Наружный центратор для сварки труб
При строительстве как жилых, так и промышленных сооружений всегда производится сварное соединение прокладываемых трубных коммуникаций, но его невозможно осуществить на должном уровне без такого приспособления как центратор наружный для труб.
Именно он помогает избежать целый ряд неизбежных дефектов сварки:

Эти дефекты очень быстро выводят из строя магистраль трубопровода. Что в свою очередь приводит не только к убыткам, но и травмам у обслуживающего персонала. Ведь через трубопроводы перекачиваются такие вещества как вода, газ, нефть, канализационные стоки. Все они достаточно агрессивны, склонны к скачкам внутреннего давления, температуры.
Даже если неровно сваренные трубы выдерживают начало эксплуатации, то через небольшое время микротрещины в швах быстро корродируют, прочность металла падает и следует прорыв. Избежать всего этого можно лишь применяя центратор наружный для труб в соответствии с правилами его использования и без исключения для всех соединений на магистрали.
Из чего состоит и как работает устройство

По своей сути центратор представляет собой устройство соединяющее в идеально ровном положении свариваемые стыки двух труб. Конструкция позволяет использовать его для работы с трубами различного размера. Он легко и быстро монтируется, весит относительно немного.
Центратор наружный для труб любого типа состоит из соединяющего устройства (пластин, струбцин или цепи) и стягивающей части (винтовой ворот, болтовое соединение, гидравлический привод).
Для соединения двух труб следуют простому алгоритму:
- Зачищают их стыки с помощью угловой шлифмашины, очищают от ржавчины и других загрязнителей соответствующими химическими веществами (нейтрализатор ржавчины, ацетон, уайт-спирит и тому подобное)
- Одевают центратор на одну из труб, но не затягивают его крепления.
- Подводят вторую в стык к первой.
- Передвигают центрирующее устройство на вторую и затягивают с равномерным усилием крепежные элементы
- Проводится визуальная проверка правильности положения трубопровода и надежности центрирующего устройства.
- Накладываются швы с помощью газовой или электрической сварки.

По мере наложения шва центрирующее устройство нужно осторожно ослаблять и проворачивать — освобождая рабочую площадь для сварки. Во время этой процедуры нужно быть особо осторожными, так как легко деформировать недоделанный сварочный шов
Модели и цены

Все имеющиеся на рынке инструмента и приспособлений центрирующие устройства делятся по признаку цены на две группы:
- Отечественного производства. Их отличает довольно умеренная цена и легкость ремонта.
- Иностранного производства. Отличаются большим удобством использования, эргономикой, но имеют существенный недостаток — высокая цена. Среди производителей стоит выделить ЕС и США — их оборудование стабильно качественное, но и стабильно дорогое. Несколько ниже цена у изделий, выпускаемых в странах Азии (за исключением Японии — стоимость их продукции может превышать цену изделий ЕС), но нет гарантии качества. Оно может сильно разниться у одного и того же производителя даже в рамках одной партии.
Цена на наружное центрирующее устройство колеблется около 3-5 тысяч рублей за штуку (с ручным приводом), если центратор наружный для труб оснащается гидроприводом и часто электронасосом к нему — цена возрастает в 6-10 раз и составляет около 100-150 тысяч.
Стоимость внутренних центрирующих устройств независимо от производителя не опускается ниже 250-300 тысяч. Наличие в их конструкции гидравлики увеличивает стоимость на 35-40%.

При покупке такого оборудования как центрирующее устройство нужно ориентироваться не столько на цену, сколько на экспертное мнение об эффективности конкретного приспособления. Поскольку цена часто высока исключительно за счет рекламируемости бренда, а не его потребительских качеств
Виды центраторов
Центраторы делятся на два типа:
Каждый из них имеет как положительные, так и отрицательные стороны. Внутренние всегда более дорогостоящие — они по цене превосходят наружные почти в десять раз.
Центрирующие устройства делятся на виды по нескольким признакам:
- Объем проводимых работ — если он значителен, то оправдано приобретение и применение профессионального устройства, если нет — то полупрофессионального. Цены на эти два вида центраторов отличаются на порядок.
- По месту положения центратора — на поверхности труб или внутри них.
- По механизму фиксации — цепь, эксцентрик, струбцина, арка.
Наружные и внутренние центраторы

Наружные центраторы для сварки труб технологически и экономически целесообразно применять при работе с трубными соединениями по диаметру не превышающими двух метров. Если диаметр больше, то рекомендуется использовать внутренние центраторы. Но возможны и исключения — некоторые конструкции внутренних центраторов можно эффективно использовать при работе с трубами диаметром от полуметра. Но подобные работы должны быть массовыми — тогда стоимость устройства будет оправданна полученным результатом.
Наружный центратор

Центратор наружный для труб может применяться как в любительских, так и в профессиональных целях. Диапазон диаметров, с которыми он работает, простирается от 2 см до 2 метров . На приводимом в статье видео можно в подробностях ознакомиться со всеми нюансами работы с этим видом центратора.
Внутренний центратор

Этот тип центратора эффективен при работе с большими диаметрами труб ( от 2 метров ). Его основное преимущество — возможность непрерывной работы сварщика и гарантия от прогиба стенок трубы.
Конструктивно внутренний центратор представляет собой подвижный гидравлический домкрат с электроприводом. Он с помощью полуцилиндров-распорок изнутри фиксирует обе трубы. Кроме того он может (некоторые дорогие модели) осуществлять и внутреннее воздушное охлаждение накладываемого сварного соединения.
Подробности работы с внутренним центратором труб также можно увидеть на прилагаемом видео.
Чертежи устройства
Приведем базовые чертежи наиболее распространенных в производственной практике наружных центрирующих устройств.

Центраторы по способу крепления на трубе
По способу крепления на трубе все наружные центрирующие устройства делятся на пять типов:
- Струбцинные — очень удобны для соединения относительно небольшого диаметра труб. Часто используются мастерами-любителями и малым бизнесом. Основная их часть — захват может выполняться в форме подходящей для конкретной трубы (трапеция, окружность или параллелепипед). Его нижняя часть является дополнительной опорой при монтаже. Легко ремонтируются, надежны, стоимость низка. Просты в эксплуатации.
- Эксцентриковые — по конструкции фактически совпадают с арочными, но имеют существенное дополнение — эксцентрик. Он представляет собой рычаг, стягивающий две рабочие половины устройства. Применение эксцентрика ускоряет центрирование, но требует значительного опыта. В случае ошибки с силой и местом монтажа устройства, оно может неожиданно раскрыться в момент сварки труб. Стоимость немного выше, чем у арочного варианта.
- Цепные — основная часть этого устройства представляет собой своеобразную цепь, затягиваемую на трубах специальным механизмом. Из-за маломощного редуктора процесс крепления довольно трудоемок, но такой механизм надежен и дешев.
- Арочные — простые устройства из двух крепящих элементов. В действие часто приводятся гидравлическим приводом (с помощью мускульной силы человека). Чаще всего они применяются при соединении труб диаметром до 1 метра.
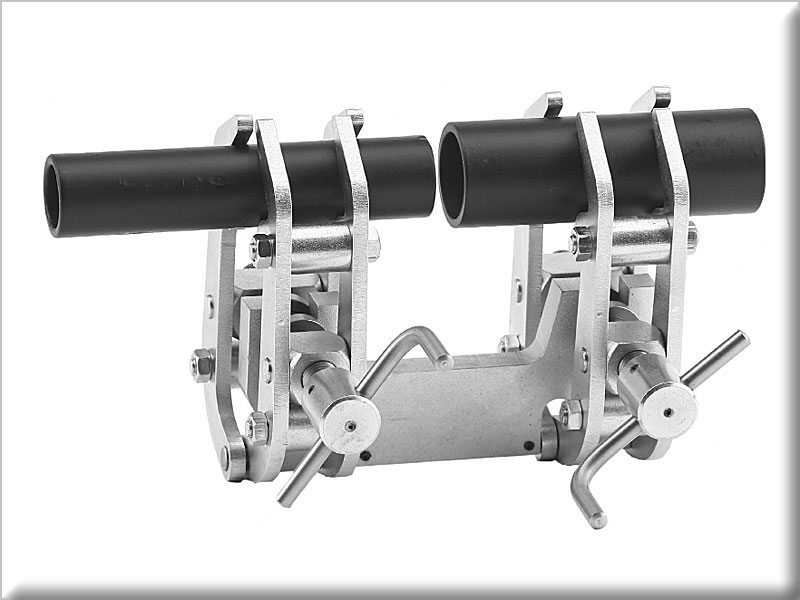
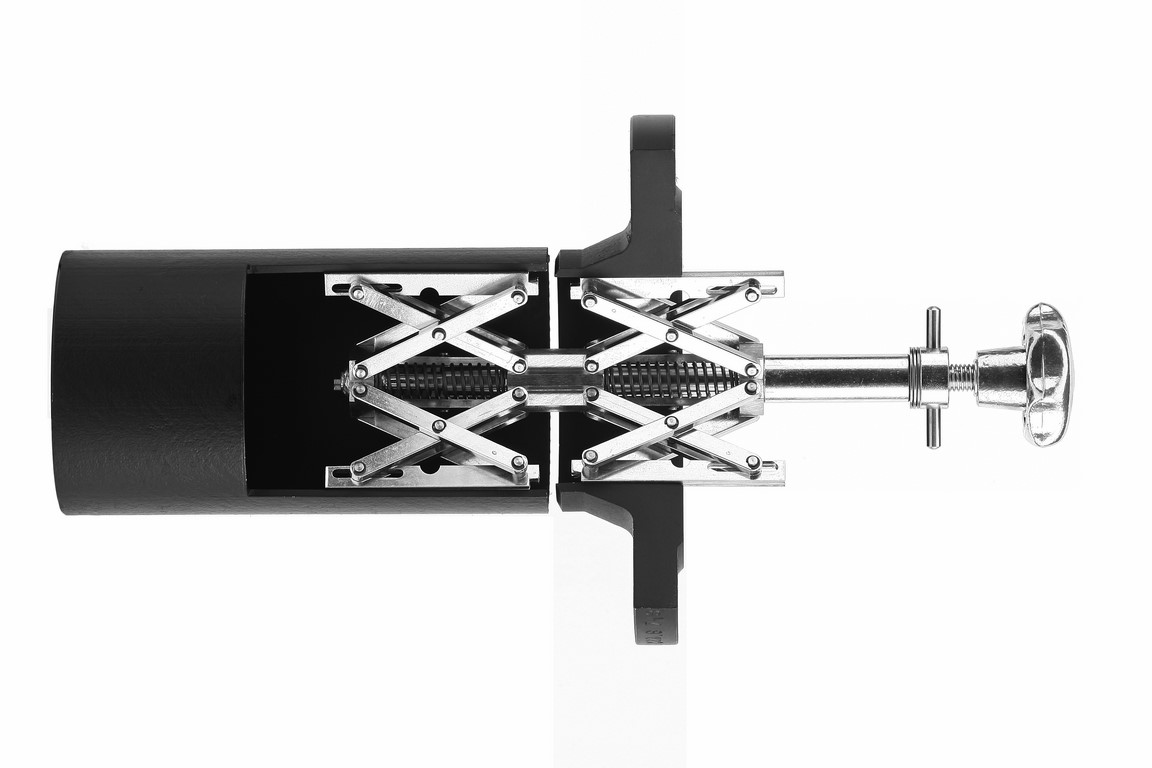
- Многозвенные — конструктивно являются переходным вариантом между арочными и цепными. Могут иметь как ручной привод (винтовой ворот), так и гидравлический. Высокоэффективны при работе с трубами диаметром от 1 до 2 метров.
Любой из них может оснащаться гидроприводом и электрическим насосом к нему.
Назначение и применение центраторов для сварки труб
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.
Особенности и назначение
При вибрации и смещении незакрепленных труб во время соединения шов получается рыхлым, поэтому может треснуть даже при минимальной нагрузке. Поэтому применение центраторов для сварки труб, по которым перекачиваются агрессивные или опасные для здоровья людей вещества является обязательным. Работа с ними возможна при температуре от -45 до +45˚C. Точность совпадения осей при сборке труб под сварку уменьшает коэффициент сопротивления. Поэтому снижается мощность перекачивающих агрегатов.
Центраторы в зависимости от конструктивных особенностей применяют для стыковки диаметров от 25 до 2000 мм. Основой конструкции является тело, дополненное подставкой или крюком и набором зажимных элементов. Их количество можно менять в зависимости от диаметра соединяемых частей. Оборудование крепится на трубопровод с одной или обеих сторон стыка и стягивается натяжным механизмом, плотно соединяя торцы.
Виды центраторов и их отличия
В зависимости от места установки они подразделяются на две категории: внутренние и наружные типы. По конструкции центраторы делятся на устройства для стыковки прямолинейных участков или соединяемых под углом. С учетом числа точек крепления на трубопроводе механизмы бывают одно и двухсторонние. Первые применяются для монтажа трубопроводов небольшого диаметра. Вторые ставят на обеих сторонах стыка, применяются при работе с диаметрами свыше 600 мм.
Для стыковки больших диаметров из любого материала, на сварку которых тратится много времени, используется внутренний центратор. В комплект входит гидравлический насос, двигатель, фиксаторы. При установке внутрь он распирает края стыкуемых участков, затем плотно сдвигает их.
Наружные центраторы устанавливаются на внешней стороне. По принципу действия это универсальные звеньевые зажимы. Разнообразие типов позволяет приобрести оборудование для работы в любых условиях. Независимо от размера они проще и удобней в эксплуатации.
Наружные центраторы для сварки труб
Их маркировка состоит из букв ЦН и числа, обозначающего максимально допустимый диаметр в мм. К распространенным типам относятся:
- Многозвенные центраторы справляются с диаметром до 2 м. Собраны из элементов, соединенных шарнирами. Звенья стягиваются вручную натяжным винтом или гидроцилиндром.Внутренние центраторы чаще используются для стыковки труб больших диаметров
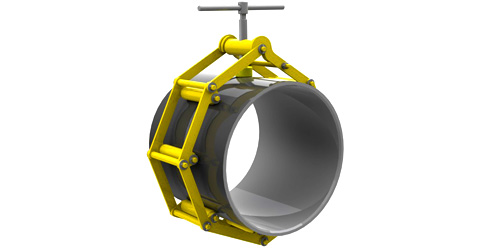
- Арочные разновидности состоят из двух клемм с откидными элементами, которые во время работы накладываются друг на друга, а затем стягиваются ручным или гидравлическим механизмом. Рассчитаны для работы с трубами диаметром до 0,9 м. Они более долговечны, чем предыдущий вариант, так как нет шарниров, пальцы которых быстро изнашиваются. Число арок выбирается в зависимости от диаметра труб.
- Цепные разновидности быстро приводятся в рабочее положение, поэтому применяются для прокладки новых и ремонта аварийных трубопроводов диаметром до 1,4 м. Однако натягивать цепь можно только вручную.
- Эксцентриковые устройства похожи на арочные, но клеммы стягиваются эксцентриковым зажимом. При работе, от работника требуется высокое мастерство, так как неправильно зафиксированный эксцентрик может отсоединиться во время сварки. К недостаткам относится быстрый износ, из-за чего ослабляется усилие прижима. Сфера применения ограничена диаметрами 0,4 — 0,5 м.
- Центраторами струбцинного типа стыкуются трубопроводы бытового назначения с небольшим диаметром. Из достоинств отмечается компактность, прижим ручной рычажным механизмом. Форма струбцин бывает прямоугольной или дугообразной.
- Пружинные типы незаменимы для стыковки обсадных труб под землей, когда бурят скважины. Бытовой вариант применяется для прокладки металлических, полимерных трубопроводов и с ППУ.
Внутренние центраторы для сварки труб
Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.
При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Наружный центратор для сварки труб






















Артикул: ЦЦ 159-530




Артикул: ЦЦ 159-1020

Артикул: Ц-25

Артикул: ЦЗН-1820
Артикул: ЦЗН-1420

Артикул: ЦЗН-530


Артикул: СС-1


Артикул: СТВ-1

ООО "ТехноМашХолдинг"

Что мы предлагаем
Огромный выбор центраторов со склада г. Москва и Санкт-Петербург. Сварщики, работающие с трубами высоко ценят центраторы производства ТехноМашХолдинг, ведь выполняемая ими работа достаточно трудоемкая и сложная, требующая полной отдачи от инструмента и оборудования. Мы гарантируем отличное качество предлагаемых центраторов для сварки труб и инструмента. Профессиональная консультация наших специалистов помогут вам сделать правильный выбор и приобрести подходящие для ваших целей центраторы для сварочных работ по очень выгодной цене от производителя.
Центраторы для сварки труб — устройство, применение, виды

Обязательным условием для проведения трубоукладочной работы является наличие высококачественного сварного шва. Чтобы добиться такого результата необходимо использоваться центраторы для сварки труб.
Эффективность приспособлений особенно оценена профессиональными мастерами, которые проводят магистральные и местные трубопроводные работы, поскольку на глаз достаточно трудно определить, совпадет ли кромка одной трубы с другой.
Достоинства и недостатки центраторов для сварки труб
Если вы неправильно соединили трубы, то через короткий промежуток времени у вас может произойти серьезная поломка в виде трещин и разломов, которая принесет большие убытки (особенно в том случае, если объект для работы находятся под землей). Чаще всего сварочные работы делают в промышленности, поэтому очень важно иметь такие крепежи.
- Возможность работать с материалами для теплоизоляции (ППУ) разных диаметров;
- Надежно фиксирует изделия;
- Качественно и прочно соединяет отрезки;
- Отлично функционирует, не давая никаких сбоев.
Это основные плюсы в использовании таких приборов, но все же их можно насчитать намного больше, так как для каждого вида отрезков центратор используют по-разному.
Минус центраторов заключается в том, что они довольно дорогие, поэтому такое чудо техники не каждому по карману.
Что такое центраторы для сварки труб?
Центратор для сварки труб – это специальное приспособление, главной функцией которого является обеспечение нужного совпадения, но не параллельности двух кромок необходимых деталей, прежде чем начинать их сваривать.

Использование центратора для сварки труб.
Благодаря данной процедуре размер в месте сварки выходит стабильным, что позволяет провести механизацию процесса. Помимо того, с применением центратора отсутствует перепад внутренних диаметров на шве.
Благодаря этому не возникает турбулентность в потоке рабочей среды во время перекачки через трубопровод. Также уменьшается коэффициент сопротивления. В результате получается достаточно мощная работа насоса в магистральном трубопроводе.
Любая конструкция центратора, чтобы сварить трубопровод должна иметь:
- Надежную фиксацию всех привариваемых деталей друг с другом.
- Точное соединение на стыке.
- Удобный монтаж и демонтаж.
- Долгосрочность, без влияния внешних факторов либо частоты эксплуатации.
Назначение
Основное назначение центратора – это надежная фиксация свариваемых элементов в правильном положении. Если две трубы будут смещены друг относительно друга или в процессе сварки они будут вибрировать или смещаться, то получить качественный шов будет невозможно. При серьезной нагрузке трубопровод может лопнуть в месте некачественно выполненного сварного соединения.
Совет! Чаще всего, центраторы применяют при выполнении сварных соединений труб большого диаметра.
Центровка при выполнении сварочных работ проводится с использованием специального прибора. Существует несколько разновидностей центраторов, но принцип работы у них один. Оба конца свариваемых деталей обтягивают обсадными кольцами и фиксируют их в нужном положении при помощи специального зажима.
Совет! Диаметр обсадных колец можно менять в зависимости от размера изделий, которые предполагается сваривать.
Преимущества использования
Применение центраторов для сварки труб имеет следующие преимущества:
- возможность выполнить шов максимально точно, высокое качество работы снижает риск аварий на трубопроводе;
- центраторы – это мобильные устройства, поэтому их несложно транспортировать;
- большинство моделей функциональны, с их помощью можно проводить работу с трубами из металла и полимерных материалов разных диаметров.
Существует два основных типа устройства для соединения труб:
Установку внутренних аппаратов делают внутри трубы, чтобы прочно зафиксировать ее. Чаще всего их используют, чтобы соединить трубопровод из любых материалов. Такие работы выполняются довольно долго, поэтому нужны надежные приборы. Внутренние устройства этого типа можно использовать при больших перепадах температур от +45 градусов до -45, поэтому непрерывная работа с ними может быть обеспечена.
Наружные же механизмы предназначены для обхвата внешней стороны трубы. Это большая конструкция с мощным крепежом, фиксировать которую легко и просто. Но, наружные модели делятся еще на несколько типов, поэтому обязательно нужно изучить их перед тем, как приобрести нужную вам вещь для выполнения определенного типа работ.
И так, наружные устройства делятся на:
- Цепные. Как уже ясно, здесь используют цепи. Их затягивают вокруг ППУ, чтобы не повредить их и сделать прочную фиксацию.
- Звенные. Внешне они имеют форму многогранника, внутри которого находится несколько колец. Есть возможность передвигать звенья, что влечет за собой изменение размера закрытого диаметра устройства.
- Эксцентриковые. Это устройство состоит из двух дуг из стали (их можно регулировать), их сжимают еще дополнительно перемычкой. Такой центратор можно использовать и для крупных ППУ.
Помимо этих видов, существует еще несколько типов подобных устройств, их используют очень редко, но все же стоит о них помнить, так как они тоже могу понадобиться в любой момент.
Пружинный центратор (для обсадных). Это очередной вид наружного крепежа, используемый во время бурения скважин и т. п. При их использовании можно легко соединить обсадные элементы уже под землей.
Также есть и бытовые разновидности для работы с металлическими трубами, полимерными материалами и ППУ. Пружинный центратор, предназначенный для пропиленовых труб внешне очень сильно отличается от своих «родственников», так как сварщики используют при работе диффузионную сварку.
Сварка полимерных материалов делается при креплении частью такого инструмента, притом что весь аппарат делает соединение труб свариванием. На такой процесс очень интересно и приятно смотреть, так как результат очень радует, и мы можем быть уверенны, что последующую проверку труб нужно делать как минимум через несколько лет.
Важно! Как бы вы ни выполняли сварочные работы, и какой бы ни использовали аппарат, обязательно нужно регулировать соосности двух отрезков, из которых должна получиться одна труба.
Какими бывают?
Центраторы для выполнения сварочных работ классифицируют по нескольким признакам:
- по месту установки – бывают внутренние и наружные модели;
- по способу крепления выделяют арочные, цепные, струбционные, многозвеньевые, эксцентриковые;
- по сфере использования выделяют профессиональное и бытовое оборудование.
Совет! Профессиональные центраты – это функциональные модели, которые используются для сварки магистральных сетей. Бытовые модели предназначены для использования в частном строительстве, с их помощью можно самостоятельно провести строительство трубопровода на дачах или на участках загородных коттеджей.
Данные приспособления отличаются конструктивной сложностью по сравнению с наружными центраторами. Внутренние центраторы для сварки труб устанавливаются во внутренней полости свариваемых деталей трубопровода.
Принцип работы такого оборудования не столь прост, как в случае с внешними устройствами. Основным рабочим элементом являются жимки – детали, которые установлены в два ряда на внешней части устройства. При помощи встроенной гидравлики на жимки подается усилие, за счет которого осуществляется распорка и фиксация краев свариваемых труб.
Такое воздействие позволяет удерживать обрабатываемые части трубопровода на одной оси вплоть до того момента, пока сварка шва не будет завершена. Кроме того, давление на трубы изнутри позволяет решать проблему, которая уже упоминалась выше – распрямление изогнутых краев монтируемых деталей.

Чтобы установить трубный центратор во внутренней поверхности трубопровода, одна его часть фиксируется на краю трубы, а на вторую надвигается следующая секция. Фиксация обеих частей свариваемых труб осуществляется так, чтобы между ними оставался требуемый для соединения зазор.
Внутри поверхности трубопровода центратор передвигается посредством специальной штанги. Учитывая немалый вес всей конструкции, для ее перемещения приходится пользоваться спецтехникой (например, тракторами).
В конечном итоге внутренний центратор проходит по всем участкам соединяемого трубопровода. Специфика данного устройства делает его использование оправданным только при длительной прокладке большого трубопровода – в таком случае проведение сварочных работ может выполняться практически непрерывно.
Место размещения
Устанавливаться центратор может снаружи свариваемых труб или внутри их. Первый вариант используют в том случае, если диаметр трубопровода небольшой – до 2000 мм. Если проводится сварка крупных магистралей, применяются модели, устанавливаемые внутри.
Наружные
Наружный центратор для сварки труб внешне напоминает зажим, который обхватывает трубы снаружи и фиксирует их в нужном положении на время проведения сварочных работ. Преимущества этого варианта оборудования:
- оборудование имеет небольшие габариты и незначительный вес, поэтому при транспортировке не возникает проблем;
- устройства позволяют проводить работы в любых климатических условиях;
- легко и быстро устанавливается, а после завершения работ – демонтируются.
Внутренние
Вторая разновидность прибора – внутренний центратор. Это устройство используется для трубопроводов диаметром больше 2000 мм. Эти центраторы устанавливают внутри, то есть они внешне похожи на распорки. Поскольку это оборудование предназначено для сварки трубопроводов большого диаметра, то вполне естественно, что оно и само является габаритным.
Совет! Внутренние центраторы часто имеют гидравлическое устройство, благодаря которому осуществляется точная центровка и исключает прогиб трубопровода под весом самого оборудования.
Внутренние центраторы чаще используются для стыковки труб больших диаметров
Некоторые другие виды центраторов для сварки труб
Кроме описанных выше двух наиболее распространенных категорий центраторов в общий перечень разновидностей данной техники входят и другие категории, менее популярные и более специфические. Здесь можно упомянуть такие центраторы, как:
- арочные;
- центраторы-струбцины;
- пружинные (для обработки обсадных труб в различных скважинах);
- центраторы для пропиленовых труб.
Таким образом, описанное вспомогательное оборудование для организации качественных сварочных работ представляется очень важным для строительной сферы. От правильности выбора и использования указанных приспособлений зависит в конечном счете прочность, надежность сварных соединений и, как следствие, длительность эффективной эксплуатации многочисленных трубопроводов.
Исходя из всего вышесказанного, можно подвести итог, что использование внутренних центраторов для сваривания труб делает процесс организованным и качественным, что немаловажно такой сфере деятельности как строительство.
Благодаря правильному выбору данного изделия и применения всех рекомендаций, результат получится прочным и надежным, что увеличит во времени эффективную эксплуатацию трубопровода.
Порядок установки
Установка центратора проводится в процессе подготовительного этапа сварочных работ. Порядок монтажа зависит от модели устройства. Но, в любом случае, нужно выполнить подготовительный этап, во время которого производится зачистка краев свариваемых труб.
Совет! Зачистку удобно проводить болгаркой со специальной насадкой в форме металлической щетки.
Внутренние модели
Действуют при установке внутренних центраторов так:
- оборудование вводится в торец одной из труб;
- вторая труба пододвигается к первой (при помощи грузоподъемной техники);
- гидравлический механизм создает необходимый прижим;
- после этого может производиться сварка.
Совет! При создании сварного шва трубы сильно нагреваются, поэтому необходимо использование воздушного охлаждения.
Наружные модели
Монтаж этого устройства проходит по-другому. Но сначала производится подготовительный этап, то есть, зачистка труб. Порядок действий:
- два отрезка трубы подводятся вплотную друг к другу;
- центратор надевают в месте соединения;
- производится затяжка центратором – вручную или при помощи механизма;
- после проверки надежности монтажа можно приступать к выполнению сварочных работ.
Как выбирать?
Чтобы правильно выбрать модель центратора, нужно учесть условия, в которых устройство будет эксплуатироваться:
- Диаметр труб. Каждая модель имеет ограничения по диаметру труб, для которых её можно использовать.
- Материал. Так, трубы, имеющие полиуретановое покрытие, нельзя сваривать с применением наружных центраторов, необходимо использовать внутренние.
- Объем работ. Если планируется произвести сбоку трубопровода на участке частного дома, то достаточно использовать самый простой и дешевый вариант – цепной наружный центратор. Если же оборудование приобретается для проведения масштабных работ, то нужно отдавать предпочтение профессиональным моделям.
- Условия эксплуатации трубопровода. Если магистраль будет использоваться для транспортировки сред под давлением более 5 атм, то нельзя использовать устройства с ручным зажимом, требуется применение оборудования с гидроприводом.
Итак, центратор – это необходимое оборудование для проведения сварочных работ, если трубы соединяются встык. Выбирать модель центратора нужно с учетом того, какие трубы будут свариваться, а также с учетом давления транспортируемой среды.
Кол-во блоков: 19 | Общее кол-во символов: 24064
Количество использованных доноров: 8
Информация по каждому донору:
Центраторы для сварки труб
Для сварки фрагментов при монтаже трубопровода используется специализированные инструменты – центраторы для сварки труб. В данной статье приведены их устройство, классификация и особенности.

Устройство
Различные виды центраторов значительно отличаются по конструкции. Однако в любом случае ее составляют упорные и фиксирующие элементы.
К основным качествам центраторов относят:
- надежность фиксации;
- точность их совмещения;
- удобство применения;
- долговечность.
Применение
Центраторы имеют обширную сферу применения. Это обусловлено тем, что они рассчитаны на сварку труб различных типов и диаметров. Ввиду этого их применяют при сборке трубопроводов в коммунальной и нефтегазодобывающей сферах. Центраторы служат для фиксации смежных фрагментов трубопровода при сварке.
Актуальность данных инструментов определяется большой сложностью совмещения соединения фрагментов магистральных трубопроводов путем сварки, особенно большого диаметра. Это обусловлено провисанием ввиду малой жесткости соединяемых фрагментов. Этого необходимо избежать, обеспечив соосность. В противном случае значительно снизится качество соединения. Причем нужно учитывать, что соосность далеко не всегда означает параллельность.
Фиксация фрагментов обеспечивает стабильные размеры зоны сварки. К тому же, если используется центратор для сварки, с внутренней стороны стыка не формируются перепады, вызывающие турбулентность потока и повышающие сопротивление при эксплуатации трубопровода. То есть названные дефекты ухудшают гидравлические параметры, вследствие чего требуется более мощное насосное оборудование.


Точное позиционирование обеспечивает одинаковую ширину сварочного шва по окружности в отсутствии подрезов, непроваров, наплывов, что повышает прочность. К тому же благодаря этому допустимо применение механизированной сварки.
Для классифицирования центраторов используется несколько критериев:
- технологическое назначение;
- конструктивное исполнение;
- количество точек фиксации;
- сферу применения.
Под первым критерием подразумевается способ расположения инструмента. На основе этого их дифференцируют на варианты для наружного и внутреннего диаметров. Далее они рассмотрены более подробно.
Конструктивное исполнение подразумевает использование в устройстве деталей различной конфигурации и типа. Определяется назначением инструмента, в том числе конфигурацией трубопровода. Так, основная часть сегментов расположена по прямой, однако существуют и изогнутые участки.
Количество точек фиксации определяется диаметром трубопровода.
Сегменты небольшого размера фиксируют с одной стороны, а для труб от 400-600 мм используют двустороннюю фиксацию.


По сфере применения центраторы дифференцируют на бытовые и профессиональные. Модели первого типа отличаются компактными размерами, ручным приводом и невысокой стоимостью. Они рассчитаны, например, на сварку домашнего водопровода. Профессиональные варианты значительно более сложны и дороги. Они ориентированы на прокладку магистральных трубопроводов.
Данные инструменты представлены разъемными конструкциями. Фиксация труб производится различными способами, на которых основана классификация наружных центраторов, приведенная далее. В целом, для данного типа принцип функционирования состоит в удержании с внешней стороны. Все наружные инструменты имеют маркировку, включающую буквенные символы «ЦН» и числовое значение пикового внешнего диаметра в мм.
- Многозвенные модели представляют собой конструкции из соединенных пальцевыми шарнирами звеньев. Встречается несколько технологий их стягивания: ручное, винтовым механизмом, силовым гидроприводом. Последний вариант характеризуется наибольшим усилием и, следовательно, обеспечивает наилучшее центрирование. Данные центраторы служат для труб диаметром до 2000 мм. Для них характерны проблемы с надежностью и долговечностью, обусловленные двумя факторами. Во-первых, со временем зазоры возрастают вследствие износа. Во-вторых, возможны поломки пальцевых шарниров.
- Арочные варианты включают 2 клеммы с откидными частями. Последние при центрировании накладываются друг на друга. Стягивание производится вручную либо гидравликой. Количество секций подбирают на основе диаметра. Такой центратор наружный проще по конструкции и надежнее моделей предыдущего типа ввиду меньшего количества деталей. К тому же он жестче. Однако такие варианты рассчитаны на трубы меньшего диаметра (до 900 мм).
- Эксцентриковые центраторы по конструкции близки к арочным. Отличие состоит в использовании эксцентрикового зажима для прижима клемм. Он обеспечивает ускоренное центрирование, однако требует высокой квалификации ввиду возможности самопроизвольного отсоединения при недостаточной фиксации. К тому же механизм быстро утрачивает прижимное усилие ввиду износа. На основе этого их используют для труб диаметром до 400-500 мм.
- Цепные центраторы включают в качестве основного конструктивного элемента цепь, а также стягивающий механизм. Последний имеет только ручной привод. Некоторые модели оснащены выравнивающими винтами, служащими для коррекции геометрии труб. Это наиболее мобильный и оперативный вариант центраторов. Поэтому такие инструменты применяют как при создании трубопроводов, так и при ремонте. Предельный диаметр для данных вариантов – 1400 мм.
- Струбцинные модели состоят из струбцин и рычажного механизма. На основе конфигурации целевых конструкций встречаются дуговые и прямоугольные струбцины. Нижний элемент обычно плоский. Механизм зажима чаще всего с ручным приводом, но бывает и с гидравлическим. Это компактные центраторы для труб малого диаметра. Обычно используются в коммунальной и бытовой сферах.


Наружные центраторы любого типа предполагают использование дополнительного оборудования в виде подставок, рабочих площадок, грузозахватных приспособлений и т. д.
Такие инструменты, в сравнении с внешними, отличаются сложной конструкцией. Это объясняется большей сложностью обеспечения соосности внутренних диаметров вместе с внешним. Принцип функционирования основан на оказании давления на стенки изнутри. В маркировке используется буквенное обозначение «ЦВ».
Значительное отличие внутренних центраторов от наружных состоит в том, что они рассчитаны на использование как при сварке, так и при эксплуатации трубопровода.
Во втором случае они служат для устранения прогиба под воздействием просадки грунта и собственным весом. Для большинства моделей эти возможности обеспечивает гидравлический привод. Причем предусмотрено регулирование скорости движения гидрозажимов, вследствие чего в системе управления гидроприводом используются двигатели постоянного тока.
Модели с ручным приводом рассчитаны на сварку конструкций внутренним диаметром до 300 мм, а обычные рассчитаны на трубопроводы более 2000 мм.
Специализированные модели для труб малого диаметра отличаются наличием пружинного зажима. По конструкции они аналогичны наружным центраторам для бурения нефтяных и водных скважин.
Принцип работ состоит в надвигании с использованием грузозахватного механизма трубы на вторую, в торце которой размещен центратор. Далее гидравликой создает требуемое усилие прижима. После этого можно начинать сварку. При этом необходимо наличие вентилятора ввиду сильного нагрева при работах.

Центратор внутренний применяемых при сварке труб с пенополиуретановым покрытием, используемых в магистральных сетях отопления и водоснабжения. Данный материал выполняет роль изоляции и служит для размещения кабеля, контролирующего состояние трубопровода. Поверх него наносится термостойкая оболочка. Ввиду этого сварка возможна исключительно с внутренней стороны.
Достоинства и недостатки
К основным достоинствам центраторов относят:
- повышение качества сварки за счет точного расположения и фиксации, что обеспечивает длительный эксплуатационный срок;
- снижение трудозатрат;
- мобильность;
- невысокую стоимость;
- многофункциональность, состоящую в применимости для труб разных видов и размеров.
Основным недостатком центраторов считают некоторое повышение стоимости работ. К тому же многие промышленные модели характеризуются большой массой (до сотен кг). Поэтому для их применения требуются грузоподъемные устройства. Это также усложняет и удорожает работы.
Также можно сопоставить наружный и внутренний виды.
Инструменты первого типа характеризуются следующими достоинствами:
- небольшими габаритами и массой для большинства моделей;
- простотой использования;
- возможностью применения при любых условиях.
Основной недостаток состоит в отрывочном ведении работ, обусловленном необходимостью постоянного передвижения инструмента.
Основное достоинство внутренних центраторов состоит в обеспечении непрерывной сварки. Однако это большие и тяжелые инструменты сложной конструкции, требующие применения подъемного оборудования.
Выбор центратора осуществляют на основе ряда критериев.
- Диаметр труб. Во-первых, каждый тип инструмента рассчитан на конкретный диапазон диаметра. Во-вторых, для толстых деталей (более 800 мм) следует использовать модели жесткой конструкции (многозвездные или арочные), а при меньших диаметрах подойдут эксцентриковые варианты.
- Требования к качеству сварки. В некоторых случаях существуют пределы для дефектов соединения (включая эллипсность). Наилучшее качество сварки обеспечивают цепные модели.
- Предельное давление. Для создания наиболее стойкого сварочного шва следует применять центраторы с гидрозажимом.
- Материал труб. В данном отношении рассматриваемые инструменты всех типов универсальны, однако исключение составляют работы с полипропиленовыми трубами. В таком случае требуются внутренние варианты.
- Универсальность. Лучшими по данному показателю считают цепные модели.
Стоимость центраторов колеблется в обширных пределах. Так, простейшие наружные многозвенные модели с ручным приводом можно приобрести за 1,5 тыс. рублей, в то время как цена внутренних гидравлических составляет примерно 350 тыс. Таким образом, стоимость определяется конструкцией, назначением, а также брендом.


Из производителей данных инструментов по качеству выделяют продукцию Vietz и Clamp.
Следует отметить, что простейший бытовой центратор несложно и недорого создать самостоятельно.
Читайте также: