Оборудование для стыковой сварки
Стыковая сварка стала самым простым, доступным и в то же время качественным способом соединения полиэтиленовых и полипропиленовых труб. Она обеспечивает надежное соединение труб и фитингов, которое в тестах на разрыв зачастую оказывается прочнее основного материала.
Обзор популярных моделей
На отечественных торговых площадках превалируют механические и автоматизированные аппараты стыковой сварки труб, доля автоматического оборудования относительно мала. В таблице ниже приведен Топ-7 устройств, которые можно рекомендовать для бытового и профессионального применения.
Используется совместно с внешним центрирующим устройством, удерживается на весу или крепится на горизонтальную поверхность с помощью струбцины.
Вид аппарата: Механический.
Преимущества: Относительно невысокая цена, широкий диапазон рабочих диаметров, возможность работы со всеми видами полимерных труб и фитингов, простая и надежная конструкция.
Недостатки: Отсутствие встроенного центратора и торцевателя, минимальное количество пользовательских настроек.
Рабочий диапазон – 20-250 мм.
Мощность – 800 Вт.
Напряжение питания – 220 В.
Цена: 50 000 рублей.
Унифицированный механический аппарат с широким ассортиментом комплектных зеркал (не менее 13 штук), точной центрацией и комплексом термодатчиков.
Преимущества: Универсальность, высокая мощность (один из лучших показателей среди механических аппаратов стыковой сварки), надежная конструкция, высокая точность выполнения всех операций.
Недостатки: Громоздкость, высокая цена.
Рабочий диапазон – 40-250 мм.
Мощность – 3000 Вт, из них:
- мощность нагревателя – 2000 Вт;
- мощность вспомогательных механизмов – 1000 Вт.
Цена: 140 000 рублей.
Состоит из центрирующего блока с торцевателем (привод от электродрели) и нагревательного модуля со сменными насадками девяти основных размеров.
Вид аппарата: Механический / частично автоматизированный.
Преимущества: Относительно невысокая цена, компактность, простота в эксплуатации, надежность и долговечность, наличие информативных датчиков.
Недостатки: Отсутствие полноценного гидравлического привода, малая мощность и не самая удачная реализация торцевателя.
Рабочий диапазон – 40-160 мм.
Мощность – 1700 Вт, из них:
- мощность нагревателя – 1000 Вт;
- мощность вспомогательных механизмов – 700 Вт.
Цена: 63 000 рублей.
Оснащен массивными зажимами с точным ходом, эффективной гидравлической системой с отдельным насосом, функционал может быть дополнительно расширен с помощью внешних модулей.
Вид аппарата: Автоматизированный.
Преимущества: Компактность, высокая мощность, высокая точность работы центратора и торцевателя, наличие внешнего модуля управления с пользовательскими подстройками.
Недостатки: Не самая удобная система привода, небольшое для своего класса количество насадок, требовательность к мощности сетей питания.
Рабочий диапазон – 32-160 мм.
Мощность – 3200 Вт, из них:
- мощность нагревателя – 1600 Вт;
- мощность торцевателя – 850 Вт;
- мощность гидроблока – 750 Вт.
Цена: 99 000 рублей.
Гидравлическая сварочная система промышленного класса, ориентированная на высокую производительность работ и стойкость к сложным внешним условиям.
Преимущества: Высокая мощность, широкий диапазон рабочих размеров со множеством сварочных зеркал, точная работа за счет установки качественных алюминиевых фиксаторов, информативный цифровой дисплей и удобный пульт пользовательской настройки аппарата.
Недостатки: Высокая цена, громоздкость (вес более 150 кг), относительно малая надежность комплектных гидравлических шлангов при регулярной работе под большими нагрузками.
Рабочий диапазон – 63-315 мм.
Мощность – 4850 Вт, из них:
- мощность нагревателя – 3000 Вт;
- мощность торцевателя – 1100 Вт;
- мощность гидроблока – 750 Вт.
Цена: 270 000 рублей.
Промышленный компьютеризированный аппарат стыковой сварки для труб среднего диаметра, оснащенный гидравлической системой высокого давления; дополнительно может комплектоваться стрелой-манипулятором для установки труб; блок управления в базовую сборку не входит и приобретается отдельно (около 150 000 рублей).
Вид аппарата: Автоматизированный / автоматический.
Преимущества: Высокая мощность, модульная конструкция, позволяющая экономить средства на ненужных функциях, установка лучших комплектующих от ведущих производителей, стойкость к температурам окружающей среды от -5℃ до +45℃.
Недостатки: Высокая стоимость, необходимость подключения к силовым промышленным электросетям (потребляемый ток до 30 А).
Рабочий диапазон – 315- 630 мм.
Мощность – 11 800 Вт, из них:
- мощность нагревателя – 9200 Вт;
- мощность торцевателя – 1500 Вт;
- мощность гидроблока – 1100 Вт.
Напряжение питания – 380 В.
Цена: 570 000 рублей.
Мощная полностью автоматическая система для сварки полимерных труб большого диаметра с памятью нескольких сотен тысяч протоколов, может работать полностью автономно или с помощью операторского пульта.
Вид аппарата: Автоматический.
Преимущества: Высокая мощность, возможность работы с трубами большого и сверхбольшого диаметра, точная механика и электроника, базирующаяся на новейших разработках в области промышленного программирования, простое управление, бесступенчатая регулировка температуры нагревателя и давления в гидравлической системе.
Недостатки: Высокая стоимость, крайняя громоздкость (масса с навесным оборудованием более 2 тонн).
Рабочий диапазон – 630- 1000 мм.
Мощность – 21 200 Вт, из них:
- мощность нагревателя – 15 000 Вт;
- мощность торцевателя – 4000 Вт;
- мощность гидроблока – 2200 Вт.
Цена: 1 890 000 рублей.
При выборе конкретной модели следует исходить из номенклатуры материалов, с которыми приходится работать чаще всего (их материал, диаметр, физические характеристики), а также расчетной трудоемкости работ. В бытовых и промышленно-полевых условиях широко используются механические и автоматизированные аппараты для стыковой сварки, при проектировании сложных трубопроводов большого диаметра целесообразно отдавать предпочтение качественным автоматизированным автоматическим моделям высокой мощности.
Виды и особенности аппаратов для стыковой сварки
Суть метода заключается в расплавлении торцевых поверхностей соединяемых деталей до состояния жидкотекучести с последующим соединением под давлением. Соединяясь в горячем виде, полиэтилен или полипропилен застывают как одно целое, а избыток материала вытесняется во внутренний и внешний грат. Поскольку данный метод сварки предъявляет высокие требования к оперативности выполнения работ и точности взаимного центрирования деталей, он требует применения особого сварочного оборудования.
Механический аппарат
Представляет собой ручной инструмент, состоящий из нагревающего элемента и центрирующего устройства. Сжатие разогретых труб происходит за счет мускульной силы оператора, воздействующего на них через систему рычагов и толкателей.
Может использоваться для сварки труб диаметром от 5 до 250 мм. При работе с материалами меньшего диаметра образуется слишком толстый грат, при избыточном диаметре трубы не обеспечивается достаточная сила прижатия.
Автоматизированный
Конструкция такого устройства включает в себя электронный и гидравлический блоки. Первый отвечает за высокоточное центрирование труб, а также позволяет ввести необходимые параметры сварки, такие, как температура нагрева, давление в стыке, время сварки. Второй необходим для создания достаточного усилия в системе.
Автоматизированные аппараты стыковой сварки труб допускают работу с трубами диаметром 20-1000 мм, в том числе толстостенными.
Автоматический
Принцип действия подобного оборудования основан на программных алгоритмах, на которые оператор влияет лишь косвенно. Основные сварочные параметры закладываются в компьютерную базу данных: на их основе станок выбирает режим проведения работ, осуществляет и центрирование деталей, и прогрев их торцевых поверхностей, проводит операции сжатия, используя гидравлическую систему с приводом от электромотора. Современное автоматическое оборудование может работать с ПВХ-трубами диаметром до 2000 мм.
Критерии стоимости оборудования
Разумеется, с увеличением сложности оборудования увеличивается и его цена. Кроме того, она зависит от универсальности системы. Так, станки, ориентированные на работу с ограниченным диаметром труб (например, 25-90 мм), будут стоить дешевле, чем их аналоги, охватывающие более широкий спектр материалов. И, наконец, последним критерием, влияющим на стоимость сварочного аппарата, является фирма-производитель. В большинстве случаев брендовые товары заметно точнее и надежнее своих «безымянных» аналогов.
Оборудование для стыковой сварки
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Основным элементом оборудования для стыковой сварки являются сварочные машины.
Сварочные машины
Машины по конструкции и назначению весьма разнообразны и их классификация производится по тем же признакам, которые приняты для точечных и шовных машин, например, по виду сварки: для сварки сопротивлением и оплавлением, роду тока, назначению и т. д.; аналогичны и электрические характеристики машин.
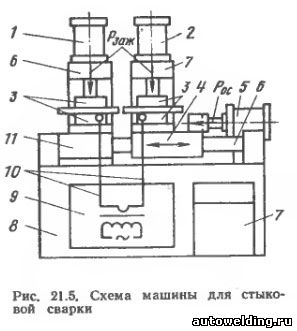
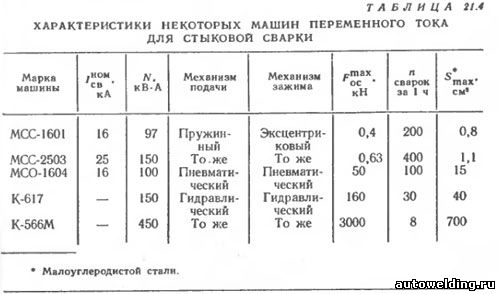
Типовая схема универсальной машины для стыковой сварки приведена на рис. 21.5. Она состоит из станины 8, сварочного трансформатора 9, вторичного контура 10, подвижной 4 и неподвижной 11 плит, токоподводов (губок) 3 для закрепления деталей, зажимных цилиндров 1 и 2, привода подачи 5, направляющих 6 и блока системы управления 7. Наиболее широко применяются машины переменного тока (табл. 21.4), которые обозначаются по виду сварки с указанием наибольшего тока (кА) и номера модели. Например, МСС-1601 — машина для стыковой сварки сопротивлением, Iсв. max= 16 кА, модель № 1 (ГОСТ 297—80). Машины ИЭС им. Е. О. Патона обозначаются буквой К с указанием модели, например К-617 и т. д.
Используется ряд специализированных машин, например, МС-401 для сварки ленточных пил, МСО-1601 для сварки цепей, для сварки железнодорожных рельсов на путях (К-155 и К-355) и в стационарных условиях (К-190 П). Машины К-354. К-393 и К-375 предназначены для сварки легких сплавов сечением до ≤2 дм 2 (К-354). Сварка труб диаметром ≤1,02 м в полевых условиях производится на полустационарных (ТКУС) и передвижных установках (ТКУП). Для сварки труб диаметром 1,42 м со стенкой толщиной 16,5—20 мм используются комплексы «Север» с машиной К 700, которая вводится внутрь трубы.
В приборостроении и радиоэлектронике применяются конденсаторные машины для соединения деталей малого диаметра до 1—2 мм. Известны и машины постоянного тока, например, для сварки оплавлением тонкостенных деталей из титановых сплавов, сварки сопротивлением цепей (в Японии).
Системы управления оборудованием
Система управления обеспечивает включение и выключение тока, регулирование силы тока (вторичного напряжения), обеспечивает определенную временную программу выполнения операций зажатия, подогрева, оплавления, осадки, снятия грата, термообработки в машине, перемещение деталей и т. д.
На простых машинах малой мощности программирование осуществляется конечными выключателями. Более сложные системы управления основаны на применении кулачковых устройств, которые задают скорость перемещения деталей, длительность нагрева (оплавления), момент приложения усилия осадки и его величину. На мощных машинах (К-190П, К-355 и т. д.) используются релейные системы управления. Вторичное напряжение изменяют переключением ступени трансформатора или регулированием угла включения тиристорного контактора. Скорость движения плиты изменяют, варьируя число оборотов ротора двигателя электромеханического привода. Наиболее совершенными являются адаптивные системы управления с обратными связями, например, по температуре, частоте пульсаций тока при оплавлении, позволяющие обеспечить высокое качество соединений при действии возмущающих факторов.
Приспособления и оснастка
Для установки и центрирования деталей, подвода к ним тока, в машинах имеются зажимные токоподводящие устройства с винтовыми (усилие зажатия до 40 кН), рычажными, эксцентриковыми, пневматическими (до 100 кН), гидравлическими (50 мН) и электромеханическими приводами.
Электроды изготовляются из меди или бронзы (БрНБТ, БрНК, МЦ2, МЦЗ и т. д.). Их форма соответствует свариваемым деталям для предотвращения проскальзывания. Приводы перемещения или подачи плиты обеспечивают относительное медленное движение детали при нагреве (оплавлении) и быстрое при осадке. Известны приводы, в частности, пружинные (усилие до 1 кН), рычажные (до 50 кН), электромеханические (кулачковые — до 75 кН) и гидравлические (до 3 МН).
Машины-автоматы
Поточные автоматизированные машины
Известен ряд машин-автоматов, например, для сварки цепей. Сначала прутки разрезаются на заготовки требуемой длины, загибаются звенья, вяжется цепь и подается под стальные зажимы с медными электродами. Стык звена подогревается, оплавляется и сваривается. Грат зачищается резцовой головкой. После сварки звенья подвергают закалке и отпуску. Например, установка УСО-2501, выпускаемая ПЗТЭСО, предназначена для стыковой сварки оплавлением с предварительным подогревом высокопрочных цепей калибров 22—30 мм для горных машин. Автоматически выполняется сварка, зачистка грата и перемещение цепи на два шага. Система управления выполнена на бесконтактных элементах с применением микросхем. Производительность машины 3—4,5 стыков в мин.
Стыковые машины устанавливаются в автоматические поточные линии, в частности изготовления колес легкового автомобиля ВАЗ. В этой линии кроме сварки обода осуществляется правка полосы, закатка обода, обрезка грата и профилирование обода. Часовая производительность такой линии 720 колес.
При производстве труб, приварке к ним ребер широко используется высокочастотная стыковая сварка. На рис. 21.6 приведена схема автоматической трубосварочной установки.
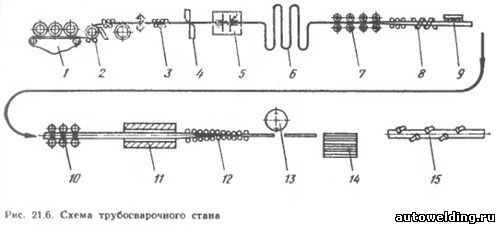
Лента из рулонов с конвейера 1 и разматывателя 2 правится в валках 3 и после обрезки концов на ножницах 4 сваривается в непрерывную полосу на стыковой машине 5. Непрерывность этих операций обеспечивается петлеобразователем 6. Далее полоса подается в формовочное устройство 7 и поступает в сварочную машину 8, где производится нагрев в индукторе и сварка продольного шва заготовки. Трубы охлаждаются до 50—60°С в холодильнике 9 водовоздушной смесью, калибруются на стане 10, вновь нагреваются в индукционной печи 11, направляются на редукционный стан 12, а затем на резку летучей пилой 13 и на участки отделки 14 и 15.
Контактные сварочные аппараты
Стыковая сварка нержавейки прутка /проволоки D 1, 6mm - D 6mm. Чёрный металл до D 8mm. Полосы от L 10mm-50mm. Регулировка количества металла, идущего на выплав шва в мм.
Доставка из г. Саратов В наличии Новое
Центраторы внутренние гидравлические ЦВ 32, ЦВ 42, ЦВ 54, ЦВ 85, ЦВ 107, ЦВ 127, ЦВ 147 предназначены для центровки торцов секций и отдельных труб при сварке неповоротных и
Доставка из г. Томск В наличии Новое
Термообработка (отжиг, нормализация ) ТВЧ сварных швов стыков трубопроводов высокого
Доставка из г. Санкт-Петербург В наличии Новое
Изготовление в кратчайшие сроки. Предназначена для сварки - каркасов шириной до 1650 мм - одновременно двух каркасов суммарной шириной от 680 до 1400 мм, с ячейкой от 50х100
Доставка из г. Обнинск В наличии Новое
Реализуем машины контактной сварки: МТ-2202,точечная сварка; МШ-3207,шовная сварка; МТП-1110 подвесная точечная сварка,в комплекте с клещами КТП-8х7; МТМ-32
Доставка из г. Москва В наличии Новое
предназначена для электрической контактной точечной сварки плоских арматурных сеток из прутков арматурной стали
Предназначена для электрической контактной точечной сварки сеток экономичного армирования (с укороченными поперечными стержнями), а также обычных плоских
Доставка из г. Чебоксары В наличии Новое
Установка предназначена для сварки тонкостенных деталей (патент
Сварка ленточных пил, включая биметаллические в
Доставка из г. Новосибирск В наличии Новое
Универсальная многоконтактная линия серии UPALT является универсальным оборудованием и предназначена для сварки арматурной сетки из прутков диаметром от 4 до 14 мм.
В продаже автоматическая линия контактной сварки АЛИКС-10xx в Чебоксарах Автоматическая линия контактной сварки модели «АЛИКС-10хх» предназначена для
Машина стыковой сварки арматуры МСО 28 ( МСО 201 ) предназначена для стыкования концов арматурной стали контактным способом сварки (непрерывным оплавлением). Станок
В комплект поставки входит система охлаждения, устройство для шлифовки медных токоподводов, кронштейн для подвешивания ленточных пил и обучение оператора.
Компания ООО"Метиз-Профи" предлагает оборудование для конденсаторной , контактно-дуговой сварки ,а также метизы для данного оборудования( втулка, шпилька, клема
Отличительной особенностью данной машины является ее малая инерционность, что обеспечивается уменьшенной массой подвижных частей. Это особенно важно при сварке
Машина предназначена для промышленного использования с высокой производительностью. Категория исполнения УХЛ-4. Машина запатентована (патент №77255 от 04.08.2004, Бюл.
Доставка из г. Тольятти В наличии Новое
По схеме работы клапан КЭП 16-1 можно отнести к пневмораспределителям 5/2, т.е. 5-ти линейным двухпозиционным распределителям собой 2-х позиционный 5-ти линейный
Доставка из г. Рязань В наличии Новое
Машина контактной точечной сварки с радиальным ходом верхнего электрода МТР-17053: – не требует пневмосети – не требует подвода воды и канализации – имеет
сварка полиэтиленовых труб диам.510; 40-160 мм. В комплекте: четырехзажимный центратор с гидравлическим приводом, ручной гидравлический насос, механическое
Сварка ленточных пил, включая биметаллические, в петли. Сварка
Доставка из г. Екатеринбург В наличии Новое
Машина предназначена для электрической контактной сварки листовых или проволочных деталей из низкоуглеродистой стали при повторно-кратковременном режиме.
Машина МТ-1928 предназначена для электрической контактной сварки листовых или проволочных деталей из низкоуглеродистой стали при повторно-кратковременном
Доставка из г. Краснодар В наличии Новое
Машина контактной сварки МТР совмещает в себе высокую производительность, продолжительный срок службы и безупречное качество сварочных участков. Агрегат
Машина для стыковой сварки труб с отдельным
Машина для стыковой сварки труб одноразовом проваром с отдельным
Данная машина в основном пременяется для вырезки труб по линии пересечению и седловидных соеденений концов труб. Она применится к ортогональному пересечению и
Конденсаторно-разрядная сварка шпилек с концевым поджигом служит для приварки металлических стержней диаметром от 1 до 10
Аппарат Фарадей предназначен для приварки крепежа (шпилек, втулок, клемм заземления, изоляционных гвоздей и пр.) к металлическому основанию. Материал крепежа
Машина предназначена для электрической контактной сварки листовых или проволочных деталей из низкоуглеродистой стали при повторно-кратковременном
Доставка из г. Челябинск В наличии Новое
Центратор для сварки труб - это приспособление, используемое для центрирования труб перед свариванием стыков. Предназначены для труб диаметром от 530мм до
Стыковые контактные сварочные аппараты
Электрогидравлическая сварочная машина применяется для сварки встык труб PE, PP, PVDF диаметром от 90 - 315
Машина МСО-201 предназначена для стыковой сварки непрерывным оплавлением и оплавлением с предварительным подогревом: • деталей из низкоуглеродистой стали
Предназначена для стыковой сварки непрерывным оплавлением и оплавлением с предварительным подогревом: • деталей из низкоуглеродистой стали сечением 120 – 1000
Предлагаем станок для стыковой сварки арматуры МСО-606 АМСО-40 в Москве АМСО 40 НТ это стационарная установка, предназначена для стыковой сварки арматуры контактным
Машина КС 011Н предназначена для контактной стыковой сварки промышленного проката различной формы (круг, уголок, квадрат, труба, полоса и т.д.) сечением до 4000 мм2 из
Машины контактной сварки МСС – 901 Н используются в промышленности и на производственных предприятиях для стыковой сварки. Имеют отличную производительность,
Доставка из г. Белгород В наличии Новое
Машина предназначена для контактной стыковой сварки изделий круглого сечения из низкоуглеродистых и легированных сталей, а также стержней арматуры из стали
Доставка из г. Казань В наличии Новое
Для изготовления соединительных деталей из полиэтиленовых труб диаметром от 110 до 315
Для стыковой сварки полиэтиленовых
Доставка из г. Екатеринбург В наличии
Установка предназначена для контактной сварки стальных труб 114-325 мм в плети и нитку методом
Стыковая сварка
Подавляющее количество различных металлических конструкций получается при применении технологии сварки. За длительный период применения подобной технологии было разработано несколько ее разновидностей, некоторые характеризуются высокой эффективностью, другие подходят для работы с труднообрабатываемыми материалами. Среди всех технологий отметим стыковую сварку. Она характеризуется большим количеством особенностей, о которых поговорим подробнее.

Технология стыковой электросварки металлов
Следует учитывать, что стыковая сварка является частным случаем контактной. Именно поэтому обе технологии предусматривают применение практически одной и той же аппаратуры. Применяемый сварочный аппарат характеризуется следующими особенностями:
- Генерация электрического тока проводится за счет установки трансформатора повышенной мощности.
- Передача электрического тока проводится за счет неподвижного электрода.
- Конструкция также имеет подвижный электрод, за счет которого проводится подача энергии.
- Для передвижения основного элемента может проводится установка различного привода.
- Есть и система управления технологическим процессом.
Особенности конструкции определены тем, как именно проводится стыковая сварка. Стоит учитывать, что схема стыковой сварки характеризуется следующими особенностями:
- Нет необходимости генерировать большой ток. Это связано с тем, что используемый расходный материал обеспечивает поддержание стабильной дуги.
- Метод предусматривает лишь локальный нагрев поверхности. За счет этого существенно повышается эффективность процесса и снижаются затраты на количестве затрачиваемого тока.

Схема контактной стыковой сварки
В целом можно сказать, что технология характеризуется довольно большим количеством особенностей, которые должны учитываться. Силовой сварочный трансформатор генерирует напряжение от 2 до 10 вольт.
Процесс осуществления ручной сварки
Сегодня выполняется сварка при применении рассматриваемой технологии для получения качественных изделий. К особенностям процесса можно отнести следующие моменты:
- Перед началом проведения работы заготовки размещаются в специальных креплениях. В качестве подобных элементов выступают электроды.
- Применяемые зажимы максимально повторяют форму будущего изделия. За счет этого можно получить качественное изделие.
- В качестве электродов применяются специальные расходные материалы, которые характеризуются хорошей устойчивостью к механическому воздействию.
- За счет специального привода обе заготовки подводятся друг к другу. Передаваемое усилие может быть достаточно большим, за счет чего повышается качество соединения.
После прочного зажатия соединяемых заготовок трансформатор включается. Через электроды ток подается на обрабатываемую часть заготовки. Высокий показатель тока обеспечивает локальный нагрев металла.

Ручная гидравлическая машина для стыковой сварки
Приведенная выше информация указывает на то, что стыковая контактная сварка может проводится при применении специального оборудования. За счет их особенностей можно автоматизировать процесс и повысить качество получаемых изделий.
Преимущества
У рассматриваемой технологии есть довольно большое количество преимуществ, что определило ее распространение. Примером назовем нижеприведенную информацию:
- Нет необходимости в проведении тщательной подготовки обрабатываемых кромок.
- При обычной сварке в некоторых случаях приходится выполнять термическую подготовку поверхности. Это связано с тем, что локальное воздействие высокой температуры позволяет достигнуть наилучшего результата.
- Получаемое соединение характеризуется вповышенной надежностью и прочностью. Как показывает практика, если при проведении работы соблюдались все рекомендации, то соединение может прослужить в течение длительного периода.
- Рассматриваемый метод характеризуется простотой и легкостью в исполнении. Именно поэтому мастер не должен обладать особыми навыками.
- Оказываемое тепловое и механическое воздействие обеспечивает получение однородного металла. Именно поэтому можно получить металл с высокой прочностью.
- В определенных условиях можно автоматизировать процесс.
- Высокое значение производительности.

Сварка труб для ливневой канализации
Довольно большое количество преимуществ контактной сварки определяет ее распространение. Однако, нужно учитывать и некоторые недостатки технологии, о которых далее поговорим подробнее.
Недостатки
Есть и несколько существенных недостатков, которые нужно учитывать при рассмотрении процедуры контактной сварки. Они следующие:
- Довольно большие электрические затраты. Это связано с тем, что нужно подавать ток с высоким напряжением для плавления материала.
- Предъявляются высокие требования к размерам соединяемых элементов.
- Применяемое оборудование характеризуется большой стоимостью. Поэтому в домашних условиях провести рассматриваемую работу практически не возможно.
Подобные недостатки определяют то, что технология получила широкое распространение.
Методы стыковой сварки
Стоит учитывать, что выделяют несколько различных методов стыковой сварки. Наибольшее распространение получили:
- Сварка оплавлением.
- Метод сопротивления.
Все технологии характеризуются своими определенными особенностями, которые нужно учитывать.
Стыковая сварка методом сопротивления
Распространенная стыковая сварка сопротивлением характеризуется довольно большим количеством особенностей. Они следующие:
- Заготовки исключительно прижимают специальными губками к электродами. За счет этого обеспечивается быстрое прохождение тока через обрабатываемые материалы.
- Применение специальных губок позволяет исключить вероятность проскальзывания деталей между используемыми электродами, через которые подается напряжение на обрабатываемые поверхности.
- Следующий шаг заключается в подаче электрического тока. За счет этого происходит нагрев металла в обрабатываемой зоне.
- После этого прикладывается осадок, за счет которого уменьшается наплав. Следующий шаг заключается в подаче сильного тока для максимального нагрева поверхности.
При электрическом сопротивлении можно провести обработку деталей с небольшим сечением. Максимальный показатель толщины поперечного сечения составляет 40 миллиметров. При этом формируется прочное соединение в стыке без расплавления металла.
Стыковая сварка методом оплавления
Рассматриваемая технология также получила широкое распространение. Для нагрева торцов деталей применяется специальное оборудование, которое позволяет получить качественный шов. Среди особенностей контактной сварки можно отметить следующие моменты:
- Соединяемые элементы подводятся на небольшой скорости друг к другу.
- На протяжении всего процесса напряжение остается неизменным.
- За счет равномерной подачи соединяемых элементом происходит выравнивание всех микронеровностей.
- Происходит оплавление поверхности для обеспечения максимальной площади контакта.
- Нет необходимости в проведении тщательной подготовки поверхности.

Сварка методом оплавления
Воздействие высокой температуры приводит к появлению качественного соединения, которое характеризуется прочностью и надежностью.
Стыковая сварка пластиковых труб
Рассматриваемая технология применяется для соединения пластиковых труб. Среди особенностей стыковой сварки отметим следующие моменты:
- Стоит учитывать, что пластик не пропускает ток. Именно поэтому приходится использовать специальное оборудование с контактным нагревателем.
- Оба соединяемых элемента должно прилегать плотно друг к другу. Именно поэтому диаметр труб должен идеально подходит друг к другу.
- Для того чтобы равномерно нагреть поверхность применяется специальная насадка, которая повторяет форму трубы.
- На момент воздействия тепла насадку немного сжимают. При воздействии давления образуется качественное соединение.

Сварка полиэтиленовых труб
После того как поверхность была оплавлена требуется некоторое время для ее остывания. В продаже встречается просто огромное количество различных специальных инструментов для получения качественного соединения труб из ПВХ.
Свойства шва
Распространение технологии можно прежде всего связать с высоким качеством получаемого шва. Он характеризуется следующими свойствами:
- Повышенные декоративные качества. При обычной сварке может образовываться широкий вал, который приходится дополнительно обрабатывать для получения ровной поверхности.
- Надежность и прочность соединения. Шов может выдерживать самое различное воздействие, в том числе и переменную нагрузку.
- В зоне расположения шва металл не теряет свои свойства, так как происходит локальный нагрев металла.
Как правило, качество получаемого шва проверяется визуально. На высокопроизводительной линии для этого может применяться специальное оборудование.
Устройства для осуществления процесса
Оборудование для контактной сварки может применяться для полной автоматизации проводимого процесса. В большинстве случаев достаточно лишь правильно разместить заготовки и нажать на одну клавишу. К другим особенностям аппаратов стыковой сварки можно отнести следующие моменты:
- Хорошая производительность.
- Возможность автоматизации процесса.
- Высокая стоимость оборудования.
- При проведении работы исключается вероятность допущения ошибки.

Аппарат для стыковой сварки
В продаже можно встретить оборудование самых различных производителей. Рекомендуется уделять внимание продукции лишь известных компаний.
Виды сварочной проволоки
При проведении стыковой сварки следует правильно выбрать наиболее подходящую проволоку. Она может применяться для получения качественного изделия. Специалисты должны различать разновидности проволоки и уметь подбирать наиболее подходящую. Сегодня в продаже встречается следующая проволока:
- Медная получила большое распространение при соединении низкоуглеродистых сталей.
- Из нержавеющей стали подходит для работы с хромированными и другими легированными сталями
- Алюминиевая чаще всего выбирается при работе с сулиминами или дюралюминием.

Медная сварочная проволока
Кроме этого, уделяется довольно много внимания выбору поперечного сечения. Он подбирается в зависимости от того, какая будет площадь контакта соединяемых элементов.
Области применения стыковой сварки
Распространение подобного метода можно связать с различными их достоинствами. Стыковая сварка используется:
- В строительстве при изготовлении монолитных конструкций. Они должны быть рассчитаны на воздействие большой нагрузки.
- В металлургии метод используется для соединения листового и проволочного проката. Стыковая сварка позволяет получить сплошную поверхность высокого качества.
- В железнодорожной сфере проводится создание рельс без стыков. Они позволяют технике развивать довольно высокую скорость. Для соединения отдельных секций уходит относительно небольшое количество времени.
- В автомобильной сфере технология стыковой сварки применяется для получения корпусных изделий. Особенности применяемого оборудования позволяют получать изделия сложной формы.
- При создании режущей части из легированной стали также применяется контактная сварка. Именно поэтому при работе режущая кромка не цепляется за обрабатываемую поверхность. Прочность соединения довольно высокая, поэтому инструмент выдерживает оказываемую нагрузку.
- Соединение стальных и пластиковых труб также проводится при применении рассматриваемого способа. За счет применения специального инструмента можно получить равномерный шов высокого качества.
Трубопроводы для подачи газа и нефтепродуктов также создаются при контактной сварке. Технология позволяет соединять трубы диаметром до 1420 мм. Высокая производительность позволяет сделать герметичное соединение в течение 5 минут.
В заключение отметим, что контактная сварка в большинстве случаев может заменить распространенную технологию, связанную с подачей тока высокого напряжения на обрабатываемую деталь. При этом не происходит расплавка металла и изменения основных эксплуатационных качеств.
Читайте также: