Гост контроль контактной сварки
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 Разработан Научно-исследовательским, проектно-конструкторским и технологическим институтом бетона и железобетона им. А.А. Гвоздева (НИИЖБ им. АА Гвоздева) Акционерного общества "Научно-исследовательский центр "Строительство" (АО "НИЦ "Строительство")
2 Внесен Техническим комитетом по стандартизации ТК 465 "Строительство"
3 Принят Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 августа 2019 г. N 121-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
1 Область применения
Настоящий стандарт устанавливает ультразвуковые методы контроля качества сварных стыковых соединений арматуры, выполняемых при изготовлении арматурных изделий, монтаже сборных и возведении монолитных железобетонных конструкций.
Настоящий стандарт не распространяется на ультразвуковые методы контроля сварных соединений строительных металлоконструкций и технологических трубопроводов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2601 Сварка металлов. Термины и определения основных понятий
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3242 Соединения сварные. Методы контроля качества
ГОСТ 9466 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10922 * Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
* В Российской Федерации действует ГОСТ Р 57997-2017 "Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия".
ГОСТ 14098 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 14782 ** Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
** В Российской Федерации действует ГОСТ Р 55724-2013.
ГОСТ 19521 Сварка металлов. Классификация
ГОСТ 34028 Прокат арматурный для железобетонных конструкций. Технические условия
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 2601, ГОСТ 3242, ГОСТ 14782, ГОСТ 19521 и ГОСТ 34028, а также следующие термины с соответствующими определениями:
3.1 опорный сигнал: Сигнал (в децибелах), полученный при прохождении ультразвуковой волны от излучающего к приемному преобразователю при отсутствии дефектов на этом пути в испытательном образце.
Примечание - Максимальная амплитуда сигнала - наибольший сигнал (в децибелах), полученный при прохождении ультразвуковой волны от излучающего к приемному преобразователю (при установке преобразователей на изделии в заданном положении) и фиксируемый на экране дефектоскопа при установленном уровне чувствительности.
3.2 несоосность преобразователя и стержня Ао: Расстояние между продольной осью симметрии торцовой поверхности преобразователя и центром поперечного сечения стержня.
4 Общие положения
4.1 Ультразвуковые методы контроля качества сварных соединений, установленные настоящим стандартом, следует применять для стыковых однорядных соединений стержней диаметром от 20 до 40 мм из арматурной стали классов А400С, А500С и А600С по ГОСТ 34028, выполненных ванными и многослойными способами сварки в инвентарных формах, на стальных скобах-накладках и подкладках.
4.2 Ультразвуковой контроль следует выполнять при температуре окружающей среды от плюс 40 °С до минус 25 °С, но с учетом данных, указанных в паспортах на ультразвуковой дефектоскоп и преобразователи. При температуре окружающей среды от минус 10 °С до минус 25 °С следует предварительно нагреть контролируемое соединение до 30 °С - 50 °С.
4.4 Ультразвуковые методы контроля позволяют выявить внутренние дефекты (трещины, непровары, поры и шлаковые включения) в сварных соединениях без расшифровки их характера и координат.
Характеристикой качества сварного соединения служит разница амплитуд, прошедших через настроечный образец и контролируемое соединение, измеряемая в децибелах.
4.5 Контроль сварных стыковых соединений следует осуществлять зеркально-теневым методом (см. рисунок 1).
Фланговые швы в стыковых соединениях, выполненных на стальных скобах-накладках (например, ванно-шовная сварка), ультразвуковому контролю не подлежат.
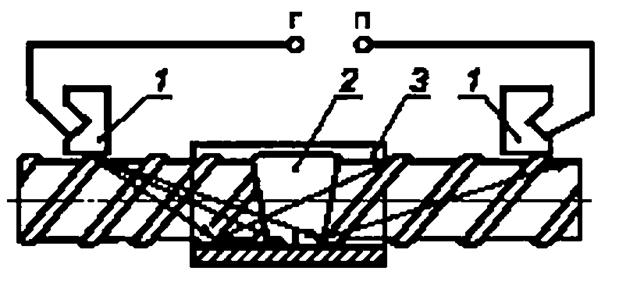
1 - наклонные преобразователи; 2 - соединение сварное; 3 - скоба-накладка; Г - вывод к генератору ультразвуковых колебаний; П - вывод к приемнику
Рисунок 1 - Схема ультразвукового контроля зеркально-теневым методом
4.6 Для проверки работоспособности аппаратуры один раз в 6 мес надлежит выполнять оценку качества сварных соединений сопоставлением результатов ультразвукового контроля с результатами механических испытаний по ГОСТ 10922 проконтролированных соединений.
5 Требования к аппаратуре
5.1 Для контроля сварных соединений следует использовать импульсный ультразвуковой дефектоскоп с параметрами по действующим нормативным документам * , обеспечивающий работу по раздельной схеме контроля и имеющий калиброванный аттенюатор с ценой деления не более 1 дБ. Дефектоскоп должен быть снабжен комплектом мер (калибровочных образцов) и преобразователями по ГОСТ 14782.
5.2 Система "дефектоскоп - преобразователь" должна обеспечивать на настроечном образце значение опорного сигнала А0:
- для стержней диаметром 20-25 мм - не менее 16 дБ;
- для стержней диаметром 36-40 мм - не менее 20 дБ.
Настроечный образец (см. рисунок 2) для настройки чувствительности дефектоскопа должен быть идентичен по диаметрам свариваемых стержней, классам стали, конструктивным элементам соединений, способам сварки и сварочным материалам контролируемому соединению, а также удовлетворять показателям прочности не ниже С1 по ГОСТ 10922.
5.3 Для контроля стыковых соединений стержней следует использовать наклонные преобразователи (см. рисунок 1), параметры которых должны соответствовать приведенным в таблице 1. Проверку параметров преобразователей следует проводить на мерах (калибровочных образцах) по ГОСТ 14782.
5.4 Отклонения частоты ультразвуковых колебаний наклонного преобразователя, угла ввода и положение точки выхода ультразвукового пучка наклонного преобразователя от номинальных значений должны соответствовать требованиям ГОСТ 14782.
5.5 Контактная поверхность наклонных преобразователей должна иметь цилиндрическую поверхность с радиусом, равным половине диаметра контролируемых стержней арматуры, и должна быть притерта к гладкой цилиндрической поверхности стержня, определяемой наружным диаметром d1 стержня периодического профиля по ГОСТ 34028. Притертые преобразователи допускается использовать для контроля стыковых соединений стержней с диаметрами на два номера ниже притертого.
Гост контроль контактной сварки
ГОСТ ISO 15609-5-2020
Технические требования и аттестация процедур сварки металлических материалов
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ПРОЦЕДУРЕ СВАРКИ
Specification and qualification of welding procedures for metallic materials. Welding procedure specification. Part 5. Resistance welding
Дата введения 2020-12-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 мая 2020 г. N 130-П)
За принятие проголосовали:
5 Настоящий стандарт идентичен международному стандарту ISO 15609-5:2011* "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка" ("Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 5: Resistance welding", IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Международный стандарт разработан Техническим комитетом ISO/ТС 44 "Сварка и родственные процессы", подкомитетом SC 6.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
ISO 15609 состоит из следующих частей под общим наименованием "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки":
- часть 1. Дуговая сварка;
- часть 2. Газовая сварка;
- часть 3. Электронно-лучевая сварка;
- часть 4. Лазерная сварка;
- часть 5. Контактная сварка;
- часть 6. Лазерно-дуговая гибридная сварка.
Настоящий стандарт устанавливает технические требования к процедуре контактной сварки для процессов точечной, шовной, стыковой оплавлением и рельефной сварки. До проведения любой аттестации необходимо установить применяемость положений настоящего стандарта для других процессов контактной сварки и связанных с ней сварочных процессов.
Примечание - Подробности обо всех частях ISO 15609 приведены в ISO 15607:2003, приложение А.
Параметры, перечисленные в настоящем стандарте, влияют на размеры сварного шва (качество), положение сварного шва, механические свойства или геометрию сварного соединения.
Для применения настоящего стандарта необходимы следующие ссылочные документы. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все изменения к нему):
ISO 669:2000, Resistance welding - Resistance welding equipment - Mechanical and electrical requirements (Сварка контактная. Оборудование для контактной сварки. Требования к механическим и электрическим характеристикам)
ISO 4063, Welding and allied processes - Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов)
ISO 5183 (all parts), Resistance welding equipment - Electrode adaptors, male taper 1:10 (Оборудование для контактной сварки. Патроны для закрепления электрода с наружным конусом 1:10)
ISO 5184, Straight resistance spot welding electrodes (Электроды прямые для контактной точечной сварки)
ISO 5821, Resistance welding - Spot welding electrode caps (Контактная сварка. Наконечники электродов для точечной сварки)
ISO 5827, Spot welding - Electrode back-ups and clamps (Сварка точечная. Токоподводящие электродные подкладки и зажимы)
ISO 8205-1, Water-cooled secondary connection cables for resistance welding - Part 1: Dimensions and requirements for double-conductor connection cables (Кабели соединительные вторичные с водяным охлаждением для контактной сварки. Часть 1. Размеры и требования к двужильным соединительным кабелям)
ISO 8205-2, Water-cooled secondary connection cables for resistance welding - Part 2: Dimensions and requirements for single-conductor connection cables (Кабели соединительные вторичные с водяным охлаждением для контактной сварки. Часть 2. Размеры и требования к одножильным соединительным кабелям)
ISO 8430 (all parts), Resistance spot welding - Electrode holders (Сварка контактная точечная. Электрододержатели)
ISO 15607:2003, Specification and qualification of welding procedures for metallic materials - General rules (Технические требования и аттестация процедур сварки металлических материалов. Общие правила)
ISO 15614-12, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 12: Spot, seam and projection welding (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка)
ISO 15614-13, Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 13: Resistance butt and flash welding (Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Сварка контактная стыковая и сварка контактная оплавлением)
ISO 17677-1, Resistance welding - Vocabulary - Part 1: Spot, projection and seam welding (Контактная сварка. Словарь. Часть 1. Точечная, рельефная и шовная сварка)
В настоящем стандарте применены термины по ISO 15607, ISO 17677-1 и ISO 669.
4 Содержание технических требований к процедуре сварки
4.1 Общие положения
Технические требования к процедуре сварки WPS содержат всю информацию, необходимую для выполнения сварного шва. Необходимая информация, требуемая для WPS процедур контактной сварки, приведена в 4.2-4.4.
Для некоторых случаев необходимо дополнить имеющуюся информацию. Вся необходимая информация указана в WPS.
Должны быть определены допуски.
Примеры форм WPS приведены в приложениях A, B и C; эти формы могут быть изменены в соответствии с опытом работы.
4.2 Производитель
Должна быть указана следующая информация:
- ссылка на протокол аттестации процедуры сварки (WPQR, см. ISO 15614-12 или ISO 15614-13).
4.3 Основной материал
4.3.1 Состав
- обозначения и типы материалов, ссылочные стандарты;
- в случае наличия покрытия его тип, толщина, одностороннее или двустороннее.
1. Область применения
Настоящий стандарт устанавливает, как именно технические требования к сварке могут быть оценены по испытаниям процедуры точечной, шовной и рельефной сварки.
Настоящий стандарт - часть серии стандартов, описание которой представлено в ИСО 15607 (приложение А).
Настоящий стандарт определяет условия проведения испытаний и объективность аттестованной процедуры сварки для всех практических операций сварки, охваченных настоящим стандартом.
Испытания, требуемые для аттестации процедуры сварки конкретного изделия, зависят от применения и требований качества для данного изделия, которые должны быть установлены до проведения какой-либо аттестации.
Испытания необходимо проводить в соответствии с настоящим стандартом, если не требуется проведение более тщательных испытаний согласно основному применяемому стандарту или контракту.
Приемлемость применения принципов настоящего стандарта к другим процессам контактной сварки должна быть установлена до проведения какой-либо аттестации.
Примечание - Особенности применения (обслуживания), материал и производственные условия могут требовать проведения более полных испытаний, нежели это предписано настоящим стандартом.
Подобные испытания могут включать:
- испытания на усталость для соединений, сваренных точечной сваркой;
- размеры образцов и процедуру испытаний на удар, отрыв и срез для соединений точечной и рельефной сварки;
- испытания на изгиб;
- определение поверхностных трещин;
- ультразвуковые исследования, радиографию;
- химический анализ, коррозионные испытания;
- микроэкспертизу, включая сопротивляемость образованию горячим трещинам;
- испытания сварного изделия в целом или частями.
Настоящий стандарт включает следующие процессы сварки в соответствии с ИСО 4063:
- 21 - точечная контактная сварка;
- 211 - односторонняя точечная контактная сварка;
- 212 - двухсторонняя точечная контактная сварка;
- 22 - контактная шовная сварка;
- 221 - шовная сварка внахлестку;
- 222 - шовная контактная сварка с раздавливанием кромок;
- 225 - шовная контактная стыковая сварка по фольге;
- 226 - шовная контактная сварка с накладками;
- 23 - рельефная сварка;
- 231 - односторонняя рельефная сварка;
- 232 - двухсторонняя рельефная сварка.
2. Нормативные ссылки
Для датированных ссылок применяются только указанные ниже издания. Для недатированных ссылок применяются последние издания документов, на которые ссылаются в настоящем стандарте, включая все поправки.
В настоящем стандарте использованы ссылки на следующие стандарты:
ИСО 669:2000 Сварка контактная. Оборудование для контактной сварки. Требования к механическим и электрическим характеристикам (ISO 669:2000, Resistance welding. Resistance welding equipment. Mechanical and electrical requirements )
ИСО 10447 Сварка контактная сопротивлением. Испытание на отрыв и обрубание сварных точек и соединений, полученных рельефной сваркой (ISO 10447, Resistance welding - Peel and chisel testing of resistance sport and projection welds)
ИСО 14270:2000 Размеры образца и методика механизированного испытания на отрыв для сварных швов, полученных при контактной точечной, роликовой и рельефной сварке (ISO 14270:2000, Specimen dimensions and procedure for mechanized peel testing resistance sport, seam and embossed projection welds )
ИСО 14271:2000 Испытание на определение твердости по Виккерсу для сварных швов, полученных при контактной точечной, рельефной и роликовой сварке (низкая нагрузка и микротвердость) (ISO 14271:2000, Vickers hardness testing of resistance spot , projection and seam welds (low load and microhardness))
ИСО 14272:2000 Размеры образца и методика испытания на поперечное растяжение сварных швов, полученных при контактной точечной и рельефной сварке (ISO 14272:2000, Specimen dimensions and procedure for cross tension testing resistance spot and embossed projection welds)
ИСО 14273:2000 Размеры образца и методика испытания на срез для сварных швов, полученных при контактной точечной, рельефной и шовной сварке (ISO 14273:2000, Specimen dimensions and procedure for shear testing resistance spot, seam and embossed projection welds )
ИСО 14732 Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов (ISO 14372, Welding personnel - Approval testing of welding operators for fusion welding and of resistance weld setters for fully mechanized and automatic welding of metallic materials)
ИСО 15607:2003 Технические требования и аттестация процедур сварки металлических материалов. Общие правила (ISO 15607:2003, Specification and qualification of welding procedures for metallic materials - General rules)
ИСО 15609-5:2004 Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка (ISO 15609-5:2004, Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 5: Resistance welding)
ИСО 17653:2003 Контроль разрушающий сварных швов металлических материалов. Испытание на скручивание сварных точек (ISO 17653:2003, Destructive tests on welds in metallic materials - Torsion test of resistance spot welds)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3. Термины и определения
В настоящем стандарте применены термины и определения по ИСО 15607:2003.
4. Предварительные технические требования к процедуре сварки
Предварительные технические требования к процедуре сварки должны быть разработаны в соответствии с ИСО 15609-5.
5. Проверка процедуры сварки
Сварка и испытания образцов должны соответствовать положениям разделов 6 и 7.
6. Контрольное сварное соединение
6.1. Основные положения
В соответствии с 6.2 необходимо подготовить стандартное контрольное сварное соединение, в качестве которого может быть использовано сварное изделие целиком.
Образцы для испытаний должны быть вырезаны из соответствующих частей, контрольных сварных соединений или сварены отдельно согласно 6.3.
Необходимо использовать образцы для испытаний и контрольные сварные соединения из одного материала и с одинаковыми шириной кромок и длиной нахлеста. Если возможно, необходимо учитывать шунтирующие и индукционные эффекты. Если в применяемом стандарте есть соответствующее требование, необходимо указать направление проката на контрольном сварном соединении.
6.2. Форма и размеры контрольных сварных соединений и образцов для разрушающих испытаний
6.2.1. Основные положения
Форма и размеры контрольных сварных соединений и образцов для испытаний и испытания процедуры сварки представлены в следующих стандартах: ИСО 14270, ИСО 14271, ИСО 14272, ИСО 14273, ИСО 17653 и ИСО 10447.
6.2.2. Макрошлиф
Образец для испытаний должен быть подготовлен и протравлен, чтобы изготовить поперечные и продольные шлифы для выявления вкраплений, зоны термического влияния и при необходимости сечение сварного шва.
Поперечный макрошлиф должен содержать неповрежденный основной металл.
6.3. Сварка контрольных сварных соединений или образцов для испытаний
Подготовку узлов (деталей), контрольных сварных соединений или образцов для испытаний и сварку контрольных сварных соединений или образцов для испытаний необходимо проводить в соответствии с pWPS и согласно общим правилам производства сварочных работ (параметры, оборудование и т.д.).
Если при точечной сварке используют прихватки, то они должны быть и на конечном контрольном сварном соединении.
До проведения аттестации процедура сварки и программа испытаний контрольных сварных соединений должны быть согласованы с экспертом или экспертным органом.
7. Испытания и оценка результатов
7.1. Объем контроля
Испытания включают как неразрушающие, так и разрушающие.
Выбор вида испытаний и количества образцов для испытаний зависит от условий эксплуатации и требований к качеству сварного изделия. Вид испытаний и количество образцов должны быть установлены до проведения аттестации (таблица 1).
Если нет необходимости в определении среднеквадратичного отклонения результатов испытаний в поперечном и продольном направлениях, то допускается использовать меньшее количество образцов.
Таблица 1 - Примеры испытаний точечных, шовных и рельефных сварных соединений
ГОСТ Р ИСО 15614-12-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки
ТОЧЕЧНАЯ, ШОВНАЯ И РЕЛЬЕФНАЯ СВАРКА
Technical requirements and qualification of welding procedures for metallic materials. Welding procedure test. Part 12. Spot, seam and projection welding
Дата введения 2011-01-01
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГУ НУЦСК при МГТУ им.Н.Э.Баумана) и Национальным Агентством Контроля и Сварки (НАКС) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
4 Настоящий стандарт идентичен международному стандарту ИСО 15614-12:2005* "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка" (ISO 15614-12:2005 "Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 12: Spot, seam and projection welding", IDT).
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Международный стандарт ИСО 15614-12:2005 разработан Техническим комитетом СЕН/ТК 121 "Сварка" Европейского комитета по стандартизации (СЕН), секретариат которого закреплен за ДИН (Институт по стандартизации Германии), в сотрудничестве с Техническим комитетом ИСО/ТК 44 "Сварка и родственные процессы", Подкомитетом ПК 10 "Унификация требований в области сварки металлов" в соответствии с Соглашением о техническом сотрудничестве ИСО и СЕН (Венское соглашение).
ИСО 15614 состоит из следующих частей под общим наименованием "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки":
- Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов.
- Часть 2. Дуговая сварка алюминия и алюминиевых сплавов.
- Часть 3. Испытания процедуры дуговой сварки чугуна.
- Часть 4. Отделочная сварка алюминиевых отливок.
- Часть 5. Дуговая сварка титана, циркония и их сплавов.
- Часть 6. Медь и медные сплавы.
- Часть 7. Наплавка.
- Часть 8. Сварка соединений труб с трубной доской.
- Часть 9. Подводная гипербарическая мокрая сварка.
- Часть 10. Гипербарическая сухая сварка.
- Часть 11. Электронно-лучевая и лазерная сварка.
- Часть 12. Точечная, шовная и рельефная сварка.
- Часть 13. Контактная стыковая сварка сопротивлением и оплавлением.
Настоящий стандарт является частью серии стандартов, которые приведены в ИСО 15607 (приложение А).
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 669:2000, Resistance welding - Resistance welding equipment - Mechanical and electrical requirements (Сварка контактная. Оборудование для контактной сварки. Требования к механическим и электрическим характеристикам)
Заменен на ISO 669:2016.
ISO 10447, Resistance welding - Peel and chisel testing of resistance sport and projection welds (Сварка контактная сопротивлением. Испытание на отрыв и обрубание сварных точек и соединений, полученных рельефной сваркой)
Заменен на ISO 10447:2015.
ISO 14270:2000, Specimen dimensions and procedure for mechanized peel testing resistance sport, seam and embossed projection welds (Размеры образца и методика механизированного испытания на отрыв для сварных швов, полученных при контактной точечной, роликовой и рельефной сварке)
Заменен на ISO 14270:2016.
ISO 14271:2000, Vickers hardness testing of resistance spot, projection and seam welds (low load and microhardness) [Испытание на определение твердости по Виккерсу для сварных швов, полученных при контактной точечной, рельефной и роликовой сварке (низкая нагрузка и микротвердость)]
Заменен на ISO 14271:2017.
ISO 14272:2000, Specimen dimensions and procedure for cross tension testing resistance spot and embossed projection welds (Размеры образца и методика испытания на поперечное растяжение сварных швов, полученных при контактной точечной и рельефной сварке)
Заменен на ISO 14272:2016.
ISO 14273:2000, Specimen dimensions and procedure for shear testing resistance spot, seam and embossed projection welds (Размеры образца и методика испытания на срез для сварных швов, полученных при контактной точечной, рельефной и шовной сварке)
Заменен на ISO 14273:2016.
ISO 14372, Welding personnel - Approval testing of welding operators for fusion welding and of resistance weld setters for fully mechanized and automatic welding of metallic materials (Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов)
ISO 15607:2003, Specification and qualification of welding procedures for metallic materials - General rules (Технические требования и аттестация процедур сварки металлических материалов. Общие правила)
Заменен на ISO 15607:2019.
ISO 15609-5:2004, Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 5: Resistance welding (Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка)
ГОСТ Р ИСО 15614-13-2009
Проверка процедуры сварки
КОНТАКТНАЯ СТЫКОВАЯ СВАРКА СОПРОТИВЛЕНИЕМ И ОПЛАВЛЕНИЕМ
Specification and qualification of welding procedures for metallic materials. Welding procedure test. Part 13. Resistance butt and flash welding
4 Настоящий стандарт идентичен международному стандарту ИСО 15614-13:2005* "Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением" (ISO 15614-13:2005 "Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 13: Resistance butt and flash welding", IDT).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
Международный стандарт ИСО 15614 разработан Техническим комитетом CEН/TК 121 "Сварка" Европейского комитета по стандартизации (CEН), секретариат которого закреплен за ДИН (Институт по стандартизации Германии), в сотрудничестве с Техническим комитетом ИСО/TК 44 "Сварка и родственные процессы", Подкомитетом ПК 10 "Унификация требований в области сварки металлов" в соответствии с Соглашением о техническом сотрудничестве ИСО и CEН (Венское соглашение).
- Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов;
- Часть 2. Дуговая сварка алюминия и алюминиевых сплавов;
- Часть 3. Испытания процедуры дуговой сварки чугуна;
- Часть 4. Отделочная сварка алюминиевых отливок;
- Часть 5. Дуговая сварка титана, циркония и их сплавов;
- Часть 6. Медь и медные сплавы;
- Часть 7. Наплавка;
- Часть 8. Сварка соединений труб с трубной доской;
- Часть 9. Подводная гипербарическая мокрая сварка;
- Часть 10. Гипербарическая сухая сварка;
- Часть 11. Электронно-лучевая и лазерная сварка;
- Часть 12. Точечная, шовная и рельефная сварка;
В настоящем стандарте описаны испытания, необходимые для аттестации технических требований к процедуре сварки.
Настоящий стандарт применяют для контактной стыковой сварки сопротивлением и оплавлением металлических материалов, например полнотелых, трубных, плоских или округлых сечений. Основные принципы настоящего стандарта могут быть применены и для контактных процессов сварки, если это определено техническими требованиями.
Примечание - Данная часть ИСО 15614 является частью серии стандартов. Описание этой серии представлено в ИСО 15607:2003 (приложение А).
Настоящий стандарт определяет условия проведения испытаний и область распространения аттестации процедуры сварки.
Примечание - Особенности обслуживания, материал или условия производства могут требовать более полных испытаний, чем предписано в настоящем стандарте.
- испытания на усталость или выносливость;
- испытания деталей или полностью сваренных агрегатов.
Настоящий стандарт включает следующие процессы контактной сварки в соответствии с ИСО 4063:
- 24 "Контактная стыковая сварка оплавлением с использованием постоянного тока или переменного тока с различными последовательностями движения постоянным и переменным оплавлением";
- 25 "Контактная стыковая сварка сопротивлением с использованием постоянного или переменного тока с различными циклами давления".
EN ISO 23277, Non-destructive testing of welds - Penetrant testing of welds - Acceptance levels (Неразрушающий контроль сварных швов. Контроль сварных швов проникающими веществами. Уровни приемки)
EN ISO 23378, Non-destructive testing of welds - Magnetic particle testing of welds - Acceptance levels (Неразрушающий контроль сварных швов. Магнитно-порошковый контроль. Уровни приемки)
EN 1418, Welding personnel - Approval testing of welding operators for fusion welding and resistance weld setters for fully mechanized and automatic welding of metallic materials (Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов)
Заменен на EN ISO 14732:2013.
EN 1711, Non-destructive examination of welds - Eddy current examination of welds by complex plane analysis (Неразрушающий контроль сварных швов. Контроль сварных швов методом вихревых токов)
Заменен на EN ISO 17643:2015.
EN ISO 11666, Non-destructive testing of welds - Ultrasonic testing - Acceptance levels (Неразрушающий контроль сварных швов. Ультразвуковой контроль. Уровни приемки)
EN ISO 23279, Non-destructive testing of welds - Ultrasonic testing - Characterization of indications in welds (Неразрушающий контроль сварных швов. Ультразвуковой контроль. Индикация характеристик сварных швов)
ISO 4063, Welding and allied processes - Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условное обозначение процессов)
ISO 4136, Destructive tests on welds in metallic materials - Transverse tensile tests (Разрушающие испытания сварных швов металлических материалов. Испытание на растяжение образцов, вырезанных поперек шва)
ISO 5173, Destructive tests on welds in metallic materials - Bend tests (Разрушающие испытания сварных швов металлических материалов. Испытания на изгиб)
ISO 6520-2, Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 2: Welding with pressure (Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 2. Сварка давлением)
ISO 9015-1, Destructive tests on welds in metallic materials - Hardness testing - Part 1: Hardness test on arc welded joints (Разрушающие испытания сварных швов металлических материалов. Определение твердости. Часть 1. Определение твердости соединений, выполненных дуговой сваркой)
ISO 9015-2, Destructive tests on welds in metallic materials - Hardness testing - Part 2: Microhardness testing of welded joints (Разрушающие испытания сварных швов металлических материалов. Определение твердости. Часть 2. Определение микротвердости сварных соединений)
ISO 6892-1, Metallic materials - Tensile testing - Part 1: Method of test at room temperature (Материалы металлические. Испытания на растяжение. Часть 1. Испытание при комнатной температуре)
ISO 14271, Vickers hardness testing of resistance spot, projection and seam welds (low load and microhardness) [Испытание на определение твердости по Виккерсу для сварных швов, полученных при контактной точечной, рельефной и роликовой сварке (малая нагрузка и микротвердость)]
ISO/TR 15608:2000, Welding - Guidelines for a metallic materials grouping system (Сварка. Руководство по системе группирования металлических материалов)
ISO 15609-5, Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 5: Resistance welding (Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 5. Контактная сварка)
ISO 15620:2000, Welding - Friction welding of metallic materials (Сварка. Сварка трением металлических материалов)
ISO 17637, Non-destructive testing of welds - Visual testing of fusion-welded joints (Неразрушающий контроль сварных швов. Визуальный контроль сварных соединений, выполненных сваркой плавлением)
ISO 17638, Non-destructive testing of welds - Magnetic particle testing (Неразрушающий контроль сварных швов. Магнитопорошковый контроль)
ISO 17639, Destructive tests on welds in metallic materials - Macroscopic and microscopic examination of welds (Разрушающие сварные испытания сварных швов металлических материалов. Макро- и микроскопическое исследование сварных швов)
ISO 17640, Non-destructive testing of welds - Ultrasonic testing of welded joints (Неразрушающий контроль сварных швов. Ультразвуковой контроль сварных швов)
ISO 20482, Metallic materials - Sheet and strip - Erichsen cupping test (Материалы металлические. Листы и полосы. Испытание на вытяжку по Эриксену)
В настоящем стандарте применены термины и определения по ИСО 15607 и ИСО 6520-2.
4 Предварительные технические требования к процедуре сварки
Предварительные технические требования к процедуре сварки должны быть разработаны в соответствии с ИСО 15609-5. Они должны описывать все основные параметры и требования.
Читайте также: