Инструмент для сварки пвх пленки
Из поливинилхлоридной (ПВХ) пленки в настоящее время выпускается огромное количество товаров. Это могут быть фасовочные мешки, геомембраны для бассейнов и прудов, тенты для автомобилей и летних кафе, надувные лодки и плоты, линолеум, билборды и множество других изделий.
Разнообразие размеров и форм предполагает их соединение каким-нибудь надежным способом. Самым качественным вариантом соединения полимерной пленки оказалась сварка горячим воздухом.

Суть технологий
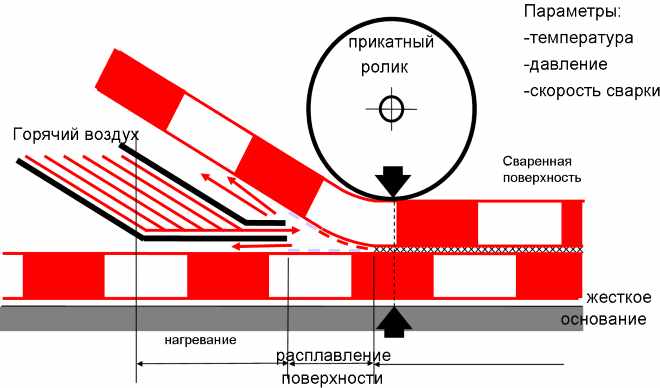
Процесс сваривания заключается в следующем. Предварительно разогретый участок ПВХ пленки на каждом куске материала соединяется и прижимается.
Температура и давление обеспечивают образование надежного и качественного шва, не уступающего по прочности самой свариваемой пленке. Чтобы добиться такого результата, необходимо точно соблюдать технологию сварки. Это не зависит от того, какое оборудование используется, автоматическое или ручной инструмент.
Поливинилхлорид имеет достаточно высокую температуру плавления. При автоматической сварке ПВХ пленки, если температура атмосферы составляет 15-20 °C, то поток воздуха должен быть прогрет примерно до 500 °C.
Прижим при этом составляет 10 кг, а скорость движения устройства вдоль шва 2-2,5 м/мин. Кроме этого, обеспечивается расстояние от сопла до оси прижимного колеса 45 мм, выход за край колеса 1-2 мм.
При более высокой температуре в ПВХ пленке происходят изменениям на молекулярном уровне, что отражается на качестве сварки. Проверка качества соединения и регулировка аппаратуры производится через 200 м шва.
Работа автоматом

При сваривании ПВХ тента, одну из соединяемых частей раскатывают по длине так, чтобы отсутствовали морщины. Затем расправляют второй кусок ткани и с нахлестом укладывают на первый. Величина нахлеста зависит от толщины материала и длины шва.
После этого устанавливают аппарат для сварки на линии соединения. Прижимное колесо должно проходить по краю пленки, при необходимости добавляется груз.
Сопло сварочного аппарата устанавливается между соединяемыми поверхностями, и устройство автоматически начинает двигаться. Пока идет процесс сваривания ПВХ пленки нужно контролировать траекторию движения прижимного колеса.
Оно должно перемещаться вдоль по краю верхнего полотна без каких-либо отклонений. При сварке пленки шов будет немного дымить, это нормально.
Ручная сварка
При ручной сварке, прежде чем приступить к соединению материалов, нужно сварить обрезки ПВХ пленки, потренировавшись на них. Отрегулировав температуру и прижим, можно приступать к работе с основным материалом.
По возможности все швы нужно делать в горизонтальной плоскости, тогда можно точно отрегулировать усилие прижима. Используемое сопло должно быть 20 мм, а ролики 20 и 40 мм.
Для получения качественного шва необходимо предварительно прогреть свариваемый участок ПВХ пленки, слегка придавливая его роликом. Сама сварка производится следующим образом.
Фен перемещается вдоль линии соединения. Сопло и соответственно ролик находятся под углом 45 ° к краю пленки, при этом нужно избегать перегрева нижнего слоя материала.

Если требуется сварка широкого шва, то она производится по методу предварительного сваривания. Сначала формируется шов в глубине, на расстоянии 2 см от края ПВХ пленки.
Затем осуществляется окончательное формирование шва. На последней стадии нужно следить за тем, чтобы верхний край сопла выходил за границу пленки на 3 мм.
Ролик передвигают параллельно срезу сопла, следя, чтобы расстояние между ними было 10-15 мм.
Рекомендации
Перед тем как проводить сварку ПВХ своими руками, необходимо изучить инструкцию по эксплуатации и режимы работы устройства. У разных производителей для одних и тех же пленок режимы могут быть разные, потому что сварка зависит и от скорости потока горячего воздуха.
В качестве прокаточных роликов предпочтительнее использовать тефлоновые или силиконовые. При вытекании расплавленного ПВХ не будет прилипания.
Сварка ПВХ пленки для изготовления бассейнов имеет свои особенности. Сначала нужно подготовить геотекстиль. Он защитит пленку от линейных деформаций и трения о чашу бассейна.
Раскрой материалов нужно проводить при температуре выше +10 ⁰C, встраиваемые детали необходимо смонтировать заранее. При сваривании используется специальный фен с автоматическим контролем и поддержанием необходимой температуры потока горячего воздуха.
Перед свариванием поверхности тщательно очищают растворителем. Режимы фена и устанавливаемых насадок выбирают в строгом соответствии с параметрами ПВХ пленки. Сварка чаш бассейнов трудоемкий и ответственный процесс, который рекомендуется доверить профессионалам.
Сварка с прутком
Кроме сваривания внахлест существует метод сварки пленочных материалов с использованием прутка. Выбор метода зависит от толщины и свойств материала.

Например, при укладке линолеума из ПВХ требуется сваривание с использованием присадочного прутка. Линолеум предварительно готовят. Он должен быть плотно уложен на пол.
Все стыки должны подгоняться без образования щелей или зазоров. Качественный шов без использования специального оборудования очень трудно. Обычный фен сделать это не способен из-за значительной толщины линолеума.
Требуется специальное приспособление и оборудование. Перед свариванием прутком кромки необходимо подготовить, расплавленный пруток обеспечит их надежное соединение. Образовавшиеся наплывы удаляют специальным ножом.
Сварка током
Для соединения ПВХ и других полимерных пленок используются токи высокой частоты (ТВЧ). Такие технологии обычно встречаются в станках для производства натяжных потолков и спецодежды.
Суть метода заключается в нагреве свариваемых поверхностей за счет действия токов высокой частоты, примерно как в СВЧ-печке. За счет электронной регулировки параметров швы получаются высокого класса, главное, чтобы толщина материала была постоянной.

Сварка полиэтиленовой пленки осуществляется теми же аппаратами, как и ПВХ. При их отсутствии полиэтиленовую пленку можно сварить простым утюгом благодаря низкой температуре плавления материала.
Куски пленки накладывают с нахлестом, укладывают на ровную поверхность, покрывают термостойким по сравнению с полиэтиленом материалом, типа бумаги, и проглаживают. В результате получается соединение, не уступающее по прочности основному полотну полиэтилена.
Все свариваемые поверхности пленки предварительно нужно очистить от загрязнений, в первую очередь от жировых. Это делается с помощью различных растворителей
Сварка должна осуществляться на ровной поверхности. Если по каким-то причинам шов получился некачественным при сварке ПВХ, то повторять операцию по тому же месту не следует. Нужно отрезать испорченный участок пленки и провести сварку заново.
На качество сварного шва, кроме загрязнений, большое влияние оказывают погодные условия, особенно влажность и температура. Физические и химические параметры свариваемых ПВХ и полиэтиленовых материалов также влияют на результат.
Кроме этого, сварка зависит и от температуры горячего воздуха, скорости потока, перемещения вдоль шва и давления на него. Научиться соблюдать все требования технологии можно при многократных тренировках.
Аппараты для сварки кровельной ПВХ мембраны
Геосинтетические полотна – это материалы многофункционального применения. Если при производстве за основу был взят поливинилхлорид, полученная мембрана идеально подходит для изготовления кровельного покрытия.
Геотекстильный слой может быть использован для защиты крыш любой конструкции, проявляя при этом дополнительно гидроизолирующие и теплостабилизирующие качества. Полотна можно соединять механически или приклеиванием к основе. Такие способы не требуют больших затрат времени и средств, но мало надежны.
Лучший способ монтажа – сварочное соединение ПВХ мембран. Достижение полноценного эффекта возможно только в случае, если сварка геомембраны проведена правильно. Для этого нужен опыт проведения подобных работ и качественное оборудование для сварки.

Автоматы и полуавтоматы
Производители современного сварочного оборудования для пластика поставляют устройства, предназначенные для ручной и автоматической работы. Минимальные усилия мастера требуются при сварке ПВХ мембраны с помощью специальных автоматов.
Они надежно соединяю стыки полотен как на горизонтальной, так и на вертикальной поверхностях. Сварщику нужно только задать режим работы и направлять движения агрегата. Скорость перемещения, показатели температуры сварки ПВХ мембран определяются самостоятельно системой управления аппарата.
Электроника корректирует величину нагрева рабочей зоны при понижении скорости движения агрегата. Это исключает возможность локальных перегревов ПВХ мембраны при сварке, обеспечивает получение эстетического, герметичного шва.
Для обретения уверенности в правильности заданного режима желательно сделать пробную сварку на небольшом образце материала. Существует несколько популярных моделей аппаратов для сварки мембранной кровли.
В среднем в течение 1 минуты они термически соединяют от 2 до 8 м полотен. Примером может быть оборудование компании Leister. Так, модель Varimat V или аппарат производителя Herz модель Laron быстро и качественно делают швы, шириной достигающей 40 мм.
Для выполнения швов внахлест в сложно доступных местах сварка ПВХ мембран проводится полуавтоматическим оборудованием.
Агрегаты удобны при выполнении соединений на вертикальной или сильно наклоненной основе, на парапетах и других рельефах, где автомат невозможно разместить, тем более перемещать. Полуавтоматами сваривают геомембраны при перекрестном расположении материалов. Удобны в работе аппараты Leister Varimat, Triac Drive, Herz Laron.
Устройства для ручной работы
В местах, абсолютно недоступных для любой автоматизированной техники сварка ПВХ мембран проводится вручную термофенами. Ручными аппаратами делают швы в зонах примыкания к стенам, выполняют криволинейные стыки, соединения коротких торцевых сторон полотен.
Возможности
На большинстве современных агрегатов для работы вручную есть небольшой дисплей, информирующий о заданных и реальных значениях температуры направленного горячего потока.
Сварщик может визуально оценить соответствие показателей. На более дорогих моделях фенов предусмотрены дополнительные возможности:
- электронное регулирование терморежима;
- автоматическое отключение аппарата при экстренных ситуациях.
Конечно, скорость выполнения шва у термофенов значительно меньше, чем у автоматических агрегатов. За 1 минуту в среднем можно сварить 40 см геомембраны.
Некоторое неудобство заключается в необходимости тщательно выбирать толщину ПВХ мембран. Толстые материалы вручную могут провариться не очень хорошо.
Для геомембран, имеющих толщину до 3 мм, выпускают специальные аппараты повышенной мощности. При наличии навыков сварщика, фен является надежным помощником в работе на специфических участках крыш.
Торговые марки

Из импортной техники мастерам нравится сварочный аппарат Leister модели PID или Triac S, оборудование Herz Rion или Eron. Хорошее качество сварки ПВХ мембран обеспечивают фены компании FORSTHOFF GmbH, опыт производства которой составляет уже четверть века.
Последние модели оснащены очень удобной панелью с кнопками на торце аппарата. Случайно нажать их невозможно. Качественное, относительно недорогое оборудование поставляет LANSITE.
Хорошее качество соединения ПВХ геомембран обеспечивает шведский агрегат SIEVERT TW 5000, способный сваривать полотна любой толщины. Оборудование легко выполняет прямые и заостренные швы.
Особую группу составляют ручные экструдеры, предназначенные для соединения полотен с использованием присадочных прутков.
Выбирая модель, следует обратить внимание на рекомендации производителей, поставщиков. Возможность работы с ПВХ мембранами заложена не во все аппараты. Консультанты помогут подобрать ручной экструдер для требуемых материалов и условий работы.
Имеющиеся в продаже агрегаты позволяет выполнять комплексную сварку ПВХ мембраны во всех местах любых кровель, надолго защитить крышу от ветров, осадков, колебаний температуры.
Подготовка полотна
Качественную сварку можно обеспечить только при условии тщательной подготовки ПВХ полотен:
- обычную грязь на ПВХ мембране вытирают влажной тканью;
- остатки клеев, битума, другой органики удаляют растворителями;
- затем мембрану расстилают на поверхности. При этом на ткани не должно быть никаких натяжений, напряжений.
Минимальный нахлест ПВХ мембран при сварке составляет 50 мм. Можно увеличивать его до 80 мм. При такой величине нахлеста рекомендуемая ширина шва 20 мм.
Если работу проводят при низкой температуре воздуха (5 °C), мембранное полотно следует предварительно нагреть до восстановления нормальной пластичности.
При низких температурах оно может слегка коробиться. Тогда кровля получится некрасивой. Сварка ПВХ мембран проводится на расправленном, ровно разложенном материале.
Геоткань размещают так, чтобы она не скользила и не смещалась во время работы. В местах перпендикулярной ориентации мембран с помощью специального ножа и ролика формируют скосы. Делают это аккуратно, исключая образования микроскопических каналов.
Грамотно выполненная сварка ПВХ мембран гарантирует защиту крыш на несколько десятилетий. Однажды вложив средства, усилия, время, можно наслаждаться результатом вплоть до полувека.
Оборудование для сварки ПВХ

Автоматическая машина Leister Seamtek 900 AT для сварки технического текстиля c шириной насадки от 8 до 64 мм.

Сварочная машина горячего воздуха Hemtek ST 20 для сварки изделий из ПВХ, ПЭ и ПП с подворотами, карманами и внахлест

Сварочная машина горячего воздуха Hemtek ST 30 для сварки изделий из ПВХ, ПЭ и ПП с подворотами, карманами и внахлест

Сварочная машина горячего воздуха Hemtek ST 40 для сварки изделий из ПВХ, ПЭ и ПП с подворотами, карманами и внахлест

Из ПВХ пленки, ПЭТ, полимеров изготавливается большое количество товаров. Это и упаковочные материалы, мембраны для бассейнов, навесы для автомобилей, напольные покрытия и т.д. При таком разнообразии различных вариантов предусмотрено их соединение особенно прочным способом. Сейчас наиболее эффективной технологией считается сварка горячим воздухом. Ее принцип состоит в следующем: осуществляется пайка заранее нагретого участка полимерной или полиэтиленовой пленки и прижатие на каждом ее куске. Под температурой и давлением образуется шов высокой прочности и надежности. Для сварки ПВХ пленки и баннеров применяют как автоматические машинки, так и ручной фен.
Автоматическое сварочное оборудование применяется для сварки техтканей из ПВХ, при изготовлении покрытий для бассейнов, авто тентов, павильонов, шатров, плавсредств, рекламных баннеров, палаток и других конструкций. При помощи сварочных аппаратов осуществляется сварка внахлест нагретым воздухом кровельных покрытий из полимеров, гидроизоляциипри монтаже подземных гидросооружений. Такие устройства необходимы при крупных объемах работы и делают процесс намного производительней и качественней.
Преимущества сварочных установок
Где применяются сварочные установки для ПВХ
Область применения сварочной машины зависит в первую очередь от конфигурации сопла, прикаточных роликов, дополнительного навесного оборудования (к примеру, для разматывания ленты). Перед тем как купить приспособление также под его целевое назначение тщательно выбираются такие параметры, как поток воздуха, вес станка, мощность нагревательного элемента. Поэтому специализация автоматических машинок, как правило, узкая:
- Сварка внахлест. При малом весе это оборудование для производства ПВХ баннеров и пайки полиэтиленовой пленки. При большом – станок для сварки кровли из мембраны, а также производства тентов из тяжеловесных брезентов. Хотя применение съемных грузов дает возможность изменять вес прибора.
- Склеивание ленты с полимерной тканью. Автоматические аппараты имеют устройства, разматывающие ленты из катушки и регулирующие натяжение, а также сопла особой формы, нагревающие ленту и ткань.
- Склейка линолеумного и других покрытий для пола. Автоматический паяльник оснащен соплом, распределяющим нагрев для продолжительного и глубокого воздействия на материал.
Мы предлагаем вам купить автоматические сварочные аппараты по выгодной цене. Организуется оперативная доставка заказа по Москве и в другие регионы России.
Сварка ПВХ ткани: баннера, тента
Технология свари ПВХ-ткани основана на свойстве поливинилхлорида плавиться под действием сравнительно невысокой температуры. Швы получаются герметичными и по прочности равны основному материалу. Для работы не нужна профессиональная подготовка или сложное оборудование. Например, сварка тентов из ПВХ-полотен может проводиться в домашних условиях даже на самодельном аппарате.

Область применения ПВХ-тканей
Этот материал повсеместно применяют на производстве и в быту при изготовлении:
- рабочей и спортивной одежды;
- мебельной обивки;
- туристических аксессуаров;
- навесов, тентов, шатров;
- выставочных павильонов, автомоек, киосков, летних веранд кафе;
- тентов грузовых автомобилей, прицепов, катеров;
- ангаров для авиационной техники, производственных складов, автостоянок, зерно- и овощехранилищ;
- защитных покрытий для бассейнов, беседок, временных площадок;
- рекламных баннеров, растяжек, щитов.
Какими достоинствами обладают
Повсеместное распространение ПВХ-ткани стало возможным благодаря ряду преимуществ:
- водоотталкивающие свойства обеспечивают герметичность без применения дорогих материалов при строительстве гидроизоляционных объектов;
- стойкость к агрессивным веществам обеспечивает сохранность ПВХ-ткани даже при длительной эксплуатации в их среде;
- стойкость к морозу и перепадам температуры предохраняет материал от растрескивания, деформации;
- стойкость к ультрафиолетовому излучению предохраняет ПВХ-ткань от выгорания при установке на улице в течение всего срока эксплуатации;
- небольшой вес удобен для монтажа своими руками без дополнительных приспособлений, хранения, разборки, перевозки для установки на новом месте;
- срок службы 5 — 7 лет даже в агрессивной среде под нагрузкой.
Технология сварки
Для соединения полотен ПВХ-тканей в основном применяется ручная или автоматическая сварка горячим воздухом, нагретом до 700⁰C. При более высокой температуре пластик будет разлагаться.
Тонкую ткань сваривают внахлест, накладывая края один на другой. Струю горячего воздуха направляют между ними. Когда поверхности расплавятся, место соединения разглаживают валиком с тефлоновым или силиконовым покрытием, чтобы расплавленный материал не прилипал к нему. Для повышения прочности конструкции, например, при сварке баннера большого размера, полотна соединяют широкими швами в два этапа. Начинают с формирования внутреннего шва на расстоянии 1,5 — 2 см от края, затем обрабатывают зазор. Толщина монолитного соединения немного больше, чем у основного материала, но визуально не заметна.
Для сварки толстых ПВХ-тканей встык используют присадочный материал в виде прутка из поливинилхлорида. Его размещают между кромками полотен. Диаметр прутка выбирают в зависимости от толщины ткани, конфигурации шва. Для равномерного проваривания между краями полотен оставляют зазор 1 мм. Поток нагретого воздуха продвигают вдоль стыка с поперечными движениями, добиваясь равномерного плавления кромок и присадки. Скорость сварки зависит от температуры воздушной струи, диаметра прутка. Для ускорения процесса ткань и пруток предварительно нагревают.
В зависимости от назначения виды ПВХ-ткани отличаются по способу и плотности плетения, толщиной покрытия, которое наносится на одну или обе стороны, типом пластификатора. Поэтому перед работой рекомендуется сделать пробу на ненужных отрезках, чтобы правильно выбрать способ и параметры сварки.
Применяемое оборудование
В зависимости от объема и условий работы соединение ПВХ-полотен проводят на автоматическом или ручном оборудовании. У обоих видов есть достоинства и недостатки. У автоматического оборудования выше производительность и качество сварки. Ручные устройства незаменимы при работе в углах, местах примыкания, выполнении вертикальных соединений.

При массовом производстве, если требуется высочайшее качество соединений, сварку тентовой ткани всех видов проводят на установках с нагревом токами высокой частоты. Работа происходит в автоматическом режиме с минимальным участием оператора. Из-за высокой цены, большого веса и размеров ТВЧ станки используют только на промышленных предприятиях.
У автоматических станков для сварки ПВХ-ткани горячим воздухом сфера применения значительно шире. Они могут сваривать швы сложной конфигурации, продвигаясь на роликах вдоль стыка. Качество соединения зависит от температуры наружного и подаваемого на стык воздуха. Аппараты автоматически поддерживают температуру на заданном уровне, а также величину давления прижимных роликов.
Сварку проводят в следующем порядке:
- чтобы не было морщин, полотно раскладывают на ровной поверхности, натягивают, закрепляют концы, затем боковые стороны;
- сверху внахлест с предварительным натяжением накладывают другое полотно;
- на аппарате выставляют необходимые настройки, выравнивают по стыку;
- сопло для подачи горячего воздуха фиксируют между полотнами на расстоянии 45 мм от оси прижимного ролика;
- запускают аппарат.
Участки, недоступные для сварки аппаратом, допускается дорабатывать строительным феном. В обязанности оператора входит предварительная настройка, корректировка при необходимости траектории движения. При нагреве соединение может немного дымить.
Специальные ручные фены для сварки ПВХ-ткани называют экструдерами. На большинстве моделей установлены блоки с изменяемой скоростью подачи присадочного прутка и регулятором температуры. Цена экструдеров зависит от величины мощности, диаметра прутка, дополнительных функций.
При покупке аппарата для сварки баннерной ткани нужно учитывать особенности финишного оформления полотна. Для качественного нанесения печати или самоклеящейся пленки ткань изготавливают с иным плетением нитей. Поэтому сборку конструкции выполняют специальными приемами сварки. Чтобы не ошибиться с выбором, необходимо проконсультироваться с продавцом о пригодности аппарата для изготовления рекламных баннеров.
Важно!
Независимо от выбора оборудования, следует помнить и соблюдать правила техники безопасности!
Низкая цена оборудования и простая технология позволили индивидуальным предпринимателям открывать мастерские по ремонту и изготовлению изделий из ПВХ-ткани. Самым популярным стал малый бизнес по производству рекламной продукции.
Читайте также: