Сварка профильной трубы полярность

Варю тонкий металл только на обратной полярности
Полярность сварочного тока — один из наиболее важных параметров, от которого напрямую зависит качество сварочного шва. Именно полярность влияет на движение тока, то есть, направление электронов. Данный процесс оказывает влияние на формирование сварочной ванны, горение дуги, а также качество соединения в целом.
Что важно знать при этом сварщику. Чтобы запомнить, на какой полярности варить тонкий металл, на обратной или прямой, достаточно запомнить, что там, где плюс, нагревание металла происходит больше. Если плюс идёт на электрод, то нагревается больше он, если на металл, то происходит больший прогрев металла.
Как полярность помогает при сварке тонкого металла
Меняя движение электронов можно менять характер сварки. Это даёт прекрасные возможности не прожигать тонкий металл, или наоборот, хорошо проплавить его при достаточно большой толщине.

Раньше после покупки своего первого инвертора я не уделял должного внимания данной особенности. В основном варил по умолчанию, то есть, на прямой полярности. При этом заметил одну особенность, что металл сильно нагревался, его всегда деформировало в процессе сварки.
Если кто не знает, то по умолчанию, держатель электрода подсоединяется к плюсовой клемме инвертора, а держатель массы, к минусовой. Так вот, достаточно было поменять положение подключения держателей, как процесс сварки тонкого металла заметно улучшался.

Полярность сварочного тока и электроды
Еще один важный момент, о котором нужно знать, связан с тем, что абсолютно не любые электроды дают возможность использовать разную полярность сварочного тока. Большинство электродов с основным покрытием предназначены для сварки только на прямой полярности, то есть, когда минусовая клемма подводится к свариваемой заготовке.

К электродам с основным покрытием относится такая популярная марка, как УОНИ-13/55. Так вот, это маркой электродов не получится варить на обратной полярности . В любом случае, прежде чем переключать полярность, обязательно убедитесь в том, что электроды предназначены для этого.
Итак, что нужно понимать. Для того чтобы сварочный шов получился качественным, нужно брать во внимание толщину свариваемого металла, пространственное положение шва и марку электродов. Только после этого можно определиться с выбором полярности, чтобы сварочный шов получился максимально качественным и эстетичным.

В любом случае не бойтесь экспериментировать! Иногда только путём экспериментов, возможно, добиться правды. Подписывайтесь на мой канал, и вас ждём много увлекательной информации касающейся сварки и пайки металлов!
Какую полярность сварки выбрать

Какую полярность сварки выбрать и что нужно знать
Сварочные инверторы постоянного тока хороши тем, что можно варить как на обратной, так и на прямой полярности. В первом случае к электрододержателю подсоединяется плюс, во втором случае, все происходит наоборот.
Разница ощутимая, а заключается она в том, что при обратной полярности, выделяется меньше энергии в зоне сварки. То есть, при подключении минуса к заготовке, электрод нагревается меньше, что дает возможность варить тонкий металл.
Совсем по-другому обстоят дела со сваркой на прямой полярности. Здесь к электроду подводится минус, а, следовательно, энергии выделяется гораздо больше. В результате электрод плавится сильнее, что дает возможность углубить шов и хорошо проварить металл.
Какую полярность сварки выбрать и что нужно знать
При работе с инвертором можно менять клеммы, тем самым меняя полярность и режим сварки. Наверняка из курса школьной программы многие знают, что ток идёт от минуса к плюсу, в результате чего и происходит активно нагрев первого.

Следовательно, меняя полярность можно менять режимы сварки, что очень удобно в следующих случаях:
- При сварке заготовок большой толщины, сварочный инвертор переводится в режим прямой полярности. Для этого к электроду подводится минус, а к заготовке плюс. В результате металл прогревается лучше, что дает возможность обработать глубокие швы.
- При сварке тонких заготовок, к электроду подводится плюс, а к заготовке минус. Это приводит к меньшему нагреву металла, но большему плавлению электрода. В результате тонкий металл не прогорает и не деформируется под воздействием высокой температуры.

Как видно, простое переворачивание клемм на инверторе местами дает возможность менять режим сварки. Это очень удобно в ряде случаев, когда нужно проварить толстый металл или же не допустить прожогов тонкой заготовки.
Правила подготовки металла к сварке
Подготовительно-сварочные работы являются важнейшим этапом, направленным на устранения с металла любых загрязнений. Если металл будет ржавым, то приварить его трудно в связи с образованием большого количества дефектов.

В подготовку металла перед сваркой входят следующие работы:
- Разметка и резка;
- Правка изделий;
- Зачистка металла от загрязнений;
- Обработка кромок;
- Холодная и горячая гибка.
На подготовительном этапе особое внимание уделяется зачистке металла. К данной работе можно приступать только тогда, когда изделие получило нужную форму. При этом самое главное внимание нужно акцентировать на зачистке свариваемых кромок.

Для этого кромки металла очищаются при помощи болгарки с обеих сторон. Важно отступить от края детали не менее 2 см. Затем также тщательно обрабатываются от ржавчины и любых загрязнений скосы, торцы и притупления.
Важное замечание. Подготовительные работы, включающие обработку кромок нужно осуществлять еще до момента сборки деталей в узел. В других случаях обработка кромок не принесёт должного результата.
Особенности сварки инвертором профильной трубы

Виды сварки
Профильные трубы широко применяются при изготовлении легких по весу металлических конструкций, к примеру, каркасов теплиц и парников, опор заборов и ограждений для частных домов и т.п.
Особенностью трубного проката считают квадратное или прямоугольное сечение, поэтому сварка профильной трубы характеризуется определенным особенностями, без учета которых получить действительно качественно сварочное соединение не получится.
Особенности сварки профильных труб
Профильная труба представляет собой особую разновидность металлопроката, изготавливаемую из углеродистой или нержавеющей стали путем литья стальной трубы с круглым сечением и ее последующей формовки.
Сечение материала может меняться в пределах от 10х10 и до 500х400 мм, что позволяет подобрать актуальный вариант с учетом конкретной нагрузки на металлоконструкцию. Толщина стеночек тубы в зависимости от параметров ее сечения меняется в диапазоне 1-22 мм.
Трубный прокат ‒ это особенный вид строительного металлопроката, который актуален для возведения легких металлических конструкций.

Чертеж профильной трубы.
Основные достоинства материала:
- низкий вес, что позволяет снизить трудозатраты при монтаже металлической конструкции;
- широкое разнообразие размеров;
- стандартные размеры по типу труб, что облегчает их торцовую стыковку при сварке;
- равномерная толщина стеночек, ровная гладкая поверхность профильного проката снаружи и внутри.
Сваривание специальным оборудованием и электродом является наиболее популярным на отечественном рынке видом термообработки металлопроката.
Сварка профильных труб позволяет создать каркасы поликарбонатных теплиц, опоры заборов бытового назначения, ворота для гаражей и частных коттеджей, коммуникационные системы разного вида и назначения.
Но выполнять сварные операции важно с учетом особенностей этого материала, без знаний о том, как правильно создавать сварные швы на металлопрокате, отменных результатов работы ждать не стоит.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.

Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
Расскажем об этом более подробно далее.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия.
Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
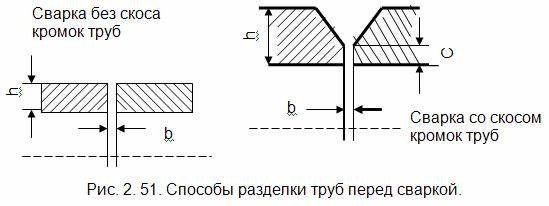
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов. При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе.
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.

Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Сварка трубы газовым оборудованием
Газовая сварка профильного металлопроката реже применяется мастерами, нежели электродуговая, так как данный способ отличается высокой затратностью, повышенной опасностью из-за применения газа ацетилена, необходимостью специальной подготовки сварщика к выполнению данных операций на практике.
Но если отсутствует возможность подключить сварное оборудование к электричеству, для сварки тонкостенных труб приходится применять газовый агрегат.

Подготовка и сварка труб по шаблону.
Существуют две технологии применения газосварочного оборудования:
- Мастер должен двигать присадкой по направлению за горелкой слева на право, поэтому такую технологию называют правой.
Достоинства такого метода заключается в хорошем прогревании зоны сваривания и прекрасной видимости рабочей зоны, что позволяет добиться высокой производительности и снизить расход газа. Но применяют правую технологию только для профильных труб с толщиной стенок не менее 5 мм. - Левый способ предусматривает движение горелки справа налево и актуален для тонкостенного металлопрофиля.
При этом проволоку перемещают впереди горелки.
Газовая сварка выполняется поэтапно.
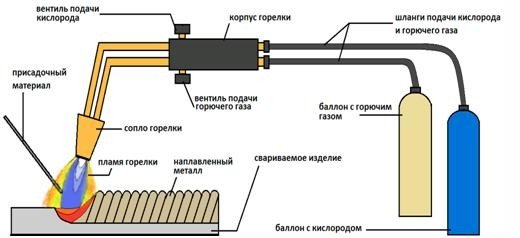
На начальном этапе работы требуется подготовить следующие материалы:
- баллоны с ацетиленом и кислородом;
- редуктор;
- присадку;
- газовую горелку и наконечники для нее;
- шланги, обеспечивающие подачу газа к месту сваривания металла;
- флюс.
Важно! Газосварка не рекомендуется к применению, если объектом сварных работ выступает профильная труба с тоненькими стенками. При таких условиях герметичность сварного шва слишком часто вызывает сомнения, так как чрезмерно высок риск быстрого расплавления металла.
Использование газовой сварки для соединения профильных труб.
На следующем этапе работы нужно обезжирить подготовленные металлические детали и зафиксировать их на специальном столе. Кромку изделия обрабатывают флюсом в виде пасты, чтобы предотвратить образование окиси в процессе сварки.
Специалисты настаивают, что угол скоса кромки непременно должен равняться 30 градусам, чтобы появилась возможность организовать несколько высококачественных рядов сварного шва.
Подача пламени обеспечивается смесью из ацетилена и кислорода. Между свариваемых металлических труб подают присадочный материал перед пламенем горелки. От высокой температуры пламени металл профильной трубы и присадки начнет плавиться, вследствие чего образуется качественный сварной шов.
Горелку при этом нужно двигать справа налево. При сварке трубопроводов встык с толстыми стенками пруток нужно подавать за пламенем горелки, а саму горелку двигают слева направо.
Важно подобрать нужные по размеру электроды для сваривания профильной трубы, чтобы выполнить сварные операции максимально качественно.
На заметку! Обязательно следите за геометрией свариваемых изделий при изготовлении калитки сварочным агрегатом или других конструкций из профильных труб во избежание перекоса изделия.
Подведем итоги
Чтобы создавать конструкции по типу каркасов парников, ворот для гаражей или частных домов из металлопроката, важно знать, какими электродами стоит варить профильную трубу, выбрать наиболее подходящий условиях работы метод сварки и ознакомиться с нюансами работы с таким материалом.
Соблюдайте правила работы с металлопрокатом, чтобы получить наилучшую свариваемость металла и максимально долговечные и прочные сварные швы.
Ошибки при сварке профильной трубы

Ошибки при сварке профильной трубы у начинающих сварщиков
Профильную трубу изготавливают из того же самого материала, что и круглую трубу, то есть, из стали. Однако толщина профильной трубы меньше, а, следовательно, при её сварке и начинают возникать различные проблемы.
Чаще всего это прожоги и когда изделие из профильной трубы начинает вести в стороны. Следует знать, что для сварки тонкостенных труб нужны электроды диаметром до 2 мм. Также рекомендуется использовать обратную полярность инвертора, чтобы не прожигать профильную трубу.
Итак, первая ошибка, которая возникает при сварке профильной трубы, это неправильно подобранный диаметр электродов и сила тока. Чем тоньше металл, тем меньше по диаметру должен быть выбран электрод. Для сварки тонкой профильной трубы, нужно использовать электроды, толщина которых будет не более 2 мм.

При выставлении силы тока на сварочном инверторе, необходимо придерживаться значения в 40-60 Ампер. Если для сварки используется электрод «двойка», то 60 Ампер вполне хватит для того, чтобы варить профильную трубу.
При этом обязательно нужно учитывать и толщину металла, к которому будет привариваться профильная труба. Если толщина металла будет больше чем у профильной трубы, то значение сварочного тока можно увеличить, то 80-100 Ампер.
Вторая ошибка возникает при осуществлении самого сварочного процесса. Большинство начинающих сварщиков, сразу же при сварке профильной трубы, начинают движение электродом в стороны. Однако при этом чаще всего и возникают прожоги труб, заварить которые потом очень проблематично.

Поэтому, начиная сварку профильной трубы, не нужно сразу же водить электродом в стороны. Достаточно добиться того, чтобы электрод слегка касался стенки трубы, вести его, таким образом, и варить без отрыва. Если сварочный ток подобран правильно, то абсолютно не возникнет каких-либо проблем с прожогами.
Как увидеть сварочную ванну
Следующая проблема при сварке профильной трубы заключается в том, что сварщик не видит ванны. В результате этого образуются непровары и возникают другие, не менее серьезные дефекты при сварке.

Для того чтобы увидеть сварочную ванну необходимо научиться отличать шлак от металла. Первое отличие шлака от металла заключается в плотности, металл плотней, чем шлак, он более подвижен. Обратив на это внимание можно заметить края сварочной ванны, в которой находится расплавленный металл.
При этом шлак темнее металла, он имеет большее время застывания. Таким образом, всё светлое в сварочной ванне, это металл, а всё темное, наоборот, шлак. Научившись отличать шлак от металла, можно видеть, как образуется сварочная ванна, а также, анализировать возникновение ошибок и исключать их появление в дальнейшем.

Сварка профильной трубы не такая уж сложная задача, как это может показаться. Главное — это правильно определиться с параметрами сварочного тока. Это поможет решить множество проблем, которые возникают при сварке тонкостенных изделий.
Читайте также: