Нагревательный элемент для стыковой сварки
Сварочное зеркало (нагревательный элемент) РОВЕЛД HE 300, предназначенное для стыковой сварки труб с трубами, труб с фасонными деталями 300 мм. Используется для работы навесу или фиксации на верстаке при помощи струбцины,с круглым исполнением. Свариваемые материалы: ПБ, ПЭ, ПП, и ПВДФ.
Алюминиевый нагревательный элемент (зеркало) для сварки пластиковых труб до 110 мм. Имеет антиадгезионное покрытие (ПТФЭ) и практичную ненагревающуюся рукоятку. Оснащен встроенным терморегулятором.
Алюминиевый нагревательный элемент (зеркало) для сварки пластиковых труб до 110 мм. Имеет антиадгезионное покрытие (ПТФЭ) и практичную ненагревающуюся рукоятку. Оснащен настраиваемым электронным терморегулятором.
REMS ССГ 110/45° - высокопроизводительное устройство для стыковой сварки труб до 110 мм из ПБ, ПП, ПЭ, ПВДФ. С электронной регулировкой температуры. Применим повсеместно, в руках или на верстаке. Имеет высококачественное покрытие из тефлона.
REMS ССГ 125 EE - высокопроизводительное устройство для стыковой сварки труб до 125 мм из ПБ, ПП, ПЭ, ПВДФ. С электронной регулировкой температуры. Применим повсеместно, в руках или на верстаке. Имеет высококачественное покрытие из тефлона.
REMS ССГ 180 EE - высокопроизводительное устройство для стыковой сварки труб до 180 мм из ПБ, ПП, ПЭ, ПВДФ. С электронной регулировкой температуры. Применим повсеместно, в руках или на верстаке. Имеет высококачественное покрытие из тефлона.
Сварочное зеркало Polys P-4a 160/200mm Flat предназначено для сварки встык труб до 160 мм, оснащено компактным микропроцессорным регулятором температуры, обеспечивающим высокую точность (±1,5°С) поддержания заданной температуры нагревателя.На рабочие поверхности нанесено фирменное трехслойное тефлоновое покрытие синего цвета, которое отличается повышенными антипригарными свойствами и износостойкостью.
REMS ССГ 280 EE - высокопроизводительное устройство для стыковой сварки труб до 280 мм из ПБ, ПП, ПЭ, ПВДФ. С электронной регулировкой температуры. Применим повсеместно, в руках или на верстаке. Имеет высококачественное покрытие из тефлона.
Сварочное зеркало Polys P-4a 250/300 mm Flat предназначено для сварки встык труб до 250 мм, оснащено компактным микропроцессорным регулятором температуры, обеспечивающим высокую точность (±1,5°С) поддержания заданной температуры нагревателя.На рабочие поверхности нанесено фирменное трехслойное тефлоновое покрытие синего цвета, которое отличается повышенными антипригарными свойствами и износостойкостью.
Сварочное зеркало Polys P-4a 315/380 mm Flat предназначено для сварки встык труб до 315 мм, оснащено компактным микропроцессорным регулятором температуры, обеспечивающим высокую точность (±1,5°С) поддержания заданной температуры нагревателя.На рабочие поверхности нанесено фирменное трехслойное тефлоновое покрытие синего цвета, которое отличается повышенными антипригарными свойствами и износостойкостью.
Алюминиевый нагревательный элемент (зеркало) TP 300 TE для сварки пластиковых труб до 280 мм. Имеет антиадгезионное покрытие (ПТФЭ) и практичную ненагревающуюся рукоятку. Оснащен настраиваемым электронным терморегулятором.
Ручной нагревательный элемент для сварки встык пластиковых труб до Ø 120 мм с изгибом на 30 градусов. Напряжение 230 В, мощность 0,9 кВт.
Ручной нагревательный элемент для сварки встык пластиковых труб до Ø 250 мм с контролем температуры. Напряжение 230 В, мощность 1,4 кВт.
Нагреватели для стыковой сварки
Контактная стыковая сварка – технология и аппараты для сварки
Контактная стыковая сварка — способ соединения площадей сечений изделий путем глубокой деформации металлических поверхностей без плавки самого металла. Она применяется как в процессе строительства масштабных конструкций, например, космических аппаратов, массивных труб, так и при соединении миниатюрных деталей: микросхем, полупроводников и т. д. Преимущества этого способа сварки в широте использования и в универсальности соединения практически всех конструкционных материалов: легированной стали, низкоуглеродной, сплавы на основе титана, алюминия, магния и т. д.
Различаются два варианта контактной стыковой сварки: оплавлением и сопротивлением. Частота и использования сварки оплавлением составляет не больше 10 % общего количества технологических процессов сварки.

Технология стыковой сварки
Сварка — электродеформационный технологический процесс, согласно ГОСТ 2601—84, он относится к высокоэффективным вариантам стыка металлических поверхностей изделий. Этот способ прочного сцепления двух изделий относят к автоматизированным, поскольку в технологическом процессе участвует сварочный аппарат.
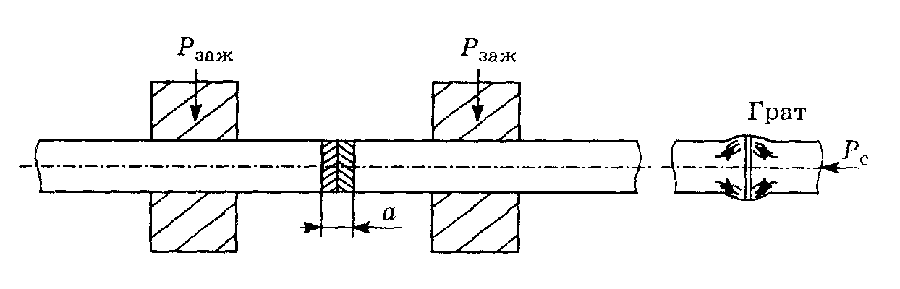
Стыковая сварка — метод сцепления площадей двух изделий (стыков) путем воздействия сильного электротока. При таком способе соединения ввариваемые поверхности прочно соединяются, контактирование происходит без расплавления самих деталей, а за чет деформации их поверхностей — стыка.
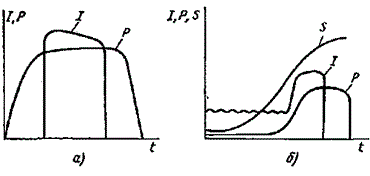
Где, I - сварочный ток; Р - усилие сжатия; S - перемещение подвижной плиты; t - время сварки; а - сопротивлением; б - оплавлением;
Главный физический процесс при стыковой сварке — нагрев и последующая деформация поверхности, за счет чего происходит удаление поверхностных пленок, происходит контактирование, затем получается высокопрочное соединение с заданными характеристиками. Стыковой сваркой соединяют полиэтилен, стыки труб, арматуры и пр. детали из конструкционных материалов.
Стыковая сварка выполняется на основе з-на Джоуля-Ленца. Процесс происходит под действием тока высокого значения путем очень сильного сжатия, прикладываемого к свариваемой поверхности.
Сварка сопротивлением — вид стыковой сварки, при которой процесс происходит с нагревом контакта до состояния пластичности. Если же технология происходит путем оплавления площадей контактирующих изделий — это способ стыковой сварки плавлением. Когда производится сварка сопротивлением, стык очень плотный — две площади сцепляются в замках сварочной машины, далее на них направляется сильный электр. ток. Когда площади деталей станут пластичными, происходит осадка — ток отключается.
Чтобы процесс происходил с соблюдением всех правил, сварное соединение было прочным, поверхности деталей необходимо предварительно подготовить:
- стык обезжирить;
- устранить все пленки, главным образом оксидные;
- выполнить пассивирование, нейтрализацию;
- просушить поверхности;
- выполнить контроль готовность деталей к процессу для прочного сварного контакта.
Поверхности, которые контактируют, должны отвечать следующим требованиям:
- создавать минимальное сопротивление сильному электротоку;
- на контакте значение сопротивления равное по всей его площади;
- площади изделий для сварки необходимы в максимально ровном виде к совпадающим плоскостям.
Сварка оплавлением
Существует два вида сварки оплавлением: непрерывным процессом, прерывистым.


При непрерывной стыковой сварке оплавлением, изделия крепятся в спец. замках сварочной машины. Далее при подаче тока путем плавного передвижения изделия приводят в сцепление. При этом площадь изделий контактирует, они свариваются. Затем происходит осадка на необходимое значение, долее ток отключается. Этот вариант контактирования и сварки применяется при контактной сварке рельсов, труб с тонкими стенками, листов и т. п. Преимущество метода контактной стыковой сварки плавлением в большом технологическом выходе, а минус — в потере металла. При сварке за счет прерывистого оплавления выполняется чередование уплотненного стыка с неплотным при включенном электротоке.
Такие поступательные и возвратные движения при воздействии тока замыкают цель, пока поверхности деталей на контакте не достигнут предела 800-900 градусов, при такой температуре происходит оплавление, осадка материала. Сварка плавлением используется при стыке изделий из низкоуглеродистой стали, когда контактная сварка оплавлением с помощью непрерывного соединения является недостаточной. Этот вариант требует доп. расхода материала, поэтому нагрев может дополнительно осуществляться сопротивлением — ток идет при замкнутой сварочной цепи, затем детали разъединяются, далее идет плавление, осадка.
Стыковая сварка оплавлением возможна с менее тщательной обработкой свариваемых изделий, чем при сварке сопротивлением, поскольку металл из области сваривания частично плавится — расходуется, поэтому место стыковки обрабатывается в технологическом процессе. Детали для оплавления могут резаться пресс. ножницами, с помощью кислородной резки, однако при последнем способе понадобится последующая очистка от шлака или окалины. Возможно отклонение поверхностей в торцевании в пределах 12-15 %. При норм. условиях контактно-стыковой сварки электроток, давление направляются прямо к месту стыкования.
Сварка сопротивлением
Этот способ несколько отличается от других, его называют «электротермодеформационным». Сварка сопротивлением выполняется без плавления основания — в этом ее отличие и уникальность. Металл при контактно-стыковой сварке таким методом поддается сильной деформации на пластичность. Основа контактно стыковой сварки заключается в следующем: стержни для сварки оснащаются подключенным электротоком. При соприкосновении образуется замкнутая электроцепь. В зоне контакта происходит высокое сопротивление, в связи с этим выделяется небольшое количество тепла. Далее разогретые стержни прижимаются давлением друг к другу, затем подача электротока прекращается.
Разогретые стержни постепенно отвердевают, в связи с этим технология и получила название сварки сопротивлением. Стоит сказать, что для распределенного повышения температуры материала и последующего использования стыковой сварки сопротивлением поверхность свариваемых деталей нуждаются в тщательной обработке. По существу детали очень сильно сцепляются, поэтому никаких мельчайших инородных тел на стыкуемой поверхности быть не должно. Через детали при очень плотном стыке дается сильный ток, при нагревании они переходят в пластичную форму, далее детали сжимаются с увеличивающимся нажатием до получения сцепления в твердом физсостоянии.
Контактная стыковая сварка сопротивлением подразумевает зачистку области механич. способом. Для прочих вариантов контактной стыковой сварки эта подготовка не нужна. Высокой квалификации и большого профессионализма сварка сопротивлением не предусматривает. Этот вид контактной сварки довольно востребован, он применяется в разных сферах производства, строительства. Применяется для площадей сечением от 1 до 20 квадратных мм. Ограничения касаются только алюминиевых (сечение до 500 кв. мм), медных (сечение до 200 кв. мм)./p>
Очень часто сварка сопротивлением используется для сварки труб, проволоки. Для контактной сварки сопротивлением может использоваться и сталь, однако низкоуглеродистая.
По мнению экспертов, с помощью контактной сварки сопротивлением можно сваривать металлы разных свойств, для примера, алюминий и чугун, медь и сталь. Можно встретить и критические замечания по поводу соединения. Оптимальный результат при сварке сопротивлением получается при использовании малоуглеродистых и низколегированных материалов, легких сплавов из металла.
Машины и аппараты для стыковой контактной сварки
Из практики многократного проведения технологии стыковой сварки полиэтиленовых труб она происходит чаще всего с помощью специальной машины стыковой сварки. Полимер, из которого выполнены трубы, прекрасно поддается контактной сварке. Большая популярность аппарата стыковой сварки полиэтиленовых труб обусловлена надежностью, безопасностью, а также возможностью взаимодействия с трубами разнообразного размера.

Стыковая сварка полиэтиленовых труб с помощью аппарата выполняется качественно и надежно. Сварочные машины для стыковой сварки труб бывают следующих разновидностей:
- стационарные;
- подвесные;
- передвижные;
- специализированные;
- универсальные.
Любая машина для стыковой сварки труб ПНД состоит из механической и электрической части, пневмосистемы, а также системы водяного охлаждения. Стыковая сварка труб ПНД немного отличается от стыковой, поскольку пластик не проводит сквозь себя ток, из-за этого торцы таких труб прогревают спец. контактными элементами для нагрева. А в остальном же технология соединения площадей изделий, затвердевание, кристаллизация в общем похожи.
Машины для стыковой сварки существенно ускоряют процесс сцепления поверхности двух деталей, поэтому на технология успешно применяется в разнообразных областях: в строительстве, в металлургии, в ж/д строительстве, в автомобильной промышленности, при производстве инструментов, при прокладке трубопроводов для соединения труб из пластика со стальными.
Различия стыковой и электромуфтовой сварки
В настоящее время для сварки полиэтиленовых труб используются два самых распространенных метода:
стыковая сварка и электромуфтовая (электрофузионная) сварка. У каждого из них есть свои плюсы и минусы. Рассмотрим подробнее.
Электромуфтовая сварка
Сварка полиэтиленовых труб муфтами и другими электросварными фитингами производится с помощью нагрева закладных элементов (нагревательных резисторов), расположенных внутри фитинга. После того, как фитинг установили на концах труб, сварочный аппарат проводами подключается к разъемам на фитинге. Затем происходит нагрев закладных элементов, которые под действием высокой температуры плавят наружную поверхность трубы и внутреннюю поверхность фитинга, тем самым сваривая их вместе.
Как правило, аппараты для муфтовой сварки имеют в большинстве случаев полный диапазон сварки полиэтиленовых труб (от 20 мм до 1200 мм), но в некоторых случаях абсолютно не нужно иметь такой большой запас мощности, если в планах объект из труб меньшего диаметра. Для данного случая существуют муфтовые аппараты с диапазоном сварки до 160 мм и до 400 мм. Они будут значительно выгоднее.
Плюсы и минусы электромуфтовой сварки:
+ удобно использовать в стесненных условиях и в труднодоступных местах
+ малый вес и небольшая цена сварочного оборудования
+ можно сваривать трубы разного SDR и разного материала
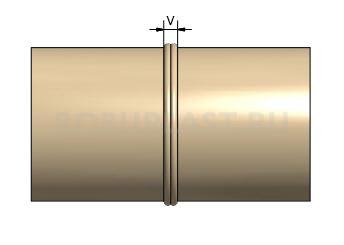
+ более высокая проходимость труб, так как во время сварки внутри труб не образуется грат
— дороговизна муфт и других фитингов
— на внешней поверхности трубы из-за контактирования с кислородом образуется окисел. Если трубу плохо зачистить, то стык получится некачественным.
Стыковая сварка
Метод стыковой сварки является наиболее распространенным методом сварки, применяемым в настоящее время для сварки труб и фитингов из ПНД. Способ соединения труб представляет собой процесс, в котором два конца труб торцуются, нагреваются и свариваются под давлением с использованием аппарата для стыковой сварки.
Стыковое сварочное оборудование бывает с механическим сжатием, а также гидравлическое. Они различаются по весу, мобильности и цене. Наиболее распространенные модели охватывают диапазоны сварки: от 40 до 160 мм, от 90 до 315 мм, от 180 до 500 мм.
Плюсы и минусы стыковой сварки:
+ простой и незамысловатый процесс сварки
+ для сварки труб не нужно использовать дополнительных соединительных элементов, что значительно удешевляет процесс сварки встык по сравнению с электромуфтовой сваркой
+ высокое качество и долговечность стыка при соблюдении всех правил в процессе сваривания
— нежелательно сваривать трубы и фитинги из разных материалов и разных SDR
— стоимость и вес стыкового сварочного оборудования выше, чем у муфтовых сварочных аппаратов
Что выбрать ?
Как мы видим у обоих методов сварки есть преимущества и недостатки: оборудование для сварки муфтами легкое и недорогое, но стоимость муфт и других фитингов может в разы увеличить стоимость объекта. В противовес — стыковое сварочное оборудование более тяжелое и дорогостоящее, но дополнительных расходов помимо его приобретения нет.
Для того, чтобы определить, какой способ сварки больше подойдет именно вам, необходимо знать, в каких условиях вы будете работать: если прокладывать трубопровод в поле — стыковая сварка станет идеальным вариантом, если нужно соединить две трубы в узком колодце — муфтовая сварка просто незаменима, но как правило один объект может совмещать в себе оба эти условия, и поэтому опытные сварщики имеют в своем вооружении и то и другое.
Качественных вам стыков и успешно сданных объектов, коллеги!
В октябре 2016 года были расширены рабочие диапазоны аппаратов ROBU W 250, ROBU W 250 S и ROBU W 315. Теперь они составляют: 63-250 мм у ROBU W 250 и…
После долгой работы по проектированию, разработке и испытанию была поставлена на производственный поток новая модель в линейке стыковых сварочных аппаратов ROBU: ROBU W 160 G — гидравлический сварочный аппарат с…
Теперь сварочные аппараты ROBU получили свою уникальность и неповторимость! Мы полностью изменили дизайн: центратор приобрел приятный серый оттенок, у хомутов появились грани, видоизменился гидроблок, он стал более эргономичным и удобным…
Теперь Вы можете подробно изучить каждый из аппаратов марки ROBU, сравнить параметры, посмотреть фотографии и почитать отзывы наших партнеров.
Читайте также: