) до полного удаления воздуха. После удаления воздуха завернуть пробку на топливном фильтре и резьбовую рукоятку на топливоподкачивающем насосе.
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им. Даля 166
- ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им. Дегтярева 174
- КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им. Макарова 543
- НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им. Герцена 123
- РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им. Гагарина 114
- СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им. Каразина 305
- ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
Полный список ВУЗов
Чтобы распечатать файл, скачайте его (в формате Word).
Генератор сварочный ГД-2501У2 (230А, 3000 об/мин)
Описание:
По типу генератор ГД-2501У2 относится к синхронным вентильным индукторным бесщёточным электрическим машинам. Отсутствие щёточного скользящего контакта и вращающихся обмоток значительно упрощает устройство, а также является фактором повышения эксплуатационной надежности.
Повышенная частота тока, вырабатываемого генератором (400 Гц) ускоряет переходные процессы переноса электродного металла способствуя уменьшению его разбрызгивания.
Сварочные свойства ГД-2501У2 обеспечены также динамичностью схемы регулирования сварочного тока, автоматически мгновенно отрабатывающей отклонения от установленного режима.
Регулирование сварочного тока плавное в одном диапазоне: 90 — 250А производится дистанционно легким выносным регулятором с рабочего места сварщика на удалении до 20 метров от агрегата.
Генераторы ГД-2501У2 могут быть изготовлены в 2х исполнениях:
-исполнение 00 — с переходным фланцем — предназначено для привода от дизеля ЧТЗ типа В2Ч 8,2/7,8,
-исполнение 01 — предназначено для прочего привода, в том числе и ремённой передачей, для встраивания в генераторные установки потребителя.
Климатическое исполнение генератора — У2 (для умеренного климата с температурой окружающего воздуха от -45 до +40 °С, относительной влажности воздуха до 80% при 15°С, с размещением под навесом или в кожухе генераторной установки).
Технические характеристики ГД-2501У2
Номинальный сварочный ток
Номинальная относительная продолжительность нагрузки (ПН)
Номинальное рабочее напряжение
Наибольший сварочный ток, не менее
Наименьший сварочный ток, не более
Напряжение холостого хода
Коэффициент полезного действия
Номинальная частота вращения
Направление вращения со стороны привода
Мощность на валу необходимая при наибольшем сварочном токе
Сварочный генератор ГД-2х2501
Двухпостовой генератор сварочный ГД 2х2503 предназначен для питания постоянным током двух независимых сварочных постов по 250 А при ручной дуговой сварке, резке и наплавке металлов плавящимся электродом.
В офисах продаж Группы компаний СВАРБИ вы можете купить электросварочное оборудование по выгодной цене. Мы работаем напрямую с производителями и с официальными представителями известных европейских брендов, что позволяет сохранить доступные цены на сварочные аппараты.
Генераторы сварочные индукторные двухпостовые ГД-2х2501У2 (исп.04) служат для питания двух независимых сварочных постов при ручной дуговой сварке, наплавке и резке металлов постоянным током. По типу генераторы относятся к синхронным вентильным индукторным бесщеточным электрическим машинам. Отсутствие скользящих контактов и вращающихся обмоток значительно упрощает устройство генератора, а также является фактором повышения эксплуатационной надежности.
Соответствие стандартам:
Генераторы ГД-2х2501У2 соответствуют ГОСТ 304 “Генераторы сварочные. Общие технические требования”, а также всем нормам безопасности (сертификат соответствия).
Сварочные генераторы ГД-2х2501У2 аттестован по основным сварочным свойствам согласно ГОСТ 25616:
– начальному зажиганию дуги;
– стабильности процесса горения дуги;
– эластичности дуги;
– качеству формирования шва;
– разбрызгиванию металла.
Независимое питание обмотки возбуждения ускоряет переходные процессы, улучшает перенос электродного металла, способствуя уменьшению его разбрызгивания и обеспечивает качественную сварку на токах от 30 А.
Генератор ГД-2х2501У2 предназначен для работы в условиях умеренного климата при температуре окружающего воздуха от – 45 до +40 ˚С.
Регулирование сварочного тока производится дистанционно выносным переключателем с рабочего места сварщика на удалении до 20 метров от агрегата.
Подшипники генератора не требуют смазки в течение всего срока службы.
Конструктивное исполнение 04 для привода от дизеля ММЗ типа Д-242 со встраиванием в агрегаты типа АДД-2х2501ВУ1 – с удлиненным валом, шкивом для вспомогательного генератора электропитания, без фланца и муфты для соединения с двигателем.
С кем работаем
Мы поставляем оборудование как физическим, так и юридическим лицам, в том числе бюджетным организациям. Принимаем участие в тендерах и государственных закупках.
СРОКИ ДОСТАВКИ ПО РОССИИ.
Сервисная служба компании
Сервисный центр находится по адресу: г. Воронеж, Пирогова 87Б.
Сервисное обслуживание
Одним из приоритетных направлений в деятельности нашей компании является обеспечение технического обслуживания приобретенного у нас оборудования. Мы имеем собственную сервисную службу, так как считаем, что профессиональное решение вопросов технического обслуживания обеспечивает рост доверия наших клиентов.
Наши технические специалисты бесплатно проведут инструктаж операторов и помогут подготовить оборудование к запуску. При необходимости расскажут о технике безопасности и о том, как эксплуатировать прибор наиболее эффективно . Перед покупкой откалибруем прибор непосредственно под ваши задачи, что позволит достичь максимальной точности вашего анализа. Оказываем услуги по первичной поверке.
Переоборудованные производства:
Кейс “Анализ промышленных выбросов”
На сегодняшний день действует строгий регламент, устанавливающий ограничение объемов выбросов в атмосферу отработавших газов, в связи с чем к нам обратилась промышленная организация с просьбой – помочь решить задачу по предотвращению предельных показателей содержания компонентов- «загрязнителей».
Результаты
Действительно, поставленная задача была решена – после проведения внутреннего исследования с помощью газоанализатора TESTO-350, организация сократила количество вредных показателей и успешно прошла официальную проверку. Клиент был доволен прибором, оставив немного впечатлений и положительный отзыв нашим специалистам : Газоотводный тракт TESTO-350 включает в себя целых шесть ячеек определения вредных примесей. Определяется концентрация CO, SO2, SH, NO, NO2, H2 с указанием температуры отходящих газов. В течение 4-5 минут можно узнать концентрацию газов от одного источника, что на мой взгляд — очень быстро! Прибор оснащен своим зондом из нержавеющей стали, выдерживающий температуру до 400 градусов С. Портативность конструкции позволяет легко перемещать газоанализатор от одного объекта к другому. Спасибо специалистам «ЛТК» за помощь в подборе «идеального» газоанализатора.
Сварочные генераторы

Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов.
Сварочный преобразователь содержит приводной трехфазный электродвигатель, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочный агрегат содержит приводной двигатель внутреннего сгорания, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочные генераторы подразделяют по конструкции на коллекторные и вентильные, а по принципу действия на генераторы с самовозбуждением и с независимым возбуждением.
Сварчоные генераторы коллекторного типа с независимым возбуждением применялись в сварочных преобразователях, выпуск которых в нашей стране прекращен в 90х годах 20 века, но пока еще в некоторых организациях эксплуатируются.
Остальные виды генераторов в настоящее время являются составной частью сварочных агрегатов.
Коллекторные сварочные генераторы
Коллекторные генераторы являются машинами постоянного тока, содержащими статор с магнитными полюсами и обмотками, а также ротор с обмотками, концы которых выведены на пластины коллектора.
При вращении ротора витки его обмотки пересекают силовые линии магнитного поля и в них индуцируется ЭДС.
Графитовые щетки осуществляют подвижный контакт с пластинами коллектора. Щетки машины располагаются на электрической (геометрической) нейтрали коллектора, где ЭДС в витках меняет свое направление. Если сдвинуть щетки с нейтрали, то напряжение генератора снизится и переключение обмоток будет происходить под напряжением, что в сварочных генераторах под нагрузкой приведет к очень быстрому расплавлению коллектора электрической дугой.
ЭДС на щетках сварочного генератора пропорциональна магнитному потоку, создаваемому магнитными полюсами Е2 = сФ, где Ф - магнитный поток; с — постоянная генератора, определяемая его конструкцией и зависящая от числа пар полюсов, количества витков в якорной обмотке, скорости вращения якоря.
Напряжение на выходе генератора при нагрузке U2 = E2 - J св R г, где U2 - выходное напряжение на клеммах генератора при нагрузке; Jсв - сварочный ток; Rг - суммарное сопротивление участка цепи якоря внутри генератора и щеточных контактов.
Поэтому внешняя статическая характеристика такого генератора полого падающая. Для получения круто падающей внешней статической характеристики в коллекторных генераторах применяется принцип внутреннего размагничивания машины, что обеспечивается статорной обмоткой размагничивания. При необходимости получения жесткой внешней статической характеристики используется подмагничивающая обмотка статора.
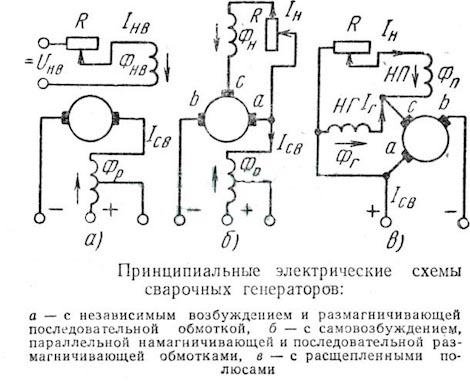
Сварочный генератор с независимым возбуждением и размагничивающей обмоткой
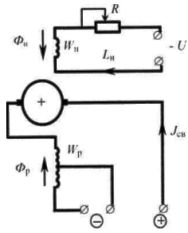
Рис. 1 Схема сварочного генератора с независимым возбуждением и размагничивающей обмоткой
Отличительной особенностью такого генератора является то, что на магнитных полюсах расположены две обмотки возбуждения. Одна (намагничивающая) питается от постороннего источника тока (с независимым возбуждением), а по другой (размагничивающей) протекает сварочный ток.
Размагничивающая обмотка, играя роль сопротивления, включенного последовательно с дугой, обеспечивает падающую характеристику генератора, а при ее секционировании ступенчато регулирует величину тока.
Включение в работу всех витков размагничивающей обмотки дает ступень малых токов, а включение части витков - ступень больших токов.

Плавное регулирование сварочного тока осуществляется за счет изменения напряжения холостого хода, для чего служит реостат R в цепи намагничивающей обмотки. Увеличение сопротивления R приводит к снижению намагничивающего тока снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока.
Генератор обеспечивает падающую внешнюю статическую характеристику только при вращении в одну сторону, указанную на корпусе стрелкой. В сварочных преобразователях необходимо контролировать правильное направление вращения электродвигателя до проведения сварки на холостом ходу.
Сварочный генератор с самовозбуждением и размагничивающей обмоткой
Главное отличие этого типа генераторов в том, что намагничивающая обмотка возбуждения питается не от постороннего источника, а от самого генератора. Поэтому они называются генераторами с самовозбуждением.
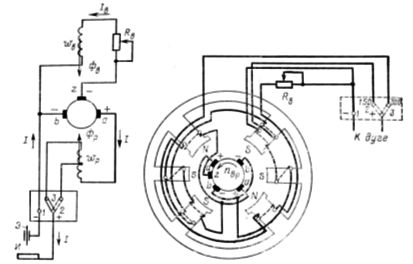
Рис. 2. Принципиальная электрическая схема и устройство магнитной системы четырех полюсного генератора с самовозбуждением
В коллекторных сварочных генераторах, кроме основных полюсов и обмоток, есть ещё две дополнительных полюса, на которых размещается по витку дополнительной последовательной обмотки. Это необходимо для компенсации магнитного потока реакции якоря и сохранения положения электрической нейтрали машины при изменении нагрузки.
Для нормальной работы генератора с самовозбуждением необходимо, чтобы напряжение, подаваемое на намагничивающую обмотку, не изменялось в процессе сварки, т.е. не зависело от режима сварки. С этой целью в генераторе установлена третья дополнительная щетка, которая располагается между двумя основными щетками.
Напряжение, питающее намагничивающую обмотку, оказывается независящим от сварочного тока. Падающая же характеристика генератора обеспечивается за счет размагничивающего действия размагничивающей обмотки, проявляющегося под второй половиной полюсов.

Особенность сварочных генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора. Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов.
При вращении якоря в противоположную сторону в обмотке возбуждения потечет ток обратного направления, который своим нарастающим магнитным полем в какой-то момент времени компенсирует остаточное намагничивание полюсов, т.е. суммарный магнитный поток под полюсами станет равным нулю. В этом случае для возбуждения генератора необходимо намагничивающую обмотку временно подсоединить к независимому источнику постоянного тока.
Вентильные сварочные генераторы
Сварочные генераторы этого типа появились в середине 70-х годов 20 века после освоения производства силовых кремниевых вентилей. В этих генераторах функцию выпрямления тока вместо коллектора выполняет полупроводниковый выпрямитель, на который подается переменное напряжение генератора.
В сварочных агрегатах применяются генераторы три типа конструкции генераторов переменного тока: индукторный, синхронный и асинхронный. В России сварочные агрегаты выпускаются с индукторными генераторами с самовозбуждением, независимым возбуждением и со смешанным возбуждением.
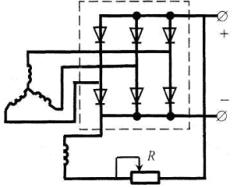
Рис. 3. Схема вентильного генератора с самовозбуждением
В индукторном генераторе неподвижная обмотка возбуждения питается постоянным током, но создаваемый ею магнитный поток имеет переменный характер. Он максимален при совпадении зубцов ротора и статора, когда магнитное сопротивление на пути потока минимально, и минимален при совпадении впадин ротора и статора. Следовательно, ЭДС наводимая этим потоком, тоже переменная.
Три рабочие обмотки расположены на статоре со сдвигом на 120°, поэтому на выходе генератора образуется трехфазное переменное напряжение. Падающая характеристика генератора получается за счет большого индуктивного сопротивления самого генератора. Реостат в цепи возбуждения служит для плавной регулировки сварочного тока.
Отсутствие скользящих контактов (между щетками и коллектором) делает данный генератор более надежным в эксплуатации. Кроме того, у него более высокий КПД, меньшие масса и габариты, чем у коллекторного генератора.
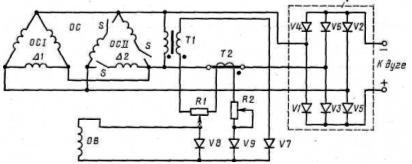
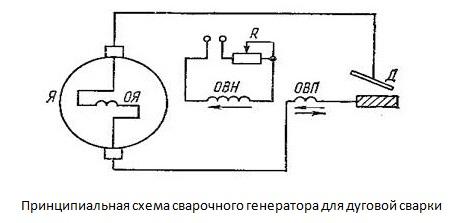
Рис. 4. Принципиальная электрическая схема вентильного сварочного генератора типа ГД-312 с самовозбуждением
Для обеспечения работы на холостом ходу питание обмотки возбуждения осуществляется от трансформатора напряжения, а для питания ее в режиме короткого замыкания – от трансформатора тока. В режиме нагрузки – сварки – на обмотку возбуждения подается смешанный сигнал управления пропорциональный части выходного напряжения и пропорциональный току. Вентильные генераторы выпускаются марки ГД-312 и применяются для ручной сварки металлов в составе агрегатов типа АДБ.
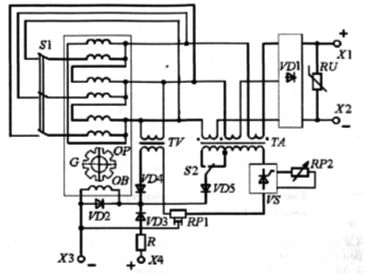
Рис. 5. Принципиальная схема сварочного генератора ГД-4006
В России выпускают несколько конструкций многопостовых агрегатов с количеством постов от 2х до 4х. На рынке представлены универсальные агрегаты для нескольких способов сварки или сварки и плазменной резки. В частности агрегат АДДУ-4001ПР.
Формирование искусственных ВСХ агрегата АДДУ-4001ПР обеспечивается тиристорным силовым блоком с микропроцессорным управлением. Более широкие технологические возможности обеспечивает применение в агрегатах инверторных силовых блоков, как например в агрегате Vantage 500.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Схема сварочного генератора
Сварочные генераторы используются в условиях, когда отсутствуют внешние источники питания. Данные устройства самостоятельно вырабатывают электроэнергию, достаточную для полноценного функционирования сварочного поста. В их конструкцию входит сам сварочный аппарат и генератор, вырабатывающий электроэнергию. Наиболее широкое распространение получили силовые установки, работающие на бензине.
Физические свойства ручной дуговой сварки
Для выполнения ручной дуговой сварки используются электроды. Они подаются к месту сваривания постепенно, по мере расплавления, и перемещаются вдоль шва. В это время проявляется основное физическое свойство, когда между электродом и основным металлом загорается дуга. В этот момент стержень расплавляется и жидкий металл в виде капель стекает в так называемую сварочную ванну.
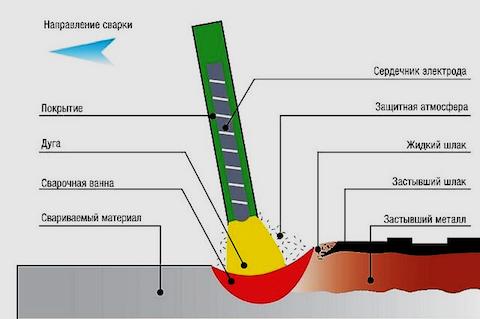
Одновременно со стержнем расплавляется и покрытие электрода, в затем, превращаясь в газ, защищает пространство около дуги и саму ванну на расплавленной поверхности, препятствует контакту атмосферного воздуха с расплавленным металлом. Постепенно дуга перемещается, сварочная ванна становится твердой, металл кристаллизуется, и в этом месте образуется соединительный шов, на поверхности которого появляется твердая корка из шлака.
Сварочная дуга образуется и поддерживается с помощью переменного или постоянного тока, подведенного к электроду и самой металлической конструкции. На самом электроде и поверхности ванны образуются так называемые активные пятна. Расстояние между ними составляет длину дуги. Металл расплавляется на определенную глубину, размер которой зависит от нескольких факторов. Прежде всего, это рабочий режим сварки и ее расположение в пространстве. Существенное влияние оказывает скорость движения дуги, конструкция соединения, размеры и форма кромок, свариваемых между собой.
Как работают генераторные установки
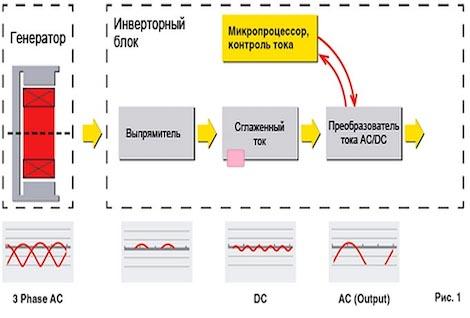
Схема сварочного генератора часто применяется не только на производстве, но и в домашних условиях при выполнении ремонтных работ. Нередко они используются как автономные источники электроэнергии и являются незаменимым оборудованием, особенно на дачах и в загородных домах при регулярных отключениях электричества.
В целом, действия сварочных электрогенераторов происходят по одной и той же схеме.
- В якорной обмотке появляется ток с переменным значением. Он появляется там, где эти обмотки пересекают магнитные силовые линии, находящиеся на полюсах статора.
- Затем ток подводится к коллекторам и преобразуется из переменного в постоянный.
- На следующем этапе этот постоянный ток подается на угольные щетки, очень плотно контактирующие с коллекторами.
- В завершение процесса ток идет к зажимам, подключенным к этим щеткам, а уже от них – к сварочным проводам.
Точно также работает и бензиновый генератор для сварочного аппарата. В конструкции каждого агрегата имеется обмотка возбуждения со свойствами намагничивания. Для ее питания могут быть использованы разные способы:
- С помощью независимых внешних источников питания.
- Непосредственно от генератора, с обмотки якоря при помощи дополнительной щетки, соединенной с намагничивающей обмоткой возбуждения.
В первом случае в генераторе используется независимое возбуждение, а во втором – самовозбуждение. Работа каждого из них может происходить в разных режимах, которые при необходимости регулируются плавными изменениями намагничивающего тока.
Большое значение имеет последовательная обмотка возбуждения, входящая в конструкцию генератора. Ее основным отличием является малое число витков. Обмотка последовательно соединяется с дугой и подает к ней электрический ток. В результате, сила тока в ней будет одинакова с силой тока на сварочной дуге. Каждая обмотка разделяется на несколько секций и функционирует не только полностью, но и отдельными частями.
Сварка этого типа используется в основном для ручной работы с помощью единичных электродов. Именно для таких случаев предусмотрены генераторы с резко падающими внешними характеристиками, когда при повышении тока уменьшается напряжение. Такой ток требуется для поддержания постоянного стабильного горения дуги, которое может быть неровным из-за неравномерного движения руки сварщика.
Коллекторная схема генераторных установок
Одной из ведущих схем подобной аппаратуры являются сварочные генераторы коллекторного типа. Работы этих устройств осуществляется следующим образом.
При нахождении сварочной цепи в разомкнутом виде, и отсутствии нагрузки, на зажимах аппарата появляется так называемое напряжение нулевой нагрузки. Его величина эквивалентна ЭДС, возникающей в якорной обмотке. При нахождении в рабочих режимах данное напряжение находится в полной зависимости от потока магнитной индукции, появляющегося в независимой обмотке возбуждения. Одновременно, магнитный поток зависит от тока возбуждения в обмотке и регулируется специальным реостатом.
В момент зажигания дуги запускается течение тока в якорной обмотке. Далее ток идет через витки в последовательной обмотке возбуждения. В ней создается магнитный поток, направленный против другого магнитного потока, который создается в намагничивающей обмотке ОВН. В связи с этим сварочный ток возрастает, а суммарный магнитный поток в воздушном зазоре генератора снижается. Соответственно происходит уменьшение ЭДС, наводимой в якорной обмотке, и снижение генерируемого напряжения на зажимах.
Таким образом, наблюдается образование крутопадающей внешней статической характеристики. В большинстве сварочных установок коллекторного типа имеется обмотка независимого возбуждения, питающаяся через дополнительную щетку, расположенную между основными. То есть, в этих генераторах присутствует функция самовозбуждения.
Схема генераторов вентильного типа
Бензогенераторы данного типа выполнены в виде индукторного трехфазного генератора переменного тока. Он отличается повышенной частотой, а в схеме имеется встроенный выпрямительный блок. Трехфазная якорная обмотка переменного тока установлена на статоре. Она соединяется по схеме «звезда» или «треугольник». Между двумя роторными пакетами, на статоре также расположена обмотка возбуждения.

Сам ротор изготовлен в виде двух пакетов, состоящих из зубчатых элементов, изготовленных из электротехнической стали. Он не имеет обмоток и вращается вокруг своей оси. В каждом пакете ротора имеется восемь зубцов, смещенных относительно друг друга на 180 градусов.
Когда по обмотке возбуждения проходит постоянный ток, в ней происходит возникновение переменного магнитного потока. Его распределение осуществляется таким образом, чтобы первый пакет создавал лишь северные полюсы, а второй – южные. При совмещении зубцов ротора и статора достигается максимальное значение магнитного потока, а величина сопротивления на пути этого потока будет минимальной. Магнитный поток становится минимальным, когда зубец статора совпадает с пазом ротора.
Таким образом наглядно видно, что обмотка возбуждения принимает непосредственное участие в создании пульсирующего или переменного магнитного потока. Пронизывая трехфазную обмотку статора, этот поток вызывает наведение в ней переменной ЭДС с повышенной частотой. В свою очередь, переменная ЭДС с помощью выпрямительного блока преобразуется в постоянное напряжение вентильного генератора.
Название устройства связано с выпрямительным блоком, в котором используются кремниевые вентили, собранные по трехфазной схеме в виде моста. Питание обмотки возбуждения осуществляется через трехфазную силовую цепь генератора. Для этого существует специальный блок, в который входят трансформаторы тока и напряжения, а также выпрямители. После запуска генератор изначально самовозбуждается за счет остаточного магнитного потока.
По сравнению с коллекторными устройствами, схема для сварочного генератора вентильного типа обладает существенными преимуществами. У них отсутствуют ненадежные скользящие контакты, они обладают повышенным КПД, отличаются компактными размерами и небольшой массой. Вентильные аппараты зарекомендовали себя более надежными в эксплуатации, высокой стабильностью горения и эластичностью сварочной дуги.
Конструктивные особенности сварочных аппаратов
Все сварочные устройства изготавливаются в компактном виде, включают в себя саму сварку и генератор сварочного аппарата. Агрегаты могут работать на бензине или дизельном топливе и применяются в тех местах, где случаются частые перебои с подачей электроэнергии или электричества нет вообще.

В соответствии с конструктивным исполнением генераторы могут быть передвижными или стационарными, одно- или многопостовыми, с различными вольтамперными характеристиками. Наибольшее распространение получил бензиновый сварочный генератор, средняя мощность которого не превышает 100 кВт. Эти агрегаты просты и удобны в обслуживании, обладают незначительной массой, могут эксплуатироваться в сложных условиях, в том числе при низкой температуре.
Среди недостатков следует отметить пониженный рабочий ресурс, существенный расход топлива и невозможность работы свыше 6 часов в день. Тем не менее, они очень популярны у потребителей в качестве резервной или аварийной аппаратуры. Лучшим вариантом считаются инверторные устройства, способные выдавать постоянную частоту 50 Гц, и выполнять сварочные работы с высоким качеством швов.
Дизельный сварочный генератор хотя и не такой мобильный, но тем не менее, он отличается повышенной выносливостью и способностью непрерывно работать в течение длительного времени. Они создают мало шума и расходуют незначительное количество топлива. Дизельные генераторы очень удобны при больших объемах сварочных работ и в случае необходимости могут использоваться как электростанции круглосуточно обеспечивая бесперебойную подачу электроэнергии.
Читайте также: