Сварочный инвертор edon схема
Дисклеймер: Внимание, не пытайтесь ремонтировать силовую электронику без соответствующих знаний и опыта. В противном случае, это может привести к печальным последствиям. Данный обзор носит информационный характер, это не руководство к действию. В интернете есть множество статей и видеоруководств по ремонтам, но к сожалению, по большей части толку от них мало — информация разрозненная и даже противоречивая.
Пусть будет ещё одна инструкция, возможно именно она кому-то поможет :)
Родственник принёс на ремонт дохлый китайский сварочник EDON LV-200, который проработал всего ничего, а гарантия давно закончилась (хотя обычно она и не помогает, но не суть).
Надпись на этикетке не имеет ничего общего с реальностью :)
Сварочник пришёл в хорошем внешнем состоянии и не ремонтировался ранее, такие ремонты обычно никаких проблем не доставляют.
После вскрытия, провожу первичную диагностику, которая позволяет оценить степень повреждений и целесообразность последующего ремонта.
Последовательность действий:
— Прежде всего, обязательно разряжаю накопительные конденсаторы лампой накаливания. В некоторых случаях, заряд на них держится очень долго, поэтому не забываем технику безопасности, энергии заряда достаточно, чтобы хорошо навредить. После разряда, проверяю остаточное напряжение, которое не должно превышать нескольких вольт. Т.к. печатная плата покрыта слоем лака, щупы должны быть острыми.
— Проверяю исправность шнура питания и вилки. Довольно часто попадаются аппараты с такими повреждениям и ремонт сводится просто к их замене шнура или вилки.
— Проверяю исправность сетевого выключателя и состояние клемм подключения. В мощных аппаратах они часто подгорают и требуют замены. Тут аппарат слабенький и токи смешные, контактам ничего не грозит.
— Проверяю сетевой диодный мост на пробой. Выходит из строя редко, обычно при залипании реле цепи заряда.
— Проверяю сопротивление зарядного резистора (или позистора). Его обрыв косвенно говорит о проблемах в силовой цепи.
— Проверяю силовые транзисторы на КЗ. Самая частая неисправность — пробой этих самых транзисторов по разным причинам.
— Проверяю транзистор БП на пробой, трансформатор БП на обрыв, а заодно и обвязку БП на внешние повреждения.
— Проверяю выходные силовые диоды на пробой (прямо на выходных силовых клеммах). Если в обе стороны звонятся — есть проблема.
— Проверяю состояние выходных силовых клемм на затяжку и повреждения.
По результатам, примерно прикидываю целесообразность ремонта и согласую ремонт с хозяином аппарата. Если ремонт одобрен, чищу аппарат от пыли, грязи, опилок. Лучше всего, продуть его компрессором на открытом воздухе, стараясь не дуть на вентиляторы (их можно повредить).
Подготавливаю необходимое оборудование:
— Мультиметр
— Токовые клещи на постоянный ток
— Осциллограф
— Нагрузочное сопротивление (балласт) 0,15Ом 150А (использую самодельное нихромовое).
— ЛАТР 0-250В на 1-2А
— Лампа накаливания 220В 95Вт (150Вт) с патроном
— Разделительный трансформатор 220/220 1А для гальванической развязки (использую самодельный)
— Для пайки потребуется мощный паяльник на 100-150Вт с массивным медным жалом, простой паяльник на 40Вт или паяльная станция, припой, флюс.
— Защитные очки. Позволяют защитить глаза от осколков разлетающихся транзисторов, электролита взорвавшихся конденсаторов, капель припоя и меди при КЗ.
— Расходные материалы (спирт, ветошь, термопаста, термопрокладки, клей, изолента)
— Инструмент для разборки (шуруповёрт, отвёртки, плоскогубцы, бокорезы, пинцет и т.д)
Разделительный трансформатор позволяет относительно безопасно работать под сетевым напряжением. Многие ремонтники его не используют — они интуитивно понимают до чего можно дотрагиваться, а до чего нежелательно. Я тоже иногда трансформатор не использую, но начинающим ремонтникам он необходим для сохранения жизни и здоровья.
Во время проверки выходных диодов CTXS-6603, меня смутило очень малое падение напряжения на них — всего 0,19В. Обычное значение для этой цепи 0,3-0,4В.
Первая мысль — диодам пришёл писец, что в общем-то не редкость.
Вторая мысль — китайцы по ошибке поставили сюда перемаркированные диоды Шоттки, которые как раз имеют похожее падение напряжения и в сварочниках нормально не работают из-за недостаточной стойкости к высокому обратному напряжению. Для проверки я их аккуратно выпаял и проверил по отдельности. Все 3 диода звонились одинаково (значит не дохлые), проверил их высоким обратным напряжением — 250В все запросто выдержали. Нагрузил током 10А и проверил падение напряжения — всё совпало с даташитом. Успокоился и запаял диоды обратно, теперь я имею +0,3% к опыту :)
После выпаивания транзисторов, отверстия в плате под них очистил зубочисткой.
Далее, проверил все элементы драйверов, т.к. они тоже часто выходят из строя вместе с транзисторами. Проверять можно либо по схеме, либо методом сравнения каналов.
Дополнительно, необходимо проверить исправность размагничивающих (рекуперационных) диодов RHRP1560 — они также частенько выходят из строя при пробое транзисторов, причём как обрываются так и закорачиваются.
Теперь необходимо убедиться, что всё остальное в сварочнике работает нормально, для этого выпаиваю технологическую перемычку, которая позволяет разделить цепи питания силовой части и собственного источника питания
И подключаю в нужное место простейший внешний источник постоянного тока на 310В (обведён пунктирной линией)
Внимание — питающий провод сварочника никуда не подключать!
После подключения, плавно добавляю напряжение с ЛАТР до номинальных 220В. При этом должно сработать реле, вентилятор должен начать вращаться и не менять обороты на слух при изменении входного питающего напряжения от 130В до 250В. Лампа накаливания при этом не должна светиться.
Ставлю регулятор тока в среднее положение и осциллографом проверяю форму импульсов затвор-эмиттер (сами транзисторы естественно выпаяны).
Все параметры импульсов в норме для сварочника такого типа, затянутый фронт — норма пока транзисторы не запаяны т.к. драйверы работают без затворных ёмкостей.
Проверяю пропадание импульсов при снижении питающего напряжения ниже 150В
Если всё в норме, значит самое время устанавливать новые транзисторы на место.
Устанавливаю транзисторы на радиаторы, не забыв про термопасту (использую КПТ-8)
Выводы транзисторов откусываю только после закрепления радиаторов саморезами!
Готово :)
Важно не забыть поставить защитную пластину на радиаторы, без неё сварочник будет работать до первого падения, после чего попадёт обратно на ремонт (проходили, знаем).
После установки транзисторов, опять подключаю его по вышеуказанной схеме и опять проверяю форму импульсов затвор-эмиттер
Форма импульса выровнялась и близка к идеальной. Если импульс не имеет крутых фронтов в обоих каналах, необходимо искать причину, обычно это неисправный элемент в драйвере, либо неисправный импульсный трансформатор ТГР.
Теперь можно восстановить перемычку, отключить внешний источник питания, закрепить печатную плату, поставить изоляционную пластину, правильно установить крышку корпуса (решёткой к морде).
Но не спешите делать большую ошибку, пытаясь сразу что нибудь приварить! С большой долей вероятности сварочник опять жахнет. Когда-то очень давно, я сам на это попал, когда не заметил неисправность цепи токоограничения, досада была велика :(
Собираю такую схему
Постепенно повышаю входное напряжение. При некотором значении щёлкает реле и запускается вентилятор. Повышаю напряжение, поглядывая на лампу накаливания, которая должна тускло светить. Довожу напряжение до номинала и проверяю постоянное напряжение на выходе сварочника. Оно должно быть в пределах 40-70В в зависимости от входного напряжения и от коэффициента трансформации силового трансформатора (в данном случае это 17:5).
Даю немного поработать аппарату, наблюдая за лампой накаливания.
Далее, подключаю аппарат напрямую по следующей схеме
Ток в первичной и вторичной цепях проверяю токовыми клещами
Регулятор тока устанавливаю в минимальное положение.
Включаю аппарат, проверяю ток в первичной цепи (должен быть менее 1А), подцепляю токовые клещи на выход и аккуратно подключаю балласт. Ток не должен превышать значения 40А. Превышение тока означает, что не работает цепь ограничения тока и требуется дальнейший ремонт. Обычно виноват оказывается токовый трансформатор, его выпрямитель или усилитель тока.
Если ток в норме (менее 40А), отключаю аппарат, ставлю регулятор тока в среднее положение, включаю снова и подключаю нагрузку (на вспышку не глядеть). Ток должен возрасти. Кручу ручку регулировки тока — ток должен плавно регулироваться до максимального значения. При минимальной уставке тока, обычно срабатывает защита от залипания электрода.
В моём случае максимальный ток составил чуть менее 130А, что является нормой для этого аппарата. Ожидать от него написанные бумажные 200А не стоит.
Если при вращении регулятора ток резко дёргается — пора чистить регулятор тока.
При необходимости, максимальное значение тока можно подстроить резистором на плате, но в пределах разумного. Не рекомендую повышать значение этого тока, аппарат уже разогнан производителем до предела и выжать их него ещё больше не выйдет — он просто сгорит. Я оставил заводскую настройку максимального тока.
Рабочего тока хватает для сварки максимум 3мм электродом. Для длительной работы на максимальном токе, а также для резки металла аппарат непригоден.
К чему все эти казалось-бы ненужные действия? Дело в том, что сварочники горят по какой-либо причине и эту причину необходимо найти и устранить. Обычно, причиной выхода из строя является сам пользователь, грубо нарушающий требования руководства по эксплуатации (при этом необходимо провести с владельцем ликбез). Но в данном случае настоящая причина — некачественная элементная база аппарата (поддельные силовые элементы). Именно поэтому замена элементов на качественные и является достаточным действием для предотвращения дальнейших быстрых выходов его из строя.
Вот теперь можно смело проверять аппарат на дугу :) Для проверки, я обычно ставлю новый электрод 4мм, выкручиваю ток на максимум и варю им непрерывно до его окончания. Если аппарат при этом не отключится и не сгорит, значит ремонт был успешным, можно отдавать хозяину :)
Данный сварочник сильно упрощён по схемотехнике и на 200А ну никак не тянет.
— Всего 2 силовых транзистора на 30А, подключенные по схеме однотактного косого полумоста, да и те поддельные
— Отсутствуют снабберные цепочки в силовой части. Они позволяют снизить импульсную нагрузку на транзисторы в момент их запирания, когда фронт импульса получается затянут, а также позволяют равномерно распределить эту нагрузку между транзисторами.
— Малая ёмкость накопительных конденсаторов 2х470мкФ
— Отсутствие силового выходного дросселя, что приводит к затруднению сварки на малых токах из-за разрыва питающего тока.
— Отсутствие сетевого фильтра по питанию. При работе сварочника, помехи от него могут глушить радио и телевизионный сигнал на большом расстоянии.
Из достоинств аппарата можно отметить:
— Лёгкий, компактный
— Удобная ручка для переноски
— Качество сборки на должном уровне
— Относительно недорогой (примерно 4300р)
Хоть ремонт и был для меня очень простым и быстрым, написание обзора заняло времени и сил в разы больше — очень сложно простым языком объяснить суть происходящего. Если такая тема многих заинтересует, буду периодически обозревать подобные ремонты.
До встречи.
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток - 32 ампера, 220 вольт. Ток сварки - около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
На рисунке 2 - схема сварочника. Частота - 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц - два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 - 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть - убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше - ширина больше, ток меньше - ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Сварочный инвертор edon схема
ДОБАВЛЕНО 16/03/2016 18:34
Проверяй ключи. Я лично выпаиваю каждый транзистор и проверяю Там трудно найти дефект .
Ирина Слава, спасибо за исчерпывающий ответ. Смотрел какую-то схему, и тоже пришел к выводу, что это стабилитроны, только на той схеме они встречно-последовательно включены. А про нумерацию я и так знаю. Просто состав немного отличается. Видимо, тут 3846 с внешним возбуждением, и генератор этот на tl082. После него идет 2 штуки tl084i, а дальше уже 3846. А на той схеме все на tl084.
нашел битый диод. один из встречно-параллельно включенных в обвязке tl082. сейчас буду искать инфу и замену.
ДОБАВЛЕНО 26/03/2016 15:09
ДОБАВЛЕНО 26/03/2016 17:20
REKKA, при чем тут ключи, когда с микры импульсы управы не идут? на 3846 есть пила на 8 ноге, есть импульс на 10 ноге, а выход мертвый.
ДОБАВЛЕНО 26/03/2016 17:26
кстати, думал, что 3846 сдохла, заменил - то же самое. tl082 тоже заменил, тоже толку нет. Грешу на tl084i, но у меня их нет
ДОБАВЛЕНО 26/03/2016 17:34
ДОБАВЛЕНО 26/03/2016 17:46
ДОБАВЛЕНО 26/03/2016 17:54
ДОБАВЛЕНО 30/03/2016 09:54
а все равно трехэтажки лучше, по-моему.
ДОБАВЛЕНО 30/03/2016 10:03
ставлю на эдоне 110 ампер, варю профильную трубу. Шов херня. Ставлю на своем - совсем другое дело. Вообще я своим аппаратом ее варю на 75-100 амперах, в зависимости от места шва. А edon на 110 "полку" не прогревает, а про ребро вообще молчу.
ДОБАВЛЕНО 30/03/2016 10:12
Можно, конечно, все списать на нелинейную зависимость регулятора в эдоне. В моем цифровая шкала стоит, поэтому я не заморачиваюсь положением регулятора и несоответствием его нелинейной характеристики и разметки на корпусе. Хотя и шкала тоже может быть неправильно выставлена, если кто-то накрутил.
Нужна Помощь, Сварочный Инвертор Edon Mma 250
Вы можете написать сейчас и зарегистрироваться позже. Если у вас есть аккаунт, авторизуйтесь, чтобы опубликовать от имени своего аккаунта.
Примечание: Ваш пост будет проверен модератором, прежде чем станет видимым.
Последние посетители 0 пользователей онлайн
Топ авторов темы
Goodefine 17 постов
KRAB 34 постов
coshey 33 постов
тимвал 17 постов
Популярные посты

В нете масса инфы по "ПЕРВОМУ ВКЛЮЧЕНИЮ" через лампу, потом - утюг - чайник . про форму импульсов, про "балласты", про "левак ключей" и т.п. Что ты из этого нашел и ПРОЧЕЛ САМ?!
слава богу . аппарат пойдет мастеру.
coshey
какую бабушку. это ты похвастался что без инструмента можешь починить если вопросы задавать правильно. а я сказал что именно того что нужно у меня нет. измерь сигнал на ключах наушником, на сл
Изображения в теме
Да, интеграл, но не по площади конуса, а по его видимой части. По вашей картинке излучатель светит на конус под углом 90 градусов к образующей. А угол альфа в формуле - это не то, что вы рисуете, это угол между направлением на излучатель и нормалью к поверхности. Кроме того, для пространственной фигуры в формулу расчета входит и длина волны излучения. Может, стоит почитать учебник?

Да ко мне люди то опасались подходить Шурик,не боись-это не самый поганоразбираемый фен. Если что кунаков позовем на помощь


Ничего особенного. Скорее всего два самореза и вверху защелок пара. Тему про еще не принесенный фен заводить ну прямо не знаю. Начинаешь когда разбирать понятно все становится без интернетных чтений. Пальцами аккуратно пошатать и примерно ясно где защелки П.С. Не dyson-вот где увлекательные слова с разборкой
А можно и вообще его вырвать. Я так однажды 3ГД-2 без диффузора оставил. Лет 10 назад приятель попросил подлечить свои старенькие 6АС-2. А мой детёныш, когда я снял с одной перделки защитную решётку, ткунала через дырдочку на мордахе пищалки пальчиком и вмяла колпачок. Я решил его быстренько пылесосом поправит. 2-киловаттному филипсу отстегнул "дишло" с щёткой, включил, подношу к дырдочке пищалки - чпок, и колпачок вместе с катушкой в "кружке" пылесоса. Крышку декомпрессии на кривулине патрубка я открыть-то забыл. Две недели ждал, когда с авито приедет живая старушка.

Здравствуйте! Во вторник на ремонт принесут, указанный в заголовке фен. Проблема у него вроде как простая, при перегибе шнура у основания, то работает, то нет. По идее разобрать, выкусить поврежденный участок и припаять на место, все просто. Но, я знаю, что современные фены не так просто разобрать, так как есть скрытые винты и защелки. Если кто с таким сталкивался, подскажите хитрые моменты при разборке.
Сварочный инвертор «MMA 200», устройство, ремонт.

Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
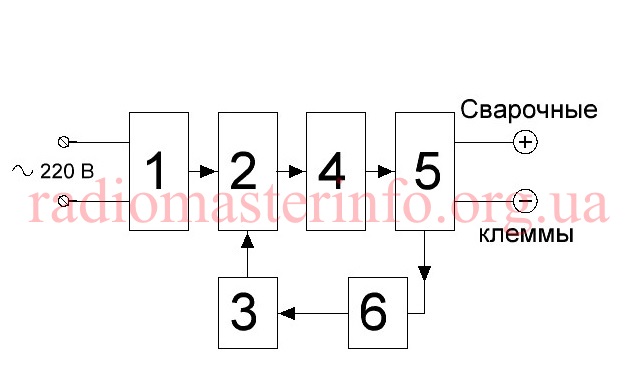
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.

Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»

Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
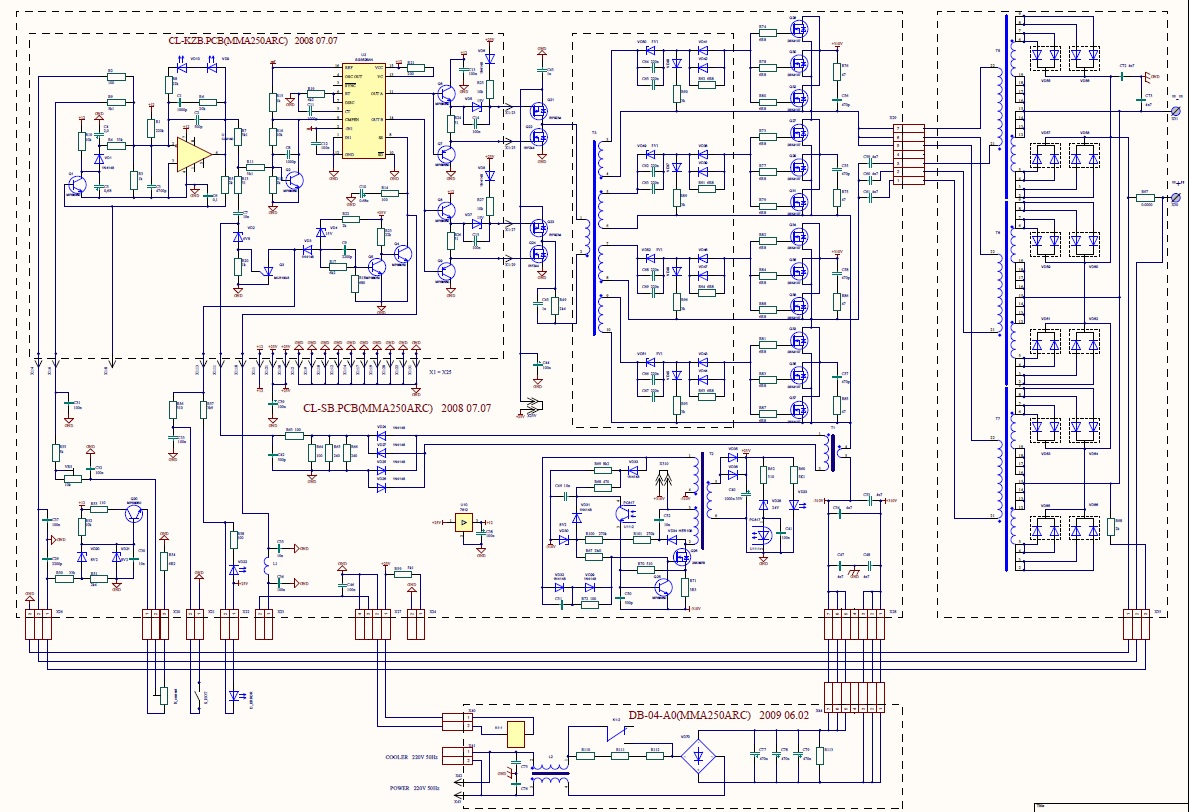
Коротко о самой схеме.
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
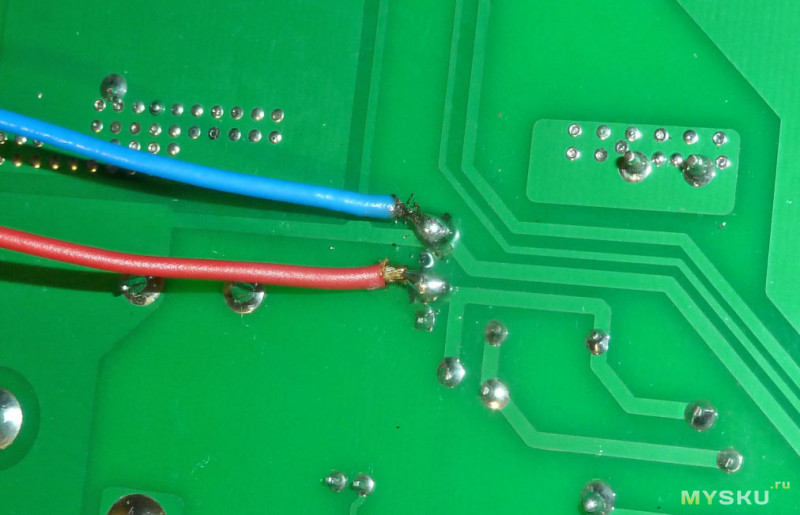
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.

Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
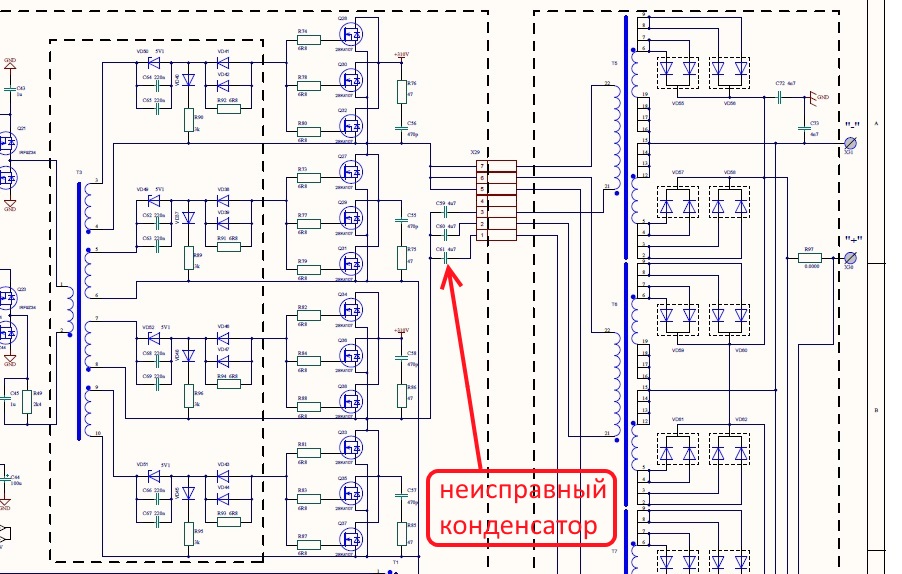
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.

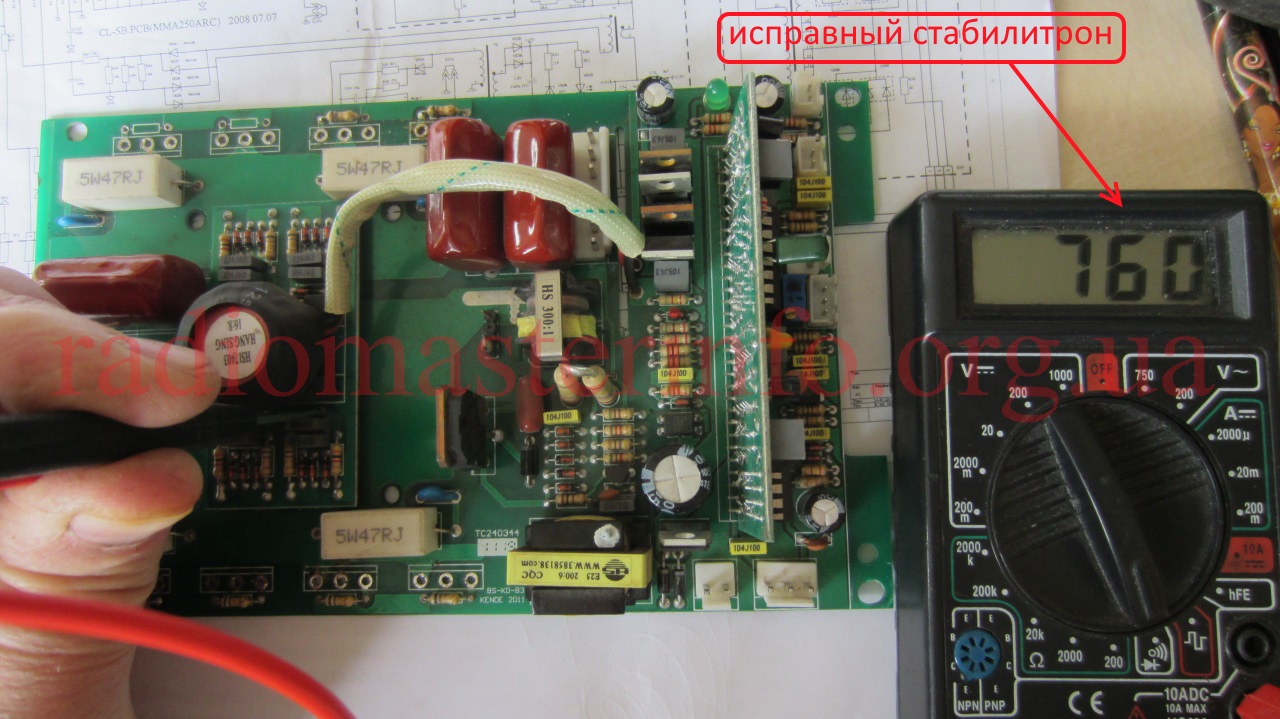
Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.

Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.
Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:
Проверка напряжения 25 В на плате:
Проверка напряжения 12 В на плате:
После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей.

Импульсы на выходе формирователей, перед мощными полевыми транзисторами:

Затем были проверены на утечку все выпрямительные диоды. Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке каждого отдельно взятого диода утечка более 1 мОм.

Далее было принято решение собрать выходной каскад на четырех полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-первых, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех остальных цепей и работой источников питания, но все же после такой неисправности остается. К тому же, можно предположить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток вполне сможет достигать 80 А. Это значит, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.

Первое контрольное кратковременное включение в режиме ХХ решено сделать через кипятильник на 2,2 кВт. Это может минимизировать последствия аварии, если все-таки какая-то неисправность была пропущена. При этом измерялось напряжение на клеммах:

Все работает нормально. Не проверенными оказались только цепи обратной связи и защиты. Но сигналы этих цепей появляются только при наличии выходного тока значительной величины.
Так как включение прошло нормально, напряжение на выходе также в пределах нормы, убираем последовательно включенный кипятильник и включаем сварку в сеть напрямую. Снова проверяем выходное напряжение. Оно немного выше и в пределах 55 В. Это вполне нормально.
Пробуем кратковременно варить, наблюдая при этом за работой схемы обратной связи. Результатом работы схемы обратной связи будет изменение длительности импульсов генератора, за которыми мы будем наблюдать на входах транзисторов выходных каскадов.
При изменении тока нагрузки они изменяются. Значит схема работает правильно.

А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:

Можно покупать недостающие выходные транзисторы и устанавливать на место.
Материал статьи продублирован на видео:
Читайте также:
- Инвертор сварочный патон вди 160p
- Проволока сварка под флюсом
- Расчет сварочного трансформатора по сечению сердечника
- Как обозначается сварка полуавтоматом
- Цо аппарат сварочный аппарат