Сварочный выпрямитель вду 504 схема
Упрощенная схема выпрямителя представлена на рис.3. Напряжение на выходе выпрямителя определяется углом открытия тиристоров выпрямительного блока, который обеспечивается схемой управления тиристорами (СУ), подающей отпирающие импульсы на управляющие электроды тиристоров выпрямительного блока (В1…В6).
Падающие внешние характеристики выпрямителя ВДУ-504 формируются за счет отрицательной обратной связи по сварочному току Uост,. В цепи обратной связи предусмотрено устройство для измерения сварочного тока, которое на схеме (рис. 3) условно обозначено Дост – датчик сигнала обратной связи по току. Этот сигнал представляет собой напряжение Uост, измеряемое в милливольтах. Оно прямо пропорционально силе сварочного тока. В блоке БС оно сравнивается со стабилизированным напряжением Uэ.т. - установки по току. В результате сравнения формируется разностный сигнал ?U = Uэ.т. - Uост который подается на усилитель постоянного тока, а затем - на шестифазную схему управления тиристорами выпрямительного блока (СУ ). Поскольку напряжение обратной связи Uост пропорционально силе сварочного тока, то с увеличением тока разностный сигнал ?U = Uэ.т. - Uост будет уменьшаться. В блоке СУ этот сигнал преобразуется в сигнал открытия тиристора, при этом с уменьшением ?U угол задержки открытия тиристора увеличивается, а выходное напряжение выпрямителя с увеличением сварочного тока будет уменьшаться и наоборот. Таким образом, обеспечивается падающая внешняя характеристика.

Рис. 3. Упрощенная схема выпрямителя ВДУ-504
При холостом ходе Uост = 0 (МУ - закрыт) и на вход СУ действует только напряжение установки по току Uз.т., поэтому угол открытия тиристоров – максимальный, и напряжение холостого хода выпрямителя определяется напряжением холостого хода трансформатора. При определенной величине сварочного тока угол отпирания тиристоров станет равным нулю и напряжение на выходе выпрямителя тоже станет равным нулю, что соответствует режиму короткого замыкания. Наклон внешней характеристики выпрямителя регулируют плавно – путем изменения коэффициента усилия транзисторного усилителя с помощью регулируемого резистора Rp.
Для получения жестких стабилизированных характеристик выпрямителя ВДУ-504 в нем используется отрицательная обратная связь по напряжению дуги. Напряжение обратной связи Uосн, пропорциональное напряжению дуги, снимается с делителя R1-R2 и подается в блок сравнения БС, где сравнивается с установкой требуемого напряжения дуги. Разностный сигнал ?U=(Uзн-Uосн) поступает на усилитель с регулируемым коэффициентом усиления. Регулирование напряжения дуги в цепи обратной связи плавное, аналогичное регулирование тока с помощью резистора.
Кроме плавной регулировки тока и напряжения выпрямителя имеется два диапазона ступенчатой регулировки путем переключения соединения витков первичной обмотки трансформатора звездой или треугольником.
Соединение первичных обмоток треугольником соответствует падающим внешним характеристикам и первому диапазону жестких внешних характеристик. Соединение первичных обмоток звездой соответствует второму диапазону регулирования жестких характеристик. Переключение выпрямителя для работы на падающих характеристиках или жестких осуществляется тумблером S1.
Для работы на падающих характеристиках контакты этого тумблера S1.1 замыкаются, включая в работу цепь сигнал Uосн, а контакты S1.2 размыкаются, отключая цепь напряжения обратной связи Uосн и наоборот, для работы на жестких характеристиках флажок тумблера переводиться в противоположное положение. При этом его контакты S1.1 размыкаются, а контакты S1.2 замыкаются.
4. РАБОЧЕЕ ЗАДАНИЕ
4.1. Составить функциональную блок-схему выпрямителя и дать краткое описание функциональных блоков.
4.2. Построить семейство внешних характеристик выпрямителя при различных положениях регулятора в соответствии с заданным вариантом.
4.3. Построить регулировочную характеристику-зависимость основного регулируемого параметра от положения регулятора n:
Uхх=?(n)– только для жесткой характеристики, где n – количество делений на шкале регулятора.
I2k=f(n)– только для падающей характеристики
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
5.1. Снять верхнюю крышку и боковые стенки выпрямителя.
5.2. Изучить конструкцию выпрямителя и схему электрических соединений, используя заводской паспорт на выпрямитель и методические указания.
5.3. Собрать электрическую схему для экспериментального исследования выпрямителя (рис.4).
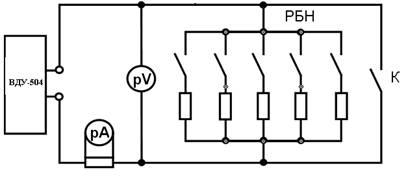
Рис. 4. Электрическая схема для экспериментального исследования работы выпрямителя
5.4. Установить начальное положение регулятора в соответствии с заданным вариантом работы.
5.5. Представить преподавателю электрическую схему для проверки.
5.6. Установить на место верхнюю крышку и боковую стенку выпрямителя.
5.7. Для снятия внешней характеристики необходимо включить выпрямитель в сеть и записать показания приборов на холостом ходу (опыт холостого хода) – все секции балластного реостата выключены.
Затем изменением положения ножей балластного реостата, начиная со второго, последовательно увеличивать нагрузку вплоть до короткого замыкания для выпрямителей ТОЛЬКО С ПАДАЮЩЕЙ ВНЕШНЕЙ ХАРАКТЕРИСТИКОЙ, либо – до максимального допустимого тока – для выпрямителей с жесткой характеристикой. Результаты измерений записать в таблицу 2.
Таблица 2
Результаты исследования внешней характеристики выпрямителя
5.7.2. Для снятия регулировочной характеристики необходимо, изменяя положение регулятора от минимума до максимума в 4-х точках, измерить и записать в таблицу 3 значения тока короткого замыкания для выпрямителя ВДУ-504 в режиме работы на падающей внешней характеристике. При работе в режиме жесткой характеристики выпрямителя ВДУ-504 измеряется напряжение холостого хода выпрямителя в 4-х положениях регулятора, начиная от минимального до максимального значения.
По результатам измерений необходимо построить регулировочные характеристики и описать их в соответствии с рабочим заданием.
Таблица 3
Результаты исследования регулировочной характеристики выпрямителя
| n дел. | 3 | 5 | 6 | 7 |
| Iк.з., А |
СОДЕРЖАНИЕ ОТЧЕТА
6.1. Наименование работы.
6.2. Цель работы.
6.3. Функциональная блок-схема выпрямителя с необходимым пояснительным текстом.
6.4. Электрическая схема для снятия внешних и регулировочных характеристик.
6.5. Таблицы экспериментальных данных.
6.6. Графики внешних и регулировочных характеристик выпрямителей и их описание.
6.7. Выводы по работе.
7. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ РАБОТ ПО КУРСУ «ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ»
При работе в лаборатории источников питания сварочной дуги студентам приходится иметь дело с действующими электрическими установками и приборами, поэтому необходимо соблюдать меры предосторожности от возможного поражения электрическим током. Наиболее часто поражение током происходит либо при прикосновении к неизолированным частям электрооборудования, находящимся под напряжением, либо в результате отсутствия заземляющих устройств.
Все студенты должны обязательно соблюдать следующие правила техники безопасности:
7.1. Перед началом работы проверить надежность заземления корпусов источников питания.
7.2. Приступать к сборке электросхемы можно только при выключенном напряжении питающей сети. При этом защитные кожухи на борновых досках напряжения сети должны быть подняты, а рычаг кожуха должен нажимать на кнопку «стоп» магнитного пускателя. Об отсутствии напряжения можно судить по электролампе, установленной над магнитным пускателем. При выключенном пускателе лампа не горит.
7.3. Включение магнитного пускателя допускается только после проверки схемы руководителем и получения его разрешения.
7.4. При включенном оборудовании не прикасаться к его корпусу и клеммам, а также к клеммам измерительных приборов. Естественно никаких переключений производить нельзя.
7.5. Переключение регулирующих устройств трансформаторов можно производить только при отключенной питающей сети. Изменение положения регулировочных реостатов у сварочных генераторов, производится при работающих приводных электродвигателях, но обязательно на холостом ходу.
7.6. Не допускается включение и выключение оборудования под нагрузкой.
7.7. Разбирать электрическую схему необходимо при выключенном магнитном пускателе, но только после разрешения руководителя работ.
Электротермические установки,электроустановки дуговой сварки
Основным элементом, обеспечивающим дуговой сварочный процесс является источник питания сварочной дуги. Так как сварка возможна как на переменном, так и на постоянном токе, то необходимо иметь источники переменного, постоянного и выпрямленного тока.
Источники питания сварочной дуги переменного тока
Источники питания сварочной дуги переменного тока — это сварочные трансформаторы, одно- и трехфазные.
По количеству питаемых сварочных постов выполняются одно- и многопостовые.
Количество подключаемых к трансформатору сварочных постов (n) определяется из соотношения:

По способу получения падающих внешних ВАХ и регулирования тока выделяются источники питания двух типов:
- трансформаторы с нормальным магнитным рассеянием и дроссельным регулятором тока (отдельным или встроенным),
- трансформаторы с повышенным магнитным рассеянием и катушечным, шунтовым или витковым ступенчатым регуляторами тока.
Аппараты с нормальным магнитным рассеянием (рис. 1.2-32) выполняются двух видов: с отдельным (а) и встроенным (б) регуляторами тока (РТ).
Сварочный аппарат с отдельным РТ состоит из сердечника (2), на котором расположены первичная (1) и вторичная (5) обмотки. К первичной обмотке подводится напряжение —220 В или —380 В, а вторичная создает напряжение холостого хода 60. 65 В и соединяется последовательно с реактивной обмоткой (3) регулятора тока. РТ — дроссель (Др), состоящий из неподвижного магнитопровода (6) с обмоткой (3) и подвижного (4) магнитопровода, между которыми зазор «δ».

Сопротивление (индуктивное) РТ может изменяться в широких пределах при изменении воздушного зазора с помощью винтового механизма (управление местное или дистанционное).
При увеличении зазора индуктивное сопротивление «Др» уменьшается, что приводит к увеличению сварочного тока, и — наоборот.
Наличие реактивной обмотки обеспечивает падающую внешнюю ВАХ, благодаря чему напряжение дуги изменяется в соответствии с колебаниями и изменениями ее длины.
Сварочный аппарат со встроенным РТ отличается тем, что все три обмотки находятся на одном магнитопроводе.
К преимуществам трансформаторов данной системы относятся компактность их конструкции, меньший расход меди и трансформаторной стали. При регулировании тока с максимального на минимальное значение несколько увеличивается напряжение холостого хода, что повышает устойчивость горения дуги.
По такой схеме изготавливаются трансформаторы типов ТСД и СТ на 1000 и 2000 А. Они имеют несколько ступеней изменения напряжения холостого хода вторичной обмотки (U2.0) путем переключения отпаек на них и предназначены для автоматической сварки под флюсом. ТСД-500 используется как для автоматической сварки под флюсом, так и для ручной. Он имеет следующие показатели:Iн =500 А, U2.0 = 80B, ПВ = 60 %, диапазон регулирования сварочного тока от 200 до 600 А.
Аппараты с повышенным магнитным рассеянием (рис. 1.2-33) выполняются с подвижной (а) катушкой, с магнитным (б) шунтом, с шунтом и подмагничиванием (в).

Все трансформаторы имеют первичную (1) и вторичную (3) обмотки, магнитопровод (2) и различные устройства для регулирования тока.
Подвижная катушка (а) расположена на магнитопроводе и скользит по его стержням, перемещаясь при помощи винтового механизма вручную. При сближении с первичной (неподвижной) катушкой индуктивность рассеяния уменьшается, что приводит к увеличению сварочного тока. На таком принципе построено большинство сварочных трансформаторов типа «ТС» (на токи от 120 до 500 А), «ТСК» и «ТД» (на токи 300 и 500 А). В отличие от «ТС» трансформаторы «ТСК» имеют конденсаторы, включенные параллельно первичной обмотке, что повышает cos φ сети. Трансформаторы новых типов «ТД» имеют переключатель диапазонов, при помощи которого катушки обеих обмоток переключаются с параллельного соединения на последовательное, что обеспечивает 2 диапазона изменения сварочного тока.
Например, ТД-504 на номинальный ток 500 А имеет следующие показатели при ПРном, = 60%:
- диапазон 1. U2.0 = 60 В, пределы регулирования от 240 до 750 А;
- диапазон 2. U2.0 = 70 В, пределы регулирования от 75 до 240 А.
Трансформаторы типов ТС, ТСК и ТД предназначены для ручной дуговой сварки.
Магнитный шунт (б) расположен в окне магнитопровода между разнесенными катушками первичной и вторичной обмоток.
При повороте шунта (4) изменяется индуктивное сопротивление рассеяния.
Если зазор между магнитопроводом (2) и шунтом (4) уменьшается, то ток сварочный тоже уменьшается и —- наоборот.
На этом принципе построены трансформаторы типа «СТШ» (на токи 250, 300 и 500 А). Некоторые из них имеют переключатели катушек секционированных обмоток с параллельного на последовательное соединение и устройство отключения трансформатора от сети через 0,5. 1,0 с после прекращения сварки.
Отключающее устройство исключает длительную работу на холостом ходу, что обеспечивает повышение cos φ сети.
Трансформаторы типа «СТШ» предназначены для ручной дуговой сварки и автоматической сварки под флюсом.
Шунт с подмагничиванием (в) постоянным током расположен в окне магнитопровода между разнесенными катушками первичной и вторичной обмоток.
На неподвижном шунте (4) расположена обмотка подмагничнввння (5), изменяя ток Iп в которой, можно регулировать индуктивное сопротивление рассеяния основных обмоток.
При Iп = 0 это сопротивление минимально, а сварочный ток — наибольший. Увеличение Iп приводит к уменьшению сварочного тока.
На таком принципе построены трансформаторы новых типов ТДФ (на токи 1000 и 1600 А при ПВном=100%).
Трансформаторы позволяют выполнять ступенчато-плавное регулирование сварочного тока.
Ступенчатое (грубое) регулирование достигается переключением катушек секционированной вторичной обмотки с параллельного на последовательное соединение.
Плавное (тонкое) регулирование — изменением тока Iп в обмотке (б), получающей питание от однофазного тиристорного выпрямителя.
Трансформаторы типа «ТДФ» предназначены для автоматической сварки под флюсом.
Витковое регулирование применяется у трансформаторов типа «ТСП», которые имеют секционированную вторичную обмотку. Повышенное рассеяние достигается размещением первичной и большей части вторичной обмотки на разных стержнях.
Трансформаторы типа «ТСП» предназначены для ручной дуговой сварки. Например, ТСП-1 на 180 А при ПВном = 50%.
Осциллятор (рис. 1.2-17) предназначен для питания дуги токами высокой частоты (150. 260 кГц) и высокого напряжения (2. 3 кВ) параллельно со сварочным трансформатором, что облегчает зажигание дуги и повышает ее устойчивость. Мощность осциллятора — 100. 250 Вт. Осциллятор дает возможность зажигать дугу даже без соприкосновения электрода с деталью. В то же время ток такой частоты и напряжения безопасен для человека.
Осцилляторы применяют при сварке дугой малой мощности, при аргонодуговой сварке неплавящимся электродом, при значительном падении напряжения в силовой сети и в других случаях.

Источники питания постоянного тока
Питание сварочной дуги постоянным током дороже, чем переменным. Однако применение постоянною тока целесообразно, когда к качеству сварных швов предъявляются особо высокие требования или применение переменного тока затруднено (например, при сварке тонких изделий).
Источники питания постоянного тока делятся на 2 группы:
- машинные сварочные преобразователи,
- полупроводниковые сварочные выпрамители.
Машинные сварочные преобразователи (рис. 1.2-34) состоят из генератора (Г) постоянного тока и приводного асинхронного двигателя (АД) с КЗ-ротором.

Такие преобразователи имеют однокорпусное исполнение с расположением на одном валу «АД» и «Г».
Сварочные «Г» выполняются с двумя обмотками возбуждения:
- независимой (ОВН) параллельной и последовательной (ОВС) сериесной, или
- параллельной (ОВП) и последовательной (ОВС) сериесной.
Однопостовые универсальные (а) сварочные аппараты имеют «Г» с независимой обмоткой возбуждения (ОВН).
«ОВН» получает питание от сети переменного тока через стабилизатор напряжения (СН) и селеновый выпрямитель (СВ).
Она создает направленный магнитный поток «Ф1».
«ОВС» включена в сварочную сеть последовательно. При сварке по ней проходит сварочный ток и создает магнитный поток Ф2, направление которого можно менять с помощью переключателя П (Р — размагничивание, П — подмагничи ванне).
Если «Ф2» направлен встречно основному «Ф1» (размагничивающее действие), то внешняя характеристика генератора будет падающей. Наклон ВАХ можно изменять подключением отпаек «ОВС» с помощью переключателя отпаек «ПО».
Характеристика будет более пологой по мере увеличения переключенных отпаек.
При изменении полярности «ОВС» действие ее будет подмагничивающее, т.е. «Ф2» и «Ф1» совпадают по направлению, а «Г» имеет жесткую характеристику.
Плавное регулирование сварочного тока обеспечивается регулировочным реостатом «Rp» в цепи независимой обмотки возбуждения.
По такой схеме построены однопостовые преобразователи типа «ПСУ — преобразователь сварочный универсальный».
Например, ПСУ-500 (на ток 500 А) имеет как падающие, так и жесткие внешние ВАХ. Предназначен для ручной дуговой сварки и для сварки в защитных газах.
При отсутствии переключателя «П» обмотка «ОВС» включается согласно или встречно с основной обмоткой.
В первом варианте изготавливаются преобразователи однопостовые типа ПСГ (на токи 350 и 500 А). Они имеют жесткие характеристики, так как «Ф2» направлен согласно «Ф1» (подмагничивающее действие) и компенсирует поток реакции якора. Напряжение генератора мало изменяется при изменении сварочного тока, а «ОВС» имеет небольшое число витков.
Например, ПСГ-300 на ток 300 А (пределы регулирования тока от 50 до 350 А, а напряжения от 15 до 35 В) предназначен для сварки в защитных газах.
Во втором варианте изготавливаются преобразователи однопостовые типа «ПСО» (на токи от120 до 800 А) и «ПД» (на 500 А), предназначенные для ручной дуговой и автоматической сварки под флюсом.
Например, ПСО-300 с номинальным током 300 А при ПР(ПВ) = 65 % и номинальном напряжении 30 В позволяет регулировать сварочный ток от 75 до 300 А.
Многопостовые (б) сварочные аппараты имеют «Г» с самовозбуждением и подмагничивающей «ОВС».
Такой генератор имеет очень жесткую характеристику: его напряжение практически ие изменяется при изменении сварочного тока.
Например, ПСМ-1000 имеет приводной АД мощностью 75 кВт, снабжен комплектом из 9 или 6 балластных реостатов (RБ), рассчитан на одновременное питание 9 или 6 постов с максимальным током 200 или 300 А.

Сварочные выпрямители выполняются с неуправляемыми вентилями и с тиристорами (управляемыми).
Структурная схема (рис. 1.2-35) включает следующие основные узлы.
• Понижающий сухой сварочный трехфазный трансформатор (Тр.С). «Тр.С» с повышенным рассеянием выполнен с подвижными катушка-ми вторичных обмоток.
Дня расширения диапазонов сварочного тока при наличии переключающего устройства первичная обмотка может соединяться «звездой» или «треугольником», а регулирование выпрямленного напряжения осуществляется переключением отпаек первичной обмотки каждой фазы. Вторичная обмотка собрана по шестифазной схеме или по трехфазной.
• Выпрямительный блок (ВБ). Выполняется на селеновых вентилях ияи кремниевых диодах.
• Дроссель (Др.) для ограничения скорости нарастания тока при КЗ электрода.
• Вентилятор (В), для охлаждения потоком воздуха полупроводниковых вентилей, так как они чувствительны к повышению температуры.
• Аппаратура пуска, регулирования и защиты (АПРЗ).
• Контрольно-измерительные приборы (КИП), для контроля выпрямленного напряжения и сварочного тока.
На неуправляемых вентилях построены однопостовые и многопостовые выпрямители.
Принципиальная электрическая схема сварочного выпрямителя ВДУ-504 (рис. 1.2-38)
Устройство и принцип работы силового блока ВДУ-504
Изучить устройство сварочного выпрямителя универсального ВДУ-504 и исследовать влияние изменения регулируемых параметров на форму внешних характеристик выпрямителя.
В процессе работы студент должен изучить конструкцию и принцип работы сварочного выпрямителя, а также отдельных его функциональных блоков.
Кроме того, он должен экспериментальным путем построить внешние и регулировочные характеристики и объяснить, чем обусловлены полученные формы характеристик и их расхождения. При этом студент должен использовать багаж теоретических знаний, заводскую техническую документацию, прилагаемую к выпрямителю, методические указания и натуральный образец выпрямителя.
Приступая к выполнению лабораторной работы, студент должен знать:
- устройство и принцип действия полупроводниковых неуправляемых вентилей (диодов) и управляемых вентилей (тиристоров);
- устройство и принцип работы однофазных однополупериодных и двухполупериодных схем выпрямления;
- устройство и принцип работы трехфазных схем выпрямления (простых, мостовых и комбинированных);
- устройство и принцип работы сварочных трансформаторов с нормальным и повышенным магнитным рассеянием;
- способы регулирования сварочных выпрямителей;
- устройство балластных реостатов.
Студент должен уметь:
- построить функциональную блок-схему источника питания, пользуясь его описанием и натуральным образцом оборудования;
- собирать электрические схемы;
- пользоваться измерительными приборами.
2. ОБЩИЕ ПОЛОЖЕНИЯ
Основными элементами сварочного выпрямителя являются: силовой трансформатор, выпрямительный блок, пусковое устройство, регулирующее устройство, блок фазового управления тиристорами с использованием обратных связей по току и напряжению, блок защиты и сигнализации. Силовой трансформатор любого сварочного выпрямителя (за исключением инверторного) – трехфазный, поэтому схемы всех выпрямительных блоков сварочных выпрямителей - трехфазные. Использование трехфазных схем выпрямителя необходимо для снижения глубины пульсации переменной составляющей выпрямительного напряжения. Используя различные схемы выпрямления трехфазного тока, можно значительно изменить глубину и частоту пульсации переменной составляющей.
Выпрямительный блок состоит из полупроводниковых элементов, собранных по определенной схеме. Форма внешних статических характеристик параметрических сварочных выпрямителей определяется формой характеристики силового блока переменного тока трансформатора либо формируется за счет отрицательных обратных связей по сварочному току или напряжению дуги, например, в ВДУ-504. Этот выпрямитель – с фазовым регулированием. При этом выпрямительный блок собран из не полностью управляемых вентилей, а в схему выпрямителя входит узел, содержащий систему управления вентилями, который формирует его внешнюю характеристику.
3. УНИВЕРСАЛЬНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ ВДУ-504
Универсальность выпрямителя заключается в том, что он может работать на естественных жестких и крутопадающих характеристиках, формируемых системой авторегулирования.
В силовом блоке выпрямителя ВДУ-504 используются две простые трехфазные схемы выпрямления, соединенные между собой через уравнительный реактор (дроссель Кюблера). Поэтому для облегчения понимания принципа работы силового блока выпрямителя, вначале разберем принцип работы простой трехфазной схемы выпрямления (рис.1).

Рис.1. Простая трехфазная электрическая схема выпрямления с нулевой точкой
Из временной диаграммы видно, что напряжения U2а,U2в,U2с сдвинуты по фазе на 2p/3(град) и в течение 1/3 периода напряжение одной фазы выше напряжения двух других. Ток через вентиль iа, связанную с ним вторичную обмотку и нагрузку будет проходить в течение той трети периода, когда напряжение на данной фазе больше, чем у двух других. Работающий вентиль прекращает проводить ток тогда, когда потенциал его анода становиться ниже общего потенциала катодов.
Переход тока от одного вентиля к другому (коммутация тока) происходит в момент пересечения кривых фазных напряжений (точка а,б,в,г) (рис.1б). Выпрямленный ток проходит через нагрузку Rн непрерывно. Напряжение на выходе выпрямителя в любой момент времени равно мгновенному значению напряжения той вторичной обмотки, в которой вентиль проводит ток, и выпрямленное напряжение представляет собой кривую, огибающую верхушки синусоид фазных напряжений.
Анодный ток будет иметь форму прямоугольника с основанием 2?/3, ограниченную сверху отрезком синусоиды.
Выпрямленное напряжение содержит постоянную составляющую и наложенную на нее переменную составляющую, имеющую трехкратную частоту по отношению к частоте питающей сети, т.е. равную 3f.
Поочередное прохождение однонаправленных токов во вторичных обмотках трансформатора создает во всех трех сердечниках магнитный поток одного направления. Наличие этого потока вынужденного намагничивания приводит к необходимости увеличения сечения сердечника во избежание его насыщения, поэтому эти схемы выпрямления не используются в силовых выпрямителях.
Устройство и принцип работы силового блока ВДУ-504
Силовой трансформатор нормального рассеяния имеет две группы вторичных обмоток (А, B, C и X, У, Z), каждая из которых соединена в звезду; причем в первой группе нулевая точка звезды образована концами обмоток, а во второй группе – началами обмоток (рис.2). В результате силовая схема ВДУ-504 представляет собой параллельное соединение двух звезд А, B, C и X, У, Z, нулевые точки которых соединены через уравнительный реактор (дроссель УР). Наличие дросселя обеспечивает выравнивание мгновенных напряжений трехфазных групп и позволяет осуществлять параллельную работу последних. Инерционность плеч дросселя приводит к тому, что обе звезды работают полностью автономно в трехфазном режиме. Схема такого преобразования аналогична простой шестифазной. Нулевая точка одной звезды организована началами обмоток, а другая – концами. Это позволяет сдвинуть фазные напряжения звезд между собой на 60 электрических градусов. Поэтому частота пульсации выпрямленного напряжения также равна 6f. Существенное различие состоит в том, что в схеме с уравнительным реактором ток в нагрузку посылают одновременно два вентиля, по одному из каждой звезды, поэтому ток и напряжение нагрузки равны сумме токов и напряжений двух звезд. Это обстоятельство позволяет использовать вентили меньшей мощности.
Кроме того, отличие от простой трехфазной схемы выпрямления в схемах с уравнительным реактором (ВДУ-504) в течение рабочего интервала одновременно проходят токи во вторичных обмотках, расположенных на разных стержнях магнитной системы, при этом через две первичных обмотки, расположенных на тех же стержнях, также проходят токи. Намагничивающие силы от токов первичной и вторичной обмоток на каждом из стержней в этом случае уравновешиваются, и однонаправленный магнитный поток Ф0 не возникает.
Для улучшения динамических свойств выпрямителя в цепь выпрямленного тока включен дроссель индуктивности L (рис.3).
Принцип работы схемы управления тиристорами выпрямительного блока ВДУ-504

ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ

| № изм. | Положение регулятора, n, мм | Положение ножей РБН | UН, В | Ток нагрузки IН, А |
| Задается преподавателем | х.х. | |||
| 2,3 | ||||
| 2,3,5 | ||||
| все | ||||
| к.з. | ||||
| Задается преподавателем | х.х. | |||
| 2,3 | ||||
| 2,3,5 | ||||
| все | ||||
| к.з. |
| n дел. |
| Iк.з., А |
Читайте также: