Виды подогрева при сварке
ТЕХНОЛОГИЯ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
СВАРКА ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
Теплоустойчивыми называют стали, длительно работающие при температуре до 600 °С. К ним относятся перлитные низколегированные хромомолибденовые стали 12МХ, 12ХМ, 15ХМ, 20ХМЛ, работающие при температуре 450. 550 °С и хромомолибденованадиевые стали 12Х1МФ, 15Х1М1Ф, 20МФЛ, работающие при температуре 550. 600 °С в течение 100 000 ч (10 лет). Они дешевы и технологичны, из них делают отливки, прокат, поковки для изготовления сварных конструкций: турбин, паропроводов, котлов и т.п.
Теплоустойчивость сварных соединений оценивают отношением длительной прочности металла соединения и основного металла - коэффициентом теплоустойчивости.
Чтобы работать при высоких температурах, стали должны обладать жаростойкостью, длительной прочностью, стабильностью свойств во времени и сопротивлением ползучести: их пластическая деформация при постоянной нагрузке с течением времени должна возрастать незначительно. Все это достигается введением в состав сталей 0,5. 2,0% хрома, 0,2. 1,0 % молибдена, 0,1 . 0,3 % ванадия и — иногда — небольших добавок редкоземельных элементов. Хорошее сочетание механических свойств изделий из теплоустойчивых сталей достигается термообработкой: нормализацией или закалкой с последующим высокотемпературным отпуском. Это обеспечивает мелкозернистую структуру, состоящую из дисперсной ферритокарбидной смеси. После 100000 ч работы обработанная таким образом сталь 15ХМ имеет прочность 260 МПа (26,5 кгс/мм2) при температуре 450 °С и 62 МПа (6,3 кгс/мм2) при температуре 550 °С, а сталь 12X1МФ - 154 МПа (15,7 кгс/мм2) при температуре 500 °С и 58 МПа (5,9 кгс/мм2) при температуре 580 °С.
Физическая свариваемость теплоустойчивых сталей, определяемая отношением металла к плавлению, металлургической обработке и к последующей кристаллизации шва не вызывает затруднений. Современные сварочные материалы и технология сварки обеспечивают требуемые свойства и стойкость металла шва против горячих трещин. Однако сварные соединения склонны к холодным трещинам и к разупрочнению металла в ЗТВ - зоне термического влияния. Поэтому нужно применять сопутствующий сварке местный или предварительный общий подогрев изделия. Это уменьшает разницу температур в
зоне сварки и на периферийных участках, что снижает напряжения в металле. Уменьшается скорость охлаждения металла после сварки больше аустенита превращается в мартенсит при высокой температуре, когда металл пластичен. Напряжения, возникающие из-за разницы объемов этих фаз, будут меньше, вероятность образования холодных трещин снизится. Применяя подогрев, нужно учитывать, что излишне высокая температура приводит к образованию грубой ферритно-перлитной структуры, не обеспечивающей необходимую длительную прочность и ударную вязкость сварных соединений. Уменьшить опасность возникновения холодных трещин можно, производя отпуск деталей, выдерживая их при температуре 150. 200 °С сразу после сварки в течение нескольких часов. За это время завершится превращение остаточного аустенита в мартенсит и удалится из металла большая часть растворенного в нем водорода.
Разупрочнение теплоустойчивых сталей в ЗТВ зависит также от параметров режима сварки. Повышение погонной энергии сварки увеличивает мягкую разупрочняющую прослойку в ЗТВ, которая может быть причиной разрушения жестких сварных соединений при эксплуатации, особенно при изгибающих нагрузках. Основные способы сварки конструкций из теплоустойчивых сталей - это дуговая и контактная стыковая. Последнюю используют для сварки стыковых соединений труб нагревательных котлов в условиях завода.
Дуговую сварку производят электродами с покрытием, в защитных газах и под флюсом. Подготовку кромок деталей при всех способах дуговой сварки производят механической обработкой. Допускается применение кислородной или плазменной резки с последующим удалением слоя поврежденного металла толщиной не менее 2 мм.
Дуговую сварку производят при температуре окружающего воздуха не ниже 0 °С с предварительным и сопутствующим сварке местным или общим подогревом. Температура подогрева зависит от марки стали и толщины свариваемых кромок. Хромомолибденовые стали при толщине кромок до 10 мм, а хромомолибденованадиевые - до 6 мм можно сваривать без подогрева. Сталь 15ХМ, например, толщиной 10. 30 мм надо подогревать до температуры 150. 200 °С, а больше 30 мм - до температуры 200. 250 °С. До 250. 300 °С подогревают сталь 12Х1МФ толщиной 6. 30 мм, а свыше 30 мм требуется ее подогрев до температуры 300. 350 °С. При многопроходной автоматической сварке под флюсом минимальную температуру подогрева можно снижать на 50 °С. Аргонодуговую сварку корневого шва стыков труб выполняют без подогрева.
После сварки производят местный отпуск сварных соединений или общий отпуск всей сварной конструкции. Хромомолибденовые стали нагревают при отпуске до температуры 670. 700 °С с выдержкой при этой температуре 1 . 3 ч в зависимости от толщины сваренных кромок,
хромомолибденованадиевые - до температуры 740. 760 °С с выдержкой 2. 10 ч. Чем больше в стали хрома, молибдена, ванадия, тем больше должны быть температура и время отпуска. Отпуск стабилизирует структуру и механические свойства соединений, снижает остаточные напряжения, однако он не позволяет полностью выровнять структуру и устранить разупрочненную прослойку в ЗТВ.
Ручную дуговую сварку теплоустойчивых сталей ведут электродами из малоуглеродистой сварочной проволоки с основным (фтористо-кальциевым) покрытием, через которое вводят в шов легирующие элементы. Этот тип покрытия хорошо раскисляет металл шва, обеспечивает малое содержание в нем водорода и неметаллических включений, надежно защищает от азота воздуха. Это позволяет получать высокую прочность и пластичность шва. Однако для электродов с таким покрытием характерна повышенная склонность к образованию пор при удлинении дуги, наличии ржавчины на поверхности свариваемых кромок и при небольшом увлажнении покрытия. Поэтому нужно сваривать предельно короткой дугой, тщательно очищать кромки и сушить электроды перед их применением при температуре 80. 100 °С. Хромомолибденовые стали сваривают электродами типа Э-09Х1М (ГОСТ 9467-75) марки ЦУ-2ХМ диаметром 3 мм и более, а также ЦЛ-38 диаметром 2,5 мм, хромомолибденованадиевые - электродами типа Э-09Х1МФ марок ЦЛ-39 диаметром 2,5 мм, ЦЛ-20, ЦЛ-45 диаметром 3 мм и более. Сварку ведут на постоянном токе обратной полярности узкими валиками без поперечных колебаний электрода с тщательной заваркой кратера перед обрывом дуги. Когда подогрев свариваемых изделий и их термообработка после сварки невозможны или если необходимо сваривать перлитные теплоустойчивые стали с аустенитными, допускается использование электродов на никелевой основе марки ЦТ 36 или проволоки Св 08Н60Г8М7Т при аргонодуговой сварке.
Теплоустойчивые стали сваривают дуговой сваркой плавящимся электродом в углекислом газе и вольфрамовым электродом в аргоне. Сварку в С02 из-за опасности шлаковых включений между слоями используют обычно для однопроходных швов и для заварки дефектов литья. Сварку ведут на постоянном токе обратной полярности с присадочной проволокой (ГОСТ 2246-70) Св 08ХГСМА для хромомолибденовых сталей или Св 08ХГСМФА для хромомолибденованадиевых сталей. Для проволоки диаметром 1,6 мм сила сварочного тока 140. 200 А при напряжении дуги 20. 22 В, а диаметром 2 мм 280. 340 А при 26. 28 В.
Ручная аргонодуговая сварка используется для выполнения корневого шва при многопроходной сварке стыков труб. Автоматической сваркой в аргоне сваривают неповоротные стыки паропроводов в условиях монтажа. При аргонодуговой сварке хромомолибденовых сталей.
Автоматическую дуговую сварку под флюсом используют на поворотных стыках трубопроводов, коллекторов котлов, корпусов аппаратов химической промышленности и других изделиях с толщиной стенки 20 мм и более. Применяют низкоактивные по кремнию и марганцу флюсы ФУ-11, ФУ-16, ФУ-22. Этим достигается стабильность содержания Si и Мп в многослойных швах и низкое содержание в них оксидных включений - продуктов процесса восстановления марганца. Сварку под флюсом ведут со скоростью 40. 50 м/ч на постоянном токе обратной полярности силой 350. 400 А при напряжении дуги 30. 32 В. Высокая скорость сварки уменьшает погонную энергию, что снижает разупрочнение хромомолибденованадиевых сталей в околошовной зоне. Применяют проволоку диаметром 3 мм Св 08МХ и Св 08ХМ для хромомолибденовых сталей и Св 08ХМФА для хромомолибденованадиевых сталей. Можно применять проволоку диаметром 4 и 5 мм, увеличив соответственно силу тока до 520. 600 А и 620. 650 А при напряжении дуги 30. 34 В.
Сварка с подогревом металла

Сварка с подогревом металла имеет свои преимущества. Среди специалистов нагрев шва в околошовной зоне называется просто – предварительный нагрев. Чаще всего такой подход имеет место при изготовлении печей, резистивных нагревательных элементов, горелок и высокочастотных нагревательных элементов. Благодаря такому нагреву можно избежать появления холодных трещин на металле. Кроме того, он препятствует чрезмерному повышению твердости.
Для изготовления действительно качественного изделия необходимо знать особенности такого типа сварки. Подробнее об этом поговорим ниже.
Для чего нужна сварка с подогревом металла

Преимуществами использования сварки с предварительным нагревом металла являются:
- Устранение или уменьшение растрескивания материала, имеющего высокую влажность поверхности. Нагрев изделия убирает влагу, что снижает вероятность появления трещин.
- Улучшение процессов расплавления металлов шва и их осаждения, происходящее при основной сварке.
- Снижение напряжений материалов. Подогрев помогает равномерно расширяться и сжиматься металлам сварного соединения и изделия.
- Повышение качества структуры шва. Предварительное нагревание металла замедляет последующее его охлаждение. Следовательно, соединение затвердевает более равномерно, улучшая механические свойства микроструктуры материала.
Рекомендуем статьи по металлообработке
Существует несколько способов термической обработки изделий, которые определяются их дальнейшим применением:
- Предварительный подогрев – еще до начала сварки мастер задает минимальную температуру соединения. Получить эту информацию можно в WPS (спецификация сварки), где содержатся данные о температурном диапазоне.
- Подогрев между проходами – при ведении многопроходной сварки мастер должен максимально прогреть материал до начала нового этапа. Температура нагрева при этом не должна опускаться ниже минимального значения обработки, проведенной предварительно.
- Поддержание сварочной температуры, ниже которой не должна охлаждаться сварочная зона до окончания работ. Если процесс соединения останавливается, следует поддерживать тепло на указанном уровне.
Как выбрать температуру для сварки с подогревом металла
Сварочные кодексы содержат информацию о минимально возможной температуре предварительного нагрева. Вполне возможно, что тепловая обработка металла при указанной температуре сможет предотвратить появление трещин, но существует вероятность, что ее будет недостаточно. Это выясняется только опытным путем.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Например, получение балочно-стоечного соединения низководородистым электродом, имеющим большое сечение А36 (чья толщина находится в диапазоне от 10,2 до 12,7 мм), сделанным из сплава ASTM A572-Gr50. Для данного сопряжения необходима температура предварительного прогрева +107 °С (AWS D1.1-96). В случае изготовления стыковых соединений из материалов большого сечения предварительный нагрев рекомендуется поднять выше минимального значения. Институт AISC рекомендует нагревать до температуры +175 °С (AISC LRFD J2.8).
Рекомендация в достаточной степени консервативна. Она указывает на возможно недостаточный минимальный показатель нагрева металла у похожих соединений с высоким напряжением, указанный в документе AWS D1.1

А что же делать, если сварочные кодексы отсутствуют? Как определить нужную температуру? Обратимся к следующему документу – AWS D1.1-96, Приложение XI: «Руководство по альтернативным методам определения предварительного подогрева». Он указывает на существование двух возможностей определения температуры нагрева. Это процедуры, которые были составлены в ходе проведения специальных тестов в лабораториях для выявления образования трещин. Следовать им рекомендуется в ситуациях, когда есть высокие риски появления трещин вследствие напряжения, а также в зависимости от особенностей состава материала, количества водорода или излишне малого тепловложения в ходе сварочных работ.
Приложение № 11 к AWS D1.1-96 содержит два таких метода. Один из них заключается в контроле твердости в HAZ (области теплового воздействия). А второй регулирует количество водорода. Первый способ используется исключительно для угловой сварки. В его основе лежит предположение, что можно избежать появления трещин, поддерживая твердость HAZ на уровне ниже какого-то определенного заранее значения.
Такая возможность появляется при контроле скорости охлаждения металла. Прослеживается прямая взаимосвязь между критической скоростью охлаждения (при заданной твердости) и углеродным эквивалентом стали. Расчет происходит в соответствии со следующей формулой:
CE = C + ((Mn + Si)/6) + ((Cr + Mo + V)/5) + ((Ni + Cu)/15)
По окончании определяется минимальная температура нагрева, которая основывается на критической скорости охлаждения. Процедура описана в труде Блодгетта «Расчет скорости охлаждения методом компьютерного моделирования». Она основана на скорости охлаждения, температуре, при которой скорость охлаждения становится критической, толщине заготовки, тепловложении, температуре, с которой происходит предварительный разогрев материала, его теплоемкости и теплопроводности.
Однако в параграфе 3.4 того же Приложения 11 к документу AWS D1.1-96 говорится следующее: «Несмотря на то, что данным методом можно пользоваться для выяснения температуры предварительного нагрева, создан он для вычисления минимального тепловложения, которое должно помочь избежать излишнего затвердевания, вследствие чего образуется минимальный шов».
Второй метод, предлагающий контролировать водород, исходит из предположения, что избежать возникновения трещин поможет водород, если его количество, остающееся в остывшем до +50 °С шве, будет менее критического значения, определенного заранее. Данный показатель зависит от напряжения стали и ее состава. Описанная процедура подойдет в первую очередь сталям высокой прочности низколегированных сортов, имеющим высокую закаливаемость. Для углеродистых сталей расчетный нагрев металла может быть недостаточен.
Существуют три основных этапа метода контроля количества водорода в металле. На первом рассчитывается параметр состава материала, который эквивалентен углеродному. На втором – определяется индекс восприимчивости – это функция параметра состава, а также содержания водорода, который способен к диффузии в заполняющем металле. На третьем этапе происходит расчет температурного минимума для предварительного нагрева материала с использованием параметров напряжения, индекса восприимчивости и толщины металла.
Где применяется сварка с подогревом металла и какое оборудование необходимо

Предварительному нагреву чаще всего подвергается основной материал на расстоянии от сварного соединения. Рассмотрим пример. А является определенным участком углового шва.
Для расчета расстояния от него до места, где следует проводить предварительный нагрев, потребуется решить две проблемы:
- При толщине металла равном или меньшем 50 мм расчетное значение не должно быть более 50 мм от сварного соединения.
- При толщине материала более 50 мм расстояние от шва для предварительного нагрева берется меньше 75 мм. Это указано в инструкции сертификации работников, осуществляющих проверку качества сварных соединений – CSWIP 23.4.
На сегодняшний день производителями предлагается несколько видов различного оборудования для определения контроля, индикации и измерения температуры предварительного подогрева металла. Его используют в ряде коммерческих отраслей промышленности.
Рассмотрим основные измерительные приборы и датчики температуры, используемые с этой целью:
- Контактный термометр – применятся с целью замера температуры не выше +350 °С. В основе прибора лежит «термистор» – измеритель температуры. Сопротивление последнего понижается при нагревании, следовательно, оно обратно пропорционально температуре. Сложностью данного прибора является «периодическая калибровка», которую нужно проводить для получения точных результатов измерений.
- Термокарандаш и термопаста, в составе которых находится материал, изменяющий цвет и плавящийся под воздействием разной температуры нагрева. Их достоинствами стали низкая стоимость и простота использования. А недостатком – не очень точный результат измерений.
- Термопара. Принцип, применяемый в данном приборе, – расчет термоэлектрической разности потенциалов свариваемого материала и разогретого металла шва с целью расчета температуры. Использовать прибор следует во время и после сварки, а также для термической обработки. Он проводит постоянный мониторинг температуры охлаждения и нагрева в большом диапазоне. Однако требует регулярной калибровки, что считается достаточно большим его недостатком.
Сварка с подогревом металла: пошаговый алгоритм

В процессе транспортировки либо вследствие иной причины металлические заготовки могут подвергнуться деформации. Если это произойдет, то при стыковке деталей в зоне сварки могут возникнуть проблемы. Как правило, они приводят к ухудшению качества сварного соединения.
- Для предотвращения появления некачественного шва производят правку изделия до сварки – горячую и холодную. Выбор способа зависит от сложности деформации и размеров деталей. Правку можно делать вручную либо использовать специальные приспособления. Например, стальные или чугунные плиты исправляют вручную с помощью кувалды или молотка. Если для правки необходимо большое давление, то используется ручной пресс. Это винтовой аппарат, состоящий из двух плит. Высокое давление, создаваемое последними, выправляет дефект заготовки, уложенной между ними.
Существует следующие способы разметки: оптическая, ручная, мерная резка. Ручная разметка производится с использованием простых инструментов, таких как штангенциркуль или линейка. В случае, когда необходимо провести разметку небольшой партии заготовок одного типа, пользуются шаблонами, изготовленными из профилируемых листов либо алюминия. Ручной способ разметки имеет высокую трудоемкость и небольшую скорость работ.
Разметно-маркировочное оборудование используется для разметки заготовок оптическим способом. Оно работает со скоростью до 10 м/мин. Для работы следует ввести в аппарат специальную программу, основанную на установленных параметрах. В таком устройстве разметка наносится с использованием пневматического крена.
При мерной резке разметка на профили не наносится. Оборудование разрезает заготовки в соответствии с заложенной в специальные устройства программой. В ней указаны размеры деталей и их конфигурация.
Резка бывает механической и термической. Первая предполагает использование как ручного, так и механического инструмента. Термическая же представляет собой плавку материала по нанесенным заранее отметкам. Она тоже бывает ручной и автоматизированной. Для работы используют плазмотрон, кислородный резак и дуговую сварку. Кроме того, применяется оборудование, которое осуществляет резку в полуавтоматическом либо в автоматическом режиме.
Термический способ резки считается универсальным, поскольку процесс может идти в разных направлениях: прямо- или криволинейно.

Следует помнить о том, что на поверхности металла при длительном контакте с воздушной средой появляется оксидная пленка. Благодаря свои жаростойким свойствам она не дает провести качественную сварку заготовки. Избавиться от нее можно, очистив шов металлической щеткой или болгаркой.
В условиях промышленного производства заготовки очищаются с помощью дробеструйных или пескоструйных агрегатов. Возможно проведение химической чистки в ванне посредством опускания детали в химический реагент. Применение данного способа, как правило, ограничивается подготовкой цветных металлов. А черные и стальные изделия очищают ручным способом.
Сварка с подогревом металла предваряется зачисткой краев изделия, в особенности если заготовка имеет большую толщину. Кроме того, кромки необходимо подрезать до придания им определенной геометрической формы. Края бывают Х-образные, плоские или V-образные. У тонких деталей делают плоские кромки, а остальные используют для сварки толстых изделий.
Края заготовок для соединения готовят следующим образом: обрабатывается ширина зазора, угол разделки, регулируется длина откоса. При сварке труб самой разной толщины подготовке кромок нужно уделять повышенное внимание, иначе металл может не провариться. Необходимо выбрать правильный скос, который поможет сделать переход между заготовками плавным. В результате при дальнейшем использовании готового изделия не будет напряжения нагрузки.
В ходе подготовительных мероприятий холодной сварки труб проводят подрезку последних с помощью ручного инструмента и станков. А для термической сварки требуются автоматические либо ручные горелки.
Проводить сборку следует только после окончания подготовки (очистки и пр.) поверхности материала. Места сварки должны быть полностью доступны. А для предотвращения деформации части конструкции следует надежно закрепить.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварочные технологии

Сваркой называют способ создания неразъемных соединений. Для этого используют различные сварочные технологии, однако практически все они основаны на одном принципе. Под воздействием внешнего источника энергии – тепла, давления или их комбинации – между материалами образуются прочные связи на межатомном уровне.
Сварочные технологии различаются по способу воздействия на материалы, виду их защиты от кислорода, управлению процессами, материалам и пр. Каждый тип используется для решения определенных задач в промышленности, строительстве и быту. С помощью нашей статьи вы сможете разобраться в способах скрепления материалов и их нюансах.
Принципы сварочных технологий
В основе технологии сварки лежит использование критически высокой температуры. С помощью дуговой сварки удается создавать неразрывное соединение между металлическими элементами, причем шов не уступает по прочности основному материалу изделия.
Таким образом, благодаря сцеплению на молекулярном уровне формируется непрерывная структура.
Электросварка считается наиболее надежным методом соединения заготовок. Эта сварочная технология предполагает, что под воздействием высокой температуры детали образуют единое целое.
Принцип действия большей части современных сварочных аппаратов состоит в использовании электрической дуги, которая нагревает малую площадь металла до температуры плавления.
Чтобы получить электрическую дугу, необходимо обеспечить взаимодействие металла изделия и токопроводящего электрода с металлическим сердечником и защитным составом, причем они должны иметь разные заряды.
В том месте, куда направлена дуга, начинает плавиться металл заготовки. Параллельно происходит плавление электрода, его частицы попадают в зону, которую мастера называют сварной ванной.
В то же время разрушается защитное покрытие электрода, что приводит к выделению газов, защищающих сварную ванну от контакта с воздухом. Расплавленный шлак покрывает горячий металл, что позволяет сохранять необходимую температуру. Помните, что невозможно соблюсти технологию сварочных работ без шлака на поверхности ванны.
Образование шва происходит параллельно с движением ванны при перемещении сварщиком электрода. Однако необходимо, чтобы расходник двигался с правильной скоростью, находился под определенным углом относительно поверхности изделия. Эти параметры, как и характеристики тока, подбирают в соответствии с типом конкретного соединения.
Сварка может вестись с использованием постоянного или переменного тока. В первом случае выбирают инверторы, а во втором требуется задействовать трансформатор, что сложнее. Дело в том, что переменный ток вызывает скачки дуги, а само оборудование имеет большие размеры и вес.
Нужно учитывать, что дуга и трансформатор издают громкий шум, а сам агрегат перегружает сеть, вызывая перепады напряжения. Последнее может быть опасно для бытовой техники.
Большинство инверторов питается от сети 220 В, имеет значительно меньшие размеры, чем трансформаторы, а их вес находится в пределах 3–8 кг. Такие устройства работают тише и практически неспособны менять напряжение сети. Дуга, образованная постоянным током, не «прыгает», благодаря чему упрощается проведение сварочных работ. Учитывая все указанные достоинства, специалисты рекомендуют осваивать сварочные технологии именно на инверторном оборудовании.
Способы сварки
Существует немало способов сварки. Мастеру важно знать их и иметь представление о разных видах сварных соединений, чтобы не ошибиться при выборе оборудования, расходников, режимов. А значит, создавать качественные, красивые и надежные соединения. У каждого способа есть свои плюсы и минусы, а также тонкости применения.

Есть технологии сварочного производства, в основе которых лежит нагрев, давление либо сразу два подхода. Поэтому все известные виды сварки разделяют на две группы: плавлением и давлением.
Сварка предполагает формирование связей между атомами металлических изделий для создания прочных неразъемных соединений. Поэтому на первом этапе работы мастер должен расположить заготовки на минимальном расстоянии друг от друга.
Но для взаимного проникновения атомов этого недостаточно, так как будущее изделие находится при обычной температуре. Процессу скрепления деталей препятствует твердость металла, отсутствие полного контакта между поверхностями даже при лучшей обработке.
Кроме того, на материале остается грязь, окислы, жировые пленки, которые мешают образованию надежного соединения.
Обеспечить прочный физический контакт позволяет сильное давление либо расплавление кромок заготовок. Любой из подходов позволяет избавиться от зазора между деталями, в результате чего они образуют единое целое.
Во время работы могут использоваться плавящиеся и неплавящиеся электроды – при выборе конкретной разновидности отталкиваются от краткой характеристики основных видов сварки. Важно понимать, что любая сварочная технология требует применения особого оборудования.
Классификация сварочных технологий
Термическая сварка
Перечисленные далее сварочные технологии связаны с формированием сварочной ванны, которая состоит из жидкого металла деталей и электрода либо материала присадки.
Дуговая сварка
Металл плавится под действием тепла, образуемого в процессе горения дуги между электродом и заготовками. Чтобы зажечь дугу, электродом касаются поверхности изделия, после чего отдаляют его на 2–5 мм.

При этом действует правило: чем меньше длина дуги, тем большую температуру она имеет.
Газовая сварка
При данной сварочной технологии на нагрев и остывание материала требуется больше времени, чем при первом способе. Поэтому газовый метод подходит для обработки тонкостенной стали, цветных металлов, проведения операции по наплавке. Кроме того, сварка может выполняться даже в тех местах, где нет подключения к электрической сети.
Лучевая сварка
Металл плавится лучом лазера или потоком электронов, образуемым при помощи электронной пушки. Указанные способы наиболее распространены в сфере радиоэлектронного производства, так как прекрасно подходят для соединения и крепления мельчайших деталей. Лазер позволяет создавать соединения высокой точности.
При лучевой сварке исключен нагрев прилегающих к шву зон, поэтому можно не бояться деформировать даже материал малой толщины.
Термитная сварка
В основе метода лежит применение термита, то есть порошка, в состав которого входит алюминий, магний, окислы железа. Его горение приводит к выделению тепла – именно под его действием плавятся края соединяемых деталей.
Сам термит также плавится, смешивается с основным материалом, формируя надежный шов в процессе кристаллизации.
Электрошлаковая сварка
Эта сварочная технология позволяет соединять заготовки из стали, имеющие толщину от 5 см до 3 м. Детали ставят вертикально, а промежуток между ними закрывают с двух сторон подвижными медными ползунами с водяным охлаждением. На поддоне насыпают слой флюса, после чего зажигают под ним дугу.
Термомеханическая сварка
Приведенные далее подходы считаются комбинированными и позволяют скреплять небольшие детали, когда остальные методы не могут обеспечить надежное соединение.
Кузнечная сварка
Данный способ использовался человеком с давних времен, когда еще не существовало современных разновидностей сварочных технологий. Принцип работы такой: детали нагревают в горне, кладут друг на друга, после чего скрепляют, ударяя по ним молотом.

Сегодня существует механизированный вариант кузнечной сварки – прессовая сварка. Она отличается тем, что горячие заготовки сдавливаются прессом.
Подход имеет низкую производительность и надежность соединений, а также позволяет обрабатывать исключительно металлы с высокой пластичностью, поэтому используется нечасто.
Контактная сварка
Нагревание металла обеспечивается током, который проходит через область соприкосновения заготовок. После чего горячие детали сжимают либо осаживают.
Данный способ обычно встречается на предприятиях машиностроительной отрасли, так как без труда поддается автоматизации: оборудование включают в состав роботизированных комплексов.
Диффузионная сварка
Подобная сварочная технология требует взаимного проникновения, то есть диффузии атомов металлов в результате плотного сжатия заготовок. Благодаря нагреву удается повысить скорость обмена частицами. Работы ведутся в вакуумной камере либо под защитой инертного газа, при этом минимальное усилие на сжатие составляет 20 Мпа.
Внешние слои материала доводят до температуры, близкой к точке плавления, воздействуя на них электрическим током. Чтобы добиться наибольшей надежности швов, заготовки на некоторое время фиксируют в выбранном положении, сохраняя подачу электричества.
Механическая сварка
Подобные методы предполагают плавление металла теплом от энергии трения, взрыва, давления, ультразвука.
Сварка трением
Данный метод считается одним из перспективных. В соответствии с ним фиксируют одну деталь, после чего вторую вращают, прижав к первой.
Холодная сварка
Детали сжимаются пуансонами с усилием в 1–3 Гпа, причем для точечной сварки используют стержни, тогда как шовная невозможна без роликов. Есть два варианта проведения работ: простым сжатием либо со сдвигом элементов после сдавливания.

На качество соединения, в первую очередь, влияет подготовка места стыка, а также степень сжатия, характер воздействия. Последнее может быть вибрационным или статичным. К холодной сварочной технологии прибегают при обработке металлов с низкой температурой плавления, например, алюминия, меди, цинка, серебра.
Сварка взрывом
Активно используется в промышленности для соединения разнородных материалов, хотя подробная методика все еще не разработана. Технология необходима, чтобы создавать биметаллические соединения, крупные детали и заготовки, наносить плакирующие слои толщиной в пределах 45 мм.
Ультразвуковая сварка
Основным оборудованием в этом случае является преобразователь ультразвуковых волн в механические колебания в сочетании с небольшим давлением. С поверхности металла сухим трением удаляется оксидная пленка, после чего происходит плавление материала, что позволяет отказаться от этапа подготовки стыка.
Чтобы создать швы наибольшей прочности, заготовки заранее нагревают.
Данная сварочная технология позволяет соединять любые, даже тугоплавкие металлы, а также изготавливать изделия из пластмассы, кожи, тканей. Можно сваривать стекло и керамику с металлом, фольгой, имеющей толщину 0,001 мм, либо создавать между деталями прослойку из металла или пластика.
Особенности сварочных технологий для разных металлов
Обработка разных металлов имеет свои нюансы. Основной сложностью при сварке углеродистых сталей является закалка зоны шва, высокая вероятность растрескивания материала. Поэтому важно заранее доводить заготовки до +100…+300 °C, формировать многослойный шов, выбирать покрытые электроды.
После завершения работы нужно провести отпуск изделия до +300 °C.

Работа с ферритовыми сталями со значительной долей хрома опасна тем, что в процессе охлаждения могут выпадать зерна карбидов хрома. Это негативно отражается на стойкости металла к появлению ржавчины. Избежать подобной ситуации можно, выбрав малую силу тока, а значит, повысив скорость охлаждения.
Кроме того, отжиг после сварки позволяет выровнять количество хрома в зернах и на границах.
Изделия из чугуна варят при помощи электродов из аналогичного металла, проводя предварительный подогрев деталей. Диаметр расходников подбирается в пределах 8–25 мм.
Рекомендуем статьи
Обработка заготовок из алюминия осложняется из-за оксидной пленки – мастера растворяют ее с помощью флюсов.
Сегодня существует более сотни сварочных технологий, позволяющих обрабатывать металлы и неметаллы. Качество швов и всей работы определяется грамотным выбором конкретного метода и оборудования.
Современные методы подогрева для сварки трубопроводов
Подогрев при сварке трубопроводов является технологической операцией, направленной на улучшение тепловых условий свариваемого соединения с целью повышения качества сварки. Различают подогрев для сварки предварительный (до начала сварки), сопутствующий, который проводится при перерыве в процессе сварки, межслойный (при многослойной сварке подогрев проводят после сварки какого-либо слоя шва при его остывании ниже нормативной температуры).
П.М. Корольков, ООО "Нагрев" (Москва)
На нашем сайте вы можете выбрать и заказать оборудование для сварки трубопроводов по выгодным ценам. Поставки оборудования возможны во все регионы России. Получить консультацию по ассортименту и оформить заказ можно по телефону (8452) 66-22-78.
Подогрев при сварке трубопроводов является технологической операцией, направленной на улучшение тепловых условий свариваемого соединения с целью повышения качества сварки. Различают подогрев для сварки предварительный (до начала сварки), сопутствующий, который проводится при перерыве в процессе сварки, межслойный (при многослойной сварке подогрев проводят после сварки какого-либо слоя шва при его остывании ниже нормативной температуры). В отдельных случаях (при сварке толстостенных конструкций, при отрицательной температуре окружающего воздуха) подогрев проводят в течение всего процесса сварки, который может длиться десятки часов.
В задачу подогрева для сварки входит:
- осушка свариваемого соединения;
- облегчение процесса получения равномерного нагрева свариваемого соединения;
- создание в свариваемом соединении запаса теплоты для предупреждения его быстрого охлаждения в процессе сварки, что особенно важно при сварке закаливающихся теплоустойчивых сталей и всех видов углеродистых марок сталей;
- снижение уровня напряжений, получаемых при сварке;
- улучшение пластических свойств выполняемого сварного соединения.
Необходимость проведения подогрева для сварки определяют научно-исследовательские организации в результате проведения опытных работ и указывают в нормативно-технических документах (НТД): отраслевых стандартах (ОС), основных положениях (ОП), руководящих документах (РД) и др.
Температура подогрева для сварки обычно невелика: для теплоустойчивых сталей типа 12Х1МФ, 15Х1М1Ф и др. не выше 300–350°С, для конструкционных углеродистых и низколегированных кремнемарганцевых сталей марок 20, 09Г2С, 15ГС и др. — не более 100–150°С.
Эти НТД устанавливают только основные требования к выполнению подогрева, главным из которых является обеспечение равномерности нагрева по окружности свариваемого соединения и по длине труб (обычно не менее 75 мм от кромки свариваемого соединения).
Как правило, сварные соединения труб имеют простую форму и чаще всего представляют собой так называемые «прямые стыки» (соединение «встык» трубы с трубой), подогрев которых для сварки труб не должен представлять больших трудностей. Для подогрева свариваемых труб с небольшой толщиной стенки (менее 18 мм) обычно применяют газопламенный нагрев от кольцевых пропановых горелок. Однако этот метод не обеспечивает необходимую равномерность нагрева, загрязняет свариваемые кромки труб, при сварке ответственных сварных соединений его применяют редко.
Обычно подогрев для сварки выполняют теми же средствами (электронагревателями), которые применяют для последующей местной термообработки, если ее проведение предполагается по нормативным требованиям. Таким образом, выполнение подогрева для сварки, как правило, не вызывает больших трудностей и не требует специального и дорогостоящего, сложного оборудования.
На тепловых электростанциях (ТЭС) при подогреве для сварки обычно используют индукторы токов промышленной 50 Гц или средней частоты 2500 Гц, а также электронагреватели КЭН, на атомных электростанциях (АЭС) чаще всего индукторы токов средней частоты 2500 Гц, на общепромышленных предприятиях (нефтехимии и нефтепереработки, химии, технологических трубопроводах и др.) — электронагреватели сопротивления типа гибких матов или электронагреватели КЭН [1–4].
На строительстве газопроводов в системе ОАО «Газпром» и в отдельных случаях при строительстве нефтепроводов сложилась совершенно иная ситуация в решении вопросов подогрева для сварки.
Подход к работам по подогреву для сварки в развитых зарубежных странах и в России неодинаков: за рубежом подогрев для сварки является первой термической операцией и входят в состав НТД по термообработке [5, 6], в России — входит в состав НТД по сварке. По мнению автора, постановка вопроса за рубежом является правильной, так как в большинстве случаев подогрев выполняют рабочие, имеющие квалификацию операторов-термистов на передвижных термических установках. Это позволяет выполнять подогрев для сварки более качественно.
В зарубежных НТД [5, 6] к подогреву для сварки предъявляют следующие требования (в различных НТД эти требования различны):
- оговаривают марки сталей и толщину стенок труб, подвергаемых подогреву;
- определяют температуру подогрева в зависимости от толщины стенки труб и температуры окружающей атмосферы;
- предписывают ширину зоны подогрева до требуемой температуры (не менее 75 мм от свариваемых кромок).
В то же время отсутствуют какие-либо ограничения в использовании методов нагрева для сварки, а также их зависимость от применяемых способов сварки (РДС — ручная дуговая покрытыми металлическими электродами, автоматическая и др.).
При рассмотрении отечественных НТД [2–4] следует отметить:
- ограничение использования газопламенного нагрева;
- настоятельные рекомендации по использованию при подогреве тех же методов нагрева, что и для последующей термообработки, если она предписана НТД;
- зависимость выполнения подогрева и его температуры от толщины стенок труб, температуры окружающей среды, марки стали.
Во всех рассматриваемых случаях применяемый способ сварки на выбор метода нагрева не влияет.
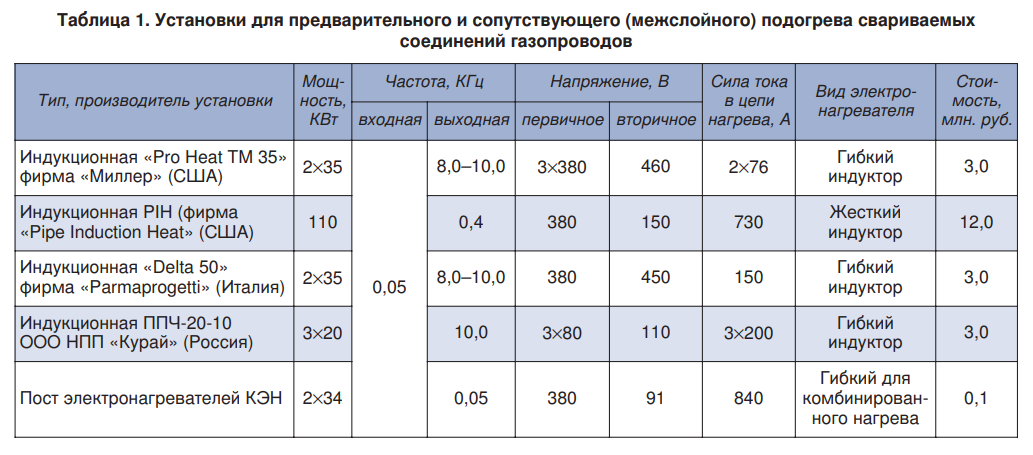
При строительстве газопроводов и нефтепроводов примерно до 1995 г. для сварки использовали газопламенный нагрев от кольцевых пропановых горелок. После начала активных строительных работ на Сахалине некоторые иностранные фирмы при строительстве нефтегазопроводов «Сахалин-I» и «Сахалин-II» применяли технически сложное и дорогостоящее оборудование и технологии строительства. Так, для сварки труб диаметром 219–925 мм с толщиной стенки 8–12 мм из низколегированной стали Х65 применяли автоматическую сварку СRС. Одной из основных технологических операций при ее осуществлении являлся подогрев до 100°С, который на каждом свариваемом соединении выполняли несколько раз. Для подогрева использовали дорогостоящие специализированные индукционные установки токов средней частоты (до 10 кГц) стоимостью несколько миллионов рублей.
На Сахалине применение сложного и дорогостоящего оборудования для подогрева при сварке ограничилось автоматической сваркой труб по методу СRС. Фирма «Сахалин Энерджи» при строительстве одного из участков магистрального газопровода «Сахалин-II» категорически отказалась от применения этого оборудования при подогреве для РДС стыков труб диаметром 425–920 мм с толщиной стенки 36–53,5 мм. Строительство этого газопровода не входило в систему «разделения продукции», поэтому использование дорогостоящего оборудования иностранной фирме было невыгодно. Фирма «Сахалин Энерджи» потребовала применения для подогрева электронагревателей комбинированного действия КЭН-4-3 производства ООО «Нагрев» (Россия) [7]. Процесс ручной сварки стыков труб длителен, иногда идет несколько смен (для сварных стыков труб размером 920×53,5 мм до 5–7 смен по 12 ч двумя сварщиками) и требует постоянного подогрева, что практически невозможно выполнить установками для индукционного нагрева.
ОАО «Газпром» пригласил специалистов отдела сварки ВНИИСТ для разработки инструкции по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа, к которым относится Северо-Европейский газопровод (СЕГ) [8]. По данному проекту предусматривалось применение сварки по методу СRC c малым количеством стыков, свариваемых РДС. Помимо СRC, инструкция предусматривала возможность применения и других способов автоматической сварки. По опыту работ на Сахалине отдел сварки ВНИИСТ включил в инструкцию обязательное применение дорогостоящих, в основном иностранного производства, индукционных установок при подогреве труб газопроводов с толщиной стенки более 22 мм, мотивируя это широким применением сварки по методу СRC. Однако в связи с задержкой утверждения в ОАО «Газпром» инструкции [8] ОАО «Сварочно-монтажный трест» в течение 6 мес 2007 г. для подогрева при автоматической сварке труб размером 1420×27 мм Северо-Европейского газопровода использовал газопламенный подогрев от кольцевых пропановых горелок и обеспечил высокое качество сварки.
Особенно сложным стал вопрос о подогреве для сварки при разработке отделом сварки ВНИИСТ и лабораторией сварки и контроля ООО «ВНИИГАЗ» инструкции по сварке труб магистрального газопровода Бованенково-Ухта из стали К65 (Х80) с диаметром труб 1420 мм и толщиной стенки до 33,4 мм, предназначенных для работы под давлением до 11,8 МПа [10]. В этой инструкции разрешен исключительно индукционный метод нагрева независимо от способа сварки. Дело в том, что при сооружении этого газопровода значительное количество стыков подлежало РДС в связи с особенностями условий строительства. Можно согласиться с тем, что при автоматической сварке по методу СRC применение индукционного нагрева рационально, но для РДС использование этого метода вызывает большие трудности, значительное увеличение стоимости и трудоемкости работ.
Технология сварки по методу СRС резко отличается от технологии РДС. Сварка по методу СRC состоит из трех отдельных циклов, каждый из которых требует проведения подогрева для сварки. Индукционные установки, приведенные в табл. 1, комплектуют главным образом гибкими индукторами типа «полотенец», которые при подогреве устанавливают прямо на свариваемые кромки и затем снимают для проведения сварки. Выполнение этих операций в различных местах требует применения нескольких установок для подогрева, увеличивает трудозатраты и стоимость работ, но позволяет повысить производительность сварки.
При РДС сварка длится значительное время (сварка стыка размером 1420×33,4 мм двумя сварщиками одновременно может длиться до 15 ч) и все это время необходимо поддерживать температуру стыка в пределах 150–180°С. Это связано с необходимостью проведения сопутствующего подогрева, что при использовании индукционного метода приведет к частым перерывам в процессе сварки для установки гибких индукторов в виде «полотенец» прямо на свариваемые кромки, подогрева и снятия индукторов.
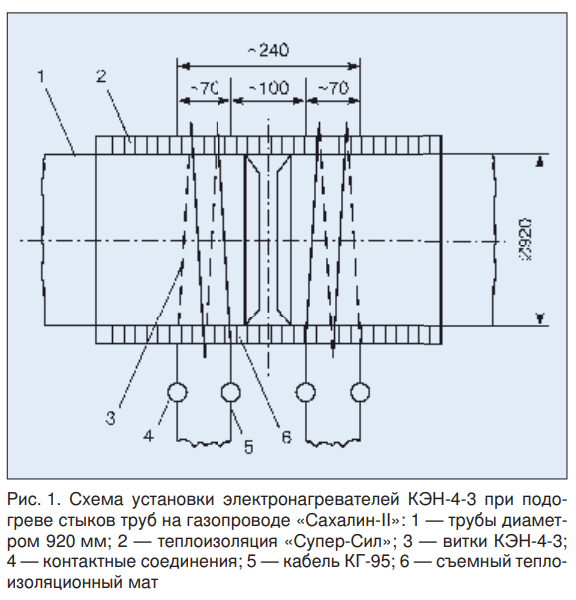
При использовании электронагревателей КЭН для подогрева при сварке их устанавливают на свариваемые трубы на расстоянии примерно 100 мм от свариваемых кромок и оставляют в таком положении на все время сварки, как это делали при сварке на магистральном газопроводе «Сахалин-II» (рис. 1) [7]. Этими электронагревателями можно подогревать периодически по мере необходимости или в течение всего процесса сварки, как это делали на Сахалине в течение 5–7 рабочих смен по 12 ч. Такой длительный подогрев особенно необходим в зимнее время.
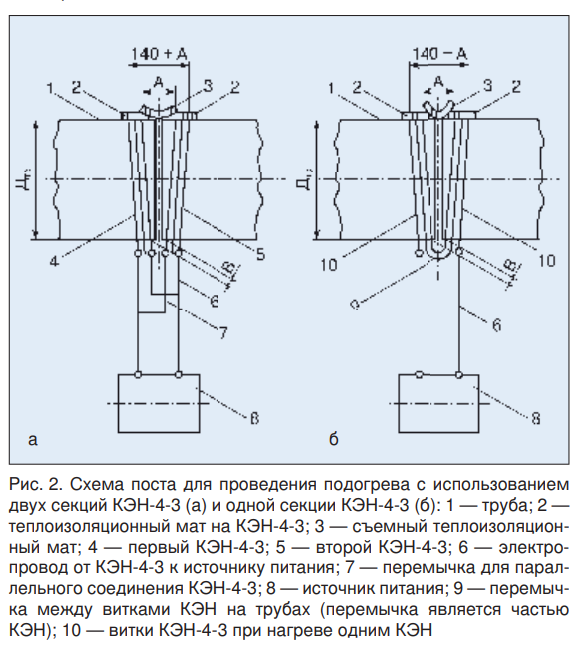
Схема поста для подогрева электронагревателями типа КЭН показана на рис. 2. В качестве источника питания могут быть использованы сварочные преобразователи, применяемые для сварки. Тип электронагревателя КЭН выбирают в соответствии с данными табл. 2. Контроль температуры рекомендуется проводить контактными цифровыми термометрами (контактными термопарами) типа ТК-5-03 и др. При необходимости контроля температуры термопарами можно изготовить небольшой пульт с автоматическим регистрирующим потенциометром на шесть точек измерения с использованием термопар, привариваемых контактным устройством или закрепляемых на трубе с помощью специальных бобышек.
Разработчики сварки по методу СRС мотивируют применение индукционного подогрева токами средней частоты обеспечением равномерности нагрева по окружности и толщине стенки свариваемого соединения, что не соответствует действительности.
При индукционном методе подогрев для сварки каждого свариваемого соединения проводят в двух-трех разных местах, вследствие чего для подогрева каждого стыка необходимо использовать не менее двух индукционных установок при минимальной стоимости каждой установки 3 млн. руб. (см. табл. 1). Использование такого оборудования для подогрева при РДС не только усложняет технологию сварки, но и резко увеличивает стоимость работ. Так, стоимость средств подогрева с использованием КЭН составляет 0,1 млн. руб. (стоимость одной индукционной установки 3 млн. руб.).
Таблица 2. Технические данные установки КЭН-4-3 для подогрева труб для сварки
| Диаметр тру, мм | Количество используемых КЭН-4-3 | Расстояние, мм (см. рис. 2) | |
|---|---|---|---|
| А | В | ||
| 1420 | 2 | 150 | 100 |
| 1220 | 145 | ||
| 1020 | 140 | ||
| 925 | 135 | ||
| 825 | 130 | ||
| 720 | 128 | ||
| 625 | 125 | ||
| 525 | 1 | 120 | |
| 426 | 115 | ||
| 325 | 110 | ||
- расширения границ применения при подогреве для РДС электронагревателей типа КЭН и различных видов электронагревателей сопротивления при условии соблюдения всех технологических требований;
- исключить из НТД завышенные требования к контролю температуры подогрева, которые технически необоснованны (например, запись температуры подогрева на диаграмме автоматического регистрирующего потенциометра по показаниям нескольких термопар, установленных на свариваемом соединении).
При составлении новых НТД по сварке следует использовать передовой опыт проведения работ по подогреву в других отраслях промышленности, в первую очередь при проведении монтажных работ на тепловых и атомных электростанциях, шире использовать отечественные средства подогрева для сварки, привлекать для разработки нормативов высококвалифицированных специалистов из других отраслей промышленности.
Необходимо также при проведении обучения для повышения квалификации специалистов по сварке особое внимание уделить вопросу рационального выполнения работ по подогреву для сварки.
Список литературы
Источник: Информационно-технический журнал "Сварщик в России", 5 (69) 2009
Читайте также: