Обработка нержавейки перед сваркой
Сварка нержавеющей стали имеет свои отличительные особенности. Из нашей статьи вы за несколько минут узнаете много полезной информации об этом процессе. В одном месте мы собрали основные данные о методах сварки и важных нюансах при проведении работ. Читайте и применяйте полученные знания на практике. Магазин сварочного оборудования Тиберис всегда с удовольствием делится с вами секретами и рад помочь дельным советом.
Содержание
Нержавеющая сталь – что это за материал
Во все времена, главным врагом изделий из железа была ржавчина. Она способна превратить в груду бесполезного металлолома самые прочные сооружения. Из-за окисления на открытом воздухе приходят в негодность точные инструменты и разрушаются огромные конструкции.
Но чуть более века назад, людям удалось найти отличное средство от ржавчины. В 1913 году английский исследователь Гарри Брайрли создал первую в мире (по официально признанной версии) нержавеющую сталь. Она содержала в своем составе 12,8% хрома и 0,24% углерода. Хотя первые опыты со сплавами железа и хрома начали проводить еще в 1820 году.
Нержавеющая сталь обладает ярко выраженными антикоррозионными свойствами. Эти характеристики нержавейка приобретает при добавлении в ее расплав определенных металлов. Чаще всего для таких целей используют хром, никель, марганец и молибден.
Существует 3 основных группы нержавеющей стали по химическому составу:
- Хромистые (имеют повышенную прочность) Это – самые дешевые виды нержавеющей стали. Они хуже поддаются обработке из-за низкой пластичности.
- Хромоникелевые (отличаются большей пластичностью). Наиболее востребованная и широкая группа нержавейки. Добавление никеля стабилизирует структуру сплава и придает стали слабые магнитные свойства.
- Хромомарганцевоникелевые. Добавление марганца в сплав увеличивает прочность, сохраняя пластичность стали.

Каждая из этих групп содержит в себе десятки и даже сотни марок нержавеющих сталей, которые могут значительно отличаться по своим свойствам. Например, хромистые стали с минимально допустимым (12-14%) содержанием хрома массово используются при изготовлении клапанов в агрегатах и производстве обычной кухонной утвари. В то же время хромистые стали с содержанием хрома 25-33% обладают великолепной жаропрочностью. Поэтому они применяются в металлургии при создании оборудования для выплавки металла.
Кроме того, нержавеющие стали различают по физической структуре. Среди множества видов, наиболее известны ферритные, аустенитные и мартенситные стали.
Где используются различные виды нержавеющей стали
Сфера применения нержавеющей стали затрагивает буквально все стороны жизни человека. Наиболее популярные хромоникелевые аутенситные стали массово идут на изготовление крепежных деталей (болтов и гаек). Из этих сплавов часто делают монеты, например, украинские 1,2 и 5 копеек. Аутенситы достаточно просто поддаются термической обработке, в том числе и сварке.
Ферритные сплавы нашли широко применение в химической промышленности. Высокая стойкость к воздействию многих видов кислот и большой температуры позволяет использовать такие виды стали для изготовления огромных резервуаров на химических предприятиях. Но сваривать изделия из ферритной стали намного сложнее. Значительная устойчивость к высоким температурам делает эти сплавы неудобными для сварки наиболее распространенными методами (MMA, MIG/MAG, TIG). Но в домашних условиях ферриты встречаются очень редко.
Мартенситные стали получили широкое распространение в производстве инструментов. Именно из мартенситных марок стали изготавливают кухонные ножи. Как и аутенситные аналоги, их сваривать можно без особых проблем.
Какими методами сваривают нержавейку
Сварка нержавеющей стали может производиться различными способами. Но наиболее часто используют 3 основные технологии:
- Ручной дуговой сваркой плавящимися электродами (MMA). Этот метод наиболее распространен в домашних условиях, т.к. инверторы для РДС по цене доступны каждому сварщику. Отличается самым низким качеством, поэтому в промышленных масштабах практически не используется.
- Полуавтоматической сваркой проволокой в среде защитного газа (MIG/MAG), для этого отлично подойдут сварочные полуавтоматы. Наиболее эффективный способ: быстрый, образующий ровный шов. Лучше подходит для более толстых деталей.
- Сварку неплавящимися электродами в среде инертного газа (TIG), чаще всего используют инверторы для аргонодуговой сварки. Более предпочтителен при сварке тонких заготовок. Рекомендуется при сварке труб высокого давления..
Кроме того, сварка нержавейки может проводиться и менее распространенными способами. К ним относятся:
- Точечная и роликовая сварка.
- Плазменная сварка.
- Лазерная сварка.
Но, использование этих технологий ограничивается высокой стоимостью и сложностью процесса. Поэтому их применяют исключительно при необходимости сварки деталей, требующей высокой точности или при обработке трудносвариваемых материалов.
Особенности сварки нержавеющей стали или как избежать появления дефектов при сварке нержавейки
Сварка нержавейки имеет свои нюансы, которые определяются свойствами этого материала:
- Присутствие в составе стали хрома. Этот металл под воздействием высокой температуры реагирует с углеродом, образуя карбид хрома, тем самым снижается прочность сварного соединения. Поэтому место сварки быстро охлаждают (иногда даже обычной водой).
- Пониженная теплопроводность. В связи с чем, силу тока сварки необходимо снизить на 15-20% по сравнению с процессом обработки обычной стали.
- Повышенный коэффициент расширения металла. Поэтому необходимо постоянно следить за величиной зазора между свариваемыми деталями.
- Большое электрическое сопротивление. По этой причине электроды с хромоникелевыми стержнями имеют ограниченную (до 350 мм) длину.
Эти четыре основные особенности сварки нержавейки необходимо всегда учитывать, приступая к работе. Только выполняя указанные выше условия, можно добиться качественных результатов. В противном случае – образование дефектов вам гарантировано.
Каким должно быть качественное оборудование и материалы для сварки нержавеющей стали

Выбор оборудования для сварки нержавейки нужно делать, ориентируясь на особенности этого материала.
Лучше всего использовать электроды для сварки, изготовленные из той же марки нержавеющей стали, что и свариваемые изделия. Тогда процесс расплавления металла происходит равномерно, обеспечивая качественный результат.
При сварке проволокой также необходимо подбирать ее, исходя из материала свариваемых заготовок. Главная сложность состоит в том, что определить «на глаз» конкретную марку нержавеющей стали невозможно. Для этого нужно провести сложный спектральный анализ в специализированной лаборатории. Если вы столкнулись с такой проблемой, лучше всего поискать информацию на сайте производителя свариваемого изделия.
Обработка изделий перед сваркой – что и как надо делать
Обработка изделий из нержавеющей стали перед сваркой выполняется в следующем порядке:
- Очищается поверхность изделия от грязи. Для этого обычно используют стальную щетку.
- Производится обработка растворителем (уайт-спиритом, специальной жидкостью или ацетоном). Отсутствие жира на поверхности детали увеличивает устойчивость дуги.
- Свариваемая поверхность обрабатывается средством от налипания брызг. В результате после сварки необходимость механической обработки поверхности попросту отпадает.
Единственное существенное отличие подготовки изделий из нержавеющей стали состоит в необходимости наличия зазора между кромками деталей. Он обеспечивает свободную усадку.
Как обрабатывают изделия из нержавейки после сварки
Нержавеющая сталь после сварки подлежит обязательной дополнительной обработке. Игнорирование этого правила может очень быстро привести к негативным последствиям: появлению коррозии и уменьшению прочности изделия.
Предварительная обработка после сварки может выполняться такими методами:
- Механическая зачистка сварного шва. Эта операция, главным образом, предназначена для улучшения внешнего вида изделия. Производится жесткими стальными щетками.
- Пескоструйная обработка. Преследует те же цели. После ее проведения шов выглядит еще красивее.
- Шлифование. Позволяет добиться идеально ровной поверхности шва.
Но все эти способы предварительной обработки влияют лишь на внешний вид изделия. Чтобы качественно защитить место сварки от разрушения, нужны более действенные методы – пассивация и травление.
Травление – это обработка места сварки химически активными веществами (кислотами или специальными жидкостями). Кислоты разъедают окалину, которая может вызвать появление ржавчины.
Пассивация – это нанесение на место сварки спецсредства, под действием которого на поверхности металла образуется защитная пленка из оксида хрома.
Только после проведения химической обработки место сварки способно надежно противостоять коррозии.
Особенности сварки нержавейки с другими материалами
Главная опасность, которая имеется при сварке нержавеющей стали с другими материалами, таится в их смешивании. В результате, свойства разнородного сварного шва могут резко ухудшиться. Шов становится твердым и хрупким, в нем образуются трещины.
Чтобы избежать такого развития событий, необходимо:
- Использовать в качестве присадки высоколегированные или созданные на основе никеля сплавы.
- Обязательно прокаливать электроды перед сваркой и тщательно очищать поверхности изделий.
- Не подогревать место сварки перед началом работ.
- Применять электроды, предназначенные для сварки высоколегированной стали.
В сварном шве желательно добиться как можно меньшего наличия основного металла (расплавленным при сварке частичкам исходных изделий). Его составляющая не должна превышать 40% от общей массы. Остальное – электроды или присадочная проволока, в зависимости от типа сварки.
Выводы
Сварка нержавеющей стали хоть и представляет собой довольно сложный процесс, но может осуществляться качественно даже в домашних условиях.
Для позитивного результата необходимо:
- Правильно учитывать особенности сварки нержавейки.
- Выбрать наиболее подходящий (доступный) метод сварки.
- Тщательно обработать место сварки до начала и после окончания работ.
- Использовать качественное сварочное оборудование и расходные материалы.
Все эти пункты легко реализуются при наличии желания. А специалисты магазина Тиберис всегда готовы предложить свою помощь по выбору наиболее подходящего сварочного оборудования. Обращайтесь – с нами сварочные работы проводить намного легче и эффективнее.
Сварка нержавейки - технология и особенности
Нержавеющая сталь относится к группе металлов, которые не поддаются коррозии благодаря наличию в своем составе молибдена, марганца, никеля и хрома.
По химическому составу нержавеющая сталь делится на:
- Хромо-марганцево-никелевую – наличие марганца обеспечивает хорошую прочность с сохранением пластичности металла.
- Хромоникелевую – самая популярная группа металлов с хорошей пластичностью. Наличие никеля добавляет небольшие магнитные свойства и стабилизирует структуру сплава.
- Хромистую – обладают невысокой пластичностью, плохо поддается обработке, но при этом обладает высокой прочностью.
Как можно сварить нержавейку
- MMA – дуговая ручная сварка штучным электродом для домашних нужд. Обеспечивает довольно сносное качество шва, но не отличается высокой прочностью и способностью выдерживать высокие нагрузки, обладает слабой структурой.
- TIG – аргонодуговая сварка. Обеспечивает высокое качество сварочного шва, тонкостенных изделий, часто применяется при сварке трубопроводов высокого давления.
- MIG/MAG – полуавтоматическая сварка в газовой защитной среде, которая позволяет добиться качественного шва с хорошим проплавлением. Применяется для сварки толстостенных заготовок.
Также нержавеющие стали обрабатывают другими методами, которые менее распространены из-за высокой сложности или стоимости работ:
- лазерная;
- плазменная;
- точечная сварка.
Вышеописанные режимы сварки нержавейки используют для соединений высокой точности и для обработки трудносвариваемых нержавеющих сплавов.

Нюансы при сварке нержавеющих сталей
- Высокое электрическое сопротивление. Ввиду данной особенности, хромоникелевые электроды используют ограниченной длины (до 350 миллиметров).
- Высокий коэффициент расширения металла. Нужно строго соблюдать величину зазора между обрабатываемыми изделиями.
- Низкая теплопроводность. Для обработки нержавейки снижают величину тока на 15-20% ниже, чем при сварке обычных сталей.
- Наличие хрома в составе. Данный металл образует карбид хрома при взаимодействии с углеродом на высоких температурах плавления. В результате снижается прочность сварочного шва. Чтобы это избежать, нужно быстро остужать место сварочного соединения.
Опытные сварщики всегда учитывают вышеописанные особенности нержавейки. Благодаря чему можно получить высококачественные швы с хорошей прочностью и без дефектов.
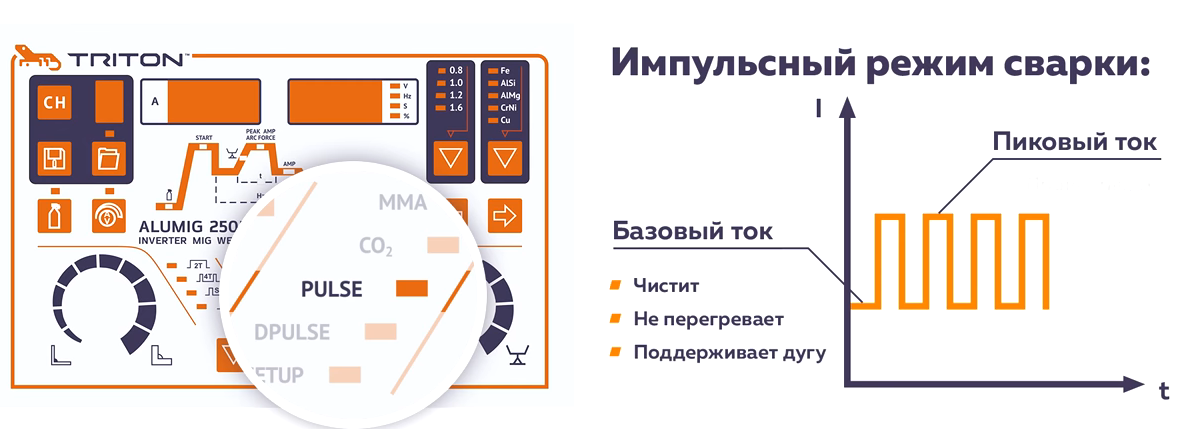
Импульсная сварка нержавейки
Одним из основных преимуществ импульсной сварки нержавейки является полный контроль над сварочным циклом и тепловложением в шов. Каждый импульс формирует сварочную каплю, которая переходит в сварочную ванну. В результате чего сокращается зона термического влияния, нагрев заготовки становится более контролируемым.
Также в процессе импульсной сварки нержавеющих сталей практически исключается образование сварочных брызг, что позволяет экономить сварочную проволоку, повысить производительность и сократить время на доработку сварочного соединения.
Сварка нержавейки с разными металлами
При смешивании разных металлов и сплавов с нержавейкой, возможно ухудшение качества сварочного шва, который может стать хрупким, с трещинами, менее пластичным и т.д.
Для исключения дефектов при сварке нержавейки с другими сплавами и металлами следует использовать электроды для высоколегированных сталей, и тщательно подготавливать поверхность заготовки и выполнить прокалку электродов. Кроме того, не рекомендуется предварительно подогревать зону сварки перед проведением работ, и желательно применять высоколегированные сплавы или на основе никеля в качестве присадочного материала.
Сварочный шов должен содержать меньшее количество основного металла – не более 40% от всей массы. 60% – это должен быть присадочный материал или электрод, в зависимости от используемого метода сварки.
Выбираем расходку для сварки нержавейки
Для того чтобы добиться качественной сварки нержавеющих металлов, необходимо выбирать присадочный материал, электроды, которые по составу будут такими же, как и обрабатываемые заготовки. Благодаря этому достигается равномерное расплавление металлов, получается качественное и плотное сплавление.
Информация по составу той или иной марки нержавеющей стали представлена на сайтах производителей свариваемых изделий. Порой довольно сложно определить состав нержавеющей стали без проведения сложных спектральных анализов в лабораторных условиях.
Подготовка изделия перед сваркой
- с помощью стальной щетки очищаем поверхность обрабатываемой заготовки;
- используя растворитель (ацетон, уайт-спирит или другие) протираем поверхность изделия для лучшей устойчивости дуги;
- используем средство, защищающее от налипания брызг, чтобы исключить механическую обработку изделия после сварки.
Между кромками изделий должен быть зазор, который гарантирует свободную усадку. Это одно из главных отличий в подготовке нержавеющих сталей к сварочным работам.
Обработка нержавейки после сварочных работ
Для исключения образования коррозии на поверхности нержавейки и снижения прочности заготовки, в обязательном порядке требуется дополнительная обработка после проведения сварочных работ.
Для правильной обработки нержавейки необходимо использовать следующие методы:
- зачистка шва механическим методом с помощью специальных щеток для улучшения внешнего вида заготовки;
- пескоструйная обработка для улучшения качеств и внешнего вида шва;
- шлифование – для идеально ровной поверхности сварочного соединения.
Для защиты сварочного соединения от возможного разрушения применяют травление и пассивацию. Метод травления – использование химически активных веществ (жидкости и кислоты). Воздействие кислот удаляет окалину, которая может стать причиной образования ржавчины. Метод пассивации – нанесение оксида хрома на поверхность заготовки для создания защитной пленки от образования коррозии.

Для чего применяется нержавеющая сталь
Каждая из вышеописанных групп стали нашла свое применение в разных сферах – металлургия, автомобильная промышленность, строительная отрасль, химическая промышленность и т.д. Самые популярные марки нержавеющей стали: мартенситные, аустенитные и ферритные.
Нержавеющие металлы используют:
- для изготовления трубопроводов разного сечения и назначения;
- ферритные используют в химической и пищевой отрасли;
- мартенситные стали применяют в металлургической промышленности;
- в строительной отрасли для изготовления уголков, опор и других конструкций;
- нержавеющие стали используют для изготовления ответственных опорных элементов;
- для облицовки оборудования и техники.
Заключение
- учитывать особенности при работе с нержавейкой;
- выполнять тщательные подготовительные работы до и после сварки;
- правильно подбирать присадочный материал и метод сварки.
Следуя рекомендациям в данной статье и вышеописанным правилам, можно добиться качественного сварочного соединения нержавеющих сталей.
Сварка нержавейки электродом
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
- Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
- РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.
- Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
- оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
- РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
- не нужно использовать дополнительную флюсовую или газовую защиту;
- этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
- необходимость избавления от шлака после создания шва;
- по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
- медленная скорость сварки.
Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
- Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
- очищается поверхность изделия от загрязнений,
- кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
- свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
- Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
- Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
- При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
- После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов. Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
- ; ;
- растворитель;
- стальная щетка; : маска, перчатки, костюм.
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать. Оптимальная длина кабелей должна быть не менее 2-х метров.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки - аустенитных сталей представлены в таблице.
Сварка тонкой нержавейки

Сварка тонкой нержавейки — это достаточно сложный технологический процесс. Нержавеющий металл трудно поддается сварке из-за своей низкой температуры плавления. А в сварочной ванне нержавейка и вовсе приобретает свойства жидкости, теряя присущую металлам тягучесть и податливость.
Особенности сварки тонкой нержавейки
Сварочный процесс толстостенного нержавеющего металла производится в обычных условиях. Для тонкой же нержавейки требуются более щадящие режимы сварки, минимизирующие риск прожигания металла насквозь. При мельчайшем промедлении сварщика в металле может появиться прожиг из-за особенных свойств нержавейки либо по причине нарушения технологии при растекании сварочного материала. Из-за малой толщины металла следует уделить повышенное внимание нагреву свариваемого участка — возникающие напряжения в заготовке могут дать трещины и разрывы, а резкий перепад температур может спровоцировать деформирование. Обрабатываемый лист необходимо также надежно фиксировать, не давая ему возможность смещаться в процессе сварочных работ.

Для относительно быстрой сварки тонких листов в бытовых условиях подойдут обычные нержавеющие электроды, но при этом необходимо выставить минимальный режим сварки. Впрочем, учитывая мягкие требования к изделиям, изготавливаемым в домашних условиях, допустимы незначительные дефекты.
Если же обработке подлежит изделие из тонкой нержавейки, которое будет использоваться под нагрузками и должно отвечать определенным требованиям, сварочные работы следует проводить в защитной газовой среде. Для этого может использоваться как газовая сварка, так и аргонодуговая. Первый вариант предпочтительнее ввиду низкой скорости обработки, в то время как второй вариант способен обеспечить более высокое качество работ, хотя он и более трудоемкий. Следует помнить о том, что температурные режимы можно делать одинаковыми и в том, и в другом случае.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для каждого значения толщины нержавейки выбираются свои параметры оборудования и определяется свой набор расходных материалов. Результат работ будет качественным, если подбирать значения по следующей таблице:
| Толщина нержавейки, мм | Вид тока | Сила тока, А | Напряжение, В | Диаметр электрода, мм | Скорость сварки, см/мин | Расход аргона, л/мин |
| 1 | Постоянный | 30-60 | 11 | 1 | 12/28 | 2,5 |
| 1,5 | Постоянный | 40-70 | 12 | 1 | 9-19 | 2,7 |
| 2 | Переменный | 50-80 | 13 | 2 | 14-13 | 2,9 |
| 2,5 | Постоянный | 60-90 | 14 | 2 | — | 3 |
Подготовка тонкой нержавейки к сварке
Перед сваркой тонкой нержавейки для получения качественных соединений поверхности изделий необходимо грамотно подготовить. Предварительная обработка тонких листов металла ненамного отличается от обработки других форм металлических заготовок.
Для начала производится зачистка кромок соединяемых деталей до блеска с использованием шлифовального устройства или щетки с металлической щетиной. Затем кромки нужно обезжирить ацетоном либо авиационным бензином. Это обеспечит устойчивую дугу и повысит качество шва.
Рекомендуем статьи по металлообработке
Подготавливаемые к сварочному соединению заготовки должны иметь зазор, необходимый для компенсации возможных деформаций.
Также в процессе подготовки тонкой нержавейки к сварке особо важен правильный подбор присадки. Нужно оценивать как диаметр присадочной проволоки, так и ее состав. В частности, степень легирования присадочного материала должна быть выше, чем у металла соединяемых заготовок.

Важно! При обработке тонкой нержавейки щеткой не следует снимать избыточный слой металла.
На подготовленную поверхность выкладывается флюс, улучшающий качество сварочных работ. После этого заготовка подогревается примерно до 250 градусов Цельсия, когда начнется характерное изменение цвета заготовки. Такая операция облегчит процесс сварки и защитит металл от возникновения напряженных состояний. После этого сварочные работы можно начинать.
Методы сварки тонкой нержавейки
Для сваривания заготовок из нержавеющей стали применяют несколько методов, подразумевающих в каждом случае использование конкретных инструментов и расходных материалов.
- Ручной метод с применением электрода
Сварка тонкой нержавейки электродом вручную — это универсальный метод, пригодный для использования в любой производственной отрасли. Обеспечивая удовлетворительное качество сваривания, метод может использоваться как в домашних условиях, так и специалистами на производстве. Простота процесса и его легкость являются важными достоинствами данной технологии. У дуговой сварки нержавейки имеются и другие преимущества, которые стоит упомянуть:
- ценовая доступность оборудования и расходных материалов;
- длительный период непрерывной работы оборудования (в течение рабочего дня);
- компактность оборудования и его небольшой вес, как следствие — высокая мобильность;
- высокая скорость сварочного процесса при условии правильной эксплуатации оборудования и расходных материалов;
- высокая прочность сварных швов;
- простота освоения технологии, позволяющая изучить весь процесс самостоятельно и реализовать его на практике.
Качество и надежность сварного шва зависят от правильно подобранных электродов. Для ручной сварки можно использовать перечисленные ниже марки сварочных материалов в зависимости от условий.
Электроды ОЗЛ-8 используются для сваривания тонкой нержавейки в агрессивной среде. Высокие требования к присадочным материалам по стойкости к МКК при этом не предъявляются. В основном эти электроды используются при обработке ответственных сооружений.
Электроды марки НЖ-13 обеспечивают надежное сварочное соединение и защищают от образования межкристаллитной коррозии. Образующаяся после сварочного процесса тонкая корка шлака отходит сама после остывания и сжатия зоны обработки, что позволяет увеличить скорость сваривания в случае большого объема сварочной работы.
Марка ЦЛ-11 обеспечивает надежную изоляцию сварочной зоны от внешнего агрессивного воздействия, а также дает прочное сварное соединение. Данный метод предполагает использование постоянного тока с обратной полярностью. Изложенные выше данные помогут овладеть дуговой сваркой даже новичку.
- Ручной метод с применением аргона
При ручной сварке тонкой нержавейки аргоном применяются вольфрамовые электроды. Правильное использование этого метода гарантированно даст качественные сварные швы. Даже при выполнении работ в домашних условиях с соблюдением технологии полученные соединения будут отвечать всем требованиям. Данный метод сварки можно использовать, если особенно важен эстетический внешний вид сварных швов. Швы при этом не нуждаются в последующей зачистке от шлаков. Аргонодуговая сварка считается наиболее чистым методом соединения металлических деталей и изначально создана для обработки очень тонкого материала. Характерной особенностью метода является отсутствие искр при сваривании. При сварке используется постоянный либо переменный ток с прямой полярностью.
Стоит учесть некоторые особенности метода:
- поджигание дуги производится бесконтактно во избежание попадания вольфрама в расплавленный металл;
- в процессе сварочных работ не следует совершать колебательных движений стержнем, иначе защитная область сварочной зоны может нарушиться, и, как следствие, возникнет риск окисления сварного шва.
Важно! Применяя данный метод, можно уменьшить расход электродов. Для этого не следует отключать подачу газа сразу по окончании обработки, а выждать примерно 10-15 секунд. Это обеспечит защиту горячего электрода от обильного окисления.
- Лазерный и плазменный методы
Для лазерного метода необходимо специальное оборудование, поэтому данный метод сварки производится только в производственных условиях. При этом процесс сваривания может осуществляться либо по шву, либо точечно.
Изделия из тонкой стальной нержавейки, стойкой к коррозии, соединяются лазером исключительно встык, поскольку при соединении внахлест возникают термические напряжения в металле, негативно сказывающиеся на прочностных характеристиках свариваемой детали.

Основные достоинства лазерного метода: прочность в зоне отпуска не снижается, исключено образование термических трещин на заготовке, а благодаря быстрому и точному воздействию лазерного луча оксидная пленка не успевает образоваться. К тому же сварной шов остывает сравнительно быстро, что является основной особенностью этого метода.
Плазменный метод сварки делят на автоматический и ручной. В ручном методе сваривание производится дугой, которая формируется между тонкой заготовкой и электродом. Ручной плазменный метод еще называют микро-плазмой либо мини-плазмой. Сваривание выполняется на переменном токе в диапазоне 0,1-15 А. Метод хорошо подходит для сварки тонкой нержавейки. В числе прочих применяется техника «беспучкового сопла», выполняющаяся при силе тока 15-100 А.
Автоматический плазменный метод основан на действии плазмотрона, формирующего лучевой поток. Плазменный пучок высокой мощности создается переменным током силой более 100 А и потоком газа.
Среди основных достоинств метода: возможность контролировать затраты энергии благодаря стабильной и «жесткой» дуге; относительно высокая скорость сваривания; изменяемое расстояние между соплом и обрабатываемой зоной без потери качества сварного шва.
Проверка качества сварки тонкой нержавейки
Непосредственно перед проверкой всего металлоизделия на соответствие действующим стандартам обязательно проверяется качество сварных швов для выявления возможных их недостатков как снаружи, так и изнутри. По возможности обнаруженные недостатки устраняются.
Перед вводом в эксплуатацию каждого изделия из тонкой нержавейки, обработанного сваркой, проводится его тщательный и многоуровневый контроль. Первый уровень проверки качества представляет собой визуальный осмотр изделия, позволяющий выявить наиболее заметные и грубые дефекты швов — непровары, крупные трещины и т. п.
Большая часть видимых деформаций в швах сваренного изделия из тонкой нержавейки выявляется именно на стадии визуального осмотра невооруженным взглядом. Но иногда применяются и специальные приспособления. Контрольные мероприятия по выявлению недостатков делятся на два вида: разрушающие и неразрушающие. К первому типу относят только визуальный осмотр, более сложные методы проверок причисляют ко второй категории.
В свою очередь, неразрушающий тип контроля бывает капиллярным, магнитным, ультразвуковым, радиационным и проверяющим на проницаемость.

Неразрушающий контроль отличается от разрушающего также сохранением внешнего вида изделия из тонкой нержавейки без его деформирования. Поэтому данный вид проверки является более востребованным.
Разрушающий контроль выполняется лишь после процесса сваривания изделия в постоянных условиях с применением одного типа сварки.
Методы проверки швов также различаются. Для контроля на соответствие ГОСТ и определения качества шва выполняются несколько видов проверок поочередно. Эти методы разделяются на химические, физические, механические, визуальный осмотр и ультразвуковая проверка.
Визуальный осмотр проводится без каких-либо финансовых трат — это самый дешевый способ. Но его использование диктуется отнюдь не экономией средств, а необходимостью для выявления самых грубых нарушений сварки.
Визуальному осмотру подвергаются все виды соединений металлических заготовок вне зависимости от того, какие проверки будут проводиться после этого. Зачастую визуально осматривают изделия из тонкой нержавейки на соответствие ГОСТ без вспомогательных средств. Для повышения точности иногда пользуются лупой с десятикратным увеличением.
Лупа поможет обнаружить наиболее мелкие дефекты (непровары, наплывы, подрезы и т. д.). Кроме визуального осмотра в процессе внешней проверки также обмеряются швы, замеряются кромки и проводятся другие процедуры. Для изделий из тонкого металла, производимых большим тиражом, используются специальные шаблоны, контролирующие точность и одинаковость замеров характеристик шовных соединений.
После успешного прохождения визуального осмотра деталь из тонкой нержавейки подвергается физическому осмотру, определяющему качество сварного шва и другие важные параметры. Физический контроль проверяет соответствие характеристик швов требованиям ГОСТ.
Физический и химический тесты требуют специального оборудования, такого как электромагнитный сердечник, а также других приспособлений. Любые контролирующие мероприятия после сварки тонкой нержавейки проводятся для определения качества не только шовного соединения, но и самого получившегося в результате изделия. Выявляются также нарушения в процессе сварочных операций.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Технология сварки нержавейки
Особенности сварки нержавейки
Существующая в настоящее время классификация причисляет нержавеющую сталь, отличающуюся высокой устойчивостью к коррозии, к высоколегированным сталям. Хром, как главный легирующий компонент, входит в состав в количестве от 12 до 30 %. Для того, чтобы повысить механические и антикоррозийные параметры такой стали, в ее состав вводят специальные добавки.

Получить эти параметры позволит добавление титана, марганца, никеля, молибдена. Кроме этого, современные технологии позволяют осуществлять закалку стали с большим содержанием хрома с целью повышения многих технических характеристик материала. Прежде чем переходить к рассмотрению технологий сварки нержавейки, применяемых в настоящее время, необходимо изучить некоторые особенности материала, оказывающие непосредственное влияние на его свариваемость. К ним относятся:
- Высокое значение показателя коэффициента линейного расширения. Этим обуславливается существенная литейная усадка металла, что может стать причиной повышенной деформации стали, которая остается и по завершении процесса сварки. При соединении конструкций, имеющих значительную толщину, обязательно нужно оставлять между ними зазор, иначе образование крупных трещин будет неизбежным.
- Пониженный в 1,5–2 раза уровень теплопроводности нержавеющей стали относительно других низкоуглеродистых металлов. Это свойство провоцирует увеличение теплоты и может привести к проплавлению поверхностей в области соединения. Поэтому технология сварки нержавейки требует снижения силы тока минимум на 15–20 % от величины, используемой при обработке обычной стали.
- Несоблюдение рекомендаций по выбору режима при термической обработке нержавеющей стали может привести к снижению антикоррозийных свойств материала. Это обуславливается тем, что при температуре выше +500 °С на краях зерен образовывается карбид хрома и железа и происходит процесс межкристаллитной коррозии.
Такую проблему можно решить несколькими способами, в частности, охлаждением свариваемых поверхностей путем полива их холодной водой. Этот метод эффективен для аустенитной хромоникелевой стали.
Как выбрать оборудование и подготовить нержавейку к сварке
Выбирая оборудование для сварки нержавеющей стали, необходимо ориентироваться на особые характеристики этого материала. Оптимальным выбором будут электроды, выполненные из нержавейки той же марки, что и свариваемые детали. Это обеспечит равномерность процесса расплавления, а, значит, и высококачественный результат.
Технология сварки нержавейки может предусматривать использование проволоки. Ее также подбирают по материалу соединяемых заготовок. Основная сложность в определении конкретной марки нержавеющей стали. Визуально это сделать невозможно, требуется проведение сложного спектрального анализа в специальной лаборатории. Решением этой проблемы может стать поиск информации, которую производитель обычно размещает на своем сайте.

Непосредственно перед процессом сварки детали из нержавейки необходимо подвергнуть специальной обработке. Для этого нужно:
- при помощи стальной щетки очистить поверхность каждой детали от пыли и грязи;
- используя растворитель (уайт-спирит, специальную жидкость или ацетон), обезжирить поверхности, тем самым увеличить устойчивость дуги;
- обработать свариваемые поверхности специальным раствором от налипания брызг. Это исключит необходимость механической обработки деталей после их сварки. Согласно технологиям сварки нержавейки существенным отличием подготовки этого материала считается обязательное наличие зазора между краями свариваемых элементов, за счет которого обеспечивается свободная усадка.
По окончании процесса сварки нержавейка также дополнительно обрабатывается. Несоблюдение этого технологического шага приводит к нежелательным последствиям: уменьшается прочность изделия, появляются следы коррозии. Методов обработки изделия после сварки существует несколько, но все они направлены на получение высококачественного сварочного шва. Добиться этого можно:
- При помощи механической зачистки сварочного шва. Цель данной процедуры – улучшить внешний вид изделия. Выполняется жесткой стальной щеткой.
- Применением пескоструйной обработки. Цель процедуры та же. После обработки сварочный шов еще красивее.
- Шлифованием, позволяющим получить идеально ровную поверхность шва. Все эти методы направлены на улучшение лишь внешнего вида сварочного шва и изделия в целом. По технологии сварки нержавейки качественную защиту от разрушения места сварки обеспечивают другими способами, а именно пассивацией и травлением.
Процесс травления заключается в обработке шва химически активным веществом: кислотой или специальной жидкостью. Такие растворы уничтожают окалины, на месте которых может появиться ржавчина.
Процесс пассивации заключается в нанесении на шов специальных средств, образующих на поверхности нержавейки защитную пленку из оксида хрома. Только химическая обработка сварочного шва гарантирует надежное противостояние коррозии.
Технологии сварки нержавейки
Множество технологий сварки нержавейки позволяют проводить процесс не только в заводских, но и в бытовых условиях. Наиболее часто применяются следующие виды сварки:
- ММА, с использованием покрытых электродов;
- DC/AC TIG, аргонодуговая, с использованием вольфрамовых электродов;
- MIG – технология сварки нержавейки полуавтоматом, с применением проволоки из нержавеющей стали:
- контактная сварка, которая может быть точечной или шовной;
- холодная сварка, подразумевающая соединение деталей без их плавления.
Рассмотрим все более подробно.
При отсутствии особых требований, касающихся качества сварочного шва, вполне допустимо выполнение сварки при помощи покрытого электрода. Это наиболее часто встречающийся вид сварки в бытовых условиях. Важно правильно подобрать электрод. Зная марку нержавейки, из которой выполнены свариваемые детали, нужно выяснить ее свойства по ГОСТу, а затем подобрать соответствующий электрод.

Чаще всего для проведения процесса сварки применяется ток обратной полярности.
Следует выбирать электрод с минимально возможным диаметром. Согласно технологии сварки нержавейки величина сварочного тока должна быть понижена для обеспечения небольшой передачи тепловой энергии.
Работу необходимо завершить быстрым охлаждением сварочного шва. Для этого его либо обдувают сжатым воздухом, либо кладут под детали медные подкладки. Некоторые виды нержавейки допускают использование холодной воды.
2. DC/AC TIG.
Технология сварки нержавейки аргоном обеспечивает выполнение повышенных требований, предъявляемых к качеству сварочного шва. Прекрасно подходит для работы с тонкой нержавеющей сталью. Именно этим способом сваривают трубы, работающие под давлением.
Подходит как постоянный, так и переменный ток.
Работы могут выполняться как на постоянном, так и на переменном токе. Присадочную проволоку следует выбирать с более высокой степенью легирования, чем у основного металла.
Движения электрода должны быть плавными, без колебаний, чтобы не нарушать зону сварки и предотвратить окисление стали. Защитить внутреннюю сторону шва можно путем осуществления поддува инертного газа аргона. Следует учитывать, что для нержавейки качество защиты внутренней стороны не так критично, как для титана. Технологии сварки нержавейки предусматривают использование для разжигания дуги бесконтактного метода. Применяется также графитовая или угольная плита. На ней разжигают дугу, а затем переносят на сталь. Так удается избежать попадания вольфрама в сварочную ванну.
При выборе режима сварки нужно учитывать толщину свариваемых элементов. Не менее важными считаются значения полярности и силы тока, диаметров электрода и присадочной проволоки, скорости процесса и количество расходуемого аргона. Добиться значительного снижения расхода вольфрамового электрода можно следующим образом. По окончании сварки, после разрыва дуги, в течение 15 секунд не прекращать подачи аргона, чтобы обдуть им электрод и снизить его окисление.
3. Сварка полуавтоматом MIG.
Суть метода почти ничем не отличается от описанного выше. Единственное отличие – в механизированной подаче нержавеющей проволоки. Благодаря применению этой технологии сварки нержавейки сварочный шов получается высочайшего класса. Сам процесс работы значительно упрощен и ускорен.
Использование различных сварочных техник делает доступным соединение материалов самой разной толщины:
- для тонколистовой стали применяют сварку короткой дугой;
- для деталей значительной толщины применяют сварку методом струйного переноса.
- Импульсную сварку считают самым управляемым методом. Она подразумевает подачу металла серией импульсов, что способствует значительному снижению средней величины сварочного тока, уменьшению теплового воздействия и исключению возможности прожога детали.
4.Метод контактной сварки.
Точечную и роликовую сварку нержавейки можно осуществлять на оборудовании, которое предназначено для соединения различных металлов. Эта технология прекрасно подходит для работы с тонкими (до 2 мм) листами металла. Различие лишь в выбираемых режимах.
Из-за повышенного сопротивления нержавейки в процессе работы происходит увеличенное выделение тепла, поэтому точечную сварку необходимо осуществлять с уменьшенной силой тока и увеличенным давлением сжатия. Соблюдение этих правил позволяет уменьшить время цикла, предохранить детали от прожигания, а также повысить антикоррозийные свойства шва за счет снижения возможности образования карбидов.
Благодаря роликовой технологии сварки нержавейки шов получается более надежным. Точечную технологию применяют чаще всего для менее ответственных соединений.
5. Метод холодной сварки.
Данный способ сварки применяется в промышленном масштабе. В бытовых условиях он не используется. Метод не подразумевает нагревания соединяемых деталей, основную роль в нем играет приложенное давление. Детали соединяются на уровне кристаллических решеток стальных заготовок.
Соединение деталей делается либо внахлест, либо в тавр. Размер нахлеста определяется толщиной металла, из которого изготовлены элементы. Может применяться односторонняя или двухсторонняя схема. При односторонней сварке давление прилагается только к верхнему листу нержавейки, который и подвергается пластической деформации. Это никак не влияет на качество соединения. Во втором случае давление оказывается на обе свариваемые детали.
Хотелось бы отметить лазерные и плазменные технологии сварки нержавейки, которые считаются крайне перспективными. Однако, как и холодная сварка, они не применимы в бытовых условиях. Для таких целей подходят первые три способа. Стоит подчеркнуть, что независимо от выбранного метода, качество сварочного шва определяет квалификация исполнителя.
При соединении нержавейки с другими металлами основная опасность таится в их совмещении. Разнородность материалов может значительно ухудшить свойства шва, сделать его хрупким и твердым, спровоцировать образование трещин. Чтобы подобное не случилось, нужно придерживаться следующих правил:
- при выборе присадки отдавать предпочтение высоколегированным или созданным на основе никеля сплавам;
- в обязательном порядке проводить тщательную обработку поверхностей перед сваркой и прокаливать электроды;
- не нагревать область сварки до начала работ;
- использовать электроды, которые предназначены для работы с высоколегированной сталью.
Сварной шов должен содержать как можно меньше основного металла (количество в общей массе не более 40 %). Основную часть должны составлять электроды или присадочная проволока, в зависимости от выбранной технологий сварки нержавейки.
Видео о способах сварки нержавейки
Читайте также: