Присадка для сварки латуни аргоном
Среди всех видов сварки сварка латуни является одним из наиболее сложных технологических процессов. Объясняется это тем, что цинк, который входит в состав этого медного сплава, при нагревании начинает активно испаряться, что приводит к образованию пор в сварном шве и, соответственно, к значительному ухудшению качества и надежности формируемого соединения. Осложняется сварка латунных деталей еще и тем, что при ее выполнении происходит выделение паров цинка, которые очень вредны для человеческого здоровья.

Аргонная сварка медного сплава
Технологии сварки изделий из латуни
Как известно, латунь – это сплав меди и цинка. В отдельных случаях, когда необходимо получить металл со специальными характеристиками, в него могут добавляться и другие химические элементы – олово, никель, свинец.
Цинк, содержащийся в латуни в значительном количестве, при сильном нагреве начинает испаряться, что приводит к пористости в сварном соединении. Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.
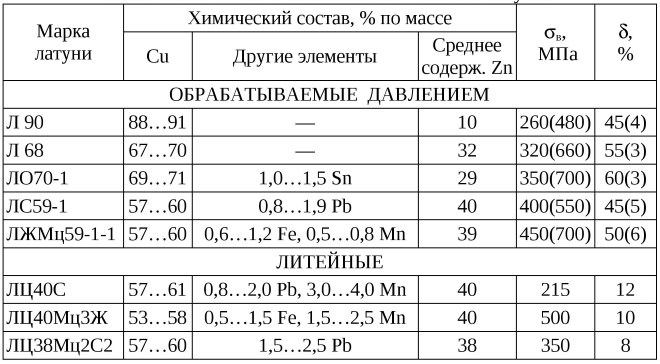
Механические свойства и химический состав латуни
С учетом всех вышеперечисленных факторов специалисты разработали несколько технологий, по которым может эффективно выполняться сварка латуни. Сюда относятся:
- газовая и электродуговая сварка;
- соединение деталей из латуни под слоем флюса;
- сварка, выполняемая в среде защитного газа, в качестве которого чаще всего используется аргон.
Из всех перечисленных технологий именно сварка латуни аргоном получила наибольшее распространение благодаря своей высокой эффективности и возможности получать качественные сварные соединения в любых условиях.
Особенности сварки латунных изделий в среде аргона
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.

Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки. Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни. При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
Производить сварку изделий из латуни в домашних условиях можно, однако следует принимать во внимание высокую опасность паров цинка для здоровья. Именно поэтому выполнять такой процесс, если в ваших домашних условиях нет рабочего места с вытяжной вентиляцией, лучше всего на открытом воздухе. В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка изделий из латуни, осуществляемая неплавящимися электродами, совершенно не случайно пользуется такой высокой популярностью. Преимущества данного технологического процесса заключаются в следующем.
Технология сварки нержавейки аргоном – важные особенности и тонкости
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.

Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.

Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.

Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.

Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.

Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.

Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.

Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.

Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
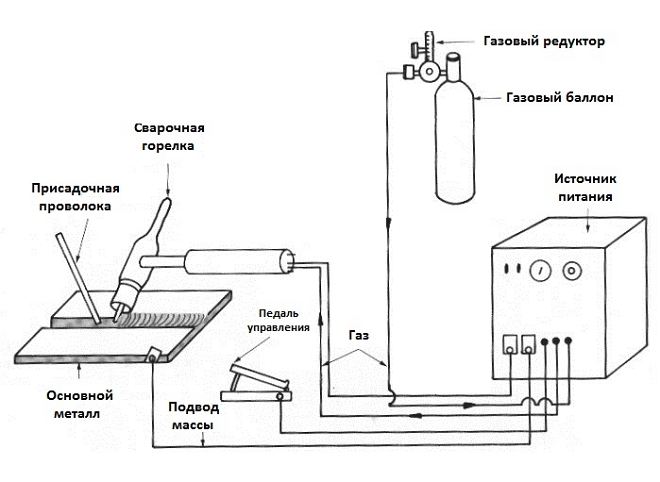
Инструкция по сварке алюминия аргоном для начинающих специалистов
Наиболее эффективным способом создания неразъемного соединения деталей, выполненных из алюминия и сплавов на основе данного металла, как показывает практика, является сварка алюминия аргоном. Любая технология сварки, предполагающая использование защитного газа, подразумевает применение специального оборудования, а также наличие у сварщика соответствующих знаний, квалификации и опыта выполнения подобных работ. Кроме того, необходимо обладать хотя бы начальными знаниями в области металловедения, чтобы понимать, какие процессы протекают в сварочной ванне.

Процесс аргонодуговой сварки алюминия
Какие свойства алюминия следует учитывать при его сварке
Разбираться в нюансах процессов, протекающих в структуре алюминия при выполнении с ним сварочных работ, особенно важно для начинающих сварщиков. Чтобы хорошо разбираться в этом, необходимо познакомиться с химическими свойствами, которыми обладает данный металл, отличающийся небольшим удельным весом, высокой прочностью и исключительной химической активностью.
Наиболее значимой характеристикой алюминия, о которой должны знать не только опытные, но и начинающие сварщики, является его способность быстро вступать в реакцию с кислородом, что приводит к образованию на поверхности металла тугоплавкой оксидной пленки. Что характерно, сам алюминий может плавиться при температуре 650 градусов, а чтобы расплавить оксидную пленку, покрывающую его поверхность, потребуется температура нагрева, превышающая 2000 градусов. Нерасплавленная оксидная пленка при сварке на постоянном токе может погружаться в расплавленный металл, тем самым ухудшая его внутреннюю структуру.
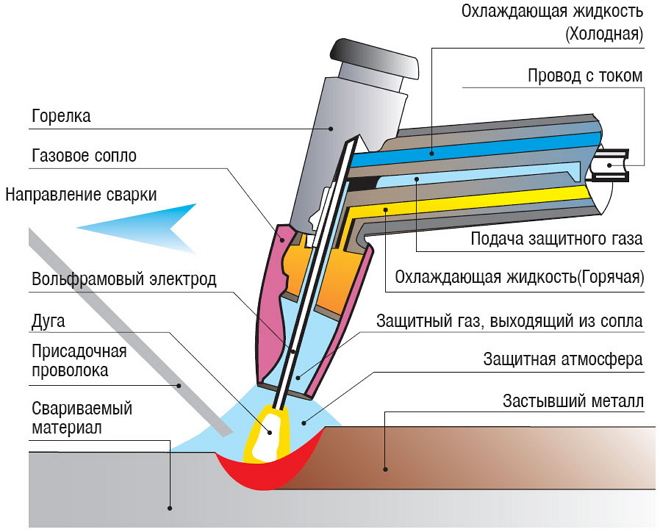
Схема аргонодуговой сварки
Еще одной особенностью, которую следует учитывать при выполнении сварки данного металла, является то, что он не меняет своего цвета в процессе нагревания. Из-за этого визуально определить степень нагрева соединяемых деталей достаточно сложно, что часто приводит к прожогам и утечке расплавленного металла в процессе выполнения сварочных работ.
Свойством алюминия, которое следует учитывать, если вы соберетесь варить детали из данного металла, является значительный коэффициент его объемной усадки, что нередко приводит к возникновению напряжений и деформаций внутри сформированного сварного шва и, как следствие, к образованию в нем трещин. Чтобы избежать таких неприятных последствий, необходимо выполнять модификацию сварного шва либо компенсировать усадку металла за счет большего расхода сварочной проволоки.
Любая инструкция по сварке алюминия, а также сплавов на его основе предусматривает, что выполняющий ее специалист осведомлен о характеристиках данного металла, к которым следует отнести:
- высокую химическую активность;
- невысокую температуру плавления самого металла;
- значительную объемную усадку.
Учитывая все вышеперечисленное, можно утверждать, что именно благодаря сварке алюминия аргоном получают качественные, красивые и надежные соединения деталей. А если использовать для выполнения такой сварки полуавтоматическое оборудование, то можно эффективно решить сразу две задачи: защитить зону сварки от вредного воздействия окружающей среды, а также компенсировать значительную усадку металла за счет постоянно подающейся сварочной проволоки.
Конечно, кроме данной технологии, существуют и другие методы соединения деталей из алюминия при помощи сварки, об особенностях использования которых должен знать каждый специалист.
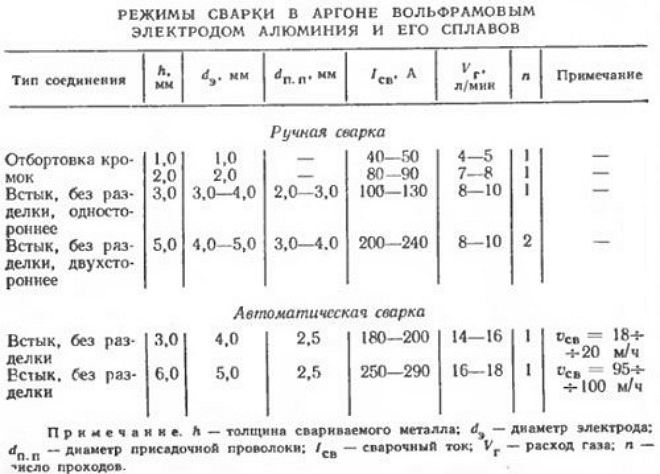
Режимы аргонодуговой сварки алюминия и его сплавов
Способы сварки алюминия
Кроме сварки, предполагающей использование аргона в качестве защитного газа, варить детали из алюминия можно и при помощи других технологий. Наиболее распространенными являются:
- сварка, выполняемая при помощи газовой горелки; ;
- аргонодуговая сварка.
Первая из вышеперечисленных технологий сварки алюминия предполагает использование присадочной проволоки, подаваемой в сварочную зону, а также специального флюса, состоящего из фтористых и хлористых солей. Флюс, который вместе с присадочным прутком нагревается пламенем газовой горелки, разъедает оксидную пленку и открывает доступ пламени к основному металлу, плавящемуся при достаточно невысокой температуре. После окончания сварочных работ, выполняемых по данной технологии, необходимо сразу промыть поверхности соединяемых деталей, чтобы смыть с них остатки едкого флюса. Большим преимуществом данной технологии является то, что при ее использовании обеспечивается минимальный расход присадочного материала.
Оборудование для полуавтоматической сварки в среде аргона
Для соединения алюминиевых деталей также может применяться электродуговой сварочный аппарат, специальные электроды из алюминия или присадочная проволока, на поверхность которой нанесена обмазка из флюса. Сварка при использовании такого аппарата выполняется постоянным током, подключенным с обратной полярностью.
Однако, как уже отмечено выше, наиболее качественное соединение позволяет получить аргонодуговая сварка алюминия. Нагрев соединяемых деталей при использовании данной технологии обеспечивается за счет электрической дуги, горящей между неплавким вольфрамовым электродом и соединяемыми заготовками. Формирование сварного шва происходит за счет использования проволоки из алюминия, подаваемой в зону горения дуги вручную или механическим способом – при сварке полуавтоматом.
Оборудование для ручной аргонодуговой сварки
Высокая температура, создаваемая при горении электрической дуги, позволяет разрушить оксидную пленку на поверхности соединяемых деталей, а чтобы алюминий не успел перейти в жидкую фазу и вытечь из зоны формируемого соединения, сварочный электрод перемещают с достаточно высокой скоростью. Большим преимуществом данного метода сварки является то, что электрод, изготовленный из тугоплавкого вольфрама, служит на протяжении длительного времени, а это позволяет экономить на расходных материалах.
Чтобы сварной шов, выполняемый полуавтоматом с использованием присадочной проволоки, обладал высоким качеством и надежностью, необходимо максимальное соответствие химического состава такой проволоки составу соединяемых заготовок.
Для выполнения сварки по данной технологии сегодня используются аппараты, вырабатывающие постоянный или импульсный ток, а также есть устройства, сварка на которых осуществляется переменным током.
Технология сварки с помощью аргона
Сварка аргоном, которая попадает под определение сварки в среде защитного газа, предполагает четкое следование инструкции, в которой оговорена последовательность действий, выполняемых специалистом. От того, насколько правильно будут выполнены все эти действия, зависит как качество формируемого соединения, так и расход материалов, которые стоят недешево. Если вы никогда не выполняли таких сварочных работ, то вам необходимо не только изучить пошаговые инструкции, но и внимательно просмотреть видео уроки, в которых подробно отражен весь технологический процесс.
Чтобы варить алюминий и сплавы на основе данного металла в среде аргона, необходим не только сам сварочный аппарат, но и дополнительное оборудование, обеспечивающее хранение и подачу расходных материалов. Естественно, техническое состояние такого оборудования и качество всех используемых материалов напрямую влияют на надежность формируемого соединения.
Для выполнения сварки аргоном деталей из алюминия и сплавов на основе данного металла потребуется следующее оборудование:
- источник электрического тока, к которому будет подключаться сварочный аппарат и все остальное оборудование;
- баллон, в котором хранится защитный газ аргон;
- механизм, отвечающий за подачу присадочной проволоки в зону выполнения сварки.
При выполнении сварки аргоном на крупных промышленных предприятиях защитный газ подается к сварочному аппарату по централизованной сети. Используемая на полуавтоматах сварочная проволока предварительно наматывается на специальные бобины, устанавливаемые на такой аппарат. Рабочие поверхности верстаков, на которых выполняются сварочные операции, согласно инструкции, должны быть изготовлены из нержавеющей стали.
Как подготовить к сварке соединяемые детали
На качество сварки аргоном алюминия оказывает влияние не только техническое состояние используемых полуавтоматов и других аппаратов, но и тщательность подготовки соединяемых заготовок.
Хорошо демонстрирует все этапы такой подготовки пошаговое видео ниже:
Для получения качественного соединения необходимо тщательно очистить соединяемые детали от грязи, жира и следов машинного масла. Для такой очистки лучше всего использовать любой растворитель. В случае, если толщина соединяемых листовых заготовок превышает 4 мм, необходимо выполнить разделку кромок, а саму сварку алюминия выполнять только встык. Чтобы удалить с поверхности заготовок тугоплавкую окисную пленку, место их соединения необходимо обработать при помощи напильника или щетки с металлическими ворсинками. Если место соединения имеет сложную конфигурацию, то такую зачистку можно выполнить при помощи шлифовальной машинки.
Некоторые особенности сварки аргоном
Сварка, выполняемая в среде аргона, имеет некоторые технологические особенности, о которых не всегда может рассказать обучающее видео. Как уже говорилось выше, для такой сварки, выполняемой полуавтоматом или с ручной подачей присадки, используются вольфрамовые электроды, диаметр которых выбирается в интервале 1,5–5,5 мм. Такой электрод, формирующий сварочную дугу, располагается под углом 80 градусов к поверхности соединяемых деталей. Если подача присадочной проволоки осуществляется не полуавтоматом, а вручную, то ее располагают под углом 90 градусов по отношению к электроду. Если вы внимательно посмотрите видео сварки алюминия аргоном, то обратите внимание, что присадочная проволока двигается впереди электрода.
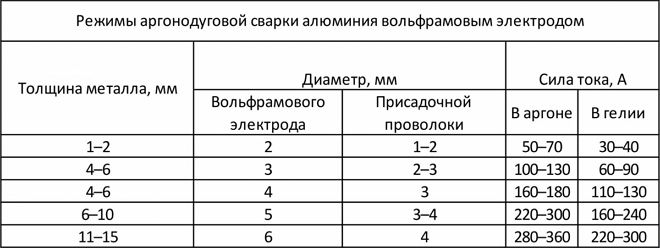
Режимы сварки алюминия вольфрамовым электродом
Выполняя сварку аргоном, очень важно следить за тем, чтобы длина дуги находилась в пределах 3 мм. Характерной особенностью такой сварки является и то, что при ее выполнении присадочной проволокой не совершаются поперечные движения.
Сварка аргоном, если с ее помощью соединяются листы алюминия небольшой толщины, выполняется с подкладкой, в качестве которой можно использовать лист нержавеющей стали. Это позволяет улучшить отвод тепла из сварочной зоны, избежать прожогов и протеканий расплавленного металла. Применение подкладки, ко всему прочему, позволяет экономить энергию, так как такая сварка в среде аргона может выполняться с более высокой скоростью.
Плюсы и минусы сварки, выполняемой в среде аргона
Сварка аргоном деталей из алюминия и сплавов данного металла отличается рядом весомых преимуществ, если сравнивать ее с другими технологиями. При использовании этого метода соединяемые детали нагреваются очень незначительно, что особенно важно в тех случаях, когда необходимо варить заготовки сложной конфигурации. Соединение, получаемое при помощи сварки в среде аргона, отличается высокой прочностью и однородностью сварного шва, в котором отсутствуют поры, примеси и посторонние включения. Очень важно, что шов, получаемый при сварке аргоном, отличается однородной глубиной проплавления по всей своей длине.

Схема аргонной сварки с применением неплавящегося вольфрамового электрода
Естественно, имеет сварка алюминия аргоном и недостатки, о которых также следует знать. Основным из таких недостатков является использование сложного оборудования. Для обеспечения высокой эффективности сварочных операций и требуемого качества сварного шва необходимо, чтобы сам сварочный аппарат и все дополнительное оборудование были настроены правильно.
Одним из важнейших параметров, который следует правильно настраивать при выполнении сварки в среде аргона и других защитных газов, является скорость, а также равномерность подачи присадочной проволоки. Если аппарат подачи будет настроен неправильно, то проволока в зону сварки будет поступать с перерывами, сварочная дуга будет прерываться, что в итоге приведет к повышенному расходу электроэнергии и аргона.
Сварка аргоном является достаточно непростым процессом, но, если соблюдать все инструкции и обладать соответствующей квалификацией, она позволит добиться хорошего результата.
Как варить латунь в аргоновой среде

Сварка аргоном
Латунь является сплавом меди, содержащим цинк. Последний отличается более низкой температурой плавления и создает проблемы при соединении деталей: быстро начинает испаряться и взаимодействовать с кислородом. Сварка латуни аргоном – оптимальный метод создания металлоконструкций, снижающий вероятность появления дефектов шва.
Сварочные характеристики латуни
Решив заниматься сваркой деталей из этого сплава в домашних условиях, мастер должен ознакомиться со свойствами материала.
К особенностям латуни относятся:
- Вспомогательный металл (доля цинка у некоторых разновидностей сплава достигает 40%) при нагреве до 980 °С начинает кипеть и выгорать (температура плавления меди составляет 1080 °С, цинка – 420 °С). В области сварочной ванны собираются токсичные пары. Детали покрываются светлым налетом, мешающим нагреву.
- Расплав вступает в реакцию с водородом. В шве появляются пустоты и трещины. Соединение приобретает низкую прочность.
- Для получения качественного шва края защищают от перегрева. Для этого используют шлаковую или флюсовую обработку. Кроме того, локализуют водород, чтобы он не контактировал с расплавом. Для этого усиливают приток кислорода или насыщают рабочую зону инертным газом, замедляющим окисление.
Выбор присадки и электродов
Для аргоновой сварки латуни используют 2 типа стержней и присадочной проволоки:
- Угольные (графитовые). Они поддерживают устойчивую дугу, необходимую за закрытия зазора между соединяемыми элементами. Присадочный материал при сварке тонкостенных элементов не используют. Для соединения толстых заготовок применяют многокомпонентную проволоку из меди и цинка, покрытую бурой или иным флюсом.
- Латунные с концентрацией цинка до 40%. В состав электрода включают алюминий, марганец и другие легирующие добавки. Во время сварки такие стержни формируют наплавочный материал. Их используют в сочетании с проволокой КМЦ 3-1 или ЛК 80-3. Стержни этой марки содержат борный шлак, марганец, концентрат титана.
При выборе электродов учитывают химические и физические свойства деталей.
Перед сваркой стержни прогревают при температуре 200 °С в течение получаса.

Преимущества аргонодуговой сварки
К положительным сторонам рассматриваемого метода относятся:
- Отсутствие необходимости чрезмерного нагрева стыков. Это препятствует закипанию и выгоранию цинка, из-за которых деформируется шов.
- Инертность аргона. Он отличается от воздуха большей плотностью. Поэтому при своевременном начале подачи газа цинк не будет вступать в реакцию с кислородом.
- Высокая мощность дуги. Она обеспечивает достаточную скорость работы. Полученный шов отличается высоким качеством.
Несмотря на множество тонкостей, сварочный процесс не вызывает затруднений. Обучиться ему может и начинающий сварщик.
Как подготовить латунь
При выборе любого способа сварка деталей требует тщательной подготовки.
При работе с латунными элементами выполняют следующие действия:
- Очищают кромки от плотного оксидного налета. Для этого используют новые металлические щетки, не оставляющие на поверхностях частиц стали. На этапе заключительной обработки понадобится шлифовальная машина или наждачная бумага. Некоторые сварщики используют напильник.
- Разделывают заготовки. При толщине детали 1,5-6 мм этот этап пропускают. Тонкостенные изделия отбортовывают, выравнивая стыки. Толстые детали притупляют, выполняя Х-образную разделку для 2-стороннего провара соединения.
- Сопоставляют детали. При толщине более 1,5 мм зазор между деталями должен составлять 2 мм. Если уменьшить этот параметр, края будут нагреваться неравномерно, в шве появятся трещины. Для утолщения диффузного слоя расстояние между элементами увеличивают. От правильности установки зависит качество работ.

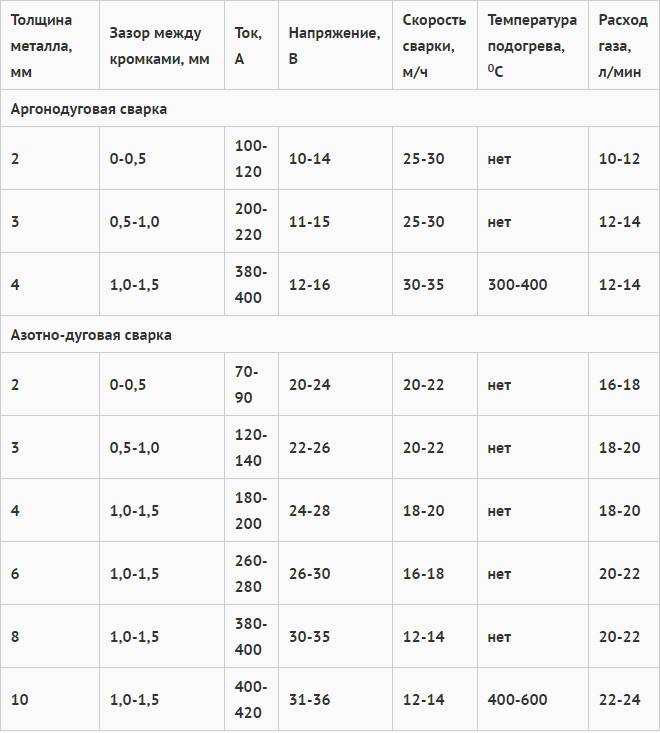
Технология сварки в газовой среде
После фиксации деталей в правильном положении приступают к основному этапу.
При выполнении работ учитывают следующие технологические особенности:
- Электрод размещают как можно ближе к поверхности свариваемых деталей. Слишком длинная дуга формирует непрочный шов, короткая помогает поддерживать оптимальную температуру в сварочной ванне.
- Электрод равномерно ведут вдоль линии соединения. Отсутствие разнонаправленных движений делает шов более эстетичным. Мастер должен обладать навыками, помогающими проваривать металл на нужную глубину.
- Присадочная проволока и электрод должны постоянно находиться в аргоновом облаке. Расходный материал подают с равномерной скоростью.
- Правильно выбирают угол подачи проволоки. Она должна размещаться перед горелкой.
- Газ подают непрерывно, начинают процесс за 10-15 секунд до появления дуги, заканчивают через 7-10 секунд после ее исчезновения.
- Электрод ведут вдоль шва медленно. При повышении скорости работы возрастает вероятность непровара. Необязательно проходить дважды при соединении тонких деталей.
- Кратер заваривают, постепенно снижая мощность дуги. Этот параметр регулируют реостатом.

Меры предосторожности
При использовании аргонодуговой технологии сварки сплава меди и цинка соблюдают следующие требования безопасности:
- Правильно организуют сварочный пост. Нельзя вести работы возле горючих материалов и жидкостей. На рабочем месте не должны присутствовать посторонние предметы, способные мешать при сварке.
- Обеспечивают постоянное проветривание рабочей зоны. При необходимости устанавливают систему принудительного отведения продуктов горения. Перед началом сварки убеждаются в работоспособности оборудования.
- Регулярно проходят инструктаж по технике безопасности. При работе на производственных площадках сдают соответствующие экзамены.
- При электросварке отказываются от использования редукторов и переходников для подключения нескольких аппаратов.
- Используют средства индивидуальной защиты. Пары цинка ядовиты, предотвратить их попадание в дыхательные пути помогает респиратор. Обязательным условием является ношение сварочной маски.

Инструкция для домашних условий
В быту изделия из латуни можно сварить с помощью паяльной лампы. В качестве флюса, защищающего сварочную ванну от воздействия кислорода, используют недорогой борат натрия.
Нередко для пайки латуни готовят медно-серебряные припои. При использовании электродугового оборудования работу желательно вести в хорошо проветриваемом гараже или на улице.
При этом особенно тщательно подбирают средства индивидуальной защиты. Нельзя применять самодельные маски и брезентовые рукавицы. Перед началом работы тренируются на ненужных латунных деталях.
.jpg)
Другие варианты сварки
Для соединения латунных деталей могут использоваться и такие способы:
- Электродуговая сварка. Процесс ведется под постоянным током обратной полярности. Сварочная дуга имеет минимальную длину, что замедляет выгорание цинка. Перед началом работы детали нагревают до 300 °С. После завершения процесса требуется проковка стыка. Температуру заготовок снижают постепенно, принудительное охлаждение недопустимо.
- Газовая сварка. Помогает сформировать качественный прочный шов. Недостатком считают быстрое испарение цинка. Использование окислительного пламени горелки решает эту проблему. Оно должно содержать больше кислорода, чем водорода. Под влиянием такой смеси на поверхности появляется пленка, не пропускающая воздух.
Металлоконструкции, не испытывающие высоких нагрузок, можно заваривать любым способом.
Как варить чугун в аргоновой среде

Сварка чугуна аргоном – надежное средство соединения деталей из этого металла с получением шва высокого качества. Сделать это непросто, особенно в домашнем гараже. В этих условиях сплав не поддается сращиванию и ломается при остывании. Одна из причин невозможности выполнения операции – содержание в составе большого количества различных примесей: марганца, кремния, фосфора, серы, ванадия, алюминия, никеля и хрома.

Разновидности чугуна и степень их свариваемости
Рассматриваемый материал содержит до 6% углерода. При плавлении он остается на поверхности и придает металлу хрупкость. Многочисленные недостатки часто перекрывают достоинства. При термообработке состав ломается, приводя в негодность все изделие. По свойствам чугун делится на типы:
- белый;
- серый;
- ковкий;
- высокопрочный.
Первый вид частично состоит из цементита, дающего на срезе характерный металлический блеск. Литье обладает износоустойчивостью и жаропрочностью, не ржавеет, используется при изготовлении стали.
Серый состав содержит углерод в состоянии графита. Срез серого цвета, без блеска. Применяется для изготовления конструкций в виде станин станков. Проявляет высокую прочность на сжатие.

Ковкий чугун – это разновидность белого, прошедшего термическую обработку, в результате которой графит принял вид хлопьев. Материал отличается вязкостью и пластичностью. Используется для изготовления предметов сложной формы.
Высокопрочный состав имеет структуру, не поддающуюся разрывам. Применяется для создании особо ответственных деталей в разных областях промышленности.
Заваривать чугун трудно. Связано это с его свойствами и характеристиками. При достижении критических температур происходит вытекание расплавленного металла из места формирования шва. При сгорании графита образуется большое количество газов, приводящих к появлению трещин и пор. Поэтому аргонная сварка чугуна – единственный эффективный способ соединения деталей из этого сплава.
Сварочные стержни из чугуна
В качестве присадки при аргоновом соединении конструкций чаще всего используются специальные металлы, из которых сделаны расходные материалы: бронза, медь, алюминий, никель. Марки их обозначаются буквами и цифрами. Для горячей работы с общим нагревом используют «А», с местным – «Б». Для ручной аргонодуговой сварки («ТИГ») тонкостенных заготовок – «НЧ-1», для толстых деталей – «НЧ-2». Износостойкий чугун обрабатывается стержнями «ХЧ» и «БЧ». Диаметр присадок выбирается меньше толщины деталей в 2 раза.

Подготовка металла
Зона сварки должна быть тщательно обработана. Нельзя допускать присутствия в ней масла. Оно может внедриться глубоко, и тогда вывести его будет невозможно. На концах трещин, которые следует распилить болгаркой с тонким диском, высверливают отверстия диаметром 1,5-2 мм. Участок освобождают от окалины, стружки и мусора с помощью металлических щеток, углошлифовальной машины и наждачной бумаги. Масляные пятна лучше выжигать горелкой или выводить растворителем. После подогрева чугуна начинают сварочные работы.
Общее описание технологии
Соединение деталей под слоем аргона проходит по сходным с другими видами правилам. Нужно настроить аппарат, установив ток в пределах 40-80 А. Во время работы его величина регулируется до исчезновения характерного хруста. Стержень опускают в ванну после того, как он нагреется. Неплавящийся электрод должен двигаться непрерывно вместе с пламенем горелки. Для сварки лучше выбрать нижнее положение, при котором расплавленный металл остается в зоне формирования шва. Изделия охлаждаются естественным путем.

Для качественной работы нужно подготовить хорошие присадочные материалы, электроды и применять правильные режимы функционирования оборудования.
Использование присадок
Аргоновая сварка чугуна производится с использованием никелевых присадок, которые иногда меняют на бронзовые или алюминиевые, так как они намного дешевле. Материалы выпускают в виде прутков диаметром от 6 до 15 мм, имеющих длину 60-70 см. При работе в автоматическом режиме применяют порошковую кремниевую проволоку, для соединения предварительно разогретых заготовок – марку «ПП-АНЧ-2», высокопрочных материалов – «ПП-АНЧ-5».
Свойства присадок приведены в таблице:
| Наименование прутка | Краткая характеристика |
| Никелевый | Устойчив к коррозии и высоким температурам. Годится для сварки химических емкостей, трубопроводов из высоколегированных сплавов. Шов пластичный. |
| Жаростойкий | Соединяет металлы разного рода в среде чистого аргона. |
| Легированный титаном | Работает при защите составом Аr-He. |
Стержень опускают в ванну после прогрева и не выносят из нее до конца работы.
Электроды
Основные виды изготовления:
- из чугуна;
- легированные стальные;
- медные;
- углеродистые;
- сплавные.
Стальные изделия сверху покрыты ферросилицием и дают шов из серого чугуна.
.jpg)
- ЭМЧС. Используются для работы с холодными металлами толщиной до 10 мм.
- ЦЧ4. Сердечник покрыт веществом, образующим карбид, не реагирующий на железо. Пользуются им при холодном методе.
- МНЧ-1. Сердечник выполнен из медно-цинкового сплава, дающего шов высокого качества с низким содержанием углерода.
- Чугунные. Изготовлены с применением карборунда и углекислого бария, смешанных с жидким стеклом.
- СЧ-20 с графитовым покрытием. Годится для сваривания деталей из серого чугуна.
- МНЧ-2 – дорогой и редкий материал, дающий прочное соединение. Изготовлен из меди.
Перечисленные электроды используют в работе опытные сварщики и любители.
Режимы сварки
Соединение деталей производят с помощью специального аппарата, вольфрамовых электродов, присадок на основе разных металлов и защитного газа – аргона, гелия или их смеси. Прибор предварительно настраивают на нужный режим работы, учитывая параметры заготовок:
| Толщина деталей (мм) | Рабочий ток (А) |
| До 10 | 350 |
| 11 – 20 | 400 |
| Более 30 | 600 |
Количество ампер окончательно регулируется во время сварки.
Наиболее правильный метод – горячая сварка, перед которой заготовки нагреваются до 600°С. Холодный способ – удобный и простой, выполняется с помощью электродов с содержанием меди или никеля. Популярные марки – ОЗЧ-2 или ОЗЧ-6, а также МНЧ-2. Процесс проходит при использовании постоянного тока обратной полярности.
Необходимое оборудование и инструменты
Для работы готовят:
- ручной или полуавтоматический аппарат с горелкой;
- баллон с защитным газом (Ar, He);
- припой никелевый, вольфрамовый, из других металлов;
- присадочные материалы;
- молоток.
.jpg)
Последний предмет необходим для сбивания застывшего шлака с места наложения шва.
Как правильно выбрать присадку
При сварке заготовок часто используют чугунные стержни, не имеющие наружного покрытия. Диаметр их выбирают вдвое меньше толщины металла. Другой распространенный вариант – никелевая проволока. В таблице указаны главные типы импортных расходников:
| Марка | Описание |
| ОК Tigrod 19.82 | В основе – никель. Проявляет устойчивость к высоким температурам и коррозии. Применяется при работах с разнородными металлами и сплавами. |
| ОК Tigrod 19.85 | Проволока для высоколегированных сталей. |
| ОК Tigrod 19.92 | Пруток, легированный титаном. |
Используются и другие марки присадок, позволяющие проводить сварку без предварительного нагрева заготовок.
Последовательность процесса сварки
Технология предусматривает выполнение ряда операций. К ним относятся: очистка металла, прогревание заготовок, использование тока малой величины. Нанесенный шов простукивается молотком. Это снимает напряжение, оставшееся после работы. Детали дают время для постепенного остывания естественным образом. Рассмотрим последовательность подробнее.
Нужно включить аппарат, зажечь горелку, подать газ и поднести присадочный пруток к участку сварки, удерживая его под углом 20-30°. Расстояние от детали до сопла горелки – 3-10 мм. Швы накладываются короткие, длина их – до 3 см. После остывания с поверхности удаляется налет и шлак с помощью щеток, наждачной бумаги и УШМ.

Выполнение этого плана не гарантирует получения хороших результатов. Нужна подготовка и опыт сварщика.
Нюансы для домашних условий
Для использования сварки в домашних условиях необходимо соблюсти несколько требований: правильно подобрать присадки и электроды, настроить аппарат на нужный режим работы, придерживаться последовательности выполнения действий.
Готовить материалы к работе нужно заблаговременно. Металл очищают и прогревают газовой горелкой, паяльной лампой или другим прибором. Работа ведется под защитой аргона. Он тяжелее воздуха и способен заполнить сварочную ванну, поэтому все действия лучше производить в нижнем положении. Присадочные прутки для получения качественного шва применяют никелевые. Ими рекомендуется периодически перемешивать расплавленный металл. После завершения работы место соединения засыпают песком или закрывают асбестом. В таком виде деталь остывает.
Общие рекомендации
Нельзя долго держать горелку на месте. В процессе сильного нагрева из чугуна испаряется углерод и отбеливает его, делая трудносвариваемым. Толстые детали соединяются с помощью наплавки, состоящей из нескольких слоев. После выполнения работы рекомендуется провести контроль качества с целью выявления дефектов. При визуальном осмотре можно заметить трещины, поры, непровары из-за обрыва дуги. Другие изъяны обнаруживаются с помощью специальных приборов.
Внешний контроль проводится после очистки швов посредством щеток и азотной кислоты или спирта. Жидкие составы придают металлу матовость, на которой лучше видны поры и трещины. Для получения более ясной картины можно пользоваться лупой.
Кроме визуального осмотра, используются эффективные методы капиллярного контроля и магнитной дефектоскопии.
Читайте также: