Редуктор для смеси аргона и углекислоты для сварки полуавтоматом

Знать все о редукторах для полуавтомата надо каждому сварщику, даже на начальном этапе. Необходимо понимать четко, как выбирать углекислотный редуктор для полуавтоматической сварки и другие типы таких устройств. Для начала же необходимо разобраться с их техническим исполнением.
Особенности
Главная функция, которую имеет любой редуктор для полуавтомата, — это точная регулировка давления углекислоты или иного газа, подаваемого на полуавтомат. Регулируют его не только в плане понижения или повышения, но и в плане стабилизации. Редукторный блок на сварочном посту содержит:
- клапаны впуска и выпуска;
- камеры с регулировочными мембранами;
- уплотнительные элементы;
- верхние и управляющие пружины;
- штуцеры для подсоединения;
- наружный корпус;
- манометры;
- вентиль, обеспечивающий ручное открытие или закрытие магистрали.
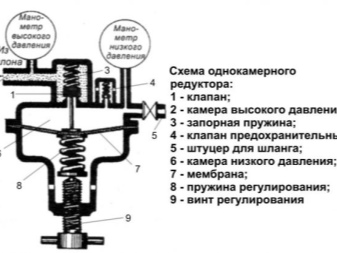

Простой аппарат имеет одну рабочую камеру. Газ из баллона движется внутрь прибора под давлением, задаваемым манометром входа. Далее он оказывается в начальном штуцере, а после прохождения камеры газовый поток встречает сопротивление особой пружины. Поскольку напор оказывается достаточно велик, пружина отдавливается, и начинается свободное поступление струи в особую полость. Сечение камеры многократно крупнее, чем диаметр на вводе в штуцер, и потому второй манометр регистрирует сокращение давления.
Особый винт позволяет отрегулировать степень натягивания главной пружины. Она приспосабливается к исходному баллонному давлению. Пружина управления идет вниз одновременно с мембраной. Потому газовый поток может беспрепятственно поступать к запирающему вентилю. Далее он поступает на горелку. Мембрана редуктора делается из стойкой к маслу резины и точно позиционируется по отношению к выходу.
Постепенно давление внутри баллона понижается. В результате верхняя пружина может опуститься, корректируя площадь сечения на впускном проходе. Редуктором можно управлять и вручную. Винт для этого вкручивают или выкручивают определенным образом.
Надо только ориентироваться на текущие параметры, которые выдает манометр.
Виды и маркировка
Для полуавтоматической сварки может применяться редуктор с различным числом камер. В подавляющем большинстве случаев применяют однокамерные модификации. Но в ряде случаев критически важна стабильность использования оборудования при низкой температуре. В такой ситуации наиболее привлекательны двухкамерные модели. Отсеки обычно располагают по последовательной схеме.
В любом случае редуктор должен отвечать нормам:
- ГОСТ 12.2.052-81;
- ГОСТ 13861-89;
- ISO 2503-83.
Углекислотные сварочные редукторы различают еще и по условиям применения. Рамповые модели используют на сварочных участках многопостового типа. Сетевые устройства получают газовый поток от стационарной магистрали, которая сообщается с углекислотной промышленной станцией. На небольших рабочих площадках, на строительных площадках и в быту применяют баллонные редукторные узлы. Их преимущественно проектируют из расчета на несколько меньший удельный расход СО2 и на небольшой разброс газового давления.



Открытие и герметизация клапанного узла впуска может происходить по прямой или по обратной методике. Вторая разновидность только что описана выше. При «прямом сценарии» этапы работы меняют порядок. Подобное решение намного менее удобно. Его применяют потому существенно реже.
Кислородный редуктор устроен практически так же, как углекислотный аналог. Разница касается преимущественно методов подключения к вентилям и числа применяемых манометров (1 или 2). Редукторы для кислорода должны отвечать повышенным эксплуатационным требованиям. Причина проста: кислород не может находиться в сжиженном состоянии, и потому внутри баллона давление достигает иногда 200 атмосфер. Для сравнения: у углекислоты этот показатель составляет 70-80 атмосфер.
Если критична чистота поступающего вещества, необходимы специальные фильтры.

Российская промышленность поставляет различные модели редукторов. Популярностью пользуется УР 6-6. Корпус формируют из особого сплава, который отлично удерживает тепломеханические воздействия. Прочие параметры:
- неоднородность газового давления максимум 0,3;
- предохраняющий блок срабатывает при показателе 1200 КПа;
- благодаря двум манометрическим узлам проще влиять на давление углекислоты;
- предельный пропуск газа — 6 м3 за час.
Если обычной функциональности не хватает, необходимо применять не простые редукторы, а регулирующие устройства с ротаметрами. Они демонстрируют расход газа немедленно. Стоимость подобных аппаратов, однако, заметно выше. Отверстие внутри дросселя тщательно калибруется.
Иногда газовый поток подогревается за счет электрического модуля.
Как выбрать?
Основное внимание надо уделять тому, как устроен регулирующий винт. На нем в идеале должна быть невыпадающая резьба. Если она выпадает, велик риск выкручивания седла. Полезен и вспомогательный запорный вентиль. Предельно актуально учитывать цветовую маркировку редукторного узла:
- голубой с черным шрифтом — кислород;
- черные тона и синеватая маркировка — аргон инженерного класса;
- красный шрифт на белом фоне — ацетилен;
- белый шрифт на темном — сырой аргон;
- желтая надпись на темном основании — двуокись углерода.
Стоит учесть ограниченную взаимозаменяемость редукторов различных типов. Теоретически не возбраняется заменять кислородный редуктор аргоновым и наоборот. Однако рассчитанное на кислород устройство будет работать ощутимо хуже, как только давление опустится до 1 бар и ниже. Хорошее устройство для чистого аргона — АР-40-2. Если же нужно использовать как аргон, так и углекислоту, оптимальным выбором может стать АР-40/У-30.
На специализированных производственных участках применяют УР-6-4ДМ и аналогичные устройства. Модели иногда имеют пару ротаметров. Не стоит думать, что они позволяют подавать газ сразу на две разные горелки. Цель совсем другая — использование для особо ответственных конструкций. К одному расходному узлу добавляют горелку, а через второй идет поддув с другой стороны.



О том, как настроить давление на редукторе для сварки, вы можете узнать ниже.
👌Лучшие газовые редукторы для сварочной смеси на 2022 год

Газовый редуктор для сварки (ГР) – это специальное устройство, предназначенное для поддержания оптимального давления газовой смеси, подаваемой на горелку сварочного аппарата. Оно имеет широкий функционал и прекрасные эксплуатационные характеристики, поэтому часто применяется в домашних хозяйствах и на промышленных предприятиях.
По мнению покупателей, популярность моделей этого оборудования обусловлена его надёжной работой и долгим сроком службы. Помимо этого, такие устройства имеют доступную цену и приобрести их сможет каждый желающий.
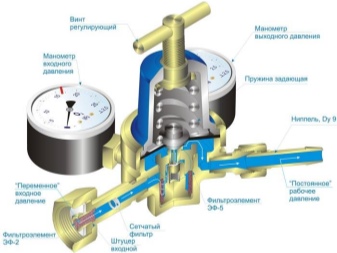
Конструкция и назначение

Прежде чем искать, где купить ГР, необходимо изучить его конструкцию и область применения. Эта информация поможет понять общий принцип действия устройства и упростить процесс выбора подходящей модели для любого сварочного оборудования.
Составные элементы конструкции ГР:
- Внешний корпус;
- Камеры высокого и рабочего давления;
- Фильтры разного типа;
- Нажимной диск;
- Толкатель;
- Регулировочные элементы (винт, контргайка, опорная шайба);
- Нажимная пружина;
- Соединительные штуцеры;
- Мембрана;
- Седло
- Редуцирующий и предохранительный клапан;
- Устройства контроля (манометр, ротаметр).
ГР является узкоспециализированным устройством. Несмотря на это, он одновременно выполняет несколько важных задач, обеспечивающих безопасность и нормальную работу сварочного оборудования.
- Снижение давления. В большинстве случаев применяют баллоны, в которых газ закачан под 150-250 атм. Эти показатели неприемлемы для сварочного аппарата, поэтому для их снижения применяют ГР. Он обеспечивает оптимальное давление на выходе, составляющее 1-16 атм.
- Поддержание рабочего давления. По мере уменьшения объёма газа в баллоне снижается давление. Чтобы это обстоятельство не отразилось на работе сварочного оборудования применяют редуктор. Он нормализует входные и выходные показатели, а также поддерживает их на оптимальном уровне.
- Предотвращение попадания воздуха. Большинство часто используемых газовых смесей при контакте с воздухом образуют взрывоопасное соединение, которое может воспламениться даже от самой маленькой искры. Поэтому во избежание аварийных ситуаций применяют аппарат, который защищает содержимое баллона от доступа воздуха.
- Резкий сброс давления. Из-за неисправности или неправильной эксплуатации сварочного оборудования нередко возникает ситуация, при которой рабочее давление повышается до критических значений. Это увеличивает вероятность взрыва со всеми неприятными его последствиями. Для предотвращения такой аварии используют редуктор. В случае возникновения опасной ситуации он резко сбрасывает газ.
- Повышение надёжности системы. Применение ГР повышает безопасность эксплуатации сварочного оборудования. Он помогает предупредить разрывы баллонов с взрыв газовой смеси.
Виды устройств
Перед тем как выбрать газовый редуктор, нужно узнать, какие бывают виды этих устройств. Существует 2 основные классификации, разделяющие все модели по типу редуктора и виду используемого газа. В каждой из групп ГР присутствуют уникальные модели, обладающие своими достоинствами и недостатками.
Классификация по типу аппарата:
- Прямой. Этот вид ГР используется довольно редко. В них газовая смесь проходит через штуцер и, при помощи нажимной пружины воздействует на клапан. Последний прижимается к седлу, перекрывая подачу газа в камеру высокого давления. После отхождения клапана от седла происходит медленное уменьшение давления до показателей, оптимальных для применяемого сварочного оборудования.
- Обратный. Модели этого типа работают по принципу сжатия клапана, приводящего к блокировке подачи газа. Такие ГР оснащаются специальным винтом, который воздействует на нажимную пружину. Последняя выгибает мембрану и приводит в действие передаточный диск. Он воздействует на обратную пружину, там самым поднимая рабочий клапан. В результате всех этих действий возобновляется подача газа.
Классификация по типу газа:
- Аргон. Аргоновые редукторы применяют для сварки тугоплавких металлов. Такую операцию часто проводят на различных промышленных предприятиях.
- Ацетилен. Редукторы, использующие этот газ, нашли широкое применение на различных промышленных предприятиях. Их используют для газовой сварки и резки трубопроводов.
- Кислород. Модели, работающие с кислородом, используют для газовой сварки, пайки и резки. Они востребованы на металлургических и машиностроительных предприятиях.
- Метан, бутан. Метановые и бутановые ГР прекрасно подходят для проведения газовой сварки. Они широко используются в разных отраслях промышленности, но наиболее часто применяются в машиностроении.
- Пропан. Пропановые редукторы наиболее востребованы в таких отраслях промышленности, как металлургия и машиностроение. Их применяют для проведения автогенных работ. Кроме этого, модели этого вида используют в строительстве и в быту.
Лучшие производители
Если не знаете редукторы какой фирмы лучше, а какой хуже, то воспользуйтесь советами специалистов. Они помогут определить список лучших производителей, чья продукция заслуживает внимания покупателей.
- Сварог (Россия);
- REDIUS (Россия);
- FoxWeld (Италия);
- Krass (Россия);
- ПТК (Россия);
- Кедр (Россия);
- ДОНМЕТ (Украина);
- GCE (Чехия);
- БАМЗ (Россия);
- Cavagna Group (Италия).
Лучшие газовые редукторы для сварочной смеси на 2022 год
Чтобы не допускать ошибок при выборе газового редуктора, нужно рассматривать только самые хорошие устройства. Для их поиска следует воспользоваться рейтингом качественных изделий. В нём собраны обзоры популярных моделей и описания достойных внимания новинок.
Недорогие модели
Рейтинг популярность возглавляют ГР из бюджетного ценового сегмента. Такие устройства присутствуют в ассортименте большинства отечественных и иностранных производителей. Их стоимость является максимально доступной и составляет от 600 рублей.

Этот газовый редуктор является лучшим в бюджетном ценовом сегменте. Он предназначен для установки на баллоны с пропаном. Модель имеет стандартный алюминиевый корпус, который надёжно защищён от коррозии. Кроме этого, он оснащён манометром для измерения показаний на выходе.
БПО-5М имеет прекрасные эксплуатационные характеристики. Среди них выделяют широкий диапазон рабочих температур (от -15°C до +45°C), пропускную способность 5 м3/ч и оптимальные показатели максимального давления (входное 2,5 МПа, выходное – 0,3 МПа). К числу преимуществ также относят сравнительно небольшой вес и компактность.
- Стоимость;
- Алюминиевый корпус;
- Прекрасные эксплуатационные характеристики;
- Компактность;
- Небольшой вес.

УР-6-6М представляет собой недорогой редуктор для сварочной смеси. Он имеет прочный и стойкий перед коррозией алюминиевый корпус, а также дополняется 2 манометрами.
Устройство предназначено для использования в помещении и на улице при условии, что температура воздуха будет находиться в пределах 5-50°C. Середи других характеристик модели выделяют максимальное входное давление 10 МПа, выходное – 0,6 МПа и пропускную способность 6 м3/ч. Приятным дополнением станет наличие предохранительного клапана, повышающего безопасность эксплуатации.
- Цена;
- Устойчивость к коррозии;
- Предохранительный клапан;
- 2 манометра;
- Простота подключения.

Этот газовый редуктор имеет низкую стоимость, но прекрасно справляется с поставленной задачей. Он снижает и регулирует давление газа, поступающего из баллона, а также поддерживает оптимальные показатели на выходе.
Модель оснащена 2 манометрами. Она имеет лёгкий алюминиевый корпус, который не боится воздействия влаги. Среди других положительных моментов покупатели отмечают компактность, небольшой вес и максимально простое присоединение к баллону.
- Стоимость;
- Корпус из алюминия;
- Компактность;
- Малый вес;
- 2 манометра.

Этот ГР итальянского производства привлекает внимание своей низкой стоимостью и хорошими эксплуатационными характеристиками. Он присоединяется к баллонам с пропаном и помогает нормализовать давление на выходе.
БПО-5-СВ-АЛ оснащается предохранительным клапаном и манометром. Первый повышает безопасность эксплуатации устройства, а второй позволяет следить за рабочим давлением. Также в конструкции выделяют наличие алюминиевого корпуса с антикоррозийным покрытием.
- Надёжность;
- Безопасность использования;
- Цена;
- Прекрасные эксплуатационные характеристики;
- Антикоррозийное покрытие.

Этот ГР устанавливается на баллоны с пропаном. Он снижает давление газа до рабочих значений и удерживает оптимальные показатели на протяжении всего периода эксплуатации оборудования.
Важной особенностью модели является её компактность и небольшой вес. Также покупатели отмечают наличие латунного корпуса, который обладает хорошими прочностными характеристиками. БПО 5 3 мини имеет пропускную способность 5 м3/ч. Его максимальное входное давление составляет 2,5 МПа, а выходное – 0,4 МПа.
- Качественная сборка;
- Прочный латунный корпус;
- Компактность и лёгкость;
- Простота монтажа.
Аппараты среднего класса
Лучшими по цене и качеству являются модели из средней ценовой категории. Они обладают прекрасными эксплуатационными характеристиками и обеспечивают нормальную работу сварочного оборудования. Средняя цена таких ГР составляет 1000 рублей.

Лидером среднего класса является УР 6 6 от российской фирмы Krass. Этот газовый редуктор имеет небольшой размер, и весит всего 670 г. При этом он оснащается 2 манометрами для контроля за рабочими показателями.
Устройство имеет прекрасные характеристики. Среди них выделяют повышенную пропускную способность 15 м3/ч, выходное давление до 0,7 МПа и максимальное входное 15 МПа. Кроме этого, покупателям нравится наличие корпуса из латуни. Этот сплав обладает высокой прочностью и выдерживает механические воздействия.
- Компактность;
- Наличие 2 манометров;
- Корпус из латуни;
- Повышенная пропускная способность.

Эта модель от фирмы Krass представляет собой редуктор прямого типа. Он предназначен для установки на баллоны с пропаном, которые часто используют на машиностроительных и металлургических предприятиях.
Модель имеет стандартный латунный корпус, защищающий элементы конструкции от случайных механических повреждений. Кроме этого, она оснащается манометром для контроля рабочих показателей на выходе. В своих отзывах пользователи отмечают простоту установки устройства, его надёжность и долговечность.
- Соотношение цены и качества;
- Латунный корпус;
- Много хороших отзывов;
- Доступность.
БКО-50-5 – это кислородный редуктор, который присоединяют к баллонам разного объёма. Он имеет прочный латунный корпус, а также оснащается 2 манометрами. Дополнительным элементом конструкции является предохранительный клапан, защищающий от возникновения различных аварийных ситуаций.
Устройство выделяется своими характеристиками. Его максимальное давление на входе составляет 20 МПа, а на выходе – 1,25 МПа. Также специалисты отмечают повышенную пропускную способность, наибольшее значение которой равняется 50 м3/ч. Бонусом для покупателя станет небольшой размер и вес аппарата.
- 2 манометра;
- Предохранительный клапан;
- Повышенная пропускная способность;
- Размер и вес.

Хорошее качество и невысокая стоимость являются главными достоинствами БПО-5-4М. Кроме этого, данный аппарат ценят за возможность использования в холодных и жарких условиях (минимальная температура эксплуатации 25°C ниже нуля, а максимальная — +50°C).
Устройство предназначено для работ с пропаном. Оно просто устанавливается на баллон и качественно справляется со своей задачей на протяжении всего периода эксплуатации. Также мастера отмечают точность показаний манометра, компактность и вес 700 г.
- Качественная сборка;
- Приемлемая цена;
- Широкий диапазон рабочих температур;
- Долговечность;
- Точный манометр.

Этот кислородный редуктор является одним из лучших в своей ценовой категории. Он имеет высокий показатель пропускной способности и широкий диапазон температур эксплуатации. Благодаря последней особенности устройство разрешено применять на улице и в любых промышленных помещениях.
Корпус БКО-50М изготовлен из латуни. Он имеет высокую прочность и надёжно защищает внутренние детали от механических повреждений. Среди других положительных моментов выделяют наличие предохранительного клапана и точного манометра.
- Широкий диапазон температур эксплуатации;
- Точный манометр;
- Безопасность использования;
- Простота установки.
Дорогостоящие модели
Высокое качество, прекрасные характеристики и наличие дополнительных функций – главные преимущества ГР премиум-класса. Такие устройства широко применяются в разных сферах деятельности и хорошо справляются с поставленной задачей. Стоимость изделий из этой ценовой категории доходит до 50000 рублей.

Этот дорогостоящий аппарат выделяется своей универсальностью. Его можно устанавливать на баллоны с аргоном и углекислотой. Модель имеет компактный размер и вести 800 г. Кроме этого, она обладает прекрасными характеристиками.
За безопасность эксплуатации устройства отвечает предохранительный клапан. Он помогает предотвратить аварийные ситуации, вызванные резким увеличением давления. Среди других особенностей модели выделяют наличие прочного латунного корпуса и 2 манометров.
- Универсальность;
- Безопасность эксплуатации;
- Прочный корпус;
- Точные манометры.

Этот ГР чешского производства подходит для баллонов с азотом, аргоном и гелием. Такая универсальность делает его одним из наиболее востребованных на производстве.
Модель имеет высокую пропускную способность и позволяет получать выходное рабочее давление до 1 МПа. Она оснащается точными манометрами (2 штуки) и предохранительным клапаном. Корпус устройства изготавливается из латуни, обладающей прекрасными прочностными характеристиками.
- Универсальность;
- Популярность у покупателей;
- Прочный корпус;
- Предохранительный клапан.

Это устройство от фирмы БАМЗ заслуживает место в премиум-категории не только благодаря своей высокой стоимости. Оно обладает рядом характеристик, выделяющих его на фоне других дорогих моделей.
БПО-5 МГ можно использовать на улице и в помещении. Для этого он имеет прочный корпус, который покрыт антикоррозийным составом, и широкий диапазон рабочих температур. Нижний предел последнего составляет -15°C, а верхний — 45°C. Приятным дополнением станет простота присоединения к баллону и наличие пружинной регулировки давления.
- Широкий диапазон рабочих температур;
- Антикоррозийное покрытие;
- Пружинная регулировка;
- Качественная сборка.

РК-70 представляет собой надёжный и долговечный кислородный редуктор. Он выделяется своей высокой пропускной способностью, значение которой составляет 100 м3/ч. Среди других характеристик специалисты отмечают ширину диапазона рабочих температур и высокое максимальное давление на выходе.
Конструкция устройства включает в себя латунный корпус, 2 манометра и предохранительный клапан. Они повышают безопасность эксплуатации ГР и позволяют использовать его на протяжении длительного периода.
- Долговечность;
- Высокая пропускная способность;
- Безопасность использования;
- Возможность применения на улице и в помещении.

Этот универсальный аппарат предназначен для различных сварочных смесей. Он отличается надёжной работой и обеспечивает безопасность эксплуатации баллонов с газом.
Устройство имеет латунный корпус. Он защищён от влаги и воздействия других факторов окружающей среды. Благодаря этому редуктор можно использовать во время работ на улице или в промышленных помещениях с вредными условиями труда. Бонусом для покупателя станет наличие 2 манометров, выдающих точные данные о значениях входного и выходного давления.
- Универсальность;
- Безопасность эксплуатации;
- Надёжность;
- Точные манометры.
Рекомендации по выбору

Прежде чем смотреть, сколько стоит газовый редуктор, следует внимательно изучить правила выбора данного оборудования. Эта информация поможет определить, какую лучше купить модель и как не допустить ошибок при выборе.
Сварка полуавтоматом в среде аргона
Полуавтоматическая сварка удобнее и практичнее ручной при большом объеме работ. Использование защитных газов позволяет компенсировать многие опасности и нарушение стабильности свариваемой зоны. Комбинация этих режимов как раз и создает сварку полуавтоматом в среде аргона, о которой обязательно надо знать любому специалисту.
В иностранной технической литературе процедура сварки полуавтоматом в среде аргона нередко сокращается до термина MIG. Строго говоря, такое обозначение относится к любым работам в среде неактивных газов. Но аргон отличается от прочих вариантов наилучшим соотношением стоимости и качества. Суть в том, что машина подает проволоку в рабочую зону с неизменной или меняющейся скоростью (в зависимости от настроек). Синхронно туда же подкачивается газ из баллона.


Плюсы и минусы
Использование сварочных полуавтоматов позволяет исключить ржавение шва. В идеале используют смесь 98%-го аргона с 2% углекислого газа. Но для рядового сварщика, выполняющего не слишком ответственную работу, по соображениям экономии лучше использовать пропорцию 70/30. Подача проволоки в сварочный участок без участия человека высвобождает много времени и сил, повышает производительность труда. Современные полуавтоматы обеспечивают охлаждение горелки.
С их помощью можно варить металл даже в труднодоступном месте. Разжечь дугу окажется заметно проще. Работать с полуавтоматической техникой как минимум не труднее, чем с традиционными ручными устройствами. Она вполне доступна еще начинающим сварщикам. Полуавтоматы обеспечат еще и удобную настройку параметров работы.


Однако надо помнить, что даже полуавтоматы последнего поколения весьма дороги. Серьезной проблемой будет также недостаточная мобильность подобных устройств. Что касается жалоб на пористый шов, то они в основном связаны с ошибками самих сварщиков. Те попросту упускают из виду правильные пропорции при смешивании газа. Также причиной могут быть неполадки оборудования; критиковать сами полуавтоматы смысла не имеет.
Также подобный тип аппаратов отличается:
визуальной наглядностью процесса;
возможностью наблюдать за созданием шва;
возможностью соединять тонкие детали;
отсутствием необходимости часто менять электроды, зачищать швы.


Выбор сварочного аппарата
Разновидности
Работать в инертном газе могут как инверторные, так и трансформаторные устройства. Первый тип отличается повышенной надежностью. Инверторная схема позволяет обеспечить повышенную устойчивость к нагрузкам. Проблема в том, что такие устройства не могут выдать высокий КПД. Зато они создают много помех для другой электротехники.
Сварочный инвертор многократно легче своего трансформаторного собрата. Используя его, можно не опасаться появления помех. Такое устройство можно точно и адекватно настроить. Оно поможет стабилизировать сварочный ток без лишних проблем. Проблемой может стать высокая чувствительность к конденсату, однако это не слишком существенно при осторожном обращении.
Стоит учитывать еще такое деление:
бытовые аппараты (в них сварочный ток не выше 200 А, что вполне достаточно для домашнего ремонта);
полупрофессиональный класс (от 200 до 300 А) – подходит для систематического простого ремонта;



Обзор брендов
Востребованностью пользуется техника аргонно-дуговой сварки два в одном марки «Сварог». Хорошим примером является модель PRO MIG 200 SYNERGY. Такой полуавтомат сможет использовать все типы проволоки. Полярность меняется двумя простыми движениями. Есть режим использования штучных электродов.
При использовании аргоновой горелки можно воспользоваться функцией розжига прикосновением. Координация горящей дуги выстроена очень четко. Можно отрегулировать сварочный ток и напряжение, темп подачи проволоки. Пользователи смогут вести аргонодуговую сварку в двухтактном либо четырехтактном формате. В наиболее сложном режиме используется автоматическая опция VRD, уменьшающая риск удара током.


AuroraPRO Speedway 200 может оказаться не хуже. Этот полуавтомат изначально конструировали для серьезных работ. Его создавали для использования массивных катушек. Что немаловажно, эта модель способна действовать в однофазном режиме. Она выдержит уменьшение сетевого напряжения до 140 В.
Изделие оптимально подходит для автосервисов и других небольших предприятий. Гарантируется почти беспрерывная работа с проволокой диаметром 0,8 и 1 мм. Менее долгая работа возможна с проволокой сечением 1,2 мм. Предусмотрена адаптивная настройка индуктивности. Минусом можно считать разве что очень большой размер.


Сварог ARCTIC MIG 250 Y куда компактнее, однако отрицательной стороной будет повышенная цена. Такой полуавтомат подойдет для тонкостенных деталей. Наибольший ток достигает 250 А, если ПВ — 60%. На холостом ходу при 50 В розжиг происходит беспрепятственно даже на засоренных поверхностях. Конструкторы позаботились о способности работать долго, что выражается в использовании редуктора с подогревом.


Стоит отметить:
повышенный коэффициент мощности;
малые размеры и массу;
невозможность работы со штучными электродами и перемены полярности;
отсутствие режима работы с флюсованной проволокой;
излишняя простота механизма подачи, не дающая достигнуть должной эффективности.


Fubag INMIG 200 Plus отличается многофункциональностью и пригодностью в профессиональной сфере. Конструкторы предусмотрели не только популярное «синергетическое управление», но и программное задание режимов поступления проволоки. Можно варить короткими швами по схеме SPOT. Такое решение отлично подойдет для сварки изделий, не нуждающихся в герметичном шве. Хороший пример — кузовной ремонт.


Если характеризовать бренды в целом, то Fubag отличается широтой ассортимента и разнообразием вспомогательных аксессуаров. Технологические параметры неплохи. Стоимость тоже умеренна. Российская фирма «Сварог» создает свое оборудование в тесном взаимодействии с продвинутыми китайскими разработчиками. Ее продукция оперативно обслуживается благодаря широкой дилерской сети.
Также стоит отметить:
популярную латвийскую «Ресанту»;
российскую компанию ELITECH;
российскую же фирму Aurora.


Технология сварки
Чтобы использовать полуавтомат в среде аргона, надо сначала поставить горелку и кабель. Только после этого помещают на аргоновый баллон специальный редуктор. Проверяют, превышает ли давление газа остаточный показатель. Выходной штуцер баллона оснащают шлангом, который стоит зажать хомутом. Значение на редукторе должно быть указано производителем; рисковать и задавать иной расход газа неразумно.
Важно не просто поставить катушку на шток, но и выверить совпадение штифтов с отверстиями для посадки. Некоторые люди полагают, что проще всего сделать полуавтоматическую сварку не в чистом аргоне, а в смеси с углекислотой. Такое решение оптимально для сварки низкоуглеродистой нержавейки. Регулирующий винт помогает устанавливать нужное усилие прижима. Только после накручивания наконечника на горелку и установки сопла можно подключать аппарат к сети.
Вот советы:
при сварке латуни (шовного кратера) надо плавно сокращать напряжение в дуге, увеличивая ее саму;
нельзя делать сплошной латунный шов – должны делаться отзывы;
в процессе сварки меди придется сначала проводить низкотемпературный подогрев;
алюминий следует варить строго переменным током.
Про сварку полуавтоматом в среде аргона смотрите в следующем видео.
Распространенные заблуждения при выборе редуктора для сварочных работ (аргон, углекислота)

Генри Форд в свое время говорил: «Нет плохих автомобилей, есть люди, которые неправильно сделали свой выбор». Поговорим сегодня о том, как выбрать редуктор для полуавтоматической или автоматической сварки в среде защитных газов и сделать этот выбор правильно.
Заблуждение №1
Состоит в том, что многие сварщики выбирают редуктор УР-6-6. Чем он плох? Изначально он разрабатывался для пищевой промышленности еще в советское время, т.е. он использовался для газирования воды, всевозможных напитков, при консервации колбас, мяса, креветок и других продуктов. Сегодня же существует целая линейка редукторов, которые предназначены непосредственно для сварки в среде защитных газов, например:
- Универсальный АР-40/У-30
- На аргон АР-40-2
- На углекислоту У-30
Или их аналоги.
Основной особенностью этих редукторов, в отличие от УР-6-6, является наличие на манометре низкого давления градуировки в л/мин для каждого рода газа. Это очень удобно для работы, вам уже не нужно будет, как на УР-6 настраивать расход на глаз, приблизительно или смотреть по таблицам.
Заблуждение №2
Когда выбирают для регулярного использования при сварке в среде защитных газов малогабаритный редуктор, который не предназначен для ежедневного использования и стопроцентной загрузки. «Малогабаритки», если их использовать в промышленности, будут недолговечны. При постоянной работе используйте редукторы большого габарита с более качественным редуцирующим узлом, который способен выдержать длительные механические и температурные нагрузки, более точно поддерживать заданное давление и расход, соответственно, потери газа в таком редукторе будут меньшими.
Заблуждение №3
Многие сварщики думают, что редукторы с ротаметром являются более экономичными, чем с манометрическим указанием расхода. На самом деле это не так. Расход одинаковый. Отличие состоит только в том, что расход ротаметром измеряется и показывается в реальном времени, а редуктор с манометром показывает расход косвенно, т.е. в соответствии с расходной шайбой и рассчитанной шкалой в л/мин, нанесенной на манометр низкого давления.
Заблуждение №4
Некоторые сварщики думают, что редукторы с двумя ротаметрами предназначены для подключения двух сварочных постов. На самом деле они используются для сварки химически активных материалов, таких как титан, ведь при сварке титана защиту сварного шва нужно обеспечить с двух сторон. Пригодится такая защита и при сварке ответственных узлов из нержавейки. К первому ротаметру подключается горелка, через которую подается газ для защиты сварочной ванны, ко второму – рукав по которому газ поступает к обратной стороне шва.
Заблуждение №5
Применение (с целью экономия средств) вместо специализированного редуктора, допустим, редуктора кислородного или пищевого назначения. Этого делать нельзя, так как последние устройства не предназначены для сварки в среде защитных газов. Особенно при работе в среде углекислого газа они будут постоянно замерзать и выходить из строя, что грозит потерей углекислоты или аргона, которые достаточно дорогостоящие. Поэтому вместо экономии вы потеряете.
Заблуждение №6
Не использовать подогреватели при работе с углекислотой. Диоксид углерода имеет высокий коэффициент расширения, поэтому в процессе его испарения из баллона и редуцирования температура на редуцирующем клапане может понижаться до – 60 градусов. Влага, которой достаточно много в этом газе, кристаллизуется, что может привести к выходу из строя редуктора, что в свою очередь повлечет или прекращение подачи газа, или его самотек. Все это отразится на качестве сварных швов.
Применяйте при работе с углекислотой подогреватели. Они бывают:
- Проточного типа
- Встроенные на входной штуцер
- Встроенные (этот тип мы не рекомендуем покупать)
Заблуждение №7
Купив редуктор с ротаметром, некоторые сварщики пытаются снять корпус и регулировать задающий винт или клапан. Этого делать не нужно. Все уже настроено производителем. Ваша задача установить регулирующее устройство на баллон и подключить к сварочному аппарату.
Пара слов о сварочных смесях (Ar+CO2) + генератор углекислоты своими руками от сварщиков-экспериментаторов

Про сварку в газовых смесях ходят легенды. Вот, например, если варить в смеси Ar-75%+CO2-25%, то и брызги исчезают совсем и электродного присадочного материала расходуется меньше: писаки на разношерстных сайтах о сварке утверждают со знанием дела о 3-5% экономии! Если варить много, приличная, однако, экономия получается. Плюс ко всему вместо мелкокапельного металлопереноса образуется фактически струйный перенос металла с электродной проволоки в сварочную ванну, что делает шов плотнее и, очевидно, прочнее. При больших объемах сварки с СО2 обмерзает редуктор и не работает, так что приходится использовать всякие дополнительные приспособления – подогреватели углекислого газа. Так же при сварке в углекислоте наблюдается сильно разбрызгивание. А со смесью этого не происходит. И баллон приходится менять реже.
В общем, смесь «рулит», не смотря на то, что СО2 дешевле и не так чувствительна к подготовке сварочных кромок.
В связи с чем вопрос: действительно ли использование сварочных смесей на основе Ar так эффективно или все-таки лучше варить СО2?
Лично мне очевидно, что процентное соотношение Ar + СО2 газовой смеси выбирают в зависимости от толщины металла, количества легирующих элементов в нем и с учетом требований по механической прочности шва. В целом, играясь этим соотношением можно улучшить или ухудшить свойства сварного соединения.
Конечно, сколько сварщиков, столько мнений, а истина находится где-то посередине. Первое, что, очевидно, нужно учитывать, это тип вашего полуавтомата. Если он рассчитан только на MAG –сварку в активном газе – углекислоте, то использование смеси с высоким содержанием в ней аргона приведет к возникновению проблем с клапаном. Поэтому для сварки в смесях логично выбирать инвертор MIG.
Теперь по сути проблемы…
Может показаться, что смесь применять вообще не стоит, так как есть здесь определенный маркетиноговый ход, позволяющий накрутить цену за счет манипуляций с процентным соотношением разностоимостных газов в баллоне. В итоге получается, что за суррогат аргона и углекислоты нужно платить так же, как за первосортный аргон. Здесь дело обстоит примерно как с бензином. Был 76-й и 92-й бензин. В итоге придумали нечто среднее между этими двумя марками 80-й. В итоге сами знаете, что получилось.
С другой стороны профессиональные сварщики знают, что действительно смесь эффективна при сварке коррозионостойких сталей, оцинкованного металла, хотя по всем теоретическим канонам сварка в чистом аргоне этих же марок и покрытий качество швов должна только улучшить. Но на практике все происходит иначе.. В промышленности готовят смесь Ar-95-98%+CO2-2-5%. Но очевидно, что на характер плавления влияют все факторы процесса:
- марка стали ( сварка нержавеющей стали 20Х13 может отличаться от ст. 12Х18Н10Т и т.д.)
- марка присадочной проволоки
- режимы сварки.
Исходя из этого становится понятно, почему смесь, которая одному сварщику подходит идеально, для другого дает неудовлетворительный результат. С нашей точки зрения, однозначного ответа в какой пропорции лучше варить здесь нет. Ее надо подбирать индивидуально в каждом конкретном случае в зависимости от исходных данных.
Аргон применяют при сварке легированных/высоколегированных и жаропрочных сталей, алюминия, титана.
Если же вы занимаетесь кузовным ремонтом, другими словами сваркой низкоуглеродистых сталей, которые применяют в автопроме – здесь однозначно нужно применять углекислоту. Хотя, если будете варить «чернягу» аргоном разницы не почувствуете (разве что в цене за баллон?). Почему так, прояснит следующая статья.
Генератор углекислоты для сварки своими руками
Но немного отвлечемся от серьезной темы…
В каждой шутке есть доля шутки, а остальное правда…

Оказывается, приличный шов, ничем не уступающий по качеству шву, сваренному в смеси аргона с углекислотой, можно получить при сварке на Кока-Коле (Coca Cola). Вспоминаем, что только не делали с этой самой Кока-Колой: и пили, и ели ее, и как средство от ржавчины использовали, ведь «богатый» состав этого чудо-напитка содержит много чего, даже немножко ортофосфорной кислоты. Ее добавляют как усилитель вкуса, или «Третий вкус», изобретенный японцами в «стране восходящего солнца» – этот самый «вкус» более интенсивно всасывается и ощущается вкусовыми рецепторами. Не забываем при этом, что ортофосфорная кислота применяется еще много где в химической промышленности и, в частности, в ваннах электрополировки вместе с хлористым ангидридом и прочими хим. веществами. Электрополировка, напомним, в промышленности служит для придания изделиям из нержавейки товарного вида .
Так вот, оказалось, что у Кока-Колы обнаружился еще один «талант»: ее можно применять в качестве защитной среды при сварке полуавтоматом низкоуглеродистых и низколегированных сталей проволокой св.08Г2С.
Рецепт приготовления защитной среды прост:
- Кока-Кола – 0,5 л
- Уксус -1,25 мл
- Сода пищевая – 100 г
- Лимонная кислота – 20г.
Получается вот такая смесь в предложенных пропорциях и генератор диоксида углерода по совместительству.
А далее, как в сказке: чем дальше, тем страшней…
Берем мерную кружку, засыпаем в нее лимонную кислоту, затем соду, перемешиваем. Предварительно подготавливаем два куска газетной бумаги и высыпаем содержимое нашей кружки аккуратной дорожкой на них. Аккуратно сворачиваем газеты в трубочки так, чтобы содержимое осталось внутри, и скручиваем торцы трубочек так, чтобы содержимое никуда не высыпалось.
Берем пластиковую бутылку и наливаем в нее 0,5 л Кока-Колы, добавляем уксус и пару подготовленных трубочек. Накручиваем трубку для подачи газа в сварочную горелку на бутылку – и вуаля, газовая защитная атмосфера своими руками готова к применению. Проверка шва, выполненного на кока-коле, дала положительный результат.
Вывод: если у вас кончился баллон с газом посреди ночи и варить все-равно надо, а в хозяйстве есть Кола и то, что на кухне у жены под рукой должно всегда найтись – вы будете спасены, сможете закончить работу до утра и при этом не оставите разочарованными ваших заказчиков.
Читайте также: