Основные причины производственного травматизма при выполнении сварочных работ
Нарушение техники безопасности при проведении сварочных работ нередко приводит к самым печальным последствиям – пожарам, взрывам и, как следствие, травмам, а то и гибели людей.
Также при сварке возможны следующие травмы: поражение электрическим током, ожоги от шлака и капель металла, травмы механического характера.
Для предотвращения всех этих положений важно неукоснительно соблюдать следующие меры предосторожности.
1. Надежная изоляция всех, проводов, связанных с питанием источника тока и сварочной дуги, наличие геометрически закрытых включающих устройств, заземление корпусов сварочных аппаратов. Заземлению подлежат: корпуса источников питания, аппаратного ящика, вспомогательное электрическое оборудование. Сечение заземляющих проводов должно быть не менее 25 мм 2 . Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер. Сварщикам запрещается производить эти работы.
2. Применение в источниках питания автоматических выключателей высокого напряжения, которые в момент холостого хода разрывают сварочную цепь и подают на держатель напряжение 12 В.
3. Надежное устройство электрододержателя с хорошей изоляцией, которая гарантирует, что не будет случайного контакта токоведущих частей электрододержателя со свариваемым изделием или руками сварщика (ГОСТ 14651-69). Электрододержатель должен иметь высокую механическую прочность и выдерживать не менее 8000 циклов зажима электродов.
4. Работа в исправной сухой спецодежде и рукавицах. При работе в тесных отсеках и замкнутых пространствах обязательно использование резиновых галош и ковриков, источников освещения с напряжением не свыше 6-12 В.
5. При работе на электронно-лучевых сварочных установках необходимо максимально полная защита от воздействий жесткого рентгеновского излучения, связанного с горением дуги. Особую опасность для представляет и световой луч квантовых генераторов (лазеров), так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому лазеры имеют автоматические устройства, предотвращающие такие поражения, однако лишь при условии строгого соблюдения производственной инструкции операторами-сварщиками, работающими на этих установках.
Защитные стекла, вставленные в щитки и маски, снаружи закрывают простым стеклом для предохранения их от брызг расплавленного металла. Щитки изготовляют из изоляционного металла - фибры, фанеры и т.д. По форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ 1361-69).
Для ослабления резкого контраста между яркостью дуги и малой яркостью темных стен (кабины) последние должны быть окрашены в светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены.
При работе вне кабины для защиты зрения работающих сварщиков и вспомогательных рабочих должны применяться переносные щиты и ширмы.
Предотвращение опасности поражения брызгами расплавленного металла и шлака.
Образующиеся при дуговой сварке брызги расплавленного металла имеют температуру до 1800 градусов Цельсия, при которой одежда из обычной ткани разрушается. Для защиты от таких брызг обычно используют спецодежду (брюки, куртку и рукавицы) только из специальной ткани. Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в этом случае возможны тяжелые ожоги.
Для защиты от соприкосновения с влажной, холодной землей и снегом, а также с холодным металлом при наружных работах и в помещении сварщики должны обеспечиваться теплыми подстилками, матами, подколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой.
Предотвращение отравления вредными газами и аэрозолями, выделяющимися при сварке.
Высокая температура дуги (6000-8000 °С) неизбежно приводит к тому, что часть сварочной проволоки, покрытий, флюсов переходит в парообразное состояние. Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которого по дисперсности приближаются к дымам и легко попадают в органы дыхания сварщиков. Эти аэрозоли представляют одну из главных профессиональных опасностей труда сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых материалов, но в известной степени определяется и типом конструкций. Химический состав электросварочной пыли зависит от способов сварки и видов основных и сварочных материалов.
Существуют строгие требования и к обеспечению вентиляции и очистке воздуха при сварочных работах. Для улавливания сварочного аэрозоля на стационарных постах (а там, где это возможно, и на нестационарных) необходимо устанавливать местные отсосы в виде вытяжного шкафа, вертикальной или наклонной панели равномерного всасывания для стола с подрешеточным отсосом и др. При сварке крупногабаритных серийных конструкций на кондукторах, манипуляторах и т. п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, а также при электрошлаковой сварке применяют устройства с местным отсосом газов.
Меры взрыво- и пожарной безопасности
При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры безопасности: не бросать баллоны, не устанавливать их вблизи нагревательных приборов, не допускать совместного хранения баллонов с кислородом и горючими газами. Газовые баллоны следует хранить в вертикальном положении. При замерзании влаги в редукторе баллона с СО2 необходимо отогревать его только посредством специального электроподогревателя, либо обкладывая ветошью, пропитанной горячей водой. Категорически запрещается отогревать любые баллоны со сжатыми газами открытым пламенем, так как это почти неизбежно приводит к взрыву баллона.
Взрывоопасность существует и при выполнении работ в помещениях, имеющих большое количество пылевидных органических веществ (пищевой муки, торфа, каменного угля). Эта пыль при определенной концентрации может давать взрывы большой силы. Помимо тщательной вентиляции для производства сварочных работ в таких помещениях требуется специальное разрешение органов пожарной охраны.
Предотвращение пожаров от расплавленного металла и шлака. Опасность возникновения пожаров по этой причине существует в тех случаях, когда сварку выполняют по металлу, закрывающему дерево либо горючие изолировочные материалы, на деревянных лесах, вблизи легко воспламеняющихся материалов и т. п. Все указанные варианты сварки не должны допускаться.
Профилактика травматизма при сборке и транспортировке сварных узлов
Предотвращение травм, связанных со сборочными и транспортными операциями (травмы механического характера). Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Основные причины травматизма при сборке и сварке:
- отсутствие транспортных средств для транспортировки тяжелых деталей и изделий; неисправность транспортных средств;
- неисправность такелажных приспособлений; неисправный инструмент: кувалды, молотки, гаечные ключи, зубила и т. п.;
- отсутствие защитных очков при очистке швов от шлака;
- отсутствие спецодежды и других защитных средств.
Меры безопасности в этом случае:
- все указанные средства и инструменты следует периодически проверять;
- такелажные работы должны производить лица, прошедшие специальный инструктаж;
- от рабочих необходимо требовать соблюдения всех правил по технике безопасности, включая работу в спецодежде, рукавицах;
- использование средств индивидуальной вентиляции (где это необходимо) и т. д.
Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Особенности профессиональных заболеваний электросварщиков при выполнении сварочных работ на производстве
Встатье рассматривается воздействие опасных и вредных производственных факторов при работе электросварщиков. Описаны профессиональные заболевания в зависимости от состава сварочного аэрозоля. Изучены меры профилактики профессиональных заболеваний.
Ключевые слова: электросварщик, профессиональное заболевание, сварочный аэрозоль, профилактика, средства индивидуальной защиты.
In article influence of dangerous and harmful production factors during the work of electric welders is considered. Occupational diseases depending on structure of a welding aerosol are described. Measures of prevention of occupational diseases are studied.
Keywords: electric welder, occupational disease, welding aerosol, prevention, means of individual protection.
Актуальность рассматриваемой темы связана с насущной проблемой производственной безопасности при электро- и газосварочных работах на производстве.
Самый большой вред сварка может принести самим электросварщикам. В процессе выполнения своей работы они подвергаются воздействиям вредных и опасных производственных факторов различного происхождения. Основные причины несчастных случаев при электросварке — это отсутствие средств индивидуальной защиты, поражение электрическим током сварщиков по различным причинам (например, отсутствие заземления металлических частей; отсутствие защиты на частях, проводящих ток), при газовой сварке — взрыв газовоздушной смеси от источника открытого огня, излучение пламени, искрение расплавленных металлов и шлаков. Эти факторы могут привести к травматическим повреждениям и профессиональным заболеваниям.
Электросварщики в процессе трудовой деятельности подвергаются воздействию целого комплекса опасных и вредных производственных факторов физической и химической природы.
К вредным производственным факторам (ВПФ)относятся: повышенная запыленность и загазованность воздуха рабочей зоны, ультрафиолетовое, видимое и инфракрасное излучение сварочной дуги, а также инфракрасное излучение сварочной ванны и свариваемых изделий.
К опасным производственным факторам (ОПФ) при сварке относятся: воздействие электрического тока, искры и брызги, выбросы расплавленного металла и шлака; возможность взрыва баллонов и систем, находящихся под давлением; движущиеся механизмы и изделия; подъемно-транспортное оборудование [1–3].
Наиболее распространенными профзаболеваниями у сварщиков являются заболевания дыхательных путей: пневмокониоз, профессиональный бронхит, гиперчувствительный пневмонит, бронхиальная астма (рис. 1).
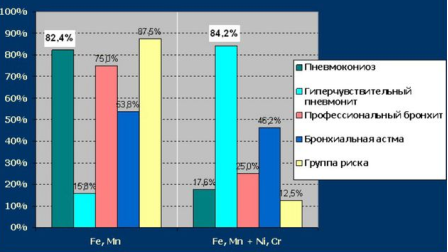
Рис. 1 Профзаболевания сварщиков в зависимости от состава сварочного аэрозоля
Причиной профзаболеваний являются пыль и газы, выделяемые в процессе сварки. Их состав определяется содержанием покрытия и составом свариваемого и электродного металла. При автоматической сварке количество газов и пыли значительно меньше, чем при ручной сварке.
Основными компонентами пыли при сварке и резке сталей являются окислы железа, марганца и кремния (около 41, 18 и 6 % соответственно).
При сварке выделяются вредные газообразные вещества, которые, попадая в организм через дыхательные пути и пищевой тракт, иногда приводят к тяжёлым поражениям всего организма. К наиболее вредным газам, выделяющимся при сварке, относятся окислы азота, вызывающие заболевания легких и органов кровообращения; окислы углерода, которые, накапливаясь в помещении, приводят к раздражению дыхательных путей; озон образуется при сварке в инертных газах, быстро вызывает раздражение глаз, сухость во рту и боли в груди; фтористый водород действует на дыхательные пути, вызывая раздражение слизистых оболочек [4].
Основными причинами травматизма при сварочных работах являются: ожоги, отравление организма, травматизм при взрывах, слезотечение, ушибы, переломы, падения, травматизм при поражении электрическим током, облучение излучением.
Таким образом, в процессе трудовой деятельности сварщик подвергается воздействию многочисленных вредных и опасных производственных факторов.
К наиболее вредным выделениям относятся окислы марганца, вызывающие органические заболевания нервной системы, легких, печени и крови.Длязащиты органов дыханиясварщика и подручного рабочего следует применять защитныемаски сварщикаи фильтрующие респираторы [5].
Наибольшее значение имеет ультрафиолетовая часть спектра, увеличивающая риск возникновения онкологических заболеваний. Лучевые ожоги глаз проявляются не сразу, а спустя 4–6 часов [1].
Сегодня на рынке представлено множество видов и моделей защиты глаз. Основными являются специальные очки, щитки,сварочные маски, шлемы. Они могут быть оснащены светофильтрами, либо фильтры могут приобретаться отдельно, в качестве дополнительного компонента. Светофильтры могут быть несъемными либо съемными, затемняющимися, автоматическими и другими. Как правило, для постоянных сварочных работ приобретаются сразу несколько модификаций предметов защиты, а непосредственный выбор зависит от конкретноговида сварки.
Сварочные работы относят к категории работ с повышенной опасностью, что обусловливает соответствующие требования к организации и оборудованию рабочих мест, обслуживающему сварочные аппараты и установки персоналу. Все вредные и опасные производственные факторы, связанные с электрической и газовой сваркой, учтены в инструкциях по охране труда для электрогазосварщиков. Кроме проведения инструктажа по технике безопасности, на рабочих местах также рекомендуется развешивать плакаты «Техника безопасности при сварочных работах», которые включают в себя плакаты по защитным средствам, электробезопасности, газовой сварке, взрывоопасности и пожароопасности. Согласно этим плакатам, в защитные средства входят щитки сварщика, очки защитные, респираторы, каски-маски, защитная одежда и обувь, а также вытяжное устройство, металлические экраны, брезентовые огнестойкие шторы. В плакате «Электробезопасность при ручной дуговой сварке» рассматривается правильное подключение к сети сварочного оборудования, а также рекомендации по правильной эксплуатации оборудования. Плакат «Газовая сварка» включает в себя описание устройства безопасности ацетиленового генератора, проверку инжекции, порядок зажигания горелки, проверку исправности газового баллона. Плакаты «Взрыво- и пожароопасность» представляют собой перечисление основных мер противопожарной безопасности [3].
К мерам профилактики профессиональных заболеваний можно также отнести и проведения профосмотров — как при приеме на работу, так и при текущих регулярных обследованиях работников.
К необходимым средствам коллективной защиты относятся обеспечение достаточной вентиляции в производственных помещениях, правильная организация рабочих мест, контроль за соблюдением противопожарной безопасности.
1. Трудовой Кодекс Российской Федерации от 30.12.2001 N 197-ФЗ (ред. от 13.07.2015).
2. Сажин Е. Б. Разработка метода повышения безопасности труда при проведении сварочных работ: На примере газовой промышленности. М, 1999, 208 с.
3. А. В. Фролов, В. А. Лепихова, Н. В. Ляшенко, С. Л. Пушенко, Н. Н. Чибинев, А. С. Шевченко «Безопасность жизнедеятельности и охрана труда в строительстве». Ростов-на-Дону, Феникс, 2009 г.
4. Профессиональный портал «Сварка. Резка. Металлообработка»2010–2015.
5. Брауде М. З. Охрана труда при сварке в машиностроении. М, 1977г.
Основные термины (генерируются автоматически): газовая сварка, сварочный аэрозоль, воздействие, заболевание, индивидуальная защита, инфракрасное излучение, мера профилактики, плакат, противопожарная безопасность, работа, сварка, трудовая деятельность, электрический ток.
Производственный травматизм на предприятиях энергетики

В данной статье мы исследуем причины производственного травматизма на предприятиях энергетики. Проводим анализ производственного травматизма по данным Минэнерго России. Изучаем факторы, приводящие к различным производственным травмам.
Ключевые слова: производственная травма, электробезопасность, охрана труда, электротравматизм, социально-психологические особенности, несчастный случай, группа риска.
Актуальной проблемой на любом энергетическом предприятии является вопрос обеспечения безопасности работников, в целях исключения производственного травматизма, формируются различные технические и организационные мероприятия, обеспечивающие защиту персонала от вредного и опасного воздействия электрического тока и электрической дуги [1]. Электротравматизм по сравнению с другими видами производственных травм составляет относительно небольшой процент, однако, по числу травм с тяжелым и особенно летальным исходом занимает одно из первых мест, а на энергетических предприятиях несчастные случаи по причине поражения персонала электрической дугой составляют 70 %.
Анализ причин электротравматизма в Российской Федерации показывает, что 40–45 % электротравм связаны с ненадлежащим уровнем эксплуатации оборудования, приводящим к снижению сопротивления изоляции, появлению напряжения на нетоковедущих его частях. Значительное количество электротравм (25–30 %) вызывается неудовлетворительной организацией рабочего места и невыполнением требований должностных инструкций и требований охраны труда, 30–35 % электротравм обусловлено неудовлетворительной конструкцией и монтажом оборудования: наличием открытых токоведущих частей, недостаточным расстоянием между токоведущими частями и металлическими конструкциями оборудования, отсутствием сигнализации, блокировки и т. д. [2].
Одним из важных факторов в возникновении несчастных случаев на производстве, имеют социально-психологические особенности каждого работника. Например, несчастные случаи с лицами мужского пола на производстве происходят чаще, чем с женщинами. Женщины более ответственно относятся к правилам и нормам по охране труда на электроустановках, стараются не работать в ситуациях, которые не соответствуют безопасным условиям. Отсюда преимущество женщин электромонтеров при работе на действующих электроустановках сводится к тому, что они стараются не создавать опасных ситуаций, а мужчин электромонтеров в том, что они могут скорее избежать травм в опасных ситуациях. Всеобщая статистика говорит, что производственные травмы на производстве происходят в большей степени с работниками в возрасте до 25 лет (первый пик травматизма). Следовательно, стоит соотносить травматизм не только с возрастом, сколько с практическим опытом и стажем работы. Например, выпускнику вуза будет намного сложнее соблюдать правила, нежели его ровеснику, окончившему ПТУ и имеющему практический опыт. Но при достижении профессионального стажа отметки примерно 5–10 лет наблюдается второй пик числа травматизма, причиной которого является самоуверенность. Развитие профессиональных навыков специалиста, накопленный опыт работы без травм ведет к повышению уверенности человека в своих силах, что, в свою очередь, ведет к ослаблению осмотрительности и профессиональной бдительности рабочего. Данный феномен носит название «вторичной беспечности». Одним из действенных способов предупреждения возникновения и развития вторичной беспечности является более строгий контроль со стороны руководства по отношению к работникам, стаж которых составляет около 5 лет. Большое влияние на частоту производственного травматизма оказывают самоуверенность, бахвальство, безответственность к другим, высокое проявление независимости и самодостаточности в деятельности, агрессивность — вот те качества, которые усиливают предрасположенность к несчастным случаям. С другой стороны, подмечено, что специалисты, проявляющие лидерские свойства, имеют меньшее число несчастных случаев и производственных травм [3].
На диаграмме представлена информация о коэффициентах травматизма и смертельного травматизма за 2017−2019 годы

Анализ несчастных случаев, произошедших в полугодии 2019 года, показывает, что 25 % работников получили травмы в результате падения с высоты или на поверхности; 17 % работников получили травмы в результате поражения электрическим током, 15 % работников получили травмы в результате воздействия среды с высокой температурой.
Стоит отметить, что по сравнению с 2017 и 2018 годами основные виды производственного травматизма изменились незначительно.
Наибольшее количество пострадавших — мужчины в возрасте от 25 до 39 лет, имеющие стаж работы по профессии более 10 лет и являющиеся рабочими основных профессий предприятий электрических сетей. Данная категория работников получила травмы при выполнении прочих видов работ.
Основными причинами несчастных случаев на производстве, являются:
− неудовлетворительная организация производства работ;
− личная неосторожность пострадавших;
− нарушение пострадавшими требований и норм охраны труда,
− неправильное применение средств индивидуальной защиты, спецодежды и спецобуви. [4]
Следовательно, работников, имеющих стаж работы более 10 лет, можно отнести к группе риска, из-за чрезмерной самоуверенности в своих силах. Для предотвращения данного феномена следует применять более строгий контроль со стороны руководства, проверять работников на соблюдение правил ПУЭ, ПТЭ, ПОТ, ППБ.
Основные термины (генерируются автоматически): производственный травматизм, предприятие энергетики, работник, стаж работы, травма, группа риска, практический опыт, строгий контроль, электрическая дуга, электрический ток.
Ключевые слова
производственная травма, электробезопасность, охрана труда, электротравматизм, социально-психологические особенности, несчастный случай, группа риска
Похожие статьи
Причины электротравматизма на производстве и меры по его.
В сравнении с другими опасностями электрический ток отличается тем, что человек не может его обнаружить заранее с помощью органов чувств.
Однако целесообразно соотносить травматизм не столько с возрастом, сколько со стажем работы, опытом и знаниями.
Исследование зависимости получения травмы работниками.
В данной статье мы рассмотрим зависимость между стажем работника железнодорожного пути и степенью полученной им травмы. Ключевые слова: работники, железнодорожные пути, стаж работы, производственный травматизм.
Снижение уровня производственного травматизма.
Анализ причин производственного травматизма в организации. производственный травматизм, охрана труда, ухудшение
Ключевые слова: работники, железнодорожные пути, стаж работы, производственный травматизм. Контроль условий труда и.
Анализ причин производственного травматизма в организации.
Определим понятия: профессионального риска и производственной травмы.
Производственная травма — это внезапное повреждение организма человека, вызванное
Необходимо отметить, что анализ производственного травматизма проводится в.
Правовые проблемы, возникающие в процессе регистрации.
В случае того или иного происшествия, травмы и тому подобному всегда готов ответ: — «В журнале регистрации проводимых инструктажей по охране труда пострадавший расписался». Несмотря на существующую роспись в журнале регистрации (в лучшем случае подлинную).
Случаи травматизма в сельскохозяйственном производстве
Анализ причин производственного травматизма в организации на. Производственная травма — это внезапное повреждение
Контроль условий труда и производственного травматизма. производственный травматизм, охрана труда, ухудшение самочувствия.
Особенности профессиональных заболеваний электросварщиков.
Встатье рассматривается воздействие опасных и вредных производственных факторов при работе электросварщиков. Описаны профессиональные заболевания в зависимости от состава сварочного аэрозоля. Изучены меры профилактики профессиональных заболеваний.
Важность обеспечения промышленной безопасности.
Производственная травма — это внезапное повреждение организма человека, вызванное. непосредственным началом выполнения работ проводить инструктажи по охране
Ключевые слова: работники, железнодорожные пути, стаж работы, производственный травматизм.
Роль охраны труда и ее состояние на современном производстве
Анализ причин производственного травматизма в организации на. Производственная травма — это внезапное повреждение организма человека, вызванное. непосредственным началом выполнения работ проводить инструктажи по охране труда на рабочих местах.
24. Основные виды травматизма при выполнении электросварочных работ
Травмы различного рода механического характера при подготовке тяжелых изделий к сварке и в процессе сварки.
25. Техника безопасности при выполнении сварочных работ
Во избежание поражения электрическим током необходимо соблюдать следующие условия:
Корпуса источников питания дуги, сварочного вспомогательного оборудования и свариваемые изделия должны быть надёжно заземлены;
Заземление осуществляют медным проводом, один конец которого закрепляют к корпусу источника питания дуги к специальному болту с надписью «Земля», второй конец присоединяют к заземляющей шине или к металлическому штырю, вбитому в землю;
Заземление передвижных источников питания производиться до их включения в силовую сеть, а снятие заземления – после отключения от силовой сети;
Для подключения источников сварочного тока к сети используются настенные ящики с рубильниками, предохранителями и зажимами. Длина проводов сетевого питания не должна быть более 10 м. Для того, чтобы нарастить провод, применяют соединительную муфту с прочной изоляционной массой или провод с электроизоляционной оболочкой. Провод подвешивают на высоте 2,5-3,5 м. Спуски заключают в заземлённые металлические трубы. Вводы и выводы должны иметь втулки или воронки, предохраняющие провода от перегибов, а изоляцию – от порчи;
Сварочное оборудование должно находиться под навесом, в палатке или в будке для предохранения от дождя и снега. При невозможности соблюдения таких условий сварочные работы не производят, а сварочную аппаратуру укрывают от воздействия влаги;
Присоединять и отсоединять от сети электросварочное оборудование, а так же наблюдать за его исправным состоянием в процессе эксплуатации обязан электротехнический персонал. Сварщикам запрещается выполнять эти работы;
Все сварочные провода должны иметь исправную изоляцию и соответствовать применяемым токам. Применение проводов с ветхой и растрёпанной изоляцией категорически запрещается;
При сварке швов резервуаров, котлов, труб и других закрытых и сложных конструкций необходимо пользоваться резиновым ковриком, шлемом и галошами. Для освещения следует пользоваться переносной лампой напряжением 12 В;
При работах внутри резервуара или при сварке сложной конструкции, а так же при сварке ёмкостей из-под горючих и легковоспламеняющихся жидкостей к сварщику назначается дежурный наблюдатель, который обязан обеспечить безопасность работ и при необходимости оказать первую помощь. При поражении электрическим током пострадавшего необходимо освободить от электропроводов.
Защита зрения и открытой поверхности кожи от лучей электрической дуги. Горение сварочной дуги сопровождается излучением видимых ослепительно ярких световых лучей и невидимых ультрафиолетовых и инфракрасных лучей.
Яркость видимых лучей значительно превышает норму, допускаемую для человеческого глаза, и поэтому, если смотреть на дугу не вооружённым глазом, то она производит ослепляющее действие. Ультрафиолетовые лучи даже при кратковременном действии в течение нескольких секунд вызывают заболевание глаз, называемое электрофтальмией. Оно сопровождается острой болью, резью в глазах, слезотечением, спазмами век. Продолжительное облучение ультрафиолетовыми лучами вызывает ожоги кожи.
Инфракрасные лучи при длительном воздействии вызывают помутнение хрусталиков глаза (катаракту), что может привести к временной частичной и даже полной потере зрения. Тепловое действие инфракрасных лучей вызывает ожоги кожи лица.
Для защиты зрения и кожи лица от световых и невидимых лучей дуги электросварщики и их подручные должны закрывать лицо щитком. Маской или шлемом, в смотровые отверстия, которых вставлено специальное стекло-светофильтр. Светофильтр выбирают в зависимости от сварочного тока и вида сварочных работ;
Для защиты от воздействия излучений в стационарных цехах устанавливают закрытые сварочные кабины. А при строительных и монтажных работах применяются переносные щиты или ширмы.
Защита от брызг металла и шлака. В процессе сварки и при уборке и обивке шлака капли расплавленного металла и шлака могут попасть в складки одежды, карманы, ботинки, прожечь одежду и причинить ожоги.
Во избежание ожогов сварщик должен работать в спецодежде из брезента или плотного сукна, в рукавицах и головном уборе. Куртку не следует заправлять в брюки;
Карманы должны быть плотно закрыты клапанами;
Брюки надо носить поверх обуви;
При сварке потолочных, горизонтальных и вертикальных швов необходимо надевать брезентовые нарукавники, плотно завязывать их поверх рукавов у кистей рук;
Зачищать швы от шлака и флюса следует лишь после их полного остывания и обязательно в очках с простыми стёклами.
Защита от отравлений вредными газами. Особенное загрязнение воздуха вызывает сварка электродами. Состав пыли и газов определяется содержанием покрытия, составом свариваемого электродного (или присадочного) металла. При автоматической сварке количество газов и пыли значительно меньше, чем при ручной сварке.
Удаление вредных газов и пыли из зоны сварки, а также подача чистого воздуха осуществляется местной и общей вентиляцией.
При оборудовании сварочных кабин обязательно предусматривается местная вытяжная вентиляция с верхним, боковым или нижним отсосом, удаляющая газы и пыль непосредственно из зоны сварки. Общая вентиляция должна быть приточно-вытяжной, производящей отсос загрязнённого воздуха из рабочих помещений и подачу свежего.
В зимнее время воздух подогревают до температуры 20-22°С с помощью специального нагревателя-калорифера.
При сварке в закрытых резервуарах и замкнутых конструкциях необходимо обеспечить подачу свежего воздуха под небольшим давлением по шлангу непосредственно в зону дыхания сварщика. Объём подаваемого свежего воздуха должен быть не менее 30 м3/ч. Без вентиляции сварка в закрытых резервуарах и конструкциях не разрешается.
Вентиляционные устройства должны обеспечить воздухообмен при ручной электродуговой сварке электродами с качественными покрытиями 4000 - 6000 м 3 на 1 кг расхода электродов, при автоматической сварке под флюсом – около 200 м 3 на 1 кг расплавляемой проволоки, при сварке в углекислом газе – до 1000 м 3 на 1 кг расплавляемой проволоки.
6 Причины производственного травматизма
Производственная травма — травма, полученная работником на производстве и вызванная несоблюдением требований охраны труда. Все работодатели обязаны предпринимать меры по предотвращению производственного травматизма и профессиональных заболеваний (пп. 4 п. 2 ст. 17 Федерального закона от 24.07.1998 N 125-ФЗ "Об обязательном социальном страховании от несчастных случаев на производстве и профессиональных заболеваний", далее - Закон N 125-ФЗ). При определенных обстоятельствах и на определенные цели страхователю может быть разрешено часть расходов на финансирование мер по предупреждению производственного травматизма возместить за счет взносов на травматизм, подлежащих уплате в бюджет ФСС РФ.[1]
Причины производственного травматизма
Организационные: недостатки в организации и содержании рабочего места, применение неправильных приемов работы, недостаточный надзор за работой, за соблюдением правил техники безопасности, допуск к работе неподготовленных рабочих, плохая организация трудового процесса, отсутствие или неисправность средств индивидуальной защиты.
Технические: возникают из-за несовершенства технологических процессов, конструктивных недостатков оборудования, приспособлений, инструментов, несовершенства защитных устройств, сигнализаций, блокировок и т. п.
Санитарно-гигиенические: отсутствие специальной одежды и обуви или их дефекты, неправильное освещение рабочих мест, чрезмерно высокая или низкая температура воздуха в рабочих помещениях, производственная пыль, недостаточная вентиляция, захламленность и загрязненность производственной территории.
Социально-психологические: складываются из отношения коллектива к вопросам безопасности, микроклимата в коллективе.
Климатические: зависят от специфики особенностей климата, времени суток, условий труда.
Биографические: связаны с полом[источник не указан 646 дней], возрастом, стажем, квалификацией, состоянием здоровья.
Психофизиологические: зависят от особенностей внимания, эмоций, реакций, физических и нервно-психологических перегрузок.
Экономические: вызваны неритмичностью работы, нарушением сроков выдачи заработной платы, недостатками в жилищных условиях, в обеспечении детскими учреждениями.
механизация, автоматизация и дистанционное управление процессами и оборудованием, применением роботов; адаптация человека в производственной среде к условиям труда
профотбор людей, соответствующих условиям подготовки, воспитание положительного отношения к охране труда, система поощрений и стимулирования, дисциплинарные меры воздействия, применение СИЗ и др.;
создание безопасной техники, машин и технологий, средств защиты и приспособлений, оптимизация их параметров производственной среды.
Статистика:В России в 2008 году число пострадавших на рабочих местах составило 58 тыс. (по сравнению со 152 тыс. в 2000 году), погибших — 2548 (в 2000 году — 4400). Основная причина снижения-увеличение безработицы.Российский показатель производственной смертности в 2008 году составил 11 на 100 000 работников (во Франции 2,7, в Италии 2,6, в Великобритании — 1,4)
Травмами называются внезапные повреждения, возникающие вследствие несчастного случая, влекущие за собой нарушение целостности тканей или правильного функционирования отдельных органов. Травмы, возникшие при выполнении работы или вообще на предприятии, считаются производственными травмами.
Основные причины производственных травм
По характеру причин, вызвавших травмы, последние делятся на механические, термические, электрические и химические.
Одной из основных и наиболее частых причин травматизма является низкий уровень механизации технологических процессов и преобладание вследствие этого ручного труда. Чаще всего получают травмы малостажированные рабочие, которые еще не имеют достаточного опыта и тренировки в безопасных приемах работы при выполнении трудовых процессов.
Многое в возникновении травм зависит от характера технологического процесса и организации труда. Эти взаимосвязанные факторы не всегда рассматриваются с позиций профилактики травматизма при их разработке, в результате чего иногда допускаются излишние манипуляции, встречные или перекрещивающиеся потоки транспортных коммуникаций, нерациональное или даже опасное складирование сырья, полуфабрикатов и готовой продукции, опасные приемы работы и т. п. Нерациональное или неприспособленное технологическое оборудование и инструменты и тем более их неисправность также являются причиной травм.
Травмы нередко возникают вследствие отсутствия или плохого состояния оградительной техники. Это относится прежде всего ко всем вращающимся и движущимся узлам и агрегатам оборудования, а также к частям оборудования, находящегося под током (клеммам, рубильникам, малоизолированным проводам и т, п.), емкостям с сильнодействующими веществами, горячим поверхностям и т. д. Способствуют увеличению травматизма захламленность и беспорядок в рабочих помещениях, недостаточное и нерациональное освещение, неудовлетворительное санитарное состояние, низкая культура труда. В целом ряде производств в возникновении травм немаловажную роль играют нерациональные и неисправные средства индивидуальной защиты (защитные маски, очки, щитки, перчатки и др.) и спецодежда.
Отсутствие инструктажа рабочих или плохо организованное обучение их безопасным методам и приемам работы и слабое ознакомление с правилами по технике безопасности способствуют увеличению травматизма. Вполне естественно, что к этому же приводит и несоблюдение рабочими правил по технике безопасности, установленного порядка в цехе.
Все вышеперечисленные факторы являются как бы общими причинами, порождающими травматизм. Непосредственными же причинами травмирования могут быть разнообразные моменты. Наиболее частыми из них являются: падение рабочего с высоты, падение тяжестей, отлетание деталей, осколков или инструментов, попадание рукой или другими частями тела в механизмы или другое движущееся оборудование, удары инструментом по руке, ноге или другим частям тела, попадание в глаза пыли, мелких осколков и т. п., отлетание горячих искр, соприкосновение с горячими поверхностями или жидкостями, проводниками, находящимися под током, едкими жидкостями и другими веществами.
Характер производственных травм
По своему характеру производственные травмы можно разделить на несколько видов. Раны — нарушение целостности мягких тканей (кожного покрова, мышц), которые, в свою очередь, делятся на колотые, резаные и рваные. Ушибы — сдавливание мягких тканей с нарушением (разрывом) мелких кровеносных сосудов в них, с кровоизлиянием внутрь этих тканей. Переломы костей (трещины, надломы, раздробления со смещением обломков). Вывихи — нарушение целостности и функции суставов; они могут сопровождаться растяжением или разрывом связок, а иногда разрывом суставной сумки. Ожоги термические и химические, Первые возникают от соприкосновения с горячими поверхностями или жидкостями, вторые — от едких жидкостей или других веществ. Ожоги делятся на три степени: первая характеризуется покраснением и припухлостью кожного покрова на месте ожога, вторая — появлением водянистых пузырей, третья — омертвением тканей (обугливание, изъязвление). Попадание инородных тел в глаза (пылинки, мелкие ос- колки). Иногда эти инородные тела могут царапать сли- зистую оболочку или даже внедряться в ее толщу.
Многие из вышеперечисленных видов травм связаны с образованием открытой раны, через которую могут попадать различные инфекции и вызывать воспалительный процесс вплоть до нагноения. Гнойничковые заболевания являются наиболее частой формой осложнения травм. Особенно это относится к небольшим травмам, то есть микротравмам (царапинам, ссадинам, небольшим порезам, уколам и т. п.), когда рабочие не уделяют им серьезного внимания и не обращаются за медицинской помощью. Продолжая работать с открытой ранкой, рабочие загрязняют ее, способствуя более быстрому и интенсивному инфицированию.
Меры предупреждения травматизма сводятся к устранению непосредственных или способствующих причин его возникновения. Поэтому этих мер так же много, как и самих причин. На предприятиях необходимо проводить тщательное расследование каждого случая травматизма с выявлением причин, его вызывающих, и принятием соответствующих мер по устранению их. Кроме того, нужно систематически за определенные периоды (месяц, квартал, год) анализировать все случаи травм по их характеру и причинам. Такой анализ позволяет установить наиболее частые и характерные для данного предприятия причины травматизма и сосредоточить основные усилия на их устранении. Расследование каждого конкретного случая производится непосредственно на месте происшествия в тот же или на следующий день с участием представителей администрации цеха или участка, здравпункта и профсоюзных органов. Периодический анализ травматизма проводится профсоюзными органами и администрацией с привлечением работников здравпункта или медсанчасти, санэпидстанции и рабочего актива. Кроме того, при строительстве и эксплуатации предприятий совершенно необходимо предусматривать все возможные меры предупреждения возникновения причин травматизма. Эти меры предупреждения должны учитывать как общие причины травм, так и специфику каждого предприятия. Укажем некоторые мероприятия общего характера. Максимальная механизация и автоматизация технологических процессов, направленных на ликвидацию ручных операций или даже полное устранение рабочих от технологического оборудования, являются одним из основных направлений в предупреждении травматизма. Технологические процессы должны исключать или, по крайней мере, сокращать до минимума встречные или перекрещивающиеся грузопотоки, ручную переноску или перегрузку изделий, подъем грузов и т. п. Для складирования изделий и полуфабрикатов, а также запасных частей и оборудования следует отводить специальные безопасные места, чтобы не загромождать ими рабочих площадей, проходов и т. д. Технологическое оборудование и инструменты должны полностью соответствовать своему назначению и всегда находиться в полной исправности. Постоянный контроль за их состоянием является важной мерой предупреждения травматизма.
Движущиеся и вращающиеся детали машин и агрегатов, а также места возможного соприкосновения с горячими поверхностями, едкими жидкостями и другими веществами подлежат обязательному ограждению. Такое ограждение производится кожухами, сетками, решетками, щитами и т. д. Необходимо строго следить заустановкой этих ограждений после ремонта, смазки или замены оборудования. Все электрооборудование в цехах обязательно заземляется, причем состояние заземления периодически контролируется и в случае выявления его нарушения исправляется. Особо тщательно надо следить за хорошей изоляцией электропроводов, охраняя ее от возможных повреждений. Места открытых контактов (клеммы, рубильники и т. п.) ограждаются защитными щитками или кожухами. Подъемно-транспортное оборудование (лифты, мостовые и напольные краны и т. п.), а также аппараты, находящиеся под давлением, подлежат периодическому контролю со стороны специальной инспекции котлонадзора. При обнаружении дефектов эксплуатация их не допускается до полного устранения этих дефектов. Хорошее освещение, поддержание чистоты и порядка на рабочем месте и в цехе в целом также способствуют сокращению травматизма. Запрещается оставлять неосвещенными проходы или какие-либо участки (даже нерабочие) цеха. Следует своевременно удалять скопившиеся отходы производства (стружку, обрезки, бракованные детали), а также готовую продукцию, заготовки и полуфабрикаты. Нельзя разливать на пол жидкости, особенно агрессивные, маслянистые или липкие (кислоты, щелочи, масла, смолы, лаки, краска и т. п.), а в случае разлива необходимо сразу же удалить их с пола. Не следует допускать захламленности рабочих мест и проходов. Рабочие должны бесперебойно снабжаться исправными индивидуальными защитными средствами и спецодеждой. Необходимо установить строгий контроль за обязательным и правильным пользованием ими. Для оказания первой помощи в случае травмирования оборудуются аптечки с пополняемым набором медикаментов, перевязочного материала, а в некоторых случаях (при опасности переломов) шин и др. При наличии опасности химических ожогов следует установить специальные гидранты для смыва с поверхности кожи или из глаз едких веществ. В целях предупреждения гнойничковых заболеваний при,получении раны необходимо ее смазать дезинфицирующим растворяем, чаще всего йодом. С этой же целью целесообразно проводить так называемую санацию рук, то есть ежедневный осмотр рук рабочих для выявления мелких травм с соответствующей медика ментозной обработкой. Такую санацию проводит, как правило, средний медицинский персонал здравпунктов или специально подготовленные члены аванпостов. Все вновь принимаемые на работу лица проходят обязательный инструктаж по технике безопасности, сначала вводный, а затем на рабочем месте. Их необходимо обучить безопасным приемам работы и оказанию первой помощи при несчастных случаях. Повторные инструктажи по технике безопасности, пополнение знаний в этой области и их проверка должны носить постоянный характер на протяжении всего времени работы.
Читайте также: