Податчик проволоки для лазерной сварки
Лазерная сварка и наплавка обеспечивает максимальную надёжность и производительность при высокотехнологичных процессах. Использование сварочной проволоки представляет ключевые технологические преимущества: идеальное проплавление материала, предотвращение горячих трещин во время сварки алюминия, снижение температуры стабильность а также высокую скорость процесса. По этой причине Dinse занимается разработкой и оптимизации этих систем в течение десятилетий. Ключом к успеху является сочетание технологических исследований и разработок и практическая значимость . Dinse сосредоточена на дальнейшем развитии систем точной подачи проволоки подачи проволоки.
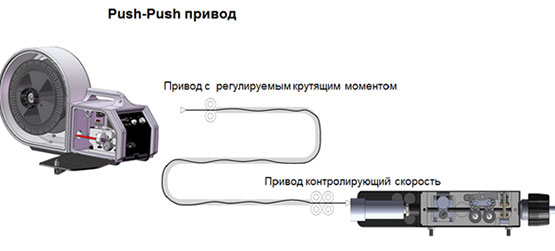
В лазерных системах технологии PUSH-PUSH представлена двумя полностью независимыми приводами. Передний привод контролирует скорость и количество приведенной в действие проволоки . Регулировка вращающего момента от заднего привода ограничивает силу подачи. Это обеспечивает постоянную подачу проволоки независимо от длины, изгиба и кручения шланг-пакета.
- Интегрированный проволочный датчик с широким разрешением
- Опционально : механизм зажима проволоки
- 4 роликовый привод
- Усовершенствованная система для легкой установки и замены роликов
- Компактный дизайн-лучшая доступность к компонентам
- Точная муфта привода- меньше скольжение
- Упрочненное волокно вычислительного центра
- Различные разъемы для индивидуальных решений
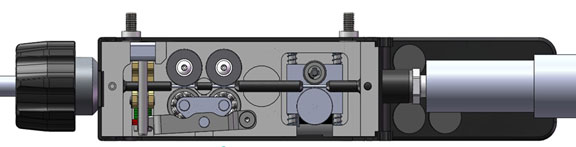
Инновационная система привода с четырьмя роликами позволяет точно подавать и перемещать проволоку благодаря идеальной передаче усилия . Уклонение и проскальзывание сведены к минимуму.
Цифровой датчик контролирует подачу проволоки и собирает данные для комплексного мониторинга процесса.
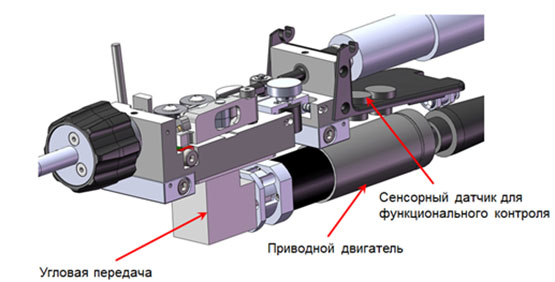
Мониторинг на основе высокоточных датчиков автоматически определяет и записывает данные о скорости подачи, расстоянии и количестве наплавленного металла.
Механизм зажима проволоки, встроенный в систему,
гарантирует постоянный вылет проволоки в процессе измерения и движений робота. Это является предпосылкой для точного обнаружения сварного шва.
Датчик подачи и механизм зажима проволоки находятся в одном блоке, что делает конструкцию меньше, легче и компактнее.
Новым блоком управления на базе микропроцессора можно легко управлять с помощью сенсорного экрана. Расширенные функции и четкое представление всех соответствующих данных, позволяют легко программировать и обрабатывать все параметры производства. В зависимости от применения, все параметры сварки, такие как скорость подачи, продолжительность , поток газа программируются.
Непрерывный контроль подачи проволоки генерирует предупреждения, которые могут быть считаны и сохранены для переноса на карту памяти SD.
Благодаря качеству, точности и надёжности оборудования многие известные производители, например автомобильной и авиационной промышленности, полагаться на Dinse в области лазерной сварки и наплавки.
Блок управления
Характеристики:
- 7-и дюймовый цветной дисплей с сенсорным экраном Постоянство подачи присадочной проволоки Аналоговый интерфейс 28pin
- Возможность управлять через Ethernet
- Возможность диагностики
- Настройка и программирование режимов (параметры могут быть переданы с внешней карты SD)
- Проверка эксплуатационных характеристик может быт настроена в зависимости от времени эксплуатации оборудования, времени подачи проволоки и др. Подключение и настройка возможна благодаря его понятной навигацией меню
- Возможность выбрать разные языки Настройка параметров из архива, в памяти

ИНФОРМАЦИЯ
Система лазерной сварки
P-Weld позволяет сваривать разные материалы толщиной до десяти миллиметров без деформаций и изменения свойств материала. Возможна регулировка глубины проплавления металла от поверхностного до сквозного, а также создание всех видов сварных соединений: тройников, стыков, углов, внахлест и сварку по кромкам.










Сравнение с другими методами сварки
| Лазерный | MIG | TIG | MMA | |
| Качество шва | Высокое | Обычное | Обычное | Низкое |
| Скорость сварки | Высокая | Обычная | Низкая | Обычная |
| Низкий уровень сварочных деформаций | ||||
| Возможность автоматизации | ||||
| Быстрая подготовка к сварке | ||||
| Прост в использовании | ||||
| Минимальная постобработка | ||||
| Широкий диапазон толщин металлов |
Внешний вид и комплектация
Базовый блок с воздушным охлаждением
Универсальное решение, простое в освоении и эксплуатации. Библиотека режимов оптимизирует сварку, специальные функции расширяют спектр возможностей и повышают качество шва. Возможность предварительной обработки и постобработки поверхности: очистка грязи и ржавчины, устранение следов побежалости. Все компоненты герметичны и защищены от пыли и грязи.
Модульное исполнение
Соберите P-Weld из модулей для достижения нужных характеристик работы. С помощью дополнительной системы охлаждения увеличьте продолжительность включения. Для комфортного перемещения устройства, газовых баллонов и кабеля используйте прочную тележку, для дистанционной регулировки параметров сварки - системы удаленного управления: пульт и педаль. Также возможны комплектации с механизмом подачи присадочной проволоки.


Механизм подачи проволоки
Механизм подачи проволоки обеспечивает удобную и экономичную подачу проволоки с возможностью регулировки скорости от 40 до 600 см/мин. Совместим с присадочной проволокой диаметром - 0.8, 1.0, 1.2 и 1.6 мм.
Дополнительная система охлаждения
Подключение дополнительного водяного охлаждения позволяет увеличить продолжительность включения плоть до 100%. Заправка охлаждающей жидкостью легкая, быстрая и удобная.


Сварочная тележка
Тележка предназначена для перевозки сварочного аппарата к месту сварочных работ. Также на ней удобно разместить газовые баллоны, модуль охлаждения. Выполнена из высокопрочной стали, что обеспечивает высокую надежность и прочность тележки. Колеса облегчают транспортировку оборудования.
Расходные материалы
Для высокого качества результатов и стабильной работы системы ручной лазерной сварки P-Weld 1500 необходимо менять наконечники, защитные стекла и резиновые уплотнители, которые имеют свойство механически изнашиваться, загрязняться. В наличии сопла различной формы, которые используются для различных типов сварных соединений и очистки сварных швов, а также комплекты защитных стекол и резиновых уплотнителей.

Технические характеристики
| Тип лазера | Волоконный |
| Мощность лазера | 1500 Вт |
| Пиковая мощность | 2500 Вт |
| Режимы | непрерывный/импульсный |
| Охлаждение | воздушное |
| Фокусное расстояние линзы | 40/120 мм |
| Ширина шва в режиме Wobble | до 5 мм |
| Частота Wobble | до 300 Гц |
| Технологический газ | аргон, азот, аргон + смеси CO2 |
| Давление газа | 620кПа (90psi) |
| Температура хранения | от -20 до +60 °C |
| Рабочая температура | от +10 до +50 °C |
| Габариты базового блока | 650х300х510 мм |
| Вес базового блока | 53 кг |
| Габариты модульного исполнения | 1040х770x1135 мм |
| Вес модульного исполнения | 85 кг |
| Односторонняя сварка | Двусторонняя сварка | |
| Нержавеющие стали | до 4 мм | до 10 мм |
| Оцинкованная сталь | до 4 мм | до 10 мм |
| Низкоуглеродистые стали | до 4 мм | до 10 мм |
| Алюминиевые сплавы | до 4 мм | до 10 мм |
| Медь | до 1 мм | до 2 мм |
| Нержавеющие стали | до 4 мм |
| Оцинкованная сталь | до 4 мм |
| Низкоуглеродистые стали | до 4 мм |
| Алюминиевые сплавы | до 4 мм |
| Медь | до 1 мм |
| Нержавеющие стали | до 10 мм |
| Оцинкованная сталь | до 10 мм |
| Низкоуглеродистые стали | до 10 мм |
| Алюминиевые сплавы | до 10 мм |
| Медь | до 2 мм |
Узнайте больше
о лазерной сварке P-Weld
Оставьте свои контакты или позвоните по телефону 8 (495) 477-55-67.
В течение часа наш менеджер свяжется с вами и расскажет все о нашем оборудовании, предоставит цены и полные характеристики.
Преимущества оборудования
для лазерной сварки
Высокая
скорость
В 4 раза быстрее TIG сварки и в 1,5 раза быстрее MIG сварки
Качественная
сварка
Шов без коробления, деформации, подрезов и прожогов благодаря малой зоне термического воздействия
Производственные
возможности
Лазерная сварка материалов различной толщины, разнородных металлов и плохо подогнанных заготовок для всех типов сварных соединений
Автоматическая
сварка
Мы готовы разработать индивидуальные роботизированные системы лазерной сварки для встраивания в производственную линию
Тонкая настройка
режимов работы
54 встроенных режима сварки, 20 пользовательских режимов для оптимизации и расширения возможностей сварки
Простота
в эксплуатации
Работа с P-Weld не требует высокой квалификации сварщика, минимальная подготовка к сварке и постобработка в разы упрощают процесс
Система подачи
проволоки
Эргономичный механизм подачи проволоки с возможностью регулировки скорости
Работа
без остановки
Подключение дополнительной системы охлаждения позволяет не останавливать процесс сварки для остывания установки
Как это работает?
- Подключаем систему лазерной сварки к питанию
- Выбираем параметры и мощность обработки
- Производим сварку металлических деталей
Демонстрация
По всей России и СНГ
В реальных условиях на вашем предприятии
Сможете наглядно оценить, как будет происходить сварка ваших узлов, деталей и прочих объектов.
10 лет опыта в разработке лазерного оборудования
Собственное
производство в России
Лазерная установка P-Weld является нашей разработкой. Для сборки мы используем только качественные комплектующие и материалы, а также контролируем производство на всех этапах.
Используем лазерные излучатели компании IPG — лидера в данной области.
Техническое
обслуживание
При необходимости мы самостоятельно и оперативно произведем ремонт с выездом в любую точку России. Поломки случаются крайне редко. Все необходимые комплектующие есть у нас на складе.
Даже по завершению гарантийного срока ремонт обходится недорого.
Доставка
Бесплатно по всей России до места назначения.
Обучение
P-Weld прост и неприхотлив
в эксплуатации, краткий видео-инструктаж позволит любому из ваших сотрудников освоить его за 1-2 часа.
Аппараты ручной лазерной сварки












Волоконно лазерная сварка применяется для сварки металлических конструкций из листового и профильного металла (труб). Такая сварка отличается высоким качеством соединения различных металлов.
Преимущества лазерной сварки
- Идеальный сварной шов
- Высокий ресурс и отсутствие расходных материалов (кроме газа)
- Сварка без правок и дальнейшей механической обработки свраного шва
- Высокая производительность и скорость сварки
- Высокая экологическая безопасность по сравнению с традиционной сваркой
- Минимальные температурные поводки и коробление металла (в сравнении с другими методами).
- Возможность сварки двух разных материалов
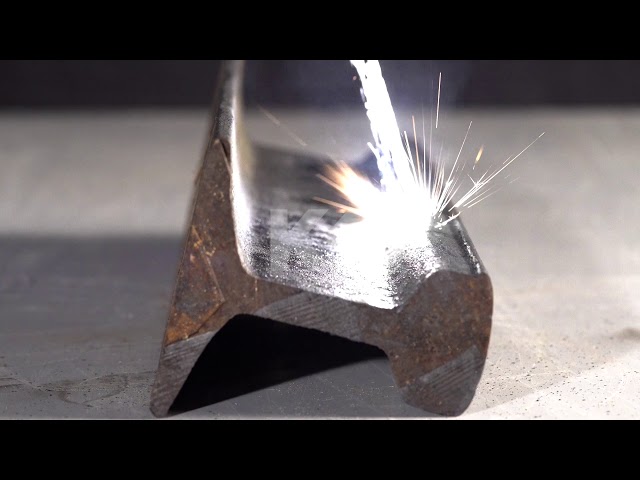
Принцип работы
Сущность лазерного процесса сварки состоит в следующем: лазерное излучение направляется в систему фокусирующих линз и фокусируется в пучок. Дальше луч направляется на свариваемые детали, нагревает и расплавляет металл, формируя аккуратный сварной шов.
Свариваемые материалы не подвергаются чрезмерным нагревам в следствии чего не происходит их деформация и сохраняется геометрия изделия. Стоит также отметить что, даже малоопытные сварщики использующие оптоволоконные ручные лазерные аппараты показывают высокую эффективность и качество в сварке металлоконструкций, фитингов и т.д.
Лазерную сварку производят сквозным и частичным проплавлением в любом пространственном положении. Волоконная сварка проводится непрерывным излучением. При сварке изделий малых толщин от 0,05 до 1,0 мм сварка проходит с расфокусировкой лазерного луча.

В последнее время широкое распространение получили сварочные головки с сканаторными системами формирующие так называемый воблинг шов. За счет поступательно вращательного движения лазерного луча формируется равный широкий сварочный шов. Такие головки, как WSX ND18, Qilin позволяют регулировать его ширину от 0-4мм.
Как и в традиционной сварке, в лазерной также используют присадочных материалы (проволока диаметром около 1,5 мм, лента или порошок). Присадка увеличивает сечение сварного шва. Для подачи проволоки в зону сварки используют автоподатчики с регулировкой скорости подачи. Лазерная сварка разделяется на три вида: микросварка (толщина или глубина проплавления до 100 мкм), мини-сварка (глубина проплавления от 0,1 до 1 мм), макросварка (глубина проплавления более 1 мм).
Оборудование
Лазерный сварочный аппарат состоит из следующих компонентов.
1. Лазерный источник.
Мы поставляем три бренда лазерных источников излучения: IPG, Raycus или MAX.
Важно правильно подобрать мощность лазера. Диапазон мощностей для ручной сварки составляет от 500 до 2000 Ватт. Для комфортной сварки нержавеющей стали лучше использовать лазерный излучатель не 1500 ватт.
2. Водяной чиллер.
Для охлаждения источника излучения и лазерной головки используется водяной охладитель жидкости - чиллер. Этот аппарат сам регулирует температуру охлаждающей жидкости и отключает станок если он выходит за рамки рекомендуемых параметров.
3. Сварочная головка.
В составе сварочных аппаратов мы используем лазерные головки производства Hanwei, Qilin и WSX. Эти головки обладают дополнительными параметрами настройки, меньшими габаритами и весом, а самое главное возможностью регулировки сварного шва и отключение воблинг эффекта. Отключение воблинга позволяет производить резку тонких металлов сварочным аппаратом установив специальное сопло.
4. Контроллер управления лазерным источником.
Контроллер управления представляет собой микрокомпьютер с понятным интерфейсом на английском или русском языке. С помощью тачскрина Вы можете настроить мощность изучения, частоту, подачу газа и другие необходимые параметры.
5. Сварочный газ Аргон.
Газ необходим не только для поддержания хорошей свариваемости материалов, но и для защиты оптического тракта от копоти и нагара.
Используйте только высокоочищенный газ для сварочных работ. Это увеличит ресурс защитных и фокусирующих линз, ресурс самого лазерного излучателя и повысит качество сварного шва.
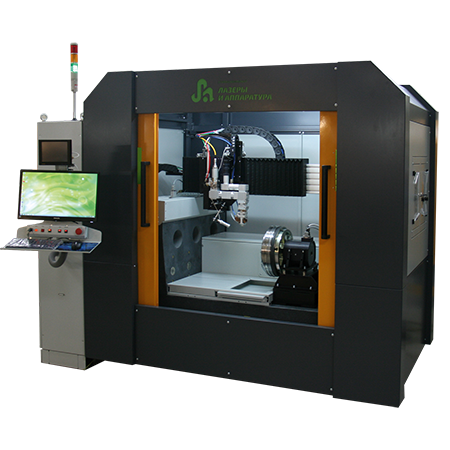
Станки для 2D и 3D сварки
ЛТСК-QCW - серийная российская пятикоординатная установка лазерной сварки и наплавки проволокой, которая позволяет обрабатывать детали сложной формы на основе 3D-модели, с использованием режима обучения, а также с автоматизированным построением профиля поверхности.
СВЯЖИТЕСЬ С НАМИ
КОНТАКТНАЯ ИНФОРМАЦИЯ
Укажите Ваши контактные данные, и наши специалисты ответят на Ваши вопросы и помогут с выбором.

Станок для лазерной 3D-сварки ЛТСК-YR-1250
Комплекс для точечной и шовной ручной и автоматизированной прецизионной лазерной сварки металлов, тугоплавких материалов, сплавов сфокусированным пятном мощного иттербиевого волоконного лазера.

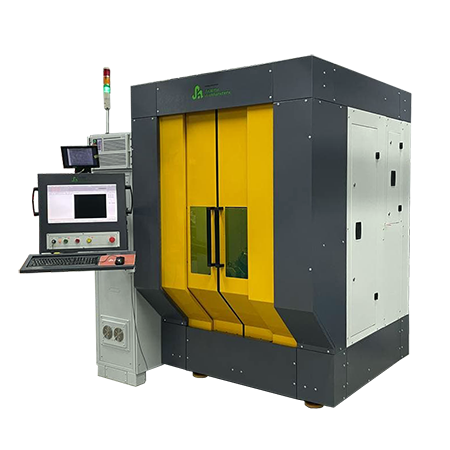
Станок лазерной сварки металлов МЛК4-QCW
Лазерные машины МЛК4-QCW предназначены для автоматизированной сварки металлов, тугоплавких материалов и сплавов толщиной до 1,6 мм. Машины не требуют водяного охлаждения и размещаются на площади менее 1 кв. м.
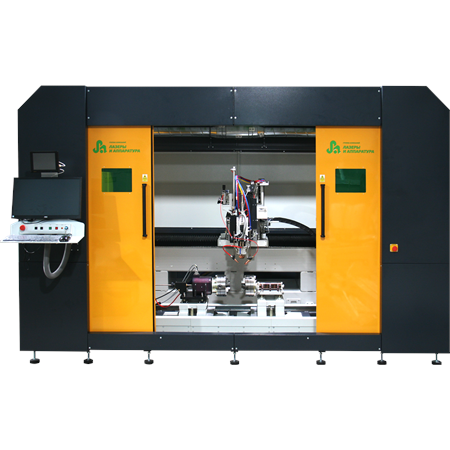
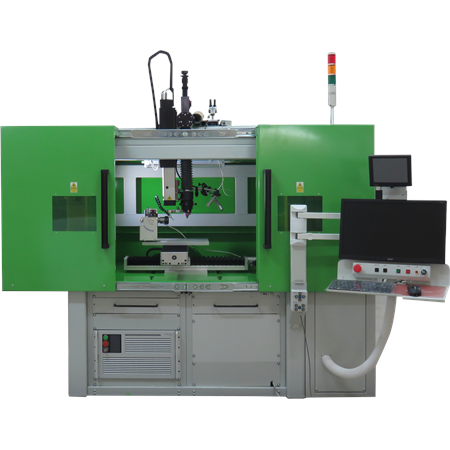
Станок пятикоординатной обработки изделий сложной формы СЛ5
Установки серии СЛ5 – пятикоординатные лазерные станки для резки и сварки деталей сложной формы. За счет использования кинематической системы на линейных двигателях и гранитного виброустойчивого основания, обеспечивается позиционирование и обработка с высокой точностью и качеством.


Универсальный станок размерной обработки МЛ4-QCW-400
Станки серии МЛ4-QCW – универсальные лазерные установки для размерной обработки различных материалов. Машины имеют большую рабочую камеру, ход перемещений координатной системы – 400*300*250 мм.
Универсальный станок размерной обработки МЛ4-QCW-500
Станки серии МЛ4-QCW – универсальные лазерные станки для размерной обработки, имеющие большую рабочую камеру, ход перемещений координатной системы – 500*400*250 мм.
Мы производим станки для лазерной сварки с 1998 года. Базовые модели установок для сварки различаются типом и мощностью лазера (а значит — глубиной провара), размерами рабочей зоны, количеством автоматически управляемых осей (от одной до пяти), типом управления (пульт или ЧПУ, ручной или автоматический режим).
В зависимости от номенклатуры свариваемы материалов, типа изделий, требований к шву, а также специфики и интенсивности производства, мы можем подобрать наиболее оптимальную модель. Для этого лучше всего связаться с нашими специалистами по оборудованию и они помогут Вам с выбором наиболее подходящего станка для лазерной сварки.
Преимущества нашей техники:
• высокая точность соединения деталей
• минимальная ширина швов, отсутствие структурных изменений металла
• отсутствие температурных деформаций свариваемых заготовок
• возможность работы с деталями минимальной толщины, измеряемой долями миллиметра
• сварка без использования присадок, флюсов и других вспомогательных материалов
• возможна сварка с подачей проволоки
• выполнение швов сложной конфигурации, на труднодоступных участках изделия или за светопрозрачной преградой
• легкость автоматизации процесса и перепрограммирования установки
• возможность сварки в вакууме
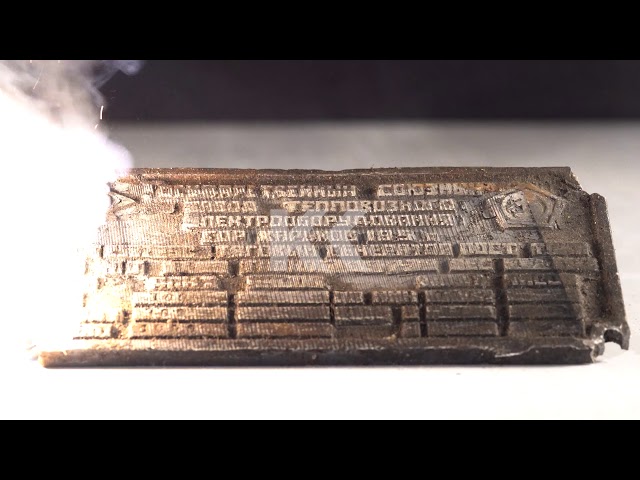
Описание
Бесконтактное сваривание разнородных материалов толщиной от нескольких микрометров до десятков миллиметров с помощью луча высокой энергии находит применение в радиоэлектронике и приборостроении, при создании оптических приборов, датчиков, в автомобильной, авиакосмической отрасли, сельскохозяйственном машиностроении, при изготовлении медицинских приборов. Особенно востребована 2d, 3d сварка при соединении трудно свариваемых и тугоплавких сплавов, которая отличается повышенной скоростью, точностью . Качество лазерной сварки металла определяется следующими характеристиками энергетического пучка: когерентностью, монохроматичностью, направленностью.
Как происходит процесс
- подготовленные для сращивания детали соединяют по линии будущего шва;
- при наведении сфокусированного луча от лазерного источника на зону стыка возникает равномерный разогрев и плавление кромок;
- для защиты зоны шва осуществляется продувка инертным газом
- при этом получается однородный равномерный сварной шов без дефектов, так как в месте соприкосновения поверхности с лучом расплав материала заполняет все неровности;
- ввиду ускоренного процесса и продувки защитным газом металл не успевает окислиться.
Сплошным швом соединяют изделия из нержавейки, черной стали, инструментальной стали с толстой стенкой, точечным ‒ малогабаритные детали, тонкие металлические листы.
Оборудование для лазерной сварки металла
Нормативные документы рекомендуют использование лазерных машин для сварки , состоящих из системы фокусировки, перемещения, подачи защитного газа и лазера:
- газового, использующего в качестве рабочего тела смесь двуокиси углерода, азота, гелия;
- твердотельного, работающего в импульсном и непрерывном режимах. Самый современный лазер такого типа - иттербиевый волоконный.
Прежде чем купить станок лазерной сварки металла, необходимо ориентироваться не только на цену , но и на назначение технического оснащения, масштабы производства.
Читайте также: