Сварочная машина с гидравлическим приводом
При монтаже трубопровода свариваются одна неподвижная труба (ранее смонтированная часть трубопровода) и одна подвижная труба (очередной хлыст). При сварке стыковых соединений труб на цеховых машинах, как правило, обе трубы подвижные. В любом случае, чтобы выполнить режимы стыковой сварки, необходимо обеспечить соосность труб, а также возможность прижима торцов труб к нагревателю и затем друг к другу с контролируемым усилием. Для этой цели служит центратор (рис.2).
Центратор – конструкция, состоящая из двух или более направляющих и двух или более хомутов для крепления свариваемых труб (Определение ГОСТ Р ИСО 12176-1). В непрофессиональных переводах иностранных инструкций к сварочным аппаратам встречаются термины «базовая машина» или «основная машина» (от английского «Basic machine»).
Функции центратора – обеспечение соосного крепления труб, исправление овальности труб, перемещение одной или обеих труб вдоль оси, обеспечение контролируемого усилия прижима торцов труб к нагревателю или друг к другу.
5.2 Гидравлический агрегат
Гидравлический агрегат – необходимый компонент аппарата для сварки полиэтиленовых труб с гидравлическим приводом центратора . Гидравлический агрегат подключается к центратору двумя шлангами с т.н. быстроразъемными соединениями (БРС) и создает контролируемое давление масла.
В самом массовом (неавтоматизированном) варианте органы управления насосом и клапанами находятся на верхней панели агрегата (рис.3), в случае цеховых машин – на передней панели машины. Переключение рычага влево или вправо включает насос агрегата на разведение или сведение труб. Регулировочный клапан служит для точной регулировки создаваемого давления. Байпасный клапан – для быстрого сброса давления.
Чем сложнее машина, тем больше функций у гидравлического агрегата. В самом простом случае небольшой полевой машины (например, PT-315) гидравлический агрегат только обеспечивает осевое перемещение подвижной трубы. На более сложных полевых машинах гидравлика может также закрывать/открывать и запирать/отпирать хомуты центратора, а также поднимать/опускать боковые роликовые упоры труб. На цеховой машине PL-630 гидравлический агрегат также управляет вводом торцевателя и сварочного зеркала в зону сварки.
Для визуального контроля величины создаваемого агрегатом давления служит стрелочный манометр. Как правило, на гидравлические агрегаты машин для сварки полиэтиленовых труб ставят маслонаполненный манометр – для плавного движения стрелки. Шкала манометра заполнена маслом, с небольшим пузырьком воздуха. Не удивляйтесь, это нормально.
5.3 Торцеватель
Торцеватель предназначен для обработки торцов труб непосредственно перед сваркой стыкового соединения.
Основу торцевателя составляют два параллельных металлических диска с радиально расположенными ножами. Вращаясь между прижатыми к нему трубами, такой «дисковый рубанок» выравнивает торцы труб и обеспечивает идеальное их прилегание друг к другу (рис.4).
В качестве привода торцевателя на малых механических сварочных аппаратах (до Ø 110 мм) чаще всего используют рычаг с храповиком (рис.10). Для труб малого диаметра этого вполне достаточно, а экономия – существенная.
На механических и гидравлических аппаратах среднего размера (обычно до Ø 355 мм) в качестве привода торцевателя используют электродрели с коллекторным двигателем (рис.9). И мощность подходящая, и серийные электродрели стоят недорого.
На гидравлических сварочных машинах от Ø 500 мм и выше мощность электродрели для торцовки труб недостаточна. Используют асинхронный мотор-редуктор (рис.11), хотя он и подороже.
На профессиональных гидравлических сварочных машинах торцеватель, как правило, снабжен микроконтактом безопасности, который замыкается только тогда, когда торцеватель установлен на центратор. Ни на подставке, ни при переноске торцеватель включить нельзя.
5.4 Нагреватель
«Нагреватель», или «Сварочное зеркало» – и есть тот самый «нагретый инструмент» для «сварки встык нагретым инструментом». Инструмент состоит из плоского алюминиевого блина (чаще всего круглого), в который залиты один или несколько электрических нагревательных элементов. Алюминиевый блин покрыт тефлоном, чтобы нагретый инструмент не прилипал к торцам труб. К блину крепятся рукоятки для переноски. Терморегулятор находится в рукоятке или вынесен в отдельный блок, к которому подключается сварочное зеркало.
Термин «сварочное зеркало» - старый и устоявшийся, но в ГОСТ Р ИСО 12176-1 его почему-то заменили на «нагреватель». В непрофессиональных переводах инструкций к аппаратам можно встретить термин «нагревательная пластина» (от английского “heater plate”). Называют также «нагревательным элементом». Это уж совсем двусмысленно. Нагревательным элементом инструмента для сварки ПНД труб чаще всего являются ТЭНы (трубчатые нагревательные элементы), причем в некоторых моделях сварочных зеркал ТЭНы заменяемые.
Нагретый инструмент может быть подвижно закреплен на центраторе (рис.9) с возможностью быстро откинуть его из зоны сварки одним движением руки. Очень полезно для сварки ПВХ труб , поскольку позволяет до минимума сократить технологическую паузу. Гораздо чаще нагретый инструмент и торцеватель находятся на специальной подставке (рис.11) – это чтобы весь сварочный комплект удобнее было транспортировать. Большие сварочные зеркала снабжены такелажными кольцами, чтобы можно было поднимать каким-то подъемником (рис.5). Кроме того, большие сварочные зеркала имеют форму не диска, а кольца – это для уменьшения массы нагретого инструмента и экономии алюминия.
В любом случае, система крепления нагретого инструмента на центраторе не обеспечивает его жесткой фиксации, как у торцевателя. Обеспечивает только более-менее однозначное положение инструмента между прижатыми торцами труб.
5.5 Редукционные вкладыши
Хомуты центратора , предназначенные для фиксации труб, имеют внутренний диаметр, соответствующий самой большой трубе, которую этот конкретный аппарат может варить.
Однако каждый сварочный аппарат рассчитан на определенный рабочий диапазон номинальных диаметров DN – например, от 90 мм до 315 мм. Если хомуты имеют внутренний диаметр 315 мм, то для фиксации труб любого меньшего диаметра необходимо установить в хомуты т.н. редукционные вкладыши соответствующего размера.
Чаще всего редукционные вкладыши крепятся к хомутам болтами (рис.6). На некоторых моделях сварочных аппаратов предусмотрена система быстрого крепления вкладышей на защелках. Это имеет смысл только при сварке труб небольшого диаметра, когда сам сварочный цикл имеет небольшую продолжительность. Если для стыковой сварки толстостенной ПНД трубы Ø 630 мм требуется 2 часа, то какая вам разница, сколько занимает смена вкладышей – 5 минут или 30 секунд?
Вкладыши гидравлических аппаратов имеют серьезную ширину, производятся с применением высокоточной мехобработки и стоят вполне серьезных денег. Поэтому в стандартный комплект аппарата не включены. Если вам нужно варить только диаметры 315 мм и 250 мм, то зачем вы должны платить за десяток других комплектов вкладышей?
На механических аппаратах, как правило, вкладыши проще – очень часто просто штампованные из листовой стали. И, естественно, меньше. Поэтому в комплектацию механического сварочного аппарата обычно входят вкладыши всего рабочего диапазона диаметров. Для цены аппарата это погоды не делает.
5.6 Электрокран
Когда сваривают трубы большого диаметра, требуется подъемное устройство для поднятия торцевателя, сварочного зеркала и верхних половинок трубных хомутов. Поэтому с большими сварочными машинами в качестве опции предлагается электрокран, который крепится к центратору и управляется с дистанционного пульта (рис.7).
С другой стороны, при монтаже трубопроводов больших диаметров в любом случае требуется какой-то автокран (рис.8). Его часто используют также для манипуляций с торцевателем и сварочным зеркалом.
5.7 Варианты привода центратора
Обеспечить перемещение и усилие прижима, теоретически, можно с помощью любого привода – механического, гидравлического, пневматического, электрического, электромагнитного… Тут всё дело в удобстве работы, в надежности оборудования, а также в его технологичности и цене. В процессе эволюции на полевых машинах выжили всего 2 типа привода – механический и гидравлический. На цеховых машинах изредка встречается пневматический привод, но это скорее исключение. Механический привод имеет 2 основные разновидности – приводной рычаг и приводной винт, поэтому можно говорить о трех типах привода центратора , каждый из которых имеет свои достоинства и недостатки.
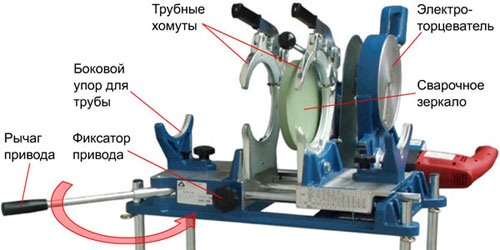
Центратор с приводным рычагом
 |
|---|
| Рис. 9 Центратор с приводным рычагом |
- Очень быстрое перемещение подвижной трубы, благодаря чему продолжительность фазы 3 (технологическая пауза) можно сократить до 1-2 сек. Это делает возможным даже сварку труб из ПВХ (см.п.10.5).
- Приводной рычаг – самое недорогое техническое решение.
- Неудобно использовать в траншее, колодце или пр. стесненных условиях.
- Крайне трудно создать сварочное усилие более 70-80 кгс. Принимая во внимание, что требуемое сварочное усилие пропорционально площади сечения свариваемой трубы (см.п.8.2.4), для ПЭ труб диаметром более 160 мм приходится вводить большие ограничения по толщине стенки.
Чтобы сварочные аппараты с приводным рычагом нашли свою нишу на рынке, конструкторы оборудования подчеркнули их достоинства и ограничили применение:
- Для снижения цены трубные хомуты сделали не парными, а одинарными, дополнив каждый хомут боковым упором для трубы.
- Раз уж в траншее или навесу использовать все равно неудобно, сделали более удобной сварку на открытой местности. Для этого добавили рабочий стол-раму, а торцеватель и сварочное зеркало подвижно закрепили на центраторе .
- Ограничили диаметры и толщину стенки свариваемых труб.
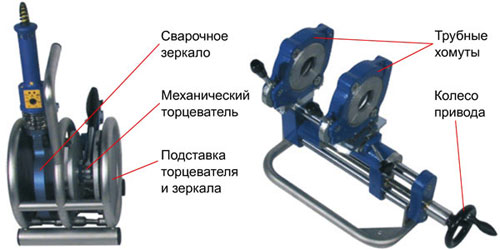
Центратор с приводным винтом
 |
|---|
| Рис. 10 Центратор с приводным винтом |
- Компактная конструкция, позволяет работать в стесненных условиях и навесу.
- Приводной винт – недорогое техническое решение сравнительно с гидравликой.
- При разработке аппарата приходится искать компромисс между скоростью перемещения подвижной трубы и создаваемым сварочным усилием. Для толстостенных ПНД труб диаметром более 160 мм найти хороший компромисс не удается – либо сварочного усилия не хватает, либо подвижная труба движется медленно, из-за чего фаза 3 (технологическая пауза) получается слишком длинная.
Чтобы подчеркнуть достоинства сварочных аппаратов с приводным винтом, их часто делают с расчетом на работу в колодце или навесу, для чего максимально уменьшают размеры и вес. Торцеватель и сварочное зеркало на центраторе не закрепляют, а выносят на отдельную подставку.
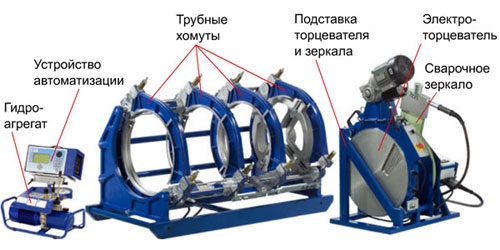
Центратор с гидравлическим приводом
 |
|---|
| Рис. 11 Центратор с гидравлическим приводом |
- Возможность создания сколь угодно большого сварочного усилия. Позволяет сваривать трубы любого диаметра, с любой толщиной стенки.
- Очень просто (и даже в электронном виде) измерить текущее усилие прижима , создаваемое центратором . Достаточно врезать в гидравлическую систему датчик давления. Это позволяет применять на гидравлических аппаратах средства автоматизации сварочного процесса.
- Возможность разделить привод (гидравлический агрегат) и центратор , соединив их шлангами. Маленькие образцы гидравлических аппаратов (напр., PT-125) удобны для сварки навесу.
- Гидравлический агрегат – весьма заметная добавка к цене сварочного аппарата.
С учетом этих особенностей гидравлические аппараты заняли нишу «профессионального» сварочного оборудования для сварки стыковых соединений – без ограничений по толщине стенки свариваемых труб, без ограничений по диаметрам сварки, с возможностью автоматизации для сварки особо ответственных трубопроводов. Цена отходит на второй план, на то оно и «профессиональное» оборудование.
5.8 Конструктивные исполнения (степень автоматизации)
ГОСТ Р ИСО 12176-1 в значительной степени является переводом международного ISO 12176-1 и дает классификацию сварочного оборудования по степени автоматизации, несколько отличную от привычной нам классификации, впервые введенной в 2003г. в СНиП 42-01-2002 (п.10.4.5 СНиП) и по-прежнему используемой по отношению к оборудованию для сварки газопроводов. Классификация ГОСТ:
Стыковая сварочная машина с гидравлическим приводом shengda shd315
Стыковая сварочная машина с гидравлическим приводом Shengda SHD315 с


Заказ вы можете оплатить двумя способами:
- Наличный расчет. Вам нужно всего лишь произвести оплату в нашем офисе или при получении заказа.
- Безналичный расчет. Поступление средств на расчетный счет компании. По предварительному согласованию возможна отгрузка по платежному поручению с отметкой банка.
Назначение: машина Shеngdа SНD315 используется для стыковых сварочных работ. Предназначена для пластиковых труб диаметром от 90 до 315 миллиметров. Находит свое применение в цехах и на строительных площадках.
Двигатель: в основе машины лежит гидравлический привод. Общая мощность устройства — 5,35 кВт.
Конструкция: агрегат смонтирован на прочной стальной раме, оборудован четырьмя зажимами, которые надежно фиксируют трубу.
Преимущества: торцеватель оснащен предохранителем, обеспечивающим безопасную работу. Функция автоматической центровки позволяет избежать ошибок.
Электрическая машина Shengda SHD315 с гидравлическим приводом для стыковой сварки пластиковых труб из ПЭ, ПП и ПВДФ диаметром от 90 до 315 мм.
Преимущества
- Применяется в полевых условиях, на строительной площадке, в цехе и в стесненных условиях для стыковой сварки пластиковых труб и соединительных деталей.
- Машина оснащена гидравлическим приводом.
- Особенность конструкции гидравлических сварочных аппаратов позволяет сваривать фитинги.
- Двухрежимный таймер позволяет контролировать время нагревания и время остывания.
- Качественный противоударный манометр обеспечивает точные показания давления.
- Машина может быть оснащена блоком протоколирования процесса сварки, что позволит использовать её для сварки особо ответственных соединений, например, газопроводов.
Комплектация*
- Центратор.
- Гидравлический привод.
- Нагревательный элемент.
- Торцеватель.
- Держатель.
* Производитель оставляет за собой право вносить изменения в комплектацию, цвет и конструкцию оборудования без предварительного уведомления.
Гидравлические аппараты для стыковой сварки полимерных труб
Отличаются надежностью, универсальные, предназначены для сварки труб из пластика, применяются на строительных площадках, в цехах. Диаметры свариваемых труб от 63 до 1200мм.


Соответствие ГОСТ Р ИСО 12176-1-2011.
Прочная конструкция для работы в полевых условиях, специальные материалы.
Предлагаем плановое техническое обслуживание в сети аккредитованных сервисных центров по России.
Аппараты для стыковой сварки, гидравлический привод
Аппараты для стыковой сварки пластиковых труб делятся по различным признакам. Одна из градаций стыковых аппаратов – по типу привода. Он может быть механический , гидравлический, электрический.
Тип привода очень важен при выборе техники, потому что разные типы данных механизмов позволяют создавать разное сварочное усилие.
В частности, гидравлический привод позволяют создавать большее сварочное усилие, чем механический. Но последний позволяет создавать это усилие более точно. Поэтому первый –подходит для диаметров до 160мм. А второй – для диаметров более 160мм.
Гидравлический привод – это возможность регулировки работы механизмов сварочного аппарата, отвечающих за перемещение прижимных зажимов станины через изменение давления в гидросистеме при помощи гидростанции.
Для создания сварочного усилия при соединении толстостенных труб с диаметром от 160мм необходимо иметь мощный привод. Поэтому производители сварочного оборудования выпускают машины для соединения труб ПНД после 160мм с гидравлическим приводом.
Производитель сварочных аппаратов для пластиковых труб Shengda
предлагает аппараты для стыковой сварки с гидравлическим приводом в диапазоне от 160 мм до 2500мм.
Аппараты для стыковой сварки с гидравлическим приводом купить.
Для выбора стыкового аппарата с гидравлическим приводом нужно точно определиться с тем, трубы каких диаметров предполагается соединять.
На нашем сайте можно выбрать аппарат для стыковой сварки любого диаметра
По ценам производителя с доставкой по РФ.
Сварочное оборудование

Трубы — важная часть городской инфраструктуры. Их используют для монтажа водосточных систем, тепловых и газовых сетей, канализаций. Долгий срок эксплуатации, износостойкость, быстрая установка, возможность любой конфигурации трубопровода увеличили спрос на применение труб из полимерных материалов для прокладки коммуникационных трасс, транспортирующих жидкие и газообразные вещества.
Надежность любой системы обеспечивает качество совмещения отдельных звеньев. Для соединения пластиковых труб в полноценный трубопровод необходимо применение специального сварочного оборудования. На нашем сайте представлены разнообразные сварочные аппараты, которые могут быть использованы при стыковой, раструбной, электромуфтовой сварке полимерных труб, комплектующие и запасные части для ремонта станков. Наши менеджеры подробно проконсультируют вас по техническим параметрам представленных моделей и помогут подобрать подходящее сварочное оборудование, ориентируясь на ваши пожелания и потребности. Мы работаем с юридическими и физическими лицами. Осуществляем доставку во все регионы России.
Виды сварочного оборудования
При сварке полимерных трубопроводов диаметром от 40 мм до 1200 мм, а также для высокопрочного и надежного соединения муфт или фитингов, необходимо использовать мощное оборудование с высокой производительностью. Выделяют следующие виды сварочного оборудования:
Станки контактно-стыковой сварки
Стыковая сварка труб из ПЭ, ПП, ПВДХ и других полимеров представляет собой контактное соединение фасонных элементов. Края свариваемых труб нагреваются до температуры плавления, а затем совмещаются друг с другом под высоким давлением.
Данный вид сварки производят с применением механических и гидравлических машин.
Машины используются при сварках пластиковых труб диаметром от 40 до 315 мм. Состоят из центратора, нагревателя и торцевателя. Высокая прочность и устойчивость к деформациям стальной рамы центратора способствует идеальной центровке труб с любым показателем SDR. Антипригарное тефлоновое покрытие нагревательного элемента исключает прилипание трубы во время проведения сварочных работ. Для быстрой и точной торцовки фасонных частей предусмотрен электрический торцеватель. Механический привод обеспечивает максимальное усилие сжатия трубы для высокой прочность сварного шва. Небольшой вес и мобильность комплекта позволяют использовать оборудование как в цеху, так и в полевых условиях.
Гидромашины предназначены для монтажа коммуникационных систем, состоящих из полимерных труб диаметром от 40 до 1200 мм. Профессиональное оборудование характеризуется высокой производительностью, функциональностью, точностью и надежностью сварки. Оснащаются центратором с фиксирующими зажимами, гидравлическим приводом, нагревательным элементом с тефлоновым покрытием, электрическим торцевателем, другими вспомогательными узлами и механизмами. Как правило, предусмотрена возможность демонтажа одного из зажимных фиксаторов для удобной сварки тройников, крестовин и отводов. Современные гидравлические машины позволяют выполнять безфитинговое соединение. Станки с гидравлическим приводом могут применяться в полевых условиях.
Электромуфтовое сварочное оборудование
Аппарат электромуфтовой сварки представляет собой компактное, переносное устройство с низким энергопотреблением. Предназначено для неразъемного соединения труб из полимерных материалов. Сварочные работы производятся при помощи муфт с электрическими нагревателями. Оборудование может работать на переменном токе от розетки, аккумуляторной батареи, переносной электростанции, что позволяет применять технику в полевых условиях. Полностью автоматизированное устройство состоит из ударопрочного стального корпуса, микропроцессорного блока управления, встроенных измерительных приборов, электронного терморегулятора, многофункционального жидкокристаллического экрана и иных высокотехнологичных узлов. Встроенная память позволяет записывать данные сварочного процесса. USB-разъем обеспечивает перенос информации на сторонний носитель. Оптический штрих-код сканер считывает вводные данные. Электронная система управления автоматически проводит точный анализ сварочного процесса по изначально заданным параметрам.
Электромуфтовый сварочный аппарат — высокотехнологичная машина, обладающая рядом преимуществ:
- универсальность — производит сварку муфт большинства производителей;
- компактность и мобильность — обеспечивает возможность проводить работы в труднодоступных местах при любых погодных условиях;
- надежность — электромуфтовый механизм не деформируется и формирует прочное соединение высокого качества.
Аппараты для раструбной сварки
Станки применяются при проведении механизированной сварки враструб труб и фитингов, изготовленных из ПП, ПЭ и ПБ. Подходят как для домашнего, так и для профессионального использования. Используются для монтажа внутренних систем отопления и водоснабжения, прокладки труб для полов с подогревом. Характеризуются компактными размерами, малым весом, простотой и удобством в эксплуатации. Основными составляющими сварочного оборудования являются нагревательный элемент с антипригарным покрытием, центратор с органами управления и вспомогательным оборудованием, электронный регулятор температуры. Конструкция предусматривает возможность крепления на опоре или струбцине, что заметно упрощает эксплуатацию.
Комплектующие и дополнительное оборудование
Сварочное оборудование, представленное на нашем сайте, поставляется в полном комплекте со всеми необходимыми составляющими, для проведения высокоточных сварочных работ. Но также вы можете приобрести у нас комплектующие, дополнительное оборудование и запасные части по отдельности:
Для заказа или получения консультации обращайтесь к нам в мессенджеры или закажите обратный звонок. Наши менеджеры предоставят интересующую вас информацию, помогут с выбором, организуют доставку в кратчайшие сроки. Мы работаем для вас!
Гидравлические машины для стыковой сварки полиэтиленовых труб
Гидравлический привод центратора позволяет создать любое сварочное усилие. И, соответственно, сделать гидравлическую машину для стыковой сварки пластиковых труб любого диаметра и с любой толщиной стенки. Сварка ПНД труб большого диаметра возможна только на машинах стыковой сварки с гидравлическим приводом.
До недавнего времени самым большим диаметром для напорных ПНД труб был диаметр 1600 мм. Поэтому и самые большие гидравлические машины стыковой сварки труб были рассчитаны на этот диаметр. Сегодня мировой рекорд диаметра для напорных пластиковых труб составляет 2000 мм, и мировые лидеры производства машин стыковой сварки уже производят такие машины.
Фирма Tecnodue s.r.l. (Италия) предлагает полный спектр стыковых сварочных машин для пластиковых труб любых существующих диаметров. Все стыковые сварочные машины Tecnodue с большим запасом соответствуют требованиям базового Европейского норматива - ISO 12176-1:2006 (Российская версия документа - ГОСТ Р ИСО 12176-1-2011). В частности, машины с гидравлическим приводом рассчитаны на сварку ПНД труб без каких-либо ограничений по толщине стенки, с большим запасом сварочного усилия на пассивное сопротивление трубы.
Сварочные машины с гидравлическим приводом легко поддаются автоматизации, поэтому могут применяться для сварки трубопроводов газоснабжения и пр. Опасных производственных объектов, подконтрольных Ростехнадзору.
Машины PT-160 – PT-500 производятся с низкой, средней и высокой степенью автоматизации (согласно классификации СНиП 42-01-2002 ).
Машины для сварки ПНД труб больших диаметров производятся также трех степеней автоматизации, однако не оборудованы устройством автоматического извлечения сварочного зеркала. Поэтому их максимальная степень автоматизации (CNC) не признается «высокой» по Российским нормам.
В этом разделе представляем стыковые сварочные машины серии PT для стыковой сварки труб по традиционной технологии со сварочным давлением 1,5-1,7 кгс/см 2 . В отличие от машин серии PT-HP со сварочным давлением 5,2 кгс/см 2 , машины серии PT с равным успехом применимы как для труб из ПНД, так и из ПП, ПВДФ и ПБ.
Предлагаемые гидравлические машины для стыковой сварки пластиковых труб:
Самая маленькая гидравлическая машинка для стыковой сварки пластиковых труб (ПНД, ПП, ПВДФ и пр.), рабочий диапазон диаметров 40-125 мм без ограничений SDR.
Установленная мощность 1,5 кВт, питание 220 В.
Масса базового комплекта 52 кг.
Степень автоматизации – низкая и средняя.
Сварочная машинка с гидравлическим приводом для сварки пластиковых труб (ПНД, ПП, ПВДФ и пр.) в полевых условиях, рабочий диапазон диаметров 40-160 мм без ограничений SDR.
Установленная мощность 2,2 кВт, питание 220 В.
Масса базового комплекта 82 кг.
Степень автоматизации – низкая, средняя и высокая.
Гидравлическая машина для стыковой сварки пластиковых труб (ПНД, ПП, ПВДФ и пр.) в полевых условиях, рабочий диапазон диаметров 63-200 мм без ограничений SDR.
Установленная мощность 2,5 кВт, питание 220 В.
Масса базового комплекта 98 кг.
Степень автоматизации – низкая, средняя и высокая.
Сварочная машина с гидравлическим приводом для стыковой сварки пластиковых труб (ПНД, ПП, ПВДФ и пр.) в полевых условиях, рабочий диапазон диаметров 63-250 мм без ограничений SDR.
Установленная мощность 3,5 кВт, питание 220 В.
Масса базового комплекта 109 кг.
Степень автоматизации – низкая, средняя и высокая.
Стыковая сварочная машина для пластиковых труб (ПНД, ПП, ПВДФ и пр.), сварка в полевых условиях. Для труб из ПЭ-80 и ПЭ-100 рабочий диапазон диаметров 63-315 мм, для остальных термопластов 90-315 мм, без ограничений SDR.
Установленная мощность 5,2 кВт, питание 220 В.
Масса базового комплекта 160 кг.
Степень автоматизации – низкая, средняя и высокая.
Стыковая сварочная машина для пластиковых труб (ПНД, ПП, ПВДФ и пр.), сварка в полевых условиях. Для труб из ПЭ-80 и ПЭ-100 рабочий диапазон диаметров 63-355 мм, для остальных термопластов 90-355 мм, без ограничений SDR.
Установленная мощность 5,2 кВт, питание 220 В.
Масса базового комплекта 187 кг.
Степень автоматизации – низкая, средняя и высокая.
Гидравлическая машина для стыковой сварки пластиковых труб (ПНД, ПП, ПВДФ и пр.) в полевых условиях, рабочий диапазон диаметров 200-500 мм без ограничений SDR.
Установленная мощность 7,8 кВт, питание 220 В.
Масса базового комплекта 324 кг.
Степень автоматизации – низкая, средняя и высокая.
Гидравлическая машина для стыковой сварки пластиковых труб (ПНД, ПП, ПВДФ и пр.) в полевых условиях, рабочий диапазон диаметров 315-630 мм без ограничений SDR.
Установленная мощность 11,5 кВт. Питание 3х380 В.
Масса базового комплекта 460 кг.
Степень автоматизации – низкая, средняя и высокая.
Гидравлическая стыковая сварочная машина для пластиковых труб (ПНД, ПП, ПВДФ и пр.) в полевых условиях, рабочий диапазон диаметров 450-800 мм без ограничений SDR. Сварка труб Ø400 с толщиной стенки до SDR11.
Установленная мощность 14,1 кВт. Питание 3х380 В.
Масса базового комплекта 884 кг.
Степень автоматизации – низкая, средняя и высокая.
Гидравлические сварочные аппараты для ПНД труб
Гидравлические сварочные аппараты используются в ЖКХ, промышленной сфере при прокладке и реконструкции трубопроводов, транспортирующих жидкие, газообразные, в том числе агрессивные вещества. Полученные конструкции рассчитаны на воздействие больших нагрузок. В зависимости от модели, станок позволяет соединять трубы диаметром от 40 до 1200 мм с различной толщиной стенок. Оператор может выставить необходимые температурные показатели нагревателя в диапазоне от 0 до 300 C. Благодаря антипригарному тефлоновому покрытию, труба не прилипает к поверхности во время сварки. Полученный шов по прочности приближается к материалу трубы.



















Стыковые сварочные аппараты с гидравлическим приводом
При проведении монтажа и ремонта промышленного трубопровода необходимо применение специального высокотехнологичного сварочного оборудования. Профессиональные сварочные аппараты с гидравлическим приводом «ПРОСВАР» предназначены для соединения полимерных труб диаметром от 40 до 1200 мм. Главное отличие от механических аппаратов состоит в том, что сжатие трубопровода происходит в автоматическом режиме с помощью гидравлического привода. Гидравлика позволяет производить высокоточный прочный стык. В результате, надежность сварочного шва не уступает по своим характеристикам самой трубе. От оператора требуется на начальном этапе внести вводные данные: диаметр и SDR трубы. Далее машина в автоматическом режиме проводит сварочные работы. Предусмотрена регулировка температуры плавления и давления, при котором происходит сжатие расплавленных торцов труб. На гидростанции расположен разъем для подключения прибора протоколирования, что обеспечивает возможность производить запись параметров сварочного процесса.
В комплектацию машин входит:
- четырехзажимной центратор (один из фиксаторов может демонтироваться для удобной сварки крестовин, отводов и тройников);
- гидростанция в открытом корпусе с классом защиты IP 54 (брызго- и пылезащищенность);
- электрический торцеватель;
- электронный блок управления;
- электронагреватель с тефлоновым покрытием;
- комплект редукционных вкладышей с набором крепежных болтов;
- бокс для хранения и транспортировки торцевателя и нагревателя.
Преимущества применения гидравлических сварочных машин:
Автоматизация процесса сварки труб из полимерного материала.
Обеспечение силы сжатия, необходимой для пайки трубопровода большого диаметра.
Читайте также: