Оборудование для сборочно сварочных работ
Сварочный стол – неотъемлемый атрибут любой мастерской, приспособление, необходимое для проведения сварочных работ. Он представляет собой специальное устройство, с помощью которого удается обеспечить комфортный и безопасный рабочий процесс.
Особенности
Одним из важных параметров такого стола является обеспечение безопасности сварщика. Среди особенностей конструкции выделяют следующие:
- наличие принудительной вытяжки, оборудованной над столом, – она предназначена для выведения наружу сварных газов и пыли;
- размещение воздушных нагнетателей, образующих вытяжной поток;
- подсветка рабочей зоны, обеспечивающая комфортное проведение сварочных работ;
- наличие закрытых отделений, в которых можно хранить используемое оборудование.
Еще одна особенность сварочного стола – отсутствие в его конструкции материалов, которые отличаются огнеопасностью или выделением токсичных веществ в процессе нагревания.


Области применения
С помощью стола для сварки удается облегчить процесс выполнения отдельных индивидуальных работ, а также сделать более эффективной сварку серийных деталей. Так, например, для сборки крупногабаритной конструкции сначала потребуется сварить отдельные узлы, и данную процедуру легче выполнить на специальном столе.
Преимущество сварочных столов в наличии направляющих с подвижными упорами и зажимами. При необходимости их положение можно зафиксировать с помощью линейки, предусмотренной на поверхности.
Обзор видов
Сегодня производители подобных конструкций выпускают различные модели. Все столы можно поделить на 3 типа:
- обычный верстак;
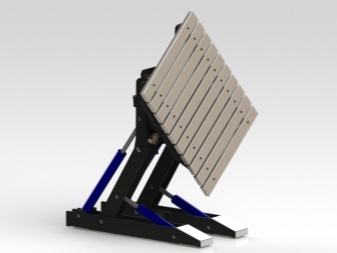
- поворотные конструкции;
- универсальные конструкции с дополнительными функциями.
Стоит подробнее рассмотреть, что представляет собой каждый из перечисленных типов.
- Обычные верстаки. Простейшее монтажное приспособление, выполненное из металла. Столешница тоже металлическая, что обеспечивает высокую прочность конструкции. На верстаке предусмотрены дополнительные элементы в виде струбцин, зажимных уголков или тисков.


- Поворотные. Более сложное оборудование профессионального типа с электроприводом в конструкции. Преимущество таких столов в том, что они могут поворачиваться по определенной оси или по наклону. Подобные приспособления используют, если речь заходит об изготовлении деталей сложной формы.
- Универсальные. Такие конструкции дополнительно оборудуют различными приспособлениями и устройствами сварочно-зачистной конфигурации, способными облегчить проведение сварочных работ. Дополнительно универсальные или складные столы оснащены вытяжными устройствами для удаления вредных газов и пыли.

Материалы
Обычно приспособления для проведения сварочных работ делают чугунными или металлическими. Рабочую поверхность выполняют из нержавеющей и конструкционной стали. Она отличается небольшим весом и повышенной прочностью.
Размеры
Одной из ключевых характеристик стола для сварки является размер рабочей зоны. Этот показатель влияет на габариты обрабатываемых деталей и изделий, которые смогут поместиться на столешнице. Стандартные размеры подобных конструкций лежат в пределах от 700х700 мм до 2980х1480 мм.
Высота не должна превышать 1,4 метра.
Столы с небольшой рабочей зоной подходят для сварки мелких деталей или узлов. Крупные столешницы предназначены для работы с объемными металлоконструкциями.
Лучшие бренды
Стол для сварки – приспособление, с помощью которого удается организовать получение качественных изделий посредством применения сварочных технологий. Сегодня выпуском подобных конструкций занимаются различные производители. К наиболее популярным брендам относятся следующие.
- Siegmund. Преимущество компании в выпуске продукции, полностью соответствующей установленным требованием. Дополнительно производитель оборудует модели быстрозажимной оснасткой, что позволяет повысить производительность работ.
- Forster. Немецкий бренд, специализирующийся на сборке модульных вариантов. Столешницы из чугуна или феррита при необходимости легко снимаются, позволяя изменить форму стола и оборудовать его под конкретную заготовку. Большинство выпущенных моделей имеют поворотную, подъемную или вращающуюся конструкцию.
- Demmeler. Еще одна немецкая компания, специализирующаяся на создании 3D-сварочных столов и приспособлений к ним. Преимущество производимых моделей – в универсальности конструкции.
- «Завод ВТО». Компания, расположенная в Ульяновске. Занимается выпуском широкого ассортимента нестандартизированного оборудования. В число сборных конструкций входят сварочные столы, а также дополнительное оборудование для улучшения производства.
- VTM. Компания, завод которой находится на территории России. Занимается изготовлением и выпуском систем D16 и D28. Также российский бренд изготавливает типовую оснастку и изделия под заказ.
- Evidence. Компания занимается выпуском сварочно-сборочного оборудования. Преимущество – большой выбор моделей с широким вариантом размеров столешниц.
Одним из самых узнаваемых брендов на рынке является ESAB. Производитель из Швеции занимается сборкой высококачественного сварочного оборудования, а также выпускает различные расходные материалы.
Как выбрать?
Не всегда удается с первого раза подобрать подходящий стол для сварки. В первую очередь процесс подбора конструкции зависит от задачи, которую необходимо будет решить с ее помощью, а также от того, имеется ли место для установки подобного оборудования.
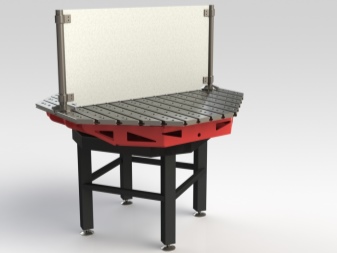
Для любителей работать в комфортных условиях оптимальным вариантом станет круглый поворотный стол. Его устанавливают на заранее подготовленную жесткую опору для повышения безопасности проводимых работ. В случае, когда речь идет об изготовлении сложных сварочных конструкций, лучше выбрать стол с уже установленным рабочим оборудованием.


Сегодня производители выпускают различные комплектации столов для сварки. Конструкции могут включать в себя дополнительное оборудование, а также специальные приспособления для облегчения выполнения технологического процесса.
Подобрать подходящий стол помогут рекомендации специалистов.
- В первую очередь следует обращать внимание на габариты конструкции. Они должны быть комфортными для работы. Если об этом не позаботиться, сварка может стать неприятным и небезопасным процессом.
- Ограждение рабочей зоны имеет немаловажное значение. Она выступает в роли защитного экрана, и при выборе стола рекомендуется предусмотреть, чтобы ограждение было выполнено из огнестойкого материала.
- Вес стола не должен быть меньше 180-200 кг. Этот показатель обеспечивает жесткость конструкции.
- От энергосберегающих ламп рекомендуется отказаться. Дело в том, что их свет создает блики, которые мешают комфортному выполнению процесса.
- Наличие поворотной платформы – это плюс. Поэтому лучше отдавать предпочтение таким моделям.
В некоторых столах отсутствует встроенная вентиляция. В этом случае можно дополнительно приобрести передвижной вентилятор, оборудованный магнитными присосками.
Выбор стола для сварки требует ответственного подхода и учета всех необходимых характеристик.
Однако если нет желания отдавать предпочтение какой-то определенной модели, можно изготовить конструкцию на заказ. Такой подход позволит создать приспособление, которое будет отвечать всем требованиям будущего владельца. При этом покупатель не переплатит за ненужный функционал.
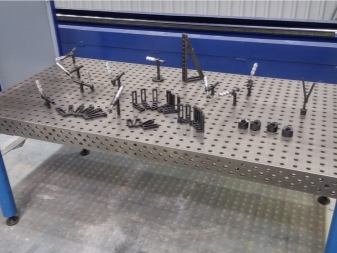
Для организации комфортных условий работы при выборе сварочных столов следует дополнительно присмотреться к набору инструментов. С их помощью удастся обеспечить фиксацию соединяемых элементов или деталей, а также быстро менять положение заготовки или столешницы, если это потребуется.
Если речь идет о приобретении стола для домашнего использования в гараже или мастерской, то оптимальным вариантом станут универсальные конструкции. Такие приспособления предназначены как для проведения сварочных работ, так и для шлифовки деталей и изделий, сверления, заточки и других технологических процессов.
Оснастка
Чтобы сварочные работы за столом проходили комфортно, безопасно и быстро, следует позаботиться о приобретении специального оборудования и различных приспособлений. Комплекс таких элементов представляет собой оснастку. Основные требования к ней:
- изделия должны иметь определенное расположение – это позволит избавиться от ручной подгонки свариваемых элементов;
- при соединении деталей во время работы должно соблюдаться межкромочное пространство, достигаемое с помощью специальных инструментов;
- на рабочем столе должен быть организован беспрепятственный доступ к вспомогательному оборудованию.
Процесс проведения сварки подразумевает необходимость фиксации изделий. Для этого в большинстве сварочных столов предусмотрены специальные зажимы или прижимы. Выделяют следующие типы подобных приспособлений:
- гидравлические;
- механические;
- пневматические.



Первые и последние дополнительно оборудуют крепкими звеньями, предусматривающими возможность автоматического торможения деталей. С помощью такой конструкции удается предотвратить незапланированное ослабление крепежного соединения. Если не организовать четкую стыковку элементов перед проведением работ, сварка выйдет некачественной. Примечательно, что этап подготовки изделий требует больше времени по сравнению с основным процессом.
Помимо зажимов, в столах предусмотрены другие элементы.
- Струбцины. Отдельный подвид зажимов, обеспечивающий крепление элементов под требуемым углом. Подобные приспособления имеют разные размеры и конфигурации. Конструкция сварочной струбцины включает штифт, на котором крепятся зажимы.
- Призмы. Приспособления, способствующие размещению объемных деталей, к которым относят трубы или предметы прямоугольной формы. Для предотвращения смещения элемента с помощью призм осуществляется их крепление и фиксация под определенным углом. Минус такой оснастки в том, что она способна поцарапать изделие во время работы.
- Пластины из чугуна. Они выступают в роли столешницы на некоторых бюджетных моделях сварочных столов. Преимуществом такой конструкции является возможность замены модулей в случае их деформации или поломки. Исключительное свойство чугуна – низкая теплопроводность, предотвращающая нагрев столешницы при длительной работе аппарата. Кроме того, этот материал отличается устойчивостью к сильным нагрузкам, что продлевает его срок службы.
- Тиски. Приспособления, предназначенные для крепления обрабатываемого изделия при проведении основного сварочного процесса. Используется в случаях, когда для организации работы мастеру требуется две руки. Тиски бывают нескольких видов.
- Плита. Также выступает в качестве столешницы, преимуществом которой является более ровная поверхность. Размер плиты подбирается в зависимости от габаритов изделий, с которыми предстоит работать в будущем. Главное достоинство оснастки – нанесенная разметка, с помощью которой мастер может легко размещать детали на поверхности. Дополнительно в плите предусмотрено несколько отверстий для различных приспособлений.
- Всасывающие рукава. Представляют собой вентиляцию, в которую поступают вредные химические вещества. Большинство сварочных работ в последнее время проводится в закрытых помещениях, поэтому наличие такой оснастки необходимо. Плюс приспособлений – удобство монтажа и устойчивость к воздействию высоких температур.
- Упоры. Не всегда элементы, которым требуется сварка, могут быть расположены в одной плоскости. Для задания необходимой формы будущего узла и организации более точной сцепки конструкции используют упоры. Их отличительная особенность – возможность повернуть, наладить или отсоединить деталь для обеспечения более надежного крепления элементов.
Столы для сварки – оборудование, предназначенное для проведения комфортного и безопасного технологического процесса. Сегодня мастер может найти конструкцию, удовлетворяющую всем его требованиям, а также позаботиться о приобретении необходимой оснастки.
В следующем видео представлен обзор 3D-сварочного стола размером 1000*1500 мм и 2000*1000 мм.
Обзор приспособлений для сварки
Приспособления для сварки являются важным элементом для успешного выполнения работ. При помощи этих вспомогательных элементов производится фиксация соединяемых деталей по заданным параметрам. О том, какими бывают сборочно-сварочные инструменты для угловых соединений, приспособы для работ под прямым углом и другие виды приспособлений начинающему сварщику стоит узнать более подробно.


Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
При подготовке к сварке деталей под углом в конструкцию включаются угольники. Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.


Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе. Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.


Призмы
Эта группа приспособлений используется для правильного позиционирования цилиндрических элементов. Если под рукой нет готовой конструкции, призму можно собрать из уголков, просто сварив их между собой.
Шаблоны
Шаблоны нужны для того, чтобы обеспечить правильное расположение новых элементов конструкции относительно тех, что уже успешно закреплены.


Крепежные приспособления
Оснастка нужна для того, чтобы обеспечить надежную фиксацию деталей в определенном положении после того, как установка уже будет произведена. При помощи таких приспособлений осуществляется финальная подготовка к сварке. С их помощью можно удержать на месте деталь под прямым углом или в другом заданном положении, предотвратить ее деформацию и смещение.
Иногда крепежные приспособления нужны при охлаждении деталей, чтобы они не меняли свои геометрические параметры.
Самыми популярными разновидностями сварочных принадлежностей в этой категории можно назвать несколько приспособлений.
- Струбцины. Универсальное приспособление, позволяющее существенно облегчить и ускорить процессы при любом типе сварки. Струбцины бывают разными по размеру и форме, различаются по наличию регулируемого или стационарного зева. Самые простые и популярные из них — быстрозажимные, обеспечивающие сдавливание при помощи вращения кулачкового механизма вручную со сближением упорной площадки.


- Зажимы. По принципу действия они похожи на струбцины, но более универсальны и удобны при сварочных работах. Деталь фиксируется путем сжатия их рукояток. Сила сжатия регулируется винтом, но также может применяться конструкция с переставляемым штифтом и несколькими отверстиями.


- Прижимы. Эта разновидность крепежных приспособлений для сварки бывает нескольких типов: с пружинами и рычагами, эксцентриком, клиньями, вставляемыми в проушины. В зависимости от того, какой именно тип конструкции используется, нужное давление оказывается на определенный участок поверхности. Простейшие прижимы выглядят, как стальные пластины с винтами, продетыми в их отверстия — между плоскостями вставляется деталь, затем регулируется степень фиксации.
- Распорки. Нужны для предотвращения деформационного расширения деталей. Их также используют при коррекции локальных дефектов, при придании нужной формы свариваемому изделию.
- Стяжки. Этот элемент необходим для сведения кромок крупногабаритных свариваемых деталей. При помощи стяжек можно установить нужное расстояние, на котором будут удерживаться плоскости относительно друг друга. Длина и способ закрепления на поверхности конструкции варьируется, подбирается исходя из параметров детали.


Крепежные приспособления, используемые при сварке, довольно просты в изготовлении. Часто мастера сами создают их из подручных материалов, особенно если работы ведутся не в оборудованном цехе, а в «полевых» условиях.
Универсальные варианты
Для того чтобы упростить и облегчить сварочный процесс, были созданы комплексы приспособлений, объединяющие в себе функции установочных и крепежных элементов. Такие универсальные решения удобны тем, что не требуют долгих и сложных расчетов, подгонки. Детали просто вставляются внутрь приспособления, затем их фиксируют эксцентриковым или винтовым креплением. Наиболее часто в готовом виде встречаются комплексы для сварки под прямым углом. Чтобы облегчить выемку детали по завершении сварочных работ, используется поворотно-зажимной элемент.
Универсальные приспособления часто называют комплексами для объемной сварки. Объединив установочные и закрепляющие функции, можно облегчить монтаж угловых соединений.
Трубные центраторы
К универсальным относятся и приспособления, используемые при сварке торцевой части труб. Они называются центраторы, при монтаже придают отрезкам правильное положение, помогают обеспечить их совпадение по оси, фиксируют детали в нужном положении, исключая их смещение. Выделяют наружные и внутренние разновидности таких конструкций. Чаще всего используется первый тип, не создающий сложностей при удалении по завершении сварки.
Для соединения кромок больших по диаметру труб используются звеньевые центраторы с шарнирно соединенными элементами, собранными в кольцо. Имеющиеся внутри упоры позволяют избежать смещения элементов в процессе работы. В домашних условиях более удобным решением становятся струбцинные центраторы, позволяющие обеспечить надежное скрепление труб малого диаметра.
Для каждого из популярных типоразмеров используется своя модель сварочного приспособления.
Приспособления на магнитах
К универсальным сборочно-сварочным изделиям можно отнести и магнитные приспособления. Они играют роль распорки, а также удерживают изделия из ферромагнитных сплавов в заданном положении. Наиболее часто встречаются угольники — разных форм, размеров, толщины. Некоторые имеют возможность изменения остроты угла. Такие приспособления довольно популярны при скреплении:
- листовых деталей;
- стоек;
- рам.
Для соединения деталей разной конфигурации используются универсальные приспособления-магниты. Они гораздо более функциональные, имеют 2 плоскости-опоры, которые прикладываются к поверхности соединяемых деталей. Угол между ними легко меняется. Такие магнитные приспособления подходят для работы с цилиндрическими и плоскими элементами конструкций, а при помощи боковых площадок соединение легко можно дополнить вспомогательными сварными деталями.


Магниты в таком установочном крепежном блоке довольно мощные, чтобы обеспечить неподвижность конструкции при сварке. При этом их легко демонтировать по завершении работ. Сборочно-сварочные магнитные элементы существенно сокращают время, затрачиваемое на монтаж деталей между собой на подготовительном этапе. Они максимально просты в эксплуатации, долговечны, наравне с классическими зажимами и струбцинами, могут с уверенностью занять центральное место на домашнем верстаке.
Единственный их недостаток — возможность размагничивания под влиянием высоких температур.
Дополнительные инструменты
Некоторые виды сварки требуют использования специального оборудования и инструментов. Для аргоно-дугового способа соединения металлов очень важно обеспечение высокого уровня защиты. Для этого на сопло устанавливается не стандартный цанговый зажим, а специальный компонент – газовая линза. С ее помощью удается устранить главные источники проблем — подсос воздуха и турбулентность, возникающую в потоке аргона.
Газовая линза представляет собой корпус зажима цангового типа, но с установленной внутри мелкой сеткой. Сопло горелки при этом выглядит иначе, поскольку устанавливаемый блок имеет иную форму. На качество работы это не влияет, может наблюдаться лишь незначительное снижение обзора и увеличение расхода газа. Такая линза обеспечивает возможности для смещения электрода вперед в расширенном диапазоне.
К инструментам дополнительного ряда относятся и приспособления, используемые в качестве элементов вторичной защиты. Они нужны при сварке титана, для обеспечения безопасности областей, которые находятся вокруг зоны соединения. Чтобы избежать реакции металла с кислородом, используется «сапожок» — кожух из металла, закрепляемый на сопле горелки (иногда его наполняют пористой алюминиевой стружкой для повышения равномерности распределения аргона). С его помощью подача газообразной среды становится локальной. «Сапожки» подбирают с учетом конфигурации изделия, с которым ведется работа, а также горелки.
Кантователи и манипуляторы
К дополнительным инструментам относят и приспособления, используемые для работы с крупногабаритными изделиями и заготовками. Кантователи — механизмы, позволяющие выполнять поворот таких конструкций. Они бывают цепными и рычажными, цевочными и центровыми, а также роликовыми, но выполняют одни и те же задачи.
Не обойтись при работе с крупноформатными свариваемыми деталями и без манипуляторов. Они могут вращать элемент в нескольких плоскостях с заданной скоростью или удерживать его в нужном положении на весу, обеспечивая мастеру удобный доступ к рабочей области.


Держатели электродов
При выполнении дуговой сварки вручную специалисту необходимо иметь в своем распоряжении специальное крепление для электрода и подвода к нему электрического тока. Среди всех разновидностей наибольшей популярностью пользовались вилочные и пассатижные приспособления.
Другие вспомогательные приспособления
Существует ряд инструментов, применяемый в рамках подготовки к сварке. В него входят необходимые для зачистки шва от шлака щетки с металлической щетиной. Они могут быть ручными или иметь электропривод. После сварки шов очищается уже специальным шлакоотделительным молотом, позволяющим добиться более эффективной обработки.
А также в процессе вырубки дефектных участков могут быть полезны ручные зубила.


Далее представлено видео о необходимом инструментарии для сварщика.
Все, что нужно знать о сварке металлоконструкций
Многим сварщикам приходится заниматься работой не только с различным движимым имуществом, транспортом, но и с металлическими конструкциями. В этой статье начинающие специалисты обнаружат все, что нужно знать о сварке металлоконструкций в различных вариантах и различными способами. Стоит также подчеркнуть, что описание подобной работы немыслимо без указания на специфические приспособления и методы их использования.
Особенности и требования
Сама по себе сварка металлоконструкций распространена очень широко. К таким манипуляциям прибегают и профессионалы, и любители. Но последним также следует обращать внимание на общепринятые в среде специалистов нормы.
В подавляющем большинстве случаев для сваривания металлических конструкций используют открытые газовые горелки или электрическую дугу. Специализированного ГОСТ на этот вид манипуляций не существует. Однако в качестве методических источников можно использовать такие стандарты:
11534-75 и 5264-80 (о ручной сварке электрической дугой);
14771-76 (действия с использованием изоляционного газа);
53-101-98 (изготовление и контроль качества металлоконструкций из стали).
Положения действующих стандартов предписывают проводить работы с металлическими конструкциями только после тщательной очистки от снега, льда, масел, жирных веществ и иных загрязнений.
При обнаружении явных дефектов требуется проводить правку заготовок на специализированных станках. Не допускается правилами производство сварочных работ, если:
обнаружены серьезные трещины и расслоившиеся участки;
плоскость сечений отклоняется от предписанных стандартами уровней критически;
отсутствует необходимая маркировка;
прогибы местного уровня превышают 1 мм на 1 м;
плоскостность привариваемых дополнительно (или используемых для изготовления конструкция с нуля) листов не отвечает положениям ГОСТ 19993.


Базовые нормы расхода материалов можно узнать прежде всего из тематического сборника «Общие производственные нормы расхода материалов в строительстве» (выпуск 30, 1990 год). Но в первом приближении можно провести и общий расчет. Масса металла, наплавляемого на соединение, не должна превышать 1,5% от общей массы обрабатываемого изделия. Расход электродов и других сварочных материалов оценивается по формуле Р = М*К (М — масса, а К — коэффициент от 1,5 до 1,9, приводимый в специальных методических пособиях).
Важно: приблизиться к нормативным или расчетным показателям получится только при условии, что внешние данные и угол расположения будут совпадать с указанными в стандартах.
Вот еще несколько требований:
проверять соответствие свариваемых изделий и их частей положениям проектов по внешнему виду и габаритам;
стараться накладывать швы в нижнем положении (это гарантирует сварщикам безопасность);
контролировать углы свариваемой конструкции;
сводить к минимуму механические напряжения во всем обрабатываемом объеме и на прилегающих участках.
Способы
На крупных промышленных объектах и на больших стройках широко используется автоматическая аппаратура. Такие устройства почти не требуют вмешательства оператора в процесс работы. Обычно настройки задают до начала сварочных манипуляций, и корректировать их придется только в том редком случае, когда что-то не было предусмотрено сразу. Но придется скрупулезно изучать все проводимые манипуляции и тщательно соблюдать технологические карты. В автоматическом режиме чаще всего сварка идет либо по контактной, либо по электрошлаковой методике.
Но в менее ответственных случаях применяют полуавтоматический метод. Сварщики тогда сами, без помощи автомата формируют шов. Зато им не надо заботиться о поступлении электродов и присадочных материалов, разве что только придется разместить заранее эти материалы в подающем устройстве. Подобный режим позволяет нарастить производительность. Качество выполняемой работы не ухудшается (разумеется, если все делать по правилам).
Ручная дуговая и газовая сварка производится только на неответственных металлоконструкциях. Наряду с защитой свариваемой области стабильными газами широко практикуется и использование флюса. В некоторых случаях уместнее оказывается пайка газосварочным аппаратом. Затраты на выполнение единичной работы оказываются довольно велики. Однако для бытового использования такой подход идеален из-за своей простоты и ограниченного состава техники.
Разновидности сварных соединений
Важнейшим критерием разделения сварных соединений является геометрическое соотношение заготовок. В быту чаще всего встречается сварка «встык» (с примыканием в одной плоскости) и «внахлест» (со взаимным перекрытием по краю). Точно сказать, какой из вариантов лучше, нельзя — это зависит прежде всего от выдвигаемой задачи. Суть угловой связки понятна без дополнительных пояснений: соединяемые детали или заготовки образуют определенный угол. А если торец одного изделия касается поверхности другого изделия, то это тавровый тип соединения.
Создать стык проще всего. Для этого по прямой линии полностью проваривают шов. Важно: делать это следует на всю глубину заготовки, если иное прямо не предписано технологией. В некоторых случаях правильнее использовать выводные планки. В кустарных и полукустарных условиях часто соединения проводят, выполняя одностороннюю сварку, а затем доваривая корень шва.
Специальные подкладки ставят там же, где находятся соединяемые кромки. Расстояние между кромками строго нормировано и не терпит произвольных экспериментов. При ручной работе оно составляет не более 0,7 см, а при механизированных манипуляциях — максимум 1,6 см. Толщину подкладки выбирают прежде всего с целью избежать сплошного или частичного прожога. Сделать это можно, учтя используемый режим и выставленный ток.
Угловая сварка труднее уже потому, что такие соединения всегда переживают повышенную нагрузку в сравнении с обычными стыками. Сварщикам приходится учитывать также усиленные растягивающие нагрузки. Рекомендовано использование двустороннего шва с пониженной концентрацией дефектов в верхней грани. Когда вынужденно создают односторонний шов, отказываются от разделки кромок и наплавляют самый минимум металла. Это как раз тот случай, когда полное расплавление по шву противопоказано.
Выбор приспособлений
На этом чертеже показан сварочный стапель длиной 6 м и высотой 0,62 м. В целом сборочно-сварочные средства играют большую роль.
Их подбирают, добиваясь:
уменьшения трудоемкости сборки;
сокращения остаточных деформаций;
увеличения качества конструкций;
облегчения контроля качества (это самые важные соображения при отборе).
В единичных и кустарных производствах чаще всего применяют универсальные инструменты. На крупных предприятиях они тоже востребованы, но там могут использовать и приспособления узкой области предназначения. Универсальные образцы обычно имеют переносное исполнение. Точность их невелика. При помощи мобильных зажимов можно жестко закрепить различные детали, изготавливаемые узлы и целые конструкции.
В последнем случае зажимы являются частью оснастки стендов, стеллажей и прочего дополнительного оборудования. Инструмент, изготовленный в формате струбцины либо болтового фиксатора, позволит собрать деталь произвольного профиля. Чтобы сваривать листовой прокат, нужны скобы зажимного либо клинового типа. Зафиксировать тонкие листы и укороченные детали поможет пружинный фиксатор. Пользоваться прихватами нужно главным образом при изготовлении габаритных металлоконструкций; у сварщиков есть выбор между жесткими и регулирующимися прихватами.
Дополнительно могут применяться:



- кондукторы (обеспечивающие сборку и работу в комфортных положениях);


Отдельно стоит рассказать про аппараты для сварки металлических конструкций. Подбор конкретного вида оборудования определяется прежде всего бюджетом потребителя. Знатоки советуют использовать инверторные системы промышленного класса.
Для домашнего использования в основном применяют устройства, рассчитанные на 220 В. В индустриальном сегменте рекомендуется выбирать модели на 380 В.
Технология
Сварка металлоконструкций с применением полуавтоматов подразумевает, кроме самих полуавтоматов, использование баллонного защитного газа, электродов и проволоки.
Подобная методика уместна для сварки самых разных конструкций. Особенно хороша она в строительной сфере. Силу тока задают умеренную, но не слишком малую; как опасение порчи шва, так и стремление быстрее завершить работу стоит отбросить.
Знатоки считают, что при сваривании ответственных конструкций надо ориентироваться прежде всего на нормы ГОСТ для каждого метода работы.
Место будущего шва прогревают как минимум до 20 градусов по Цельсию. Если нет особых требований, надо выполнять простые стыковые и угловые соединения. Стыковые швы полагается проваривать равномерно по длине, если есть малейшая возможность.


Отдельная тема — как рассчитать стоимость монтажа. Тут учитывается уже расход на изготовление подходящих чертежей (который может составлять до 1200 — 1500 рублей в пересчете на тонну металла).
При составлении коэффициентов на сварочных работах могут учитываться такие обстоятельства:
количество соединяемых деталей;
состав применяемого оборудования (есть ли уникальные образцы, или стоит ограничиться массовыми версиями);
свариваемость отдельных материалов;
потребность в дополнительном усилении швов;
сложность исполнения швов;
доступность обрабатываемых мест;
взаимное расположение частей;
подверженность металлоконструкции деформациям;
особенности применяемых аппаратов.
Рекомендации
Очень важно перед началом работы иметь полный комплект чертежей. Это позволяет точнее определить вид сварки, вариант соединений. Стоит вникать в требования к каждому узлу металлоконструкции. Категорически следует избегать местных непрочностей. Если есть хотя бы два проявления местной непрочности, рассчитывать на долговечность изделия не приходится.
Распространенная ошибка неопытных сварщиков — игнорирование жестких требований при работе на неответственных позициях.
Практика показывает, что созданные таким образом конструкции стремительно разрушаются. Бояться сложностей не нужно — те, кто один раз выполнили всю работу от и до, вскоре начнут делать ее «на автомате». Перед началом сварки стоит принимать все меры против смещения отдельных частей. Но эти меры не всегда эффективны, и потому следует обязательно давать свариваемым частям свободно двигаться без деформации.
Подробнее о том, как осуществялется сварка металлоконструкций, смотрите в видео ниже.
Оборудование для сварочных работ

Оборудование для сварочных работ отличается в зависимости от выбранной технологии. Но одно требование должно соблюдаться всегда – результат должен соответствовать требованиям качества, а работа сварщика – быть безопасной и продуктивной.
В нашей статье мы расскажем не только о видах оборудования, которые применяются при использовании различных сварочных технологий – плазменной, газовой, лазерной и т. д., но и приведем требования техники безопасности, которые нужно соблюдать.
Оборудование для сварочных работ электродуговой сваркой
Ручная дуговая сварка выполняется при помощи генераторов, трансформаторов или выпрямителей. На выбор установок влияет тип и сложность предстоящей обработки. Для оборудования важно соответствие определенным требованиям. Оно должно:
- иметь специальное устройство, позволяющее контролировать силу тока;
- функционировать без нарушений в случае замыкания;
- работать на холостом ходу, поддерживая сварочную дугу, при разомкнутой электрической цепи;
- иметь высокие динамические возможности, позволяющие восстановить работоспособность после замыкания;
- обладать внешними показателями.
Оборудование для сварочных работ, используемое в домашних условиях, имеет несколько отличий. Первое заключается в максимальных значениях электрического тока. Второе – во времени, необходимом для работы и выработки максимального тока.

Для работы генератора необходим постоянный ток, обеспечивающий бесперебойную стабильную сварочную дугу. Конструктивно устройство состоит из:
- статора с магнитными полюсами;
- якоря с коллекторами и обмоткой.
При вращении якоря в магнитном поле, создаваемом полюсами статора, обмотки вырабатывают переменный ток, преобразуемый коллекторами в постоянный.
Якорь приводится в движение электродвигателем, расположенном с ним на одном валу. Оборудование носит название сварочного преобразователя. Установки для сварочных работ оснащаются двигателями внутреннего сгорания, служащими для запуска вращающего устройства. Они отличаются возможностью сваривать заготовки, не прибегая к использованию внешних источников электроэнергии.
Рекомендуем статьи по металлообработке
Источником питания оборудования для сварочных работ является выпрямитель, включающий в себя регулирующее устройство, блок выпрямителей и трансформатор. Он обеспечивает электрическую дугу постоянным током, проходящим через первичную обмотку и блок кремниевых или селеновых выпрямителей. Для получения падающей внешней характеристики аппаратура для сварки оснащается дополнительным дросселем. При производстве стандартных выпрямителей используется трехфазная схема, преимуществами которой является большое число пульсаций напряжения, позволяющее равномерно распределить нагрузку в цепи.
За счет трансформаторов обеспечивается устойчивость электрической дуги. Следовательно, эта часть оборудования для сварочных работ должна соответствовать определенным параметрам. Стандартно такой величиной является падающая характеристика, поскольку многие трансформаторы используются для аргонодуговой сварки или обработки под флюсом.
Частота промышленного переменного тока в России соответствует 50 Гц. Задача трансформатора заключается в преобразовании высокого напряжения в более низкое – до уровня, который требуется для выполнения сварочных работ. Значение вторичного показателя напряжения с учетом холостого хода составляет 60–75 В, сила малого тока варьируется в пределах от 65 до 100 А. Стабильная электрическая дуга получается при напряжении 75–80 В.
Оборудование для газосварки
Для обеспечения эффективной защиты от огня трубы, генератора ацетилена и других элементов используется водяной затвор в виде обратной тяги из газовой горелки. Важно поддерживать определенный уровень воды в затворе. Располагается этот элемент оборудования для сварочных работ между горелкой и ацетиленовой трубой.

Цвет баллонов зависит от наполняющего их газа. Однако верхняя часть любого сосуда остается не окрашенной. Это необходимо для того, чтобы краска не вступила в контакт с газом. Другой технический нюанс заключается в запрете установки медных вентилей на баллоны с ацетиленом, поскольку существует риск взрыва в результате взаимодействия ацетилена и меди.
Полностью лишенный запаха и цвета О2 выступает в качестве катализатора, запуская процесс плавления при сварке. Кислород хранят и транспортируют в баллонах, давление в которых является постоянным.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Соблюдение правил безопасности при работе с кислородными баллонами является обязательным, поскольку вероятность возгорания возникает, например, при контакте газа с техническим маслом.
Запрещено присутствие источников тепла или прямого солнечного света в помещениях для хранения газовых баллонов.
Для получения кислорода для сварочных работ используется специальное оборудование, преобразующее атмосферный воздух.
В зависимости от чистоты существует три сорта кислорода:
- высший – концентрация газа составляет 99,5 %;
- первый – 99,2 %;
- второй – 98,5 %.
Вторым по распространенности газом является ацетилен, его применяют для сварочных работ, а также для резки металлов. Этот газ без цвета и запаха взрывается при нагревании или повышении давления. Для его производства используются карбид кальция и вода.
Несмотря на более высокую стоимость, он обладает определенными преимуществами, что обуславливает его востребованность при сварочных работах. Ацетилен обладает более высокой температурой горения по сравнению с дешевым метаном, пропаном или парами керосина.
Сварочный шов формируется из флюса и присадочной проволоки. Последняя не должна иметь механических загрязнений, коррозии. Металлическая нить может в определенных случаях заменяться полоской металла, аналогичного тому, из которого выполнена свариваемая заготовка.
Флюсы защищают сварную ванну от негативного воздействия внешней среды. Флюсовые смеси состоят из буры и борной кислоты, наносимых либо непосредственно на обрабатываемые детали, либо на присадочную проволоку.
Обойтись без флюса можно только при работе с углеродистыми сталями. Сваривать медь, алюминий и их сплавы без этого вещества невозможно.
Шланги в оборудовании для сварочных работ используются для подачи газов и горячих жидкостей. Поскольку они функционируют под давлением, то должны отвечать определенным техническим требованиям.
Выпускается три разновидности шлангов:
- с красной полосой – выдерживает давление до 6 атмосфер;
- с желтой полосой – предназначен для горючих веществ;
- с синей полосой – выдерживает давление до 20 атмосфер.
- Газовые горелки.
Для смешивания газов и паров горючих жидкостей используется смеситель горелки. Производители предлагают множество горелок, различающихся в зависимости от мощности, наличия инжектора и т. п.
Требуется в сварочном оборудовании с высоким давлением газа.
Этот элемент необходим для снижения давления газа, выходящего из баллона. Редукторы могут быть прямого и обратного действия. Работа с сжиженными газами требует использования современных моделей с серебрением. Такое оборудование не допускает замерзания газа на выходе из баллона.
Так называется специальный рабочий стол для сварки. Оптимальным является пост с поворотной и фиксируемой столешницей. Также рабочее место должно оснащаться системой вытяжной вентиляции и местом для складирования и хранения оборудования и инструментов для сварочных работ.
Используемое оборудование для плазменной сварки
Оборудование для сварочных работ (для плазменной обработки) состоит из следующих элементов:
- горелки (плазматрона);
- источника питания (инвертора);
- баллона с плазмообразующим газом;
- баллона с защитным газом;
- системы водяного охлаждения;
- кабель-пакета.
Сварочная горелка является сложным устройством, состоящим из электродов, трубопроводов для подачи газов и охлаждающей жидкости, электрического кабеля для подачи питания к электроду.

На конструкцию горелки влияет мощность сварочного оборудования. Маломощные аппараты оснащаются горелками с выдвижным катодом, который за счет кнопки управления замыкается на анод-сопло и возбуждает дугу.
Ручная плазменная сварка выполняется при помощи горелки в форме пистолета, которую удобно держать в руках. Плазменно-водяная сварка осуществляется приспособлением для горения в форме пистолета, имеющего также разрядную камеру и парообразующее устройство.
Более мощное оборудование для сварочных работ оснащается горелками с неподвижным катодом. Оно состоит из:
- катода;
- полости для рабочего газа;
- полости для защитного газа;
- анода (с полостью для охлаждения);
- корпуса.
В горелках для мощного сварочного оборудования отсутствуют ручки, так как они крепятся непосредственно к манипуляторам или станкам.
Источником питания в оборудовании выступают инверторы, практически полностью вытеснившие трансформаторные источники энергии. Благодаря современным импульсным преобразователям на IGBT-транзисторах обеспечивается стабильный рабочий ток, регулируемый для работы оборудования на различных режимах.
Плазма образуется за счет воздуха, кислорода, аргона и азота.
Для создания защитной газовой среды используются инертные газы (сварочную ванную защищают азотом, аргоном, парами спирта или ацетона).
Сварочный аппарат и горелку соединяют кабель-пакетом, который состоит из:
- шлангов для подачи рабочего и защитного газов;
- шлангов для подачи и отвода водяного охлаждения;
- провода подачи основного тока;
- провода запуска электрической дуги;
- цепи системы управления.
В бытовых сварочных аппаратах к горелке подключены только провода подачи тока, соответственно в таком оборудовании речь идет об обычном кабеле электропитания.
Необходимое оборудование для лазерной сварки металла
Оборудование для лазерной сварки имеет разные габариты и мощность, но все оно функционирует на твердом или газообразном рабочем теле. Разница заключается в способе возникновения светового излучения. Обработка металлов на любом из типов станков выполняется одинаково.

Аппараты применяются в режиме непрерывного излучения. Для них характерны более высокие рабочие частоты, а также ограниченный КПД и мощность. Твердотельное оборудование используется при работе с малогабаритными и тонкостенными изделиями.
При необходимости сваривания более толстых заготовок требуется оборудование с газообразным рабочим телом. Возбуждение излучения в газовой среде происходит за счет электрического разряда. Такая аппаратура подходит для работы с заготовками толщиной до 20 мм. При данной технологии увеличивается мощность луча, а также повышается КПД. Оборудование для сварочных работ имеет сложное устройство с хрупкой стеклянной колбой.
Детали сложной конфигурации и толстые листовые металлы обрабатывают гибридными сварочными установками. Они имеют, помимо лазерной головки, горелку электродугового полуавтомата.
Присадочным материалом является проволока, заполняющая сварочный зазор и формирующая сварочный шов.
Требования к использованию сварочного оборудования
Требования к работе сварочного оборудования для электронно-лучевой сварки закреплены в «Правилах по эксплуатации высоковольтных электроустановок». Минимизировать риски получения производственных травм можно, укомплектовав рабочее место оператора-сварщика подъемно-транспортными механизмами (тельфером, тележкой и т. д.), а также надежно зафиксировав баллоны со сжатым и сжиженным газом.
Наибольшую опасность при газовой сварке представляет взрыв ацетилено-воздушной смеси в случае неправильной эксплуатации ацетиленовых генераторов, карбида кальция и горелок при обратном ударе пламени. Существует вероятность возгорания клапанов кислородных редукторов при попадании на них следов масел или резкого открывания вентиля газового баллона. Наиболее опасным является взрыв кислородного баллона, который находится под высоким давлением.
При неосторожном обращении с пламенем горелки возможно получение ожога мастером или возникновение пожара в помещении. Газовая сварка и резка металлов представляют опасность для зрения, видимые лучи отрицательно воздействуют на сетчатую и сосудистую оболочку глаз, невидимые инфракрасные лучи – на роговицу и хрусталик глаза.
Заниматься сварочными работами сварщики могут только после сдачи технического минимума по правилам техники безопасности.
Сварочные работы запрещено выполнять вблизи огнеопасных и легковоспламеняющихся материалов, включая бензин, керосин, паклю, стружки и т. п.
Если сварка выполняется на постоянной основе, то для работы требуется оборудовать помещение исходя из минимально необходимой для одного поста площади – 4 м 2 и прохода между рабочими местами – минимум 80 см. В помещении должна быть обеспечена хорошая вентиляция.
Работа со сварочным оборудованием, включая ручную и механизированную кислородную резку, сварку и другие виды газопламенной обработки требует использования газосварщиками и газорезчиками защитных очков закрытого типа со стеклами Г-1, Г-2 и Г-3. Плотность их стеклянных светофильтров должна соответствовать требованиям ГОСТ 9497-60 при расходе ацетилена до 750 дм3/ч – ГС-12. Вспомогательный персонал, работающий со сварщиками или резчиками должен обеспечиваться защитными очками со стеклами В-1, В-2 и В-3 в соответствии с требованиями ГОСТ 9497-60.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Вспомогательное сварочное оборудование

Вспомогательное сварочное оборудование призвано обеспечить удобство и скорость выполнения нестандартных работ либо облегчить манипуляции в сложных производственных или погодных условиях. Состав таких приспособлений, механизмов и инструментов целиком зависит от поставленных задач. Например, для автоматической сварочной линии это будут стационарные установки, для ручной сварки – гораздо более мелкие приспособления.
Независимо от того, о каком типе оборудования идет речь, каждый из них должен обеспечивать соответствие готового изделия требованиям по качеству, а сам процесс выполнения работ – по безопасности. В нашей статье мы расскажем об этих нормах, а также перечислим виды вспомогательного сварочного оборудования.
Разновидности сварочного оборудования
Активное применение сварочных работ началось около века назад, одновременно с развитием такой отрасли промышленности, как тяжелое машиностроение. Сейчас без них не обходятся ни предприятия по выпуску электронных товаров, ни строительные организации, ни машиностроительные комплексы. Также без их применения сложно представить некоторые виды производства. Для надежных соединений металлических конструкций с применением сварочного шва были созданы сварочные аппараты, включающие в себя стандартные составляющие компоненты.
Для проведения сварочных работ ключевое значение отводится трансформатору и выпрямителю (либо инвертору), которые подключаются к сети переменного тока напряжением 220 или 380 В. С их помощью сетевой ток преобразуется в сварочный, что создает необходимые значения вольтамперных параметров. Понижающие трансформаторы предназначены для преобразования напряжения электросетей до необходимых значений при сварочных работах. Инверторы называют также импульсными аппаратами. Такой вид оборудования используется сварщиками чаще всего из-за небольшого веса.
В процессе сварки происходит нагрев зоны соединения и самих деталей до температуры свыше +200 °С, поэтому для ее фиксации и удержания при позиционировании требуется определенная удерживающая и закрепляющая оснастка. Вспомогательные приспособления разделяются по функциональности, параметрам производительности и принципам действия.

Оборудование подразделяется на следующие виды:
- Универсальное. Применяется при сварке деталей разнообразных конфигураций. Для него характерны небольшие габариты и масса, и оно не применимо для массовых или серийных производств. К такой оснастке относят различные струбцины, тиски или зажимы пружинного типа.
- Специальное. Предназначается для выполнения повторяющихся операций одного типа. Применяется в среднесерийных и крупносерийных производствах для сокращения технологического времени на изготовление, так как смену оснастки для фиксации деталей нужно делать только один раз, после завершения всей партии. К специальному типу оборудования относят конструкции сборочных стендов для сварки, специальные шаблоны и кондукторы.
- По виду производства.
Оборудование подразделяют на следующие типы:
- Для применения в серийных или массовых производствах. Плюсы данного оборудования: простота установки на стенд или снятия со стенда деталей, а также оснащенность дополнительными ограничительными упорами и шаблонами для быстрой смены заготовок.
- Для использования в единичных или мелкосерийных типах производств. Часто применяются в быту домашних или частных хозяйств либо для изготовления опытных образцов, когда не требуется быстрой смены деталей.
- По характеру работы.
Оснастку подразделяют на следующие виды:
- Приводы ручной фиксации заготовки (с применением винтовых или пружинных зажимов либо же эксцентрикового исполнения).
- Механизированные приводы (с применением сил гидравлических или пневматических систем либо электроприводами), управляемые операторами.
- Автоматизированные приводы, оснащенные механизмами, работающими в автоматическом режиме от силового привода. Закрепление и разжим заготовки производится без участия оператора-сварщика.
Помимо стандартной оснастки, применяют аппаратуру, увеличивающую скорость и технологичность процессов. В массовом крупносерийном производстве применяют системы многопозиционных или карусельных исполнений, что значительно сокращает время установки и снятия обрабатываемых деталей.
Также они могут подразделяться на переносные или же мобильные, стационарные или жестко прикрепленные к фундаменту.

Дополнительное сварочное оборудование для автоматической сварки
Процесс автоматического режима сварки невозможно производить без применения специальных вспомогательных приспособлений, которые предназначены для сокращения технологического времени во время выполнения высокоточных операций в массовом производстве.
Применение вспомогательного сварочного оборудования широко используется на предприятиях, выпускающих детали и сборочные единицы из металла для машиностроительной, железнодорожной отрасли, в системе строительства и ЖКХ, в сельскохозяйственной отрасли и в быту.
Разновидности вспомогательных сварочных приспособлений и видов оборудования:
- трубные вращательные устройства;
- опоры роликовых исполнений;
- сварные колонны;
- сварочные кантователи;
- передвижные каретки к талям и тельферам;
- грузоподъемные приспособления;
- установки специального предназначения;
- механизмы для перекладки;
- автоматические устройства.
Сварочные вращатели – это устройства, в которых закрепленная деталь способна вращаться с определенной скоростью для исполнения некоторых видов сварочных швов. Такая простая конструкция часто используется в машиностроении. Она компактная, не тяжелая, оснащена пазами для фиксации заготовок, ручкой для наклонения детали, ножной педалью для пуска и остановки, аварийной кнопкой выключения.
Роликовые опоры применяются для изготовления наружных и внутренних швов при равномерном вращении деталей цилиндрового типа и различных труб. В комплектацию входят секция с приводом и без. В модель первого типа входят несколько опор роликового исполнения собственного привода вращения. Второй тип конструкции состоит из рамы, к которой прикреплены ролики механизма. Секции надежно фиксируются к напольной поверхности.

Колонны сварочные – применяются для надежной фиксации и перемещения деталей. В некоторых случаях используются вместе с опорными конструкциями роликового исполнения для создания удобства при нанесении сварочного шва. В состав устройства входят тумба, консоль, каретки, перемещающий привод, поворотные элементы и подъемные механизмы. В дополнительную комплектацию по желанию покупателя могут входить сварочная колонна и источник электрического питания.
Кантователи – устройства, предназначенные для установки деталей в удобное для сварки положение с помощью поворота их вокруг оси. На них крепятся изделия любой конфигурации. Функциональное назначение таких приспособлений – принудительное смещение центра тяжести деталей посредством применения ручного или механического привода. Большинство подобных механизмов осуществляют поворот груза на 90° или 180°, а в некоторых случаях с определенным угловым шагом. Кантование облегчает дальнейшие манипуляции с грузом в процессе его перемещения.
Передвижные каретки предназначены для перемещения в различных направлениях горелки, резака, шлангового держателя и сварочного аппарата относительно изделия. Они служат для упрощения технологичности и контроля параметров. Их перемещение производится по рельсовым направляющим, заранее установленным на участках. Это очень практичный способ использования вспомогательного оборудования.
Установки специального назначения – это конструкции для сварочной обработки труб, приспособления для наплавки поверхностей, конструкции для применения электродуговой сварки. Данные приспособления обеспечивают эффективность и производительность сварочных работ в определенных промышленных условиях, имеют многофункциональное использование.
Предназначение всех видов вспомогательных устройств – обеспечение безопасности, качества и производительности на сварочных участках и линиях. Их внедрение служит для усовершенствования автоматизации, и позволяет увеличить масштабы работ и технологичность производства без понижения качественных характеристик.

Ручное вспомогательное сварочное оборудование
Балластный реостат – это устройство, которое предназначено для ступенчатого регулирования уровня тока в процессе сварки, создает падающие параметры источников питания.
Осциллятор является дополнительным оборудованием к источнику питания и предназначается для обеспечения бесконтактного розжига дуги и стабильности ее воспламенения. При значительном (3÷8 кВ) напряжении и повышенной (около 300 кГц) частоте тока создается возможность ионизировать дуговой зазор искровым разрядом, не соприкасаясь электродом с поверхностью детали.
Ограничитель напряжения понижает напряжение холостого хода до 12 В за время до 1 сек. после угасания сварочной дуги. Это приспособление широко используется при ручном методе дуговой сварки в помещениях с опасными условиями, изнутри различных металлических емкостей и в других неудобных для сварки положениях.
Сварочный кабель – важный дополнительный элемент сварного оснащения и является проводником тока больших величин. Состоит из медных проволок диаметром от 0,1 до 0,2 мм, переплетенных в пряди, а они в свою очередь сплетены в трос, покрытый изоляционным материалом из резины.
Читайте также: