Сварка двух швеллеров полками наружу
Есть задача сварить два швеллера 18П полками внутрь, чтобы получился прямоугольник в разрезе. Это будет подстропильная срединная балка. Также надо сварить два швеллера 12П тоже полками внутрь - тоже подстропильная срединная балка.
Вопрос в том, как правильно это сделать? Сварщик я начинающий, хотя варю уже довольно хорошо, но не знаю, как сделать именно эту работу. Нужно ли держать швеллеры на расстоянии 3 мм, чтобы в этот промежуток наплавлять электрод 3 мм, при этом, думаю, надо соединить швеллеры с помощью струбцин, да? Сколько надо струбцин на 6 м швеллера 18П? Видимо, надо также делать прихватки, чтобы металл не "повело" от нагрева. Делать прихватки надо сразу по всей длине и с обеих сторон или как-то по-другому? Понимаю, что сплошной шов не нужен. Тогда какой длины должны быть швы и промежутки между ними?
Какие еще нюансы?
Подскажите, кто знает, пожалуйста.
Лично я думаю, что как раз нужен.
3 мм много. Да и вообще промежутка не надо. Просто прижать струбцинами и варить. Как варить - не знаю. Как то накладывают не подряд, а с перерывами. Сварил 150мм пропустил 150, потом вернулся когда это место остыло снова на те 150. Но это я так. сам не умею варить . Я когда то варил 2 12-ых швелера в коробку. Где то пол метра шва наложил. Когда струбцину отпустил - шов благополучно треснул по всей длине. Больше мне варить не давали
Всегда закладываю в проекты такие вещи (коробчатое сечение балок в виде сваренных швелелров с параллельными полками) под небольшие нагрузки в целях экономии металла, с прерывистым швом (ибо поведет прокат и смысла под небольшие нагрузки по всей длине варить нет). Стыкую прокат без зазора. Катет шва не менее 6 мм.
Pavel_MO, если Вы делаете по проекту - то в нем должен быть указан тип сварного шва в соответствии с ГОСТ. От этой информации и отталкивайтесь.
конструктор, смею надеяться, что инженер
моя имха - сварка по поконцам полок швеллера НЕ РАБОЧАЯ в некоторых случаях, поясняю почему - швеллер с уклоном полок по ГОСТ - какая толщина полки в том месте где вы будете варить? очччень тонкая. Да будет нести какую то нагрузку, фиг знает сколько (количество) и сколько (время). Всегда швеллера соединяю накладками по полкам.
Продажа навыков и умений
Если брать с точки зрения расчетной, то сваривать можно через 40 радшусов инерции швеллера, для обеспечения устойчивости сжатого пояса. Длина шва 6 см. Хотя в проектах всегда писал 100 мм через 300.
по нормам положено варить сплошным швом а не прерывистым
В СНиП есть пункт, что замкнутые профили должны быть герметизированы.
Сварка обратно ступенчатым способом либо с шагом 100/200, и варить с середины. А сплошняком варить будеш его винтом загнет и сабля будет..вообщем брак.
Учитель младших классов, вечный студент, самый генеральный конструктор.
Сложить аккуратненько впритык, в центре сварить миллиметров 10, по краям тоже. Перевернуть и повторить с другой стороны.
Теперь посваривать от центра опять миллиметров по 10 с шагом 200-300 мм.,только не всю длину сразу с одной стороны. а поворачивая.
Когда вся балка сшита, можно поварить , но по кускам , как кто то писал. Миллиметров по 100, то с дной, то с другой стороны и не подряд, а вразброс, чтоб не было нагретого участка балки. Ток надо подобрать чтоб не было подрезов и наплыва, так прогревать, чтоб проплавить стык. Можно отрезать два куска и потренироваться, заглядывая внутрь.
Варить надо электродами УОНИ. АНО хрупкие. Варить из расчета, что все швы потом пройти повторно, но опять обязательно вразброс и поворачивая..
В итоге, как писано выше , должен быть шов по 100 мм через 100 или 200. Если торцы свободны - ни о какой герметизации можно не говорить.
Электоды только надо прокалить, а то замучаетесь. И шов будет неаккуратный.
Как правильно сварить два швеллера полками друг к другу?
Как сварить 2 швеллера - примыкание торцов. Какой норматив!? (Ш работает на изгиб)
Мне больше важен норматив! Нужна балка 10м есть 2 Швеллера по 5 м. Как сварить 2 швеллера - примыкание торцов. Швеллер работает на изгиб по оси "у" и какими электродами? Нужны ли накладки? если да, то какие? (норматив)
ну уж по стенке-то можно и не снимать фаску, особенно при заводской сварке.. =))
По рабоче-крестьянски ("всегда так делали" ) - снять фаску по полкам на одном швеллере, сварить с полным проваром, по растянутой полке шов зачистить и налепить накладку (для спокойствия душевного и чтоб узк не делать ).
И это, топикстартер. Норматива (ГОСТ, СНиП, СП) - вы вряд ли найдете. Серии там, мельников - это все не нормативы.. = ))
И какая у вас там сварка-то хоть есть? Полуавтомат али держак?
Стык не рекомендуется делать в середине пролета. Так что режьте один кусок швеллера 5 м на два по 2,5 м и делайте два стыка. А в середину пролета ставьте второй 5 метровый отрезок.
В моём посте на картинке есть ГОСТ и соединение считается равнопрочным, поэтому можно делать в любом месте. ИМХО
Большое спасибо. Как раз искал.
Добавлю свои 5 копеек. не ГОСТ, но все же документ.
РД 24.031.17-88
РУКОВОДЯЩИЙ ДОКУМЕНТ ПО СТАНДАРТИЗАЦИИ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ВЫБОР ТИПОВ И МЕТОДИКА РАСЧЕТОВ СВАРНЫХ СТЫКОВ ДВУТАВРОВ И ШВЕЛЛЕРОВ СТАЛЬНЫХ КОНСТРУКЦИЙ ПАРОВЫХ СТАЦИОНАРНЫХ КОТЛОВ
ОКСТУ 3103
Дата введения 1991-01-01
Спасибо, всё верно, опечатался. А в общем, я лично не считаю нужным и важным помнить номера СНиПов и ГОСТов, если знаешь где их посмотреть.
Кстати, скажите, кто знает, происхождение понятия НОРМАЛИ? (когда начали применять и какой смысл самого слова?). Спасибо.
Offtop:
это говорит лишь о небольшом опыте.
Со временем не только номера ГОСТов на основные виды проката, но и некоторые, наиболее часто используемые, табличные значения запомните.
Что "Бармаглотище" меня пытался как-то прибить своим "громадным" опытом было видно сразу же из первого поста, я решил свести эту тему на нет, но он всё же решил что я туп и перешёл с намёков на прямой текст. Уважаемый, если вы достигли уровня потребности в признании я очень за вас рад, но не нужно это делать за счёт других людей, тем более писать о каких-то "некомпетентностях". Я считаю что чем меньше у человека внутри, то тем больше у него понтов. Извините, но раздутых самомнений и мнимых авторитетов не признаю принципиально.
Я помог человеку чем смог, чем пользуюсь сам, если для вас это "некорректно" - ваши проблемы, глупостей я не отправлял, а вы, сударь, от скуки решили ко мне докопаться. Лучше бы свой "громадный опыт" направили на помощь человеку, а не критикой других.
Все это очень милое общение.
Но все же мне бы хотелось среди строк найти этимологию слова НОРМАЛИ.
В современных словарях иностранных слов "нормаль - нормативно-технический документ, характеризующий нормализуемый объект "
Согласно толковому словарю Ушакова 30-х годов " нормаль - деталь установленного заводом образца".
Произошло от французского normal в значении - правильный, положенный.
Вот что-что, а признание на форуме в интернете мне вообще не надо. З/п от этого не вырастет и жена красивее не станет. . =))
свой опыт на помощь человеку я уже направил, посмотрите посты выше. Что еще сказать по теме стыковки двух кусков профиля, исходя из предоставленной информации, - я не знаю, нюансов море может быть.
И кстати. Все ваши нормали и равнопрочные стыки - они на заводской сварке. Сварной шов монтажной сваркой равнопрочным быть не может, а в стыках на накладках надо увеличивать длину шва.
Вот сейчас ТС возьмет держак да и сварит по вашему "чем пользуюсь", выдержав все размерчики.
Считая, что стык равнопрочный, забубенит его в середин пролета.
А сварочка-то монтажная, несущая способность швов меньше. А какой там запас - хорошо, если сам ТС это знает.
А теперь сами скажите (себе, мне не надо) - это у вас был хороший совет?
Спасибо andsan… ! Пояснение Ушакова мне пригодилось!
Я понял нормали так: «НОРМАЛЬ» – это ОБРАЗЕЦ. Но не в значении «ПРИМЕР», а в значении «ЭТАЛОН» или «СТАНДАРТ».
Выполнить стыки по нормалям - значит выполнить их по эталону, по чертежу, изображенному в стандартах, сериях, статьях, книгах. Причем последние должны основываться на действующих НД (СНиП, СП, ДБН и пр.).
Или можно провести паралель, что нормали - это полуфабрикат рабочих чертежей.
Добрые люди помогают мне. Но на СТО АСЧМ 20-93 пока нормалей не нашёл.
Мне больше важен норматив!
Вах, а держак в ручки менеджерские - это что, нарушение авторских прав проектанта?
Вы только не обижайтесь, но проектный норматив и Вам и мне - это привязать к скамейке и плёткой так сделать, чтоб одно место лохмотьями вздыбилось надолго.
Никакой "норматив" Вам не нужен. Нужны курсы сварного для начала.
Какими электродами? Ну, Стальной СНиП и сварной ГОСТ Вас, видимо, не устраивают. Наверное, Вы очень привередливый и капризный. Перепробовали всё на свете и теперь в конце жизни разачаровались.
И кстати. Все ваши нормали и равнопрочные стыки - они на заводской сварке. Сварной шов монтажной сваркой равнопрочным быть не может, а в стыках на накладках надо увеличивать длину шва.
Расскажите подробнее, пожалуйста (относительно монтажных условий).
Только что пролистал СНиП "СТК" (раздел 11, . "сварные соединения") и ничего не нашел о меньшей прочности монтажного шва и требований к увеличению длины шва.
И еще. В Будуре "Справочник конструктора. СТК", Киев 2010 на стр. 87 пишется, что нормали разработаны для ручной дуговой сварки и полуавтомат в углекисл газе. На последующих рисунках изображены заводские сварные соединения. Верно ли я понимаю, что даже если сварка и ручная, то все равно она заводская, и к монтажным условиям нормали не подходят?
Сварка двух швеллеров между собой
За счет П-образного профиля швеллеры обладают высокими прочностными характеристиками при небольшом расходе металла. Поэтому их широко применяют для сборки несущих конструкций различного назначения. Технология сваривания выбирается независимо от способа изготовления (швеллеры сварные, горячекатаные, гнутые). Прочность создаваемой конструкции зависит от того, насколько надежно выполнена сварка швеллера с другими элементами.

Методы сварки
Способ сварки выбирают в зависимости от назначения создаваемой конструкции. При этом учитывают, что в зоне шва прочность уменьшается до 10%.
Электродуговая сварка
Эта техника сваривания применяется чаще других, так как позволяет проводить монтаж в труднодоступных и неудобных местах. Соединять небольшие перемычки можно обычными электродами, но для сборки узловых элементов применяют марку УОНИ. Однако из-за их специфики для работы нужен опыт. Поэтому новичкам предварительно полезно попрактиковаться на ненужных обрезках.
Приступая к работе, поверхности, примыкающие к стыку, очищают от грязи и ржавчины. Электроды подсушивают, так как качество шва зависит от влажности покрытия. Работа проводится постоянным током обратной полярности короткой дугой. Выполнение электродуговой сварки запрещено при температуре ниже -40°C.
Газовая сварка
Этот способ практически не применяется для сваривания швеллеров, так как сопровождается нагревом большой площади возле стыка. В результате увеличивается зона с пониженной прочностью на свариваемых балках. Помимо этого в металле возникают внутренние напряжения, приводящие к деформации конструкции. Газовую горелку применяют для устранения дефектов, нарезки заготовок и подготовки кромок.
Варианты сварки швеллеров
В зависимости от требований и условий монтажа соединение швеллеров выполняется встык, внутрь, накладками, со смещением.
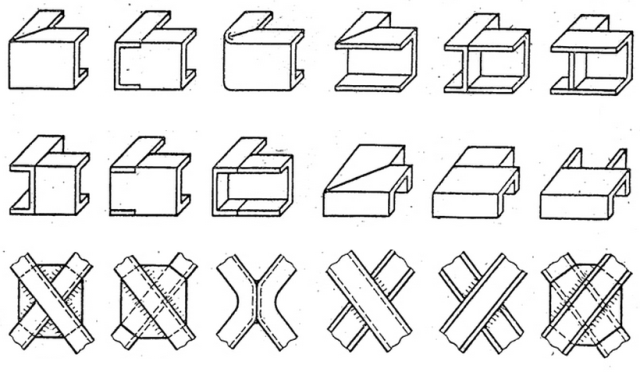
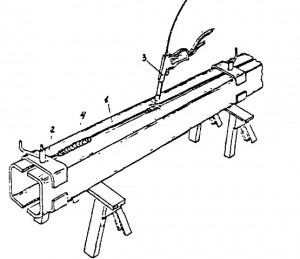
Сварка встык
Этот вариант применяют для создания швов, к которым не предъявляются повышенные требования по прочности. Сварку швеллеров встык выполняют с обеих сторон. Если накладывается односторонний шов его корень нужно подварить. При толщине полок 6 — 12 мм кромки разделывают под углом 30°. На более толстом металле угол делают тупым с V или X-образным профилем.
Для сварки швеллеров между собой их устанавливают горизонтально с зазором не больше 3 мм. Для точного совмещения применяют центратор, затем фиксируют прихватками с шагом 4 см. Сварку швеллера встык ведут от середины к краям. Однако такое соединение ненадежно. Поэтому когда наращивание балки закончено, ее необходимо усилить накладками.
Сварка при помощи накладок
Метод обеспечивает прочность соединения немногим уступающий монолиту. Перед сваркой двух швеллеров их допускается располагать с зазором до 8 мм. Накладку размещают на стороне шва. Ее длина должна быть в 5 раз больше ширины профиля, а толщина не меньше чем у стенок. Накладку проваривают с двух сторон, не прилегающих к боковым полкам. Оставшиеся зазоры заполняют антикоррозийным материалом. При установке накладок с обеих сторон, наружная делается длиннее внутренней.
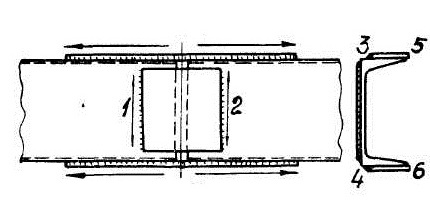
Соединение внутрь
Для создания усиленных балок швеллеры попарно сваривают в коробочки, соединяя боковые полки между собой. Технология аналогична стыковому методу, но выполняется с минимальным зазором или без него. Швеллеры устанавливают горизонтально и скрепляют струбцинами. Соединение начинают с середины, продвигаясь к концам. Шов нельзя зачищать болгаркой, так как это снижает его прочность.
Сборка коробочки возможна только в нижнем положении, когда швеллеры размещены горизонтально. Если это условие невыполнимо соединение выполняют стыковым швом усиленным накладками.
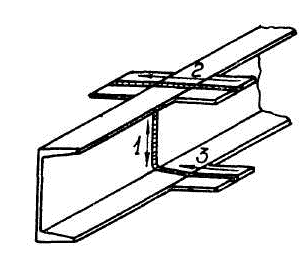
Смещенное соединение
Метод применяется для соединения швеллеров между собой, если они разного размера. Работа выполняется бригадой сварщиков. Сначала соединяют стыки с толстым металлом. Сварку встык проводят по стандартной схеме. Угловые соединения выполняются одновременно двумя сварщиками, ведущими швы от краев к середине. Продольные стыки не доваривают до края балки на ширину профиля из низкоуглеродистой стали, на легированных размер увеличивается вдвое.
Требования, предъявляемые к сварке швеллеров
Для создания прочной конструкции сварные соединения должны выполняться в соответствии со следующими требованиями:
- сначала сваривают полки, затем более тонкие элементы;
- недопустимо сваривание внутренних углов профиля, поскольку это снижает прочность балки;
- между торцами должен быть зазор 2 — 3 мм, чтобы не пришлось счищать «горку» со шва, что приводит к снижению его надежности;
- легкие конструкции, не подверженные значительным нагрузкам в процессе эксплуатации, можно собирать двухсторонней сваркой встык;
- недопустимо появление на стыках горизонтальных и вертикальных изломов.
Независимо от метода соединения последовательность работ должна соответствовать ГОСТ. Если там указано, что разделка кромок проводится после очистки, это нужно неукоснительно выполнять. Кроме этого в документе указаны требования к материалу швеллеров, которые необходимы при расчете конструкции.
Читайте также: