Сварочный аппарат регулировка частоты
Регулировка тока сварки. Основной обязательной функцией любого аппарата для аргонодуговой сварки является регулировка сварочного тока. Ток сварки выбирается сварщиком в зависимости от толщины свариваемого металла:
| Толщина металла, мм | 2 | 4 | 6 | 8 | 10 | 12 |
| Диаметр электрода, мм | 1.6 | 2.0 | 2.4 | 3.0 | 3.2 | 3.6 |
| Сила сварочного тока, А | 50 - 80 | 130 - 160 | 200 - 250 | 250 - 300 | 300 - 350 | 400 и более |
Данные в таблице являются ориентировочными, ток сварки подбирается сварщиком в соответствии с реальными условиями и исходя из личного опыта.
Подъем дуги (ARC LIFT). При работе аппаратом с контактным поджигом для зажигания дуги необходимо коснуться вольфрамовым электродом свариваемой детали, затем плавно отвести электрод на расстояние 3. 5 мм от свариваемого металла. При контакте электрода с металлом в момент поджига дуги расплавленный металл налипает на кончик электрода, чем вызывает его окисление и снижает ресурс.
Чтобы этого избежать, в момент касания электродом металла функция «ARC LIFT» снижает выходной ток до минимального значения, а после отведения электрода от металла и зажигания дуги ток плавно увеличивается до установленного значения.
Осциллятор. Чтобы полностью исключить контакт электрода с металлом, используется функция бесконтактного поджига дуги. Для этой цели аппараты оборудуются высоковольтным осциллятором. Для того чтобы начать сварку, необходимо поднести электрод на расстояние 3…4 мм к свариваемой детали и нажать кнопку горелки. Осциллятор подает на электрод короткие слаботочные импульсы высокого напряжения, которые вызывают пробой воздушного промежутка и зажигают сварочную дугу.
Предварительная продувка. Для того чтобы исключить окисление поверхности металла при начале сварки, необходимо предварительно создать атмосферу защитного газа в области горения сварочной дуги, поэтому при нажатии кнопки горелки, сначала открывается газовый клапан, затем, через некоторое время, включается источник сварочной дуги. Время предварительной продувки регулируется в диапазоне 0…3 с и устанавливается сварщиком, исходя из практического опыта.
Продувка после сварки. После завершения сварки необходимо поддерживать атмосферу защитного газа вокруг сварочной ванны до полной кристаллизации расплавленного металла, чтобы не допустить его окисления. Время продувки после завершения сварки регулируется в диапазоне 0…10 с и устанавливается сварщиком, исходя из практического опыта.
4-тактный режим. Обычный, 2-тактный, режим работы аналогичен сварочному полуавтомату:
- 1-й такт: при нажатии кнопки горелки начинается сварка
- 2-й такт: при отпускании кнопки горелки сварка прекращается
4-тактный режим имеет некоторые отличия:
- 1-й такт: при нажатии кнопки горелки начинается сварка на пониженном «стартовом» токе, что позволяет аккуратно подготовить сварочную ванну. Стартовый ток регулируется отдельной рукояткой.
- 2-й такт: при отпускании кнопки аппарат переключается в основной режим, и сварка продолжается на установленном «основном» токе.
- 3-й такт: при повторном нажатии кнопки горелки сварочный аппарат переходит в режим «заварки кратера». В этом режиме устанавливается пониженный «ток заварки кратера» что позволяет качественно завершить сварочный шов.
- 4-й такт: при отпускании кнопки горелки сварка прекращается.
В некоторых аппаратах режим стартового тока и заварки кратера отсутствуют, и используется упрощенный 4-тактный режим:
- 1-й такт: при нажатии кнопки горелки начинается сварка
- 2-й такт: при отпускании кнопки сварка продолжается в том же режиме
- 3-й такт: при повторном нажатии кнопки сварка продолжается в том же режиме
- 4-й такт: при отпускании кнопки горелки сварка прекращается.
Спад тока сварки. Для того чтобы качественно завершить сварочный шов может применяться еще одна функция – спад тока сварки.
В этом случае при завершении сварки после отпускания кнопки горелки сварочный ток плавно снижается от установленного значения до минимального, после чего сварка прекращается. Время, в течение которого происходит снижение тока сварки регулируется в диапазоне 0…10 с.
Режим пульсации. При включении режима пульсации сварочного тока меняется характер сварочной дуги: конус дуги становится более узким, ширина сварочной ванны уменьшается. Это дает более концентрированный нагрев металла и, соответственно, более глубокое проплавление, меньшее тепловложение, снижение деформаций металла. Частота пульсации может регулироваться в диапазоне 100…300 Гц.
Импульсный режим. Применение пульсации низкой частоты – от 0,5 до 100 Гц – очень мало влияет на характер дуги, но такой режим, называемый импульсным, очень удобно использовать при сварке тонколистовых металлов, а также для сварки труб, когда отсутствует доступ к обратной стороне шва. Применение импульсов частотой до 50 Гц позволяет более точно контролировать степень проплавления металла для выполнения качественной сварки.
Аппарат может иметь функцию регулировки параметров импульсного режима:
- частота импульсов – как правило, в диапазоне 0,5…50 Гц;
- скважность импульса – в диапазоне 20…80%. В аппаратах эта функция чаще всего называется "Режим импульса"
- амплитуда импульса. Обычно пиковое значение импульса определяется рукояткой «Ток сварки», а ток во время паузы между импульсами регулируется в диапазоне 20…80% от тока сварки. Рукоятка регулировки тока паузы может называться "Основной ток" или "Базовый ток".
Прибор контроля сварочного тока. Так же, как и в аппаратах для ручной сварки, аппараты TIG могут иметь прибор контроля сварочного тока – амперметр, для соблюдения технологических требований при сварке ответственных конструкций.
Ширина очистки (баланс). Регулировка баланса используется при сварке алюминия на переменном токе.
Следует иметь в виду, что переменный ток на выходе у сварочных инверторов имеет не синусоидальную, а прямоугольную форму полуволны.
При сварке алюминия во время протекания положительной полуволны тока происходит нагрев и плавление металла, при этом сохраняется окисная пленка на поверхности, препятствующая свариванию. При протекании отрицательной полуволны происходит интенсивное разрушение окисной пленки, (т. н. «процесс катодного распыления»), но при этом происходит повышенный нагрев вольфрамового электрода и возможно его оплавление.
Рукоятка "Баланс" (на некоторых аппаратах может называться "Ширина очистки") устанавливает соотношение между длительностью положительной и отрицательной полуволн. При этом увеличение значения баланса расширяет зону очистки металла от окисной пленки, но при этом увеличивается расход электрода. Уменьшение значения баланса соответственно снижает расход электрода, но при этом сужает зону очистки.
Баланс регулируется в диапазоне 20…80%, в большинстве случаев оптимальное значение – 50%
Мы предлагаем Вам широкий выбор аппаратов для арогоно-дуговой сварки TIG, оснащенные вышеописанными функциями. Посмотреть аппараты, Вы можете по этой ссылке--->
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
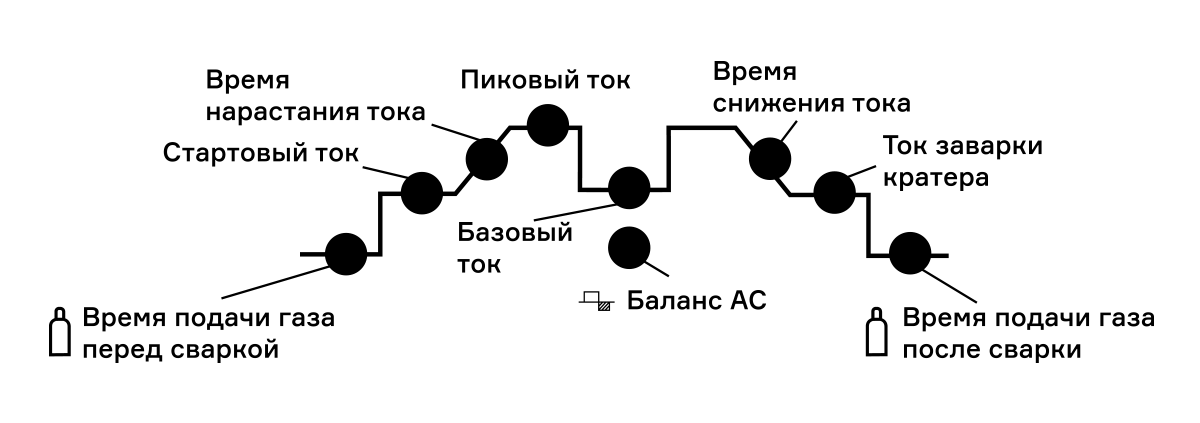

Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
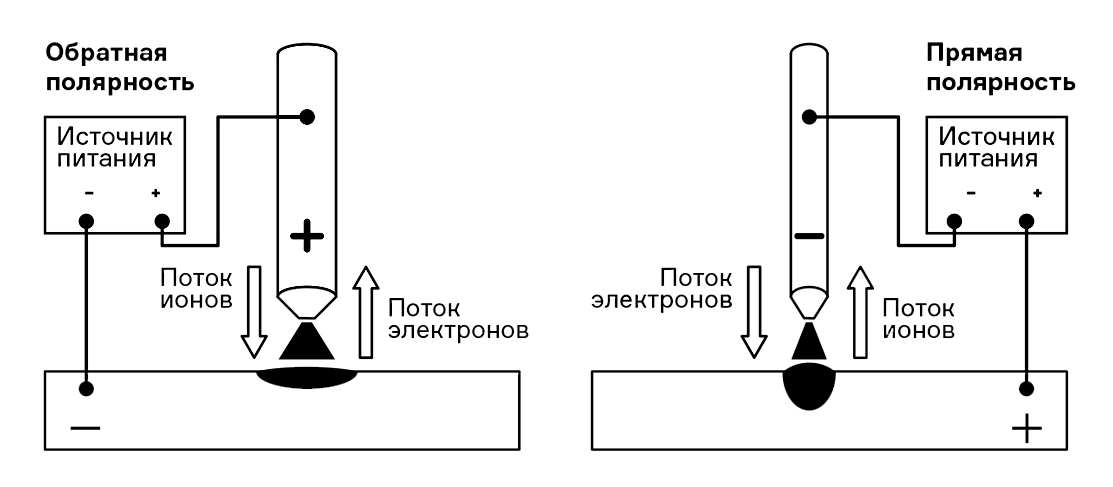
1. Баланс полярности переменного тока в режиме AC и AC Pulse
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
- Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
- Зона расплавления основного металла широкая, но неглубокая.
- Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
- Повышенный ввод тепла в изделие и сниженный в электрод.
- Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
- Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
- Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
- После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
Модернизация сварочного инвертора
Инвертор работает на частоте 90 - 100 кГц, по нижеприведённой схеме.
Хотелось бы уменьшить частоту до 10 - 20 кГц.
Частоту удалось уменьшить только в 2 раза, при увеличении сопротивления резистора до 7 кОм и ёмкости конденсатора до 2 нФ. (выводы 5 и 6 микросхемы КА3525А ).
Дальнейшее увеличение номиналов приводит к срабатывании защиты, даже на холостом ходу. Хотя в мануале на микросхему указано, что можно увеличивать резистор до 200 кОм, а конденсатор до 0,1 мкФ.
Отсюда вопрос - можно ли уменьшить рабочую частоту сварочного инвертора по нижеприведённой схеме до 10 - 20 кГц? И как это реализовать.
Какие будут мысли по управлению частотой
К сожалению, представленая схема "кривая".Не показана нагрузка выходного каскада. Срабатывание защиты вызвано не соответствием трансформатора выбраной Вами частоте.
Высокое качество при конкурентной стоимости позволяет DC/DC-преобразователям MORNSUN конкурировать с аналогами ведущих мировых производителей. Продукция данного бренда, такая как семейство UWTH1D, может с успехом применяться в железнодорожных приложениях. Для телекоммуникационного оборудования подходят DC/DC-преобразователи семейств VCB и VCF, для систем распределенного электропитания – малогабаритные импульсные PoL-стабилизаторы напряжения семейства K78, а для автоматизированных системах производства и робототехники, незаменима серия KUB. Есть и уникальные решения, например, миниатюрный DC/DC-конвертер B0505ST16-W5 в корпусе микросхемы, предназначенный для медицинских приборов.

Ниже привожу схему выходного каскада.
dgrm извиняюсь за незнание, а зачем частоту уменьшать?
Вместо трёх выходных трансформаторов думаю поставить один, который будет работать на частоте около 15 кГц.
Возможно ли это?
Кто что думает?
насколько я знаю: в инверторах(преобразование туда-сюда-обратно) вся соль в высокой частоте-для того чтобы массу транса уменьшить.
а вы частоту уменьшить хотите. потери возрастут, греться будет, либо транс больше нужен.
Судя по схеме похоже на МАСТЕР 162, Я собирал инвертор с нуля и в качестве силового сердечника использовал два ТВС от цветных телевизоров 4,5 поколения. На стенде удалось выдавить 190 ампер.Режим был очень критический и я установил защиту на 130ампер. Частота преобразования была 62Кгц. Это было в 2006году. Я несколько лет варил этим аппаратом. Недостаток очень грелся феррит хотя у меня стояла термозащита на его.По конструкции чем то напоминает ТОРУС 200.
Кто подскажет. Есть у меня проблемка нехватка тока, можно ли увеличить за счет вольто-добавки? Имею ввиду от другого сварочника с соблюдением полярности. (Полуавтомат Титан-160).
Какой смысл менять рабочую частоту?? При снижении частоты снизится индуктивное сопротивление переменному току. Что вызовет нагреву тр-ра.
Способы регулировки сварочного тока
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.

Способы регулирования
Управлять током можно по-разному. Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Изменение количества витков

При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Изменение магнитного потока
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Полупроводниковые приборы
Создание мощных полупроводниковых приборов, способных работать с большими токами и напряжениями, позволило разработать сварочные аппараты нового типа.
Они стали способны менять не только сопротивление вторичной цепи и фазы, но и изменять частоту тока, его форму, что также влияет на характеристики сварочной дуги. В традиционном трансформаторном сварочном аппарате используется регулятор сварочного тока на базе тиристорной схемы.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Применение тиристорной и симисторной схемы
После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
На управляющий контакт тиристора со схемы регулятора поступает сигнал, открывающий полупроводник. Длительность сигнала может изменяться в больших пределах, от 0 до длительности полупериода тока протекающего через тиристор.
Управляющий сигнал синхронизирован с регулируемым током. Изменение длительности сигнала вызывает обрезание начала каждого полупериода синусоиды сварочного тока. Увеличивается скважность, в результате средний ток уменьшается. Трансформаторы очень чувствительны к такому управлению.
Такой регулятор имеет существенный недостаток. Время нулевых значений увеличивается, что приводит к неравномерности дуги и ее несанкционированному гашению.
Для уменьшения негативного эффекта дополнительно приходится вводить дроссели, которые вызывают фазовый сдвиг между током и напряжением. В современных аппаратах данный метод практически не используются.
Методические рекомендации о принципах настройки классического инверторного полуавтомата для начинающих сварщиков.
В данной статье речь пойдет о моделях полуавтоматов, у которых на панели управления имеются такие регуляторы как:

- регулировка напряжения - voltage;
- регулировка тока - current (Стоит отметить, что управление сварочным током в полуавтоматах, более правильно называть регулировкой подачи проволоки);
- индуктивность - inductance.
Рассмотрим по какой методике действовать, чтобы успешно настраивать инверторные аппараты с тремя ручками управления (Аналогичное управление встречается в аппаратах серий OVERMAN, SKYWAY, ULTIMATE и на многих других, но алгоритм действий по настройке будут практически одинаковые).
Ниже мы постараемся пояснить как параметры влияют друг на друга и как производить настройку аппарата в различных условиях: разный газ, разные толщины металла и проволоки, разные материалы заготовок. Создадим универсальный алгоритм, по которому шаг за шагом можно будет прийти к желаемому результату.
Настройка полуавтомата. Органы управления.
Сам процесс называется – электродуговая сварка, то есть, чтобы у нас произошла какая-то сварка, нам нужно создать в цепи электрическое напряжение. Если напряжения в цепи не будет, то какую бы ручку (подача проволоки, индуктивность) мы бы не крутили, понятно, что ничего электрического не произойдет.
Поэтому сначала нужно создать напряжение в нашей сети. Конечно, для настройки лучше использовать справочные сварочные таблицы зависимости напряжения и используемого материала. Но когда справочных или табличных данных нет, то начнём проще. В начале мы достаточно приблизительно ставим напряжение. Если материал тонкий, крутим ручку ближе к минимальным значениям. Если материал – средний, то в середине. Если материал толстый, то нам надо взять полную мощность, крутим ручку к максимуму. Но даже к большим мощностям лучше подходить откуда-нибудь с середины.

Кстати, не забывайте выбирать сварочную проволоку того же материала, с которым вы работаете и соответствующего диаметра. Для работы с тонким материалом, проволока также должна быть тонкой. Для стали проволока должна быть стальная, для нержавейки – нержавеющая, для алюминия – алюминиевая.
Вернёмся к напряжению, если материал тонкий – поставим напряжение в начало (ориентировочно). Если нам нужно будет добавить мощность, то мы еще успеем поставить больше.
Далее переходим ко второй ручке.

Чаще всего она называется «сварочный ток» – но на самом деле это никакой не ток. Ручка так называется для простоты восприятия. На самом деле, это регулировка подачи проволоки. Увеличивая или уменьшая эту регулировку, мы просто увеличиваем или уменьшаем напряжение на моторе подающего механизма. В сварочных аппаратах мотор, кстати, используется обыкновенный, коллекторный мотор постоянного тока, как в автомобиле от дворников или от печки на каком-нибудь грузовике. Особенность такого мотора - когда меняется напряжение, меняется скорость вращения, этим мы и занимаемся, крутя эту ручку. Ни с каким инвертором, ни с какими токовыми цепями, ни с какой другой схемотехникой эта ручка никак не связана. Ручка «сварочного тока» - это просто потенциометр, который увеличивает или уменьшает напряжение на моторе. Мотор, соответственно, подаёт проволоку к месту сварки быстрее или медленнее. Собственно, вы можете просто открыть крышку, покрутить ручку и посмотреть, как крутятся ролики.
Итак, напомним, энергию, мощность процесса, который будет происходить в сварочной дуге, температура процесса, частота переноса, длина дуги и т.п. изначально мы получаем регулировкой напряжения. Грубо говоря, сварочное напряжение – это энергия процесса. А второй ручкой, управляя скоростью подающего мотора, мы регулируем перенос плавящегося электрода в сварочную ванну. Если скорость у нас будет очень маленькая, передача будет происходить одиночными, короткими замыканиями, как будто взрывами. Процесс будет такой щелкающий, резко, капли с огромным количеством брызг. Тогда мы плавно прибавляем подачу проволоки и наблюдаем за процессом. Короткие замыкания становятся все чаще и чаще, и наконец, они сливаются в единый звук, похожий на журчание. Идеально - это звук порядка 100 Гц. Вообще, частота бывает от 70 Гц, но диапазон в 120-130 Гц человеческим ухом уже воспринимается, как ровное гудение. В месте сварки нам сразу нам будет заметно, что уменьшилось разбрызгивание и где-то в этой зоне, мы начинаем искать идеальную точку. Рекомендуем поэкспериментировать, поверните ручку «сварочного тока» чуть-чуть вправо, чуть-чуть влево. Сначала движения большие, потом поменьше, повторите чуть-чуть вправо, чуть-чуть влево. Наконец, вы сами найдёте точку с оптимальным переносом. Ведь ручкой подачи скорости мы заниманием настройкой переноса металла в зону сварки.
После того, как мы настроим процесс, мы получим характерную длину дуги. С физической стороны этого явления, для каждой длины дуги будет характерное сопротивление. По известной формуле, поделив напряжение на это сопротивление, мы получим сварочный ток. Вот именно это хотели подсказать инженеры в надписи данной регулировки. Они как бы пытались спрогнозировать, какой будет ток, если будет подобрана правильная подача проволоки. Но бывает, что это сбивает с толку и профессионалов, и любителей. Многие думают, что ток можно подкорректировать, конечно, подкорректировать ток можно, но нельзя сделать это, не разрушая оптимальную настройку напряжения и подачи.
Существует одна единственная оптимальная точка баланса сварочного напряжения и скорости подачи проволоки. Если представить график с двумя пересекающимися кривыми, то их пересечение и небольшая область вокруг этой точки – это и есть сварочный процесс. Немножко гуляет подача, немного гуляет дуга, немножко мы двигаем горелкой все время. Из-за этого опять же меняется длина дуги и меняются токи. Но совершенно неправильно, сказать, например, что мы работали на 90А, а надо на 140А, и просто повернуть одну ручку. Если вы нашли баланс один раз и получили хороший сварочный процесс, то невозможно взять и поднять ток, не нарушая сварочного процесса. Мы собьём оптимальную настройку, мы собьём перенос, либо увеличится разбрызгивание, либо станет очень короткая длина дуги, вместо хорошей укладки, получим подрезы, прожигание или, может произойти утыкание проволоки с периодическими взрывами. После этого можно гадать очень долго, что у произошло, подача не работает или подающий канал горелки забился или еще что-то. На самом деле вы просто расстабилизировали процесс, точнее сбили оптимальную настройку аппарата. Следует помнить, что точка эта она одна, и вы в ее окрестности работаете.
Теперь перейдём к третьей ручке нашего аппарата.

Индуктивность - это динамика инвертора, которой мы также можем вручную управлять. Что же значит «динамика»? На маленьких, у нас очень маленькие капельки они с очень большой частотой переносятся все это понятно и видно на глаз и на слух. Здесь сомнений нет.
Если у нас будет маленькая индуктивность, то мы получим очень маленькие капельки, которые с очень большой частотой переносятся в сварочную ванну. Каждая капля – это всплеск по току и напряжению. Насколько быстро аппарат может сделать подъем напряжения и потом его сброс, настолько же быстро сформированная капелька может переходить от электродной проволоки в сварочную ванну. Выстрелил током, сбросил каплю, выстрелил током, сбросил каплю. Конечно, все это происходит с большой частотой. Чтобы переносить маленькие капельки на небольших токах, соответственно, динамика должна быть высокая, то есть низкая индуктивность. Если у нас большие токи, то капля на дуге растёт большая.
Например, если мы работаем на сварочных токах за 200А, чтобы сгладить разбрызгивание, следует добавить индуктивность. Не забываем работать творчески, начнем с середины регулировки, при необходимости можем выкрутить и на максимум. На максимальных токах избежать полного разбрызгивания металла нам не удастся на простых аппаратах. Подобную задачу может решать только современные синергетические сложные машины, у которых есть соответствующей мощности микропроцессор, которые также могут реализовывать пульсовые технологии, или технологии аналогичные STI, ColdARC, Root. Но сейчас не об этом. Мы говорим об относительно простом инструменте, где мы вручную пытаемся синхронизировать динамику процесса, и надо этим творчески пользоваться. На больших токах еще раз повторим, не удастся сделать разбрызгивание таким же маленьким, как на низких токах, но, тем не менее, иметь хоть какой-то регулятор лучше чем, не иметь ничего вообще. Поэтому Overman, Ultimate и аналогичные аппараты с тремя ручками – уже очень неплохой вариант. В некоторых случаях удается настроиться на очень хорошие режимы.
В частности, на очень маленьких значениях индуктивности, напряжения и подачи проволоки аппарат OVERMAN способен достигать результатов, очень похожих на процесс STT компании Lincoln Electric. Но чтобы повторить такие процессы, сначала, конечно, надо получить большой опыт работы на этих аппаратах, чтобы понимать, как работают современные синергетические инверторные машины с мощным процессором. Если вы до тонкостей понимаете, как работает профессиональная европейская машина, то очень часто вы сможете повторить процесс и на простом аппарате с тремя ручками.
Вы можете ознакомиться с видео "От первого лица", где наглядно представлен взгляд инженера-сварщика Г.К. AURORA на общие принципы настройки полуавтоматов оснащённых тремя ручками настройки (AuroraPRO OVERMAN / SPEEDWAY / SKYWAY)
Читайте также: