Медные электроды для сварки для чего
Процесс сварки стали имеет существенные отличия от сварки цветных металлов и их сплавов. Среди факторов, определяющих свариваемость каждого из этих материалов можно выделить:
- Теплопроводность;
- Температуры, как плавления, так и кипения;
- Степень активности взаимодействия с газами, которые содержатся в окружающем воздухе (к примеру, с азотом, кислородом, а также парами воды).
Сварочные электроды для цветных металлов представляют собой группу, к которой относят марки для сварки алюминия, никеля, меди, а также их сплавов. Эта группа электродов практически полностью не стандартизована (как и электроды для наплавки и сварки чугуна), а выпуск их осуществляется в соответствии с отдельными ТУ (техническими условиями).
Рассмотрим основные отличительные особенности каждого из материалов, а также электроды для цветных металлов, которые подходят для их сварки.
- Отдельно внимание заслуживает такой материал, как титан. Стоит отметить, что титан и его сплавы не свариваются при помощи ручной дуговой сварки. Причина – недостаточная защита от окисления зоны сварного соединения.
- Алюминий и его сплавы
Для алюминия и его сплавов характерны такие свойства:
- Высокие показатели электро- и теплопроводности;
- Малая плотность;
- Повышенная стойкость к коррозии;
- Легкая окисляемость.
Эти особенности (в особенности окисляемость) ведут к тому, что на поверхности материала всегда присутствует пленка (оксид алюминия), которая является плотной и тугоплавкой. Температура плавления пленки составляет 2072 градуса по цельсию, а самого алюминия 660 градусов.
Подобная пленка может появляться и в процессе сварки на поверхности сварочной ванны, что препятствует формированию шва (за счет нарушения стабильности процесса), а также вызывает появление непроваров.
Качественный шов в этом случае можно получить, если удалить с поверхности оксидную пленку (Не так то просто это сделать).
В процессе ручной дуговой сварки этого можно достигнуть за счет введения в состав покрытия фтористых и хлористых солей щелочных либо щелочно-земельных металлов (Которые и применяют в покрытиях электрода). Такие добавки в расплавленном состоянии создают условия для удаления с поверхности оксида алюминия (планки) и, как следствие, обеспечивают устойчивое горение дуги.
Среди наиболее распространенных марок электродов, которые используют для сварки алюминия и его сплавов можно выделить:
- и ОЗАНА-1 – для проведения сварки и наплавки элементов из технически чистого алюминия; и ОЗАНА-2 – для заварки дефектов, которые возникли в процессе литья, а также наплавки изделий, выполненных их алюминиево-кремнистых сплавов.
Марки электродов ОЗА-1,2 производят стандартным способом (опрессовка с применением карбоксиметилцеллюлозы в качестве связующего раствора).
Марки электродов ОЗАНА-1,2 имеют улучшенные сварочно-технические характеристики за счет того, что оптимизирован состав и соотношение галогенидов, а также применяются специальные улучшенные связующие.
Характерными особенностями никеля и его сплавов являются:
- Прочность;
- Вязкость;
- Жаростойкость;
- Жаропрочность;
- Высокая устойчивость к коррозии.
Никель, как и сплавы с ним, отличается значительной чувствительностью к примесям (в особенности к растворенным газам, таким как азот, кислород и водород), а также склонностью к возникновению горячих трещин. Чтобы такие трещины не появлялись, следует использовать, как основной металл, так и сварочные электроды достаточно высокой чистоты, предварительно подготавливая их к сварке специальным образом.
Техника и технология ручной дуговой сварки никеля и его сплавов сходны с процессом сварки высоколегированных коррозионностойких сталей.
Среди наиболее распространенных марок электродов, которые используют для сварки никеля и его сплавов можно выделить:
- ОЗЛ-32 – подходит для сварки никеля в разных интерпретациях;
- В-56У – подходит для сварочных работ с монель металлом.
- Медь и ее сплавы
Для меди и ее сплавов характерны такие особенности:
- Высокие показатели электро- и теплопроводности;
- Повышенная текучесть металла в расплавленном виде;
- Активное взаимодействие с такими газами, как кислород и водород.
Эти особенности нередко становятся причиной того, что в процессе сварки образуются трещины. Для того чтобы избежать этих явлений следует применять в сварных соединениях раскисленную медь. При этом сварка должна выполняться прокаленными электродами, а свариваемые элементы следует тщательно зачищать (до блеска).
Если говорить о сварке бронзы или латуни, то нужно отметить, что сварка бронзы усложняется за счет малой прочности и высокой хрупкости материала в нагретом состоянии, а латуни – интенсивными испарениями цинка.
Среди наиболее распространенных марок электродов, которые используют для сварки меди и ее сплавов можно выделить:
- , АНЦ/ОМЗ-2, АНЦ/ОМЗ-3, АНЦ/ОМЗ-4 - в зависимости от модели электрода используются для сварки и наплавки элементов, как из технически чистой меди, так и из меди, содержащей определенное количество кислорода (не более 0,01%) – подходит для сварки и наплавки элементов из бронзы. Следует отметить, что металл, наплавленный электродами, по химсоставу соответствует оловянно-фосфористой бронзе.
- ESAB OK 94.55;
- ESAB OK NiCu-7 (OK 92.86);
- ЕСАБ OK Ni-1 (OK 92.05);
- ZELLER 390;
- ЕСАБ OK 94.55;
- ESAB OK NiCu-7 (OK 92.86);
- ЕСАБ OK Ni-1 (OK 92.05);
- ZELLER 390.
- железо;
- медь;
- марганец;
- олово;
- никель.
- от 90 до 120 ампер — для диаметра 3 мм;
- от 120 до 160 — для поперечника 4 мм.
- Стали (углеродистая, низколегированная);
- Цветных металлов (медь, алюминий, цинк);
- Легких и тяжелых сплавов (чугун, вольфрам и другие).
- правосторонний - сварщик переносит электрод справа налево, а сразу за стержнем идет присадка;
- левосторонний – наоборот, электрод двигают слева направо, но присадка всё так же идет за ним.
Кроме того, электродами марки ОЗБ-2М можно проводить сварку латуней.
Отдельного внимания заслуживают электроды марки АНЦ-З, которые имеют отличные показатели производительности и могут обеспечить на дуге высокое номинальное напряжение (45-52 В).
В заключение следует отметить, что сварка цветных металлов электродами – процесс специфический и требует от исполнителя четкого соблюдения всех технологических тонкостей. Только в этом случае можно получить сварное соединение, качество которого не будет вызывать нареканий.
Электроды для сварки меди
Медь и сплавы, в которых она является основой, - достаточно проблематичные материалы, когда заходит речь об их сварке. Трудности могут появиться вследствие того, что существует большая вероятность возникновения такого дефекта, как поры. Это объясняется высокой степенью активности меди при взаимодействии с газами, в частности кислородом и водородом.

Применяемые электроды
Из всего многообразия электродов по меди следует делать выбор в зависимости от способов сварки. Также учитывается толщина свариваемых изделий.

Комсомолец-100
Это наиболее часто применяемый вид электродов для работы с технически чистыми марками меди ручным дуговым способом. При работе с ними следует выбирать постоянный ток и устанавливать обратную полярность. Сварка производится с предварительным нагревом деталей.
Стержень Комсомольца-100 выполнен из проволоки марки М1, а покрытие называется специальным. Размер поперечных сечений - 3,0; 4,0; 5,0 миллиметров. При увеличении размера увеличивают значение величины тока.
Для обеспечения одного килограмма наплавленного металла потребуется 1,6 килограмма электродов. Основу химического состава электродов Комсомолец-100 составляет медь. Также в незначительных количествах там присутствуют такие элементы, как марганец, кремний и железо.
Медные электроды марки Комсомолец-100 используют для сварки в нижнем и вертикальном положении шва. Могут быть использованы также для соединения медных изделий с выполненными из стали.
ОЗБ-2М
Медные электроды для сварки меди и соединений на ее основе ОЗБ-2М имеют основное покрытие. Основу стержня электродов составляет медь. Для обеспечения одного килограмма наплавленного металла потребуется 1,4 килограмма электродов. При установлении режима выбирается постоянный ток, а полярность выставляется обратной. ОЗБ-2М выпускаются диаметрами 3,0 и 4,0 миллиметров.
К преимуществу относится возможность осуществлять сварку в различных положениях - нижнем, наклонном, горизонтальном. При вертикальном положении шва выбираются движения электрода из нижнего положения наверх. Полученный шов обладает высокой износоустойчивостью.
Такие медные электроды для контактной сварки помогут осуществить наплавку в нижнем положении при использовании постоянного тока и выставлении полярности обратного типа. Имеют специальное покрытие. Основу стержня электродов составляет медь. Для обеспечения одного килограмма наплавленного металла потребуется 1,8 килограмма электродов.
Прокалка перед сваркой должна составлять два часа. ОЗБ-3 выпускаются диаметрами 4,0 и 5,0 миллиметров. Сварочный процесс должен осуществляться только в нижнем положении. Такой вид электродов также может использоваться для работ с бронзовыми изделиями.
АНЦ/ОЗМ-2
Специфика этих электродов заключается в том, что их можно использовать исключительно для сварки изделий из чистой меди без примесей. Содержание кислорода не должно превышать одну сотую процента.
Вид покрытия - специальный. Применяются при сварке внизу, а также под наклоном. Для сварки одного кило меди потребуется 1,5 килограмма расходняков. Детали небольшой толщины допустимо предварительно не нагревать. Ток должен быть постоянным. Полярность выставляется обратной. Размеры поперечных сечений - 4,0; 5,0; 6,0 миллиметров.
Прокалка перед сваркой должна составлять полтора часа. Для обеспечения одного килограмма наплавленного металла потребуется 1,6 килограмма этих расходняков.
АНЦ/ОЗМ-3
Так же, как и предыдущий вид электродов, используется для сварки чисто медных изделий с содержанием кислорода не более 0,01%. Для обеспечения одного килограмма наплавленного металла потребуется 1,8 килограмма электродов. Значения поперечных сечений - 4,0 и 5,0 миллиметров.
АНЦ/ОЗМ-3 во время процесса сварки должны совершать небольшие колебательные движения поперек направления шва. Если свариваются детали толщиной менее десяти миллиметров, то предварительный нагрев не требуется. Обязательное прокаливание займет два часа.
Сварка проводов из меди
С помощью медно-графитового электрода можно соединять провода из меди. Электрод для сварки медных проводов внутри имеет стержень из графита. Отличительная особенность таких электродов состоит в том, что они не плавятся при сварочном процессе. Сварной шов на медных проводах обладает стойкостью к коррозии и действию повышенной температуры.
Правильное использование
Недостаточно грамотно выбрать электроды для меди, следует разобраться в правилах их использования. Чтобы шов соответствовал всем требованиям, необходимо учитывать свойства меди.
Медь обладает такой характеристикой, как текучесть. Сразу после начала процесса плавления исчезает ее твердая форма. Кроме этого меди свойственна повышенная теплопроводность. Тепло через медь проходит гораздо быстрее, чем через другие металлы, что может привести к образованию прожогов.
Также следует учитывать, что вследствие существенно повышенной активности при взаимодействии с газами возможно образование пор и даже горячих трещин.
Поэтому так важен установленный правильно режим сваривания и проведение подготовительных работ. Перед началом сварочного процесса необходима закалка электродов не менее одного часа. Также следует подготовить свариваемые детали: очистить их от загрязнений, следов краски и масел, и разделать их кромки.
При работе электроды для пайки меди следует водить со средней скоростью. Формирование шва должно происходить равномерно, чтобы исключить прожоги, наплывы и непровары. Силу тока устанавливают на 10% меньше, чем обычно.
Правильное использование включает в себя регулярную заточку медных электродов. Инструмент для заточки медных электродов предназначается для того, чтобы зачищать контактную поверхность электродов от нагара.
Интересное видео
Графитовые электроды: сварка меди инвертором, медные электроды

Электроды, которые покрываются металлическим слоем и используются для ручной дуговой сварки стальных элементов, классифицируются по своим механическим свойствам, по назначению и по составу. Также предусматривается разделение графитовых электродов по толщине покрытия и особенности сварочных характеристик.
Разновидности электродов для сварки меди
Специальные медные электроды используются для сварки меди и цветных металлов. Также они находят применение для обработки медных труб. Сюда можно отнести электроды:
Начинать работать с их помощью следует, вникнув в характерные особенности.
Комсомолец-100 используется для наплавки и сварки меди М1 и М3. Работа осуществляется на постоянном токе. Ведётся она в наклонном или нижнем положениях. Толщина угольных электродов для сварки медных проводов варьируется от 3 до 5 мм. Сила тока для диаметра 3 мм рекомендуется от 90 до 180 ампер. Если поперечник составляет 4 мм, она лежит в пределах 120−140, если 5 мм — 150−190. Указанные параметры зависят во многом от расположения шва. Перед тем как начать работу, надо нагреть свариваемые изделия до 200 градусов в зависимости от толщины.
ОЗБ2М предназначается для работы с бронзовыми элементами. Они применяются в художественном литье. С их помощью можно направлять указанный металл на сталь, корректировать дефекты чугуна. При этом необходимо включать ток обратной полярности. Работу производят в горизонтальном или вертикальном положениях. Модификация состоит из следующих соединений:
- фосфор;
Длина их равна 350 мм. Для успешной работы надо устанавливать сварочный ток со значениями:
ОЗБ-3 используют при манипуляциях, связанных с медью и бронзой, а также цветными металлами. Их делают со специальным покрытием. Сварка производится в нижнем положении. Используется постоянный ток. Производительность наплавки и коэффициент этого показателя лежат в пределах 12,5 г/А.ч — 3,5 кг. ч, если изделие в поперечнике равно 4 мм.
Использование типов АНЦ/ОЗМ-2 и АНЦ/ОЗМ-3
Электод АНЦ/ОЗМ-2 используется для манипуляции с чистой медью. При этом нет необходимости в её нагреве, если структура у неё не очень толстая. Сварка производится в нижнем или наклонном положении. Постоянный ток при этом должен обладать обратной полярностью. Чтобы наплавить килограмм металла, требуется 1,6 кг указанной модификации.
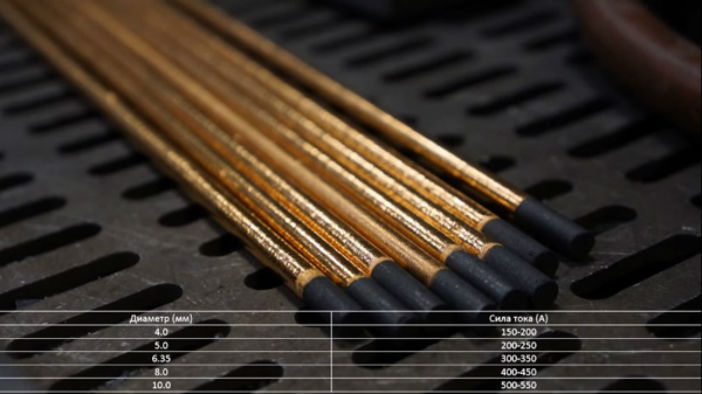
АНЦ/ОЗМ-3 необходим для работы с медными изделиями технических марок. Выпускают их в толщине от 4 до 6 мм. Чтобы выполнить сварку, надо настроить ток на показатели от 220 до 300 ампер для диаметра 4 мм. Если поперечник составляет 5 мм, аналогичный показатель лежит в пределах от 350 до 400, если 6 мм, то от 420 до 600. Расположение шва должна быть нижним. Использовать необходимо короткую дугу. Действия производятся без подогрева с медью толщиной до 10 мм. Колебания медного электрода для сварки должны быть небольшими поперечными. Кромки не подвергаются разделке двусторонним швом.
Особенности стержней ESAB ОК 94.25, ESAB OK 94.35, ESAB OK 94.55

Модель ESAB ОК 94.25 хорошо подходит для работы с большинством цветных металлов и сплавов. Особенно хорошо использовать ее для оловянной бронзы, латуни и меди. Может использоваться для наплавки на сталь с целью защиты от коррозионного воздействия. Толстые медные изделия лучше нагреть при 300 градусах. Данная модификация хорошо зарекомендовала себя при использовании в пространственных положениях 1−4.
Тип скрутки ESAB OK 94.35 имеет толстое рутиловое покрытие. Его применяют для обработки медных и никелевых изделий. Причём содержание последнего не должно превышать 30%. Электрод позволяет наплавлять кромки. С его помощью можно работать в нескольких положениях. Металл, который был наплавлен с помощью данного изделия, устойчив к коррозии, не теряет своих свойств под воздействием морской соленой воды и отличается хорошей прочностью.
Электрод ESAB OK 94.55 хорошо зарекомендовал себя в работе с красной латунью, бронзой и медью. Чтобы сварить его, используется короткая дуга. Расположение электрода должно быть перпендикулярно по отношению к кромкам. Надо, чтобы сварные валики переходили друг на друга. Каждый проход необходимо своевременно зачищать от шлака. Подходящими видами положений для данного изделия являются 1−4 и 6. Твёрдость составляет 120 HB, предел прочности равен 400 мПа.
Характеристики изделий ESAB OK NiCu-7, ESAB OK Ni-1, ZELLER 390
Сварочные электроды ESAB OK NiCu-7 используются для никеля и меди. Металл, наплавленный с их помощью, характеризуется устойчивостью к воздействию солёной воды, образованию трещин. Даже при наличии щелочной и кислотной среды металл сохраняет свои характеристики. Хорошо поддается ковке. Для варки этим электродом используют положение 1−4, 6. Данная марка выпускается толщиной от 2 до 4 мм. В работе используется постоянный ток обратной полярности.
Вариант ESAB OK Ni-1 имеет основной тип покрытия. Чтобы не допустить образования трещин и пор, лучше работать на допустимых для данного диаметра электрода токах. Положения здесь допускаются те же, что и для предыдущего варианта. Электрод прокаливается на протяжении 2 часов при температуре плюс 250 градусов. Для этого требуется постоянный ток.
Электроды типа ZELLER 390 имеет основное покрытие. Предел прочности равен 200 мПа, текучесть составляет 185, твердость 40 HB. Модель выпускается в различной длине: от 300 до 450 мм. Диаметр равен 2,5−5 мм.
Силу тока надо устанавливать для электрода толщиной 2,5−5 мм. Сила тока здесь составляет 80−110 ампер. Если поперечник равен 3 мм, то параметр варьируется от 100 до 130 А, если 4 мм, то от 130 до 170 А, 5 мм — 174−200 А. Используется при работе с изделиями, которые должны отвечать увеличенным показателям стойкости к воздействию ржавчины, проводимости домашней электропроводки и воздействию тепла.
Список популярных производителей

Наилучшим образом себя зарекомендовала компания ESAB и производимые ею электроды. Ими пользуются во всём мире. Шведская фирма ESAB была основана в 1904 году. Она специализируется на изготовлении сварочных аппаратов различных модификаций того или иного назначения. Компания также смогла разработать множество современных сварочных методик, которые соответствуют современным требованиям.
ZELLER — еще одна организация из Германии, которая работает с 1963 года. Она представляет на рынке каталог, включающий более 500 товаров. Все соответствуют высоким требованиям, отличаются хорошей коррозионной стойкостью и образуют надежный шов.
Материал для стержней
Стержни, которые устанавливаются в электродах и предназначены для сплавов меди, производятся из прутков и проволоки. Их состав соответствует ГОСТу. Главным образом это бронза и медь. Часто находят применение в производстве сплавы металлов. Медные стержни выполняют в диаметре от 2 до 6 мм. Они могут быть обернуты жестью толщиной 0,3 мм. На них наносится различное покрытие. Оно может быть рутиловым и основным.
Для электродов Комсомолец-100 стержень изготавливается из меди М1. Бронзовые изделия выполняются из специального металла и покрываются смесью различных веществ. Иногда их производят из оловянно-фосфористой бронзы. Бронзовый стержень придает отличное качество швам. Они меньше окисляют металлы, нежели медные. Бронзовые стержни снижают механическую прочность при определённых условиях.
Ключевые принципы сварки
Проводя сварочные работы по сварке меди и ее сплавов, сварщик сталкивается с определенными трудностями. На шве может формироваться трещина. При работе легкоплавкие соединения скапливаются на границах кристаллов. Соответственно, образуются поры. Надо это учитывать и предотвращать. Медь толщиной до 4 мм соединяют без разделки кромок, до 10 мм — с односторонней разделкой. Скос кромок должен иметь угол не более 70 градусов.

Допускается притупление от 1,5 до 3 мм. Текучесть заметно осложняет работу в потолочном, горизонтальном и вертикальном положениях. Дуговая сварка производится при повышенном сварочном токе из-за высокой теплопроводности металла. Кромки соединяются с минимальным зазором из-за высокой текучести меди. Нередко рекомендуют использовать стальную подкладку.
Изделия толщиной больше 6 мм необходимо нагревать до 250 градусов. Делать это заранее, учитывая при этом характеристики плавления металла и особенности сплавов. Тонкий металл не следует нагревать. Лучше производить дугой от 10 до 15 мм такую сварку. Это позволяет манипулировать электродом намного легче.
При постоянном токе обратной полярности сваривается медь. Это также нужно учитывать. Дуговая сварка латуни и бронзы выполняется мощной дугой. Это происходит при увеличенном напряжении за счёт соответствующей силы тока. Работа выполняется быстро и на большой скорости. Сварку по возможности рекомендуется делать в нижнем положении, а также при угле наклона 20 градусов по отношению к вертикали.
Дуга направляется на поверхность сварочной ванны. Лучше применять специальные подкладки. Их делают из графита и асбеста. Характеристики металла при этом надо обязательно учитывать. Медь плавится при плюс 1080 градусах. Прочность ее составляет 20 кг на квадратный миллиметр. Если изделие толстое, надо обрабатывать его постепенно. Наполняется один слой за другим.
Сварка выполняется обратноступенчатым швом. Длина каждого участка составляет от 20 до 30 см. Его делят на две части: в соотношении 75% и 25%. Обрабатывается длинный участок по направлению к меньшему. За счет этого понижается риск возникновения трещин. Работа выполняется снизу. Шов правится кувалдой или молотком по причине вспенивания. В процессе сварки необходимо уменьшить ток, так как разогрев тонкой меди может привести к ожогам. Перед началом работы электроды прокаливаются при рекомендуемой производителем температуре.
Выбор диаметра электрода

Подбирая подходящий диаметр электрода, необходимо обращать внимание на толщину материала или сплава на его основе. Учитывается и то, что в структуре могут появляться поры при сварке на повышенных токах. Специалисты рекомендуют выбирать такой диаметр при определенной толщине меди и сплавов на ее основе.
Есть электроды, которые используют для наплавки и сваривания с заблаговременным подогревом до 300 градусов по Цельсию. Есть и малый подогрев со 150 градусов. Возможно сделать это всё и без подогрева. Для меди может применяться ручная сварка угольными электродами или металлическими, аргонодуговая сварка. Сваривание цветных металлов может значительно отличаться от аналогичного процесса для стали, что обусловлено разными физическими свойствами материалов.
Основными факторами, оказывающими влияние на свариваемость цветных металлов, являются температура кипения и плавления.
Также важны теплопроводность и восприимчивость к воздушным газам, таким как кислород и азот. Медь имеет повышенную текучесть в расплавленной форме, характеризуется увеличенными тепло- и электрической проводимостью. При сварке могут образовываться микротрещины и поры, если отмечается взаимодействие с кислородом и водородом. Чтобы не допустить такой дефект, необходимо использовать только хорошо раскисленный металл.

Сварка по меди своими руками осуществляется хорошо прокаленными электродами. Детали должны быть подготовлены в местах наложения швов. Здесь требуется зачистка до металлического блеска с удалением загрязнений и жиров.
Отличительные особенности угольных электродов, нюансы применения, плюсы и минусы

Пользователи сварочных аппаратов в основном используют электроды со стальным легкоплавким стержнем.
Но для цветных металлов или U-образных швов необходим стержень из угля.
С помощью него можно варить, резать и плавить. Пришло время узнать о преимуществах этого типа изделий.
Общие сведения
Что собой представляет такой сварочный электрод? Это стержень, основной его компонент - коксовый уголь. В его классический состав также включены и другие материалы.
Например, металлический порошок, который делает заготовку прочной, смола - объединяющий компонент. Диаметр его (в зависимости от типа) 1,5-25 мм, а длина – 25 - 300 мм.
Изготовление угольного изделия делится на три этапа: на первом этапе создается «смесь» из всех материалов, затем смеси придают форму, а в конце производства стержни проходят сушку.
Сфера применения

Чаще всего этот расходник помогает при воздушной духовой резке металлов. Профессиональные мастера, которые берутся за сложные проекты, подмечают, что стержни из угля могут использоваться для обработки различных металлов:
При работе с цветными металлами угольный стержень даст надёжное аккуратное соединение. В случае пайки легкоплавкими стержнями такого шва не получится.
Более того, благодаря угольному расходнику процесс будет быстрее и проще. При обработке бронзы или чугуна необходимо заточить окончание угля под острым углом (примерно 60 градусов).
Чтобы повысить плотность изделий, производители напыляют на них слой медного порошка. Для экономии материалов делают это при помощи электролитической лампы.
Угольную заготовку вместе с медным порошком помещают в сосуд с расвором электролитов. В ёмкости присутствует электролитическое поле, под воздействием которого медь оседает на поверхности изделия.
Продукт этого процесса - угольный электрод с тонким медным слоем.
Разновидности

Сейчас омедненный электрод представлен в пяти разных вариантах. Для каждой модификации существует своя область использования. Угольные сварочные электроды бывают:
Особенности сварки
Некоторые сварщики делились историями о том, как они использовали в качестве источника угля батарейки, не имея возможности купить стержень. Учтите, что этот вариант не подойдёт, если вам нужен красивый шов.
Угольный электрод имеет свойство не плавится. В этом заключается его основное отличие от типичных металлических стержней.
Работа с ним имеет некоторые особенности: сварка с этим стержнем требует не переменного, а постоянного тока, полярность которого прямая. Плюс должен подсоединяться к металлу, с которым вы работаете, а минус – непосредственно к электроду.
Некоторые ситуации во время сварочных работ требуют использования присадочного элемента. Такой ситуацией может быть, например, отбортовка тонких заготовок из металла. Используя присадку, можно сделать эту процедуру проще и выгоднее.
Выбирать присадку нужно учитывая материал, с которым проводится работа. При пайке меди, например, следует выбирать бронзу как присадочный материал.
Стоит обратить внимание и на форму и площадь сечения присадочной проволоки (также это может быть пластина).
Если сечение больше диаметра стержня, то шов проварится плохо, если меньше – шов можно пережечь.
Итоги и выводы

Во время работы с электродом из угля есть два возможных варианта сварочного процесса:
Правый вариант более эффективный, если учитывать приложение тепла непосредственно в участке сварки. Детали с большой толщиной удобнее варить именно правосторонним способом, а тонкие - левосторонним.
Кроме того, скорость «правой» работы выше скорости левостороннего примерно на четверть. Однако, многие сварщики чаще предпочитают именно второй способ работы.
Угольные электроды в целом используют для работы с медью и резки металлов. А благодаря разнообразию, прочности и удобству, они нашли своё применение в домашнем хозяйстве.
Читайте также: