Приставка к сварочному инвертору для импульсной сварки
Понятие «универсальный сварщик» говорит много хорошего об уровне квалификации специалиста. Тем не менее, это определение вовсе не тождественно тому, что для всех операций по свариванию металлов годится один и тот же аппарат. Действительно, вариантов оборудования много, и у каждого своё назначение. Наверняка многие слышали об импульсной сварке, но что это такое в деталях?
Для чего нужен импульсный сварочный аппарат, какие плюсы и минусы у оборудования, чем его получится заменить, если такое вообще возможно — на эти и другие вопросы ответим в этой статье.
В процессе сварки неразъёмное соединение металлов создаётся путём расплавления кромок. При высоких температурах на стыке металлов образуется сварочная ванна, которая при охлаждении кристаллизуется с образованием шва.
В аппаратах импульсной сварки (к примеру, FUBAG INTIG 200 DC PULSE ) повышение температуры до необходимых параметров осуществляется посредством кратковременных импульсов сварочного тока. В результате получается своеобразный точечный нагрев, затрагивающий только необходимую для соединения область без изменения характеристик прилегающих зон.
Такой метод идеально подходит для сварки металлов и сплавов, то есть для всех случаев, когда требуется выполнить максимально равномерный и прочный шов. Ниже показан результат сварки TIG-аппаратом в импульсном режиме и без него.


Как работает полуавтоматическое оборудование MIG в режиме импульсной сварки
- Исключить прямое соприкосновение свариваемого металла с присадочным материалом (чтобы не допустить короткого замыкания).
- Свести к нулю перегрев зоны сварки.
- Снизить образование брызг в результате понижения температуры нагрева в момент отрыва капли.
- Исключить варианты с прожигом изделия.
- Увеличить производительность.
- Обеспечить чистоту образования шва.
Импульсный аппарат для сварки точечно размещает металл по определенной траектории. Иными словами, каждый импульс аппарата позволяет перейти в расплав одной капле.
В процессе импульсной сварки полуавтоматом MIG в межимпульсный период величина силы тока уменьшается, благодаря чему свариваемые поверхности остывают. Таким образом, прилегающие к сварочной ванне участки не испытывают влияния структурных изменений, связанных с разогревом. Это идеальные условия для применения сварочных импульсных аппаратов для соединения листовых, в том числе тонкостенных, металлов и сплавов.

Дымообразование и разбрызгивание сводятся к минимуму. В процессе работы аппарата в сварочную ванну попадает только металл от присадочной проволоки. Такая схема образования неразъёмного соединения в разы увеличивает однородность и прочностные характеристики шва.
Самое приятное то, что импульсный сварочный аппарат могут использовать даже сварщики без многолетнего опыта. Работа оборудования при минимальных навыках мастера практически гарантирует получение добротного шва.
Эксплуатационные ограничения
Если предполагается варить низкоуглеродистые или низколегированные стали, то использовать импульсное оборудование нецелесообразно.
Помним, что в процессе переноса капли значение тока снижается и температура падает, а затем снова возрастает в момент прохождения следующего импульса. Такие тонкие настройки совершенно ни к чему во время сварки указанных сталей. Разумеется, такой режим им не навредит, а снижение разбрызгивания и дымообразования даже пойдёт на пользу, но, в общем и целом, стали низких марок прекрасно сплавляются и обычными сварочниками.
Как работает импульсная сварка TIG

Аргонодуговые сварочные аппараты с функцией импульсного нагрева (например, FUBAG INTIG 200 AC/DC PULSE) работают по тому же принципу: в цикле прохождения одного импульса металл разогревается (максимальный ток) и остывает (на токе паузы).
Импульсный режим настраивается в зависимости от толщины свариваемых металлов. Чем чаще подаётся пиковый ток, тем более концентрированной будет дуга. Это уменьшит и размер отдельных чешуек, образующих линию шва.
Обратное действие приводит к следующему: снижение частоты импульсов сварочного аппарата позволяет лучше контролировать состояние сварочной ванны (что актуально для новичков). Кроме того, понижение частоты оказывается полезным при работе импульсной сваркой в неудобных положениях.
Применение импульсного режима в оборудовании TIG

- Сваривание в импульсном режиме позволяет лучше контролировать состояние зоны расплава в сравнении с обычной TIG–сваркой.
- Скорость процесса оказывается выше, проплавление лучше, деформации прилегающих зон сводятся к минимуму, а сам шов получается более аккуратным.
- Функция используется для соединения тонколистовых металлов и сплавов, в том числе нержавейки, где требуется снизить до возможного минимума тепловложения от сварочной дуги.
- На высоких частотах TIG–дуга становится концентрированней и точнее, что улучшает и облегчает сварочный процесс.
В процессе сваривания легированных сталей образующийся шов приобретает дополнительную устойчивость к коррозии за счёт образования микрокристаллической структуры.
Мини сварочный аппарат 12 В
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.
В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
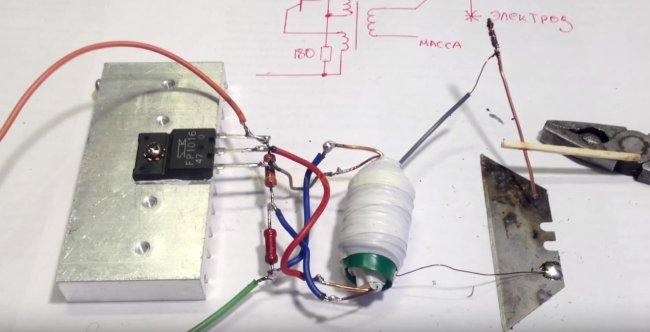
Схема мини сварочного аппарата
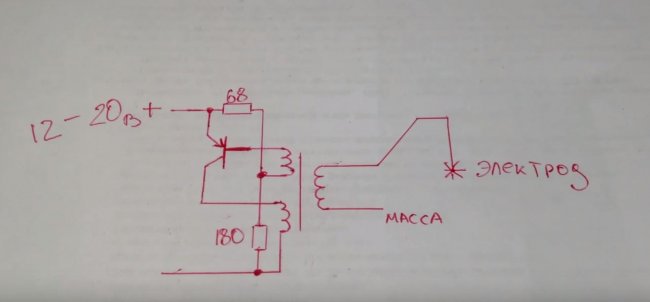
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
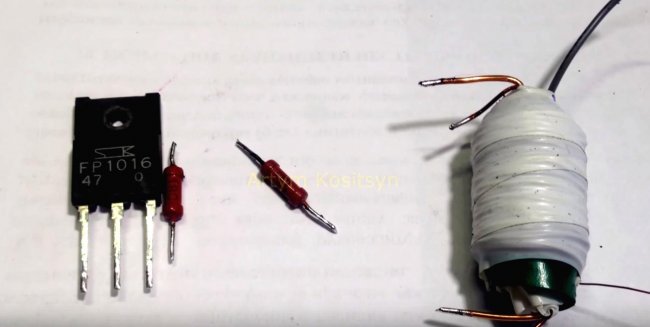
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
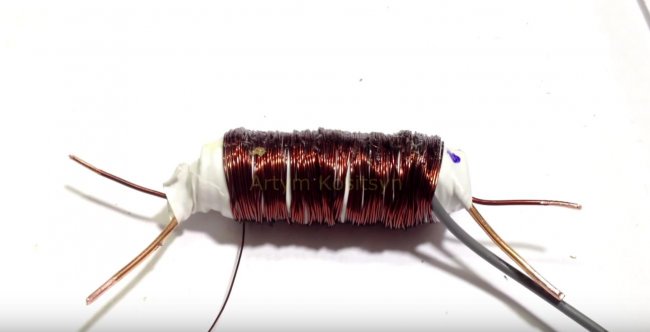
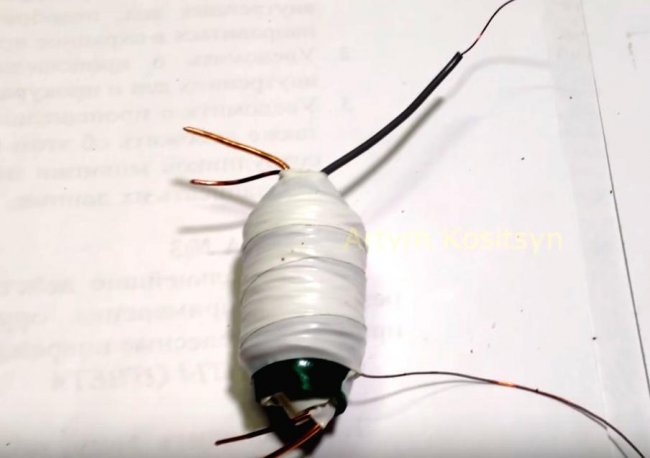
Изготовление трансформатора
- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.





Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
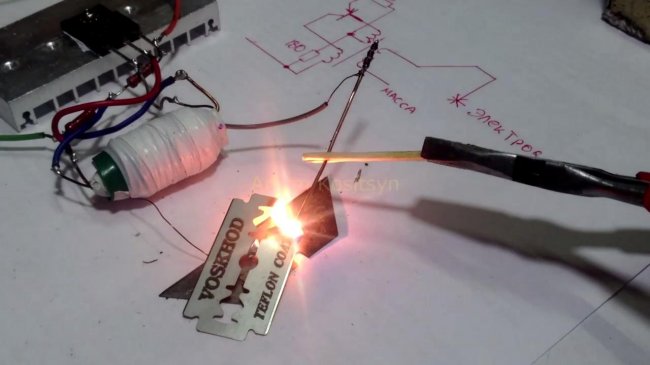
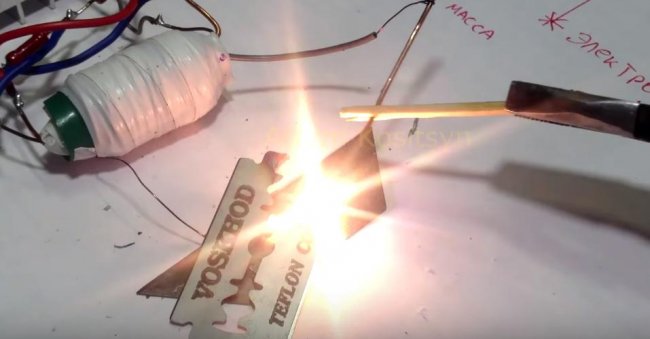
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
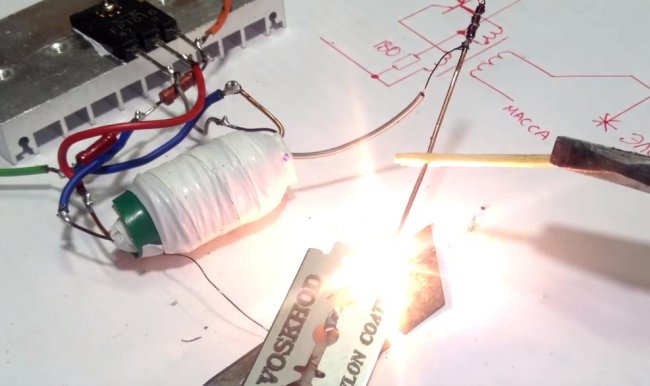
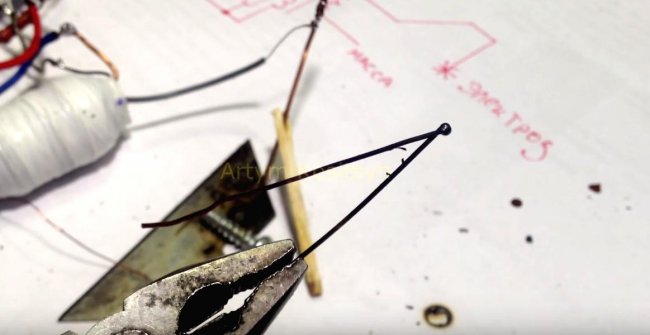
В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – Простой индукционный нагреватель 12 В. В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
Делаем из обычного сварочного инвертора TIG сварку
Многие виды сварочных работ лучше выполнять с помощью TIG сварки. Но это слишком дорогое оборудование для любителя, которому обычно по карману только инвертор. Если он у вас есть, то его можно легко при необходимости переделывать в TIG.
Требуемые материалы:
- Вольфрамовый электрод;
- аргоновый баллон с редуктором и шлангом;
- тонкие медные трубки;
- листовая сталь 1-2 мм.
Процесс переоборудования инвертора в TIG сварку
И листовой стали нужно вырезать и согнуть кронштейн как в примере, и прикрутить его к сварочному держателю.
В нем зажимается медная или латунная трубка цанга, на которую надевается шланг от баллона. В держатель зажимается тонкая медная трубка. В нее вставляется вольфрамовый электрод. Цанги нужно регулировать так, чтобы газ выходил на кончик электрода.
Далее подключаем массу от инвертора на заготовку, и открываем газ.
Теперь электрод будет плавить металл и присадочный пруток.
Получается та же самая TIG сварка, но почти даром за вычетом цены баллона и вольфрамового электрода.
Смотрите видео
Похожие мастер-классы






Особо интересное
«Сделай сам – своими руками» - сайт интересных самоделок, сделанных из подручных материалов и предметов в домашних условиях. Пошаговые мастер-классы с фото и описанием, технологии, лайфхаки - все, что нужно для рукоделия настоящему мастеру или просто умельцу. Поделки любой сложности, большой выбор направлений и идей для творчества.
Уроки сварки: Как настроить аргонодуговой аппарат для TIG-сварки?
Ранее мы рассказывали о том, как подобрать электрод , газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
На панели управления выставляем метод сварки – TIG.
Устанавливаем предпродувку газа на 0,5 сек.
Настраиваем ток поджига – 25% от рабочего тока (А).
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
Устанавливаем ток сварки (А) (см. Таблицу ниже)
Выставляем время до тока заварки кратера (спада в секундах)
Выбираем значение тока заварки кратера в амперах
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
Вид металла
Толщина металла, мм
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
Использовать контактный поджиг
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера - финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Обзор сварочного полуавтомата Своими руками. Финал.

Представляю Вам финальную версию своего сварочного полуавтомата или как сделать полуавтомат из сварочного инвертора ММА (сварка штучными электродами).
В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
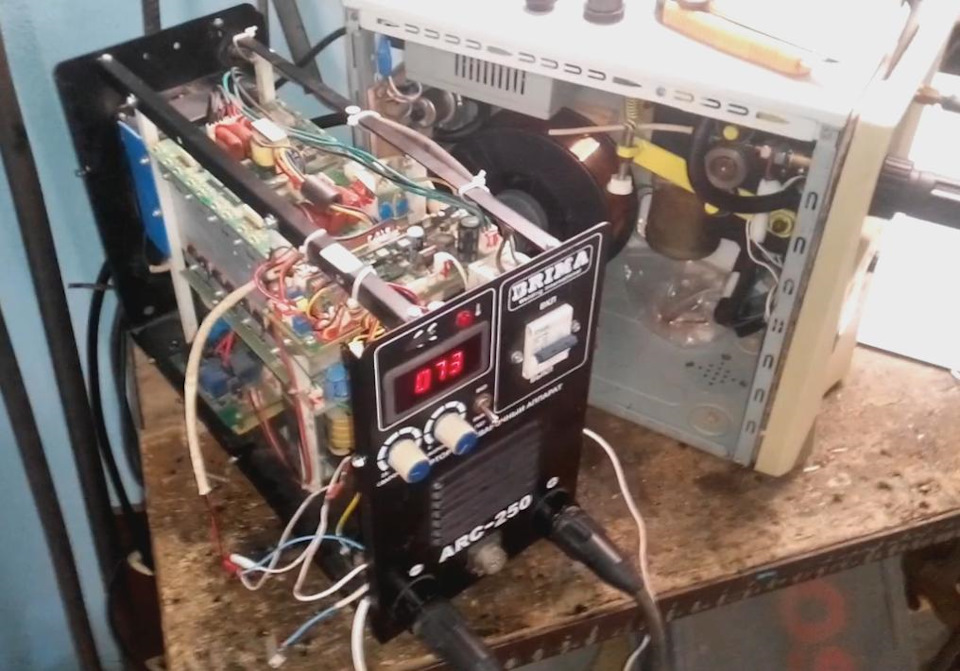
В нашем случае хороший сварочный инвертор BRIMA ARC-250

Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.

2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
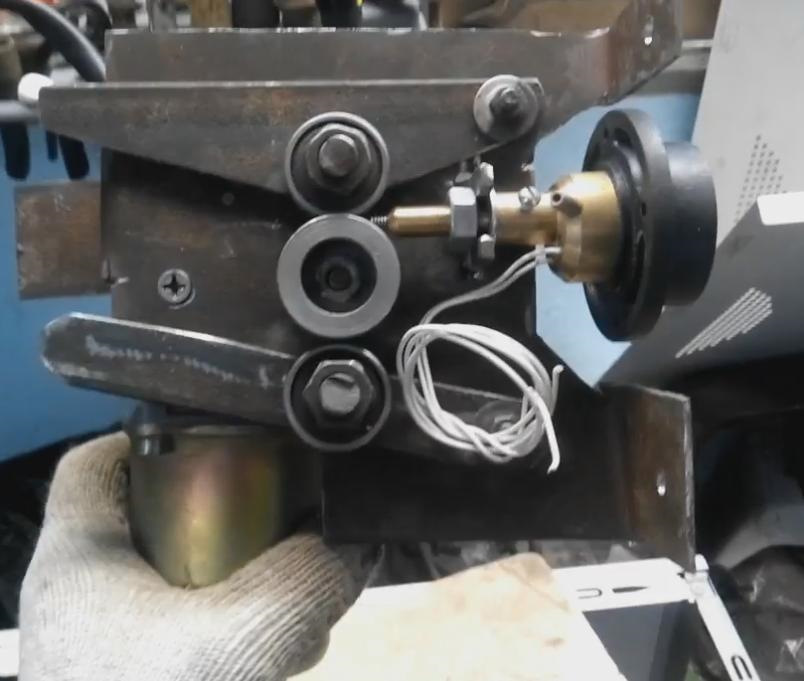
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.

3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
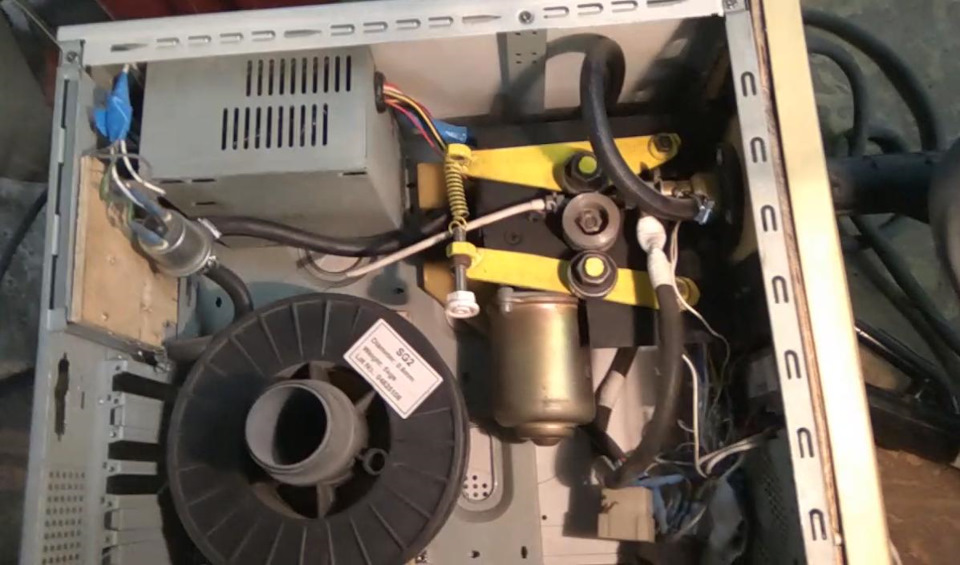


получилось довольно аккуратно)))
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.
Вот и всё приставка для инвертора готова!)))
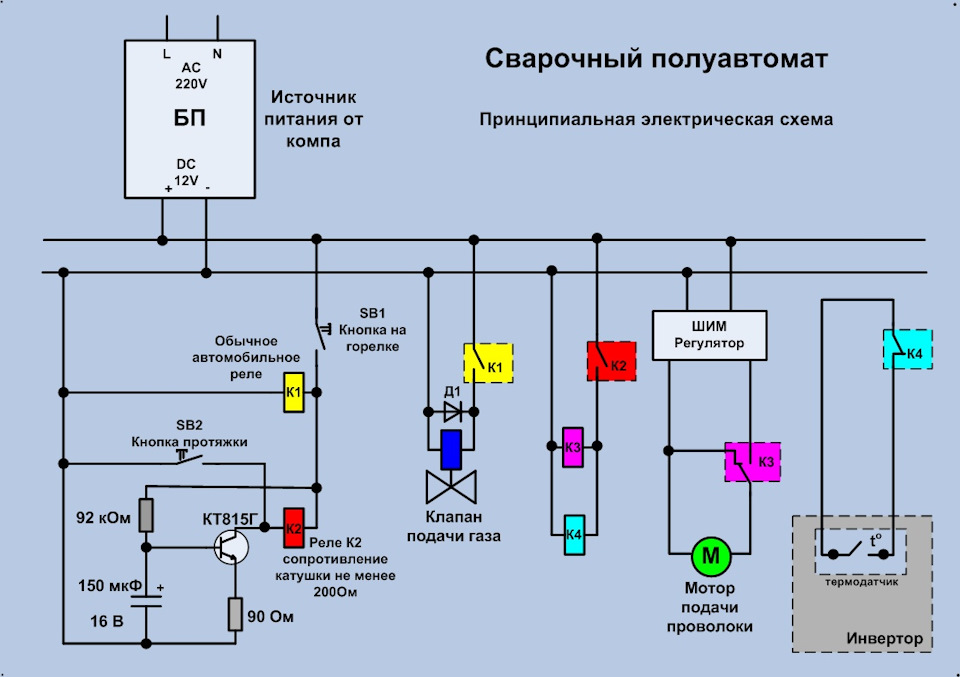
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:



Поскольку я сварщик "дипломированный" короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.

Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
Читайте также: