Для чего необходима защита сварочной ванны
СЛАЙД 12 Газовая защита зоны сварки была предложена еще Н.Н. Бенардосом, но воплотилась в технологический процесс в конце 40-х годов XX века, когда появилась необходимость сварки активных металлов, таких, как алюминий и его сплавы, а позднее – титан и его сплавы.
Для защиты зоны сварки применялись инертные газы – аргон и гелий. Был разработан процесс аргонно-дуговой сварки и соответствующее сварочное оборудование для автоматической и механизированной сварки плавящимся и неплавящимся электродами. Однако для сварки низкоуглеродистых низколегированных сталей применять дорогие инертные газы было экономически нецелесообразно, поэтому был разработан метод сварки в углекислом газе, который может быть легко получен в любом количестве.
В настоящее время этот процесс сварки получил очень широкое применение при изготовлении конструкций низкоуглеродистых низколегированных, среднелегированных и высоколегированных сталей при высоком качестве сварных соединений. В последние годы разработаны способы газовой защиты с применением различных газовых смесей (Аг+Не, Аг+О2, Аr+СО2, СO2+О2 и др.), что расширяет сварочно-технологические и металлургические возможности данного метода сварки.
Дуговой разряд горит в струе аргона или гелия очень устойчиво при меньших напряжениях на дуге по сравнению с СО2. Это происходит потому, что инертные газы одноатомны и не расходуется энергия на их диссоциацию, а проводимость дугового промежутка обеспечивается парами свариваемого металла.
СЛАЙД 13 Из инертных газов наиболее широко применяется аргон, так как он значительно дешевле, чем гелий, а также обладает лучшими защитными свойствами.
Иногда аргонно-дуговую сварку применяют для упрочненных средне- или высоколегированных сталей.
Среднелегированные углеродистые стали обычно содержат в своем составе достаточное количество активных легирующих компонентов для подавления пористости, вызываемой окислением углерода. Это обеспечивает плотную структуру шва, а состав металла шва соответствует основному металлу, если электродные проволоки имеют также близкий состав.
Аустенитные коррозионно-стойкие и жаропрочные стали (12Х18Н10Т и т. д.) хорошо свариваются в среде аргона как плавящимся, так и неплавящимся электродами. При сварке этих сталей обычно не требуется каких-либо дополнительных мероприятий, но аустенитно-мартенситные стали очень чувствительны к влиянию водорода, который их сильно охрупчивает и дает медленное разрушение в виде холодных трещин. В этих случаях требуется осушка аргона или добавка к нему многовалентных фторидов, которые связывают водород в атмосфере дуги и уменьшают поглощение водорода металлом.
Низкоуглеродистые низколегированные стали, особенно кипящие, склонны к пористости при сварке в среде аргона вследствие окисления углерода. Этот процесс идет за счет кислорода, накопленного в сталях во время их выплавки, но может возникать за счет примесей к аргону марок В и Г, за счет влажности газа и содержащегося в нем кислорода. Для подавления этой реакции в сварочной ванне нужно иметь достаточное количество раскислителей (Si, Мn, Ti), например, использовать сварочные проволоки Св08ГС или Св08Г2С. Можно снизить пористость путем добавки к Аr до 5 % О2, который, вызывая интенсивное кипение сварочной ванны, способствует удалению газов до начала кристаллизации. Добавка кислорода к аргону снижает также критическое значение сварочного тока, при котором осуществляется переход от крупнокапельного переноса металла в дуге к струйному, что повышает качество сварки.
СЛАЙД 14 Сварку в среде углекислого газа осуществляют с помощью сварочной головки, перемещающей сварочный инструмент и подающей в зону сварки электродную проволоку (рис. 2). С помощью сопла создаётся поток углекислого газа, омывающий зону дугового разряда и оттесняющий из зоны сварки воздушную атмосферу. Сварка может вестись в автоматическом или механизированном режиме.
При механизированной сварке инструмент (горелка, головка) перемещается рукой сварщика, а электродная проволока подается по гибкому шлангу с помощью отдельно установленного механизма.
Плотность углекислого газа составляет 1,96 кг/м 3 , поэтому он хорошо оттесняет воздух, плотность которого 1,29 кг/м 3 . Поставляется углекислый газ в баллонах в жидком состоянии.
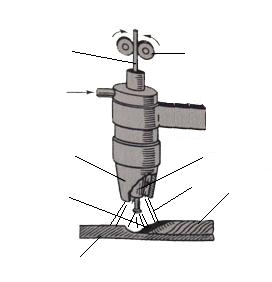
Рис. 2 Схема сварки в углекислом газе:
1 – подающие ролики; 2 – рукоятка или кронштей; 3 – токоподводящий мундштук; 4 – защитная струя углекислого газа; 5 – шов; 6 – основной металл; 7 – сварочная ванна; 8 – сопло; 9 – сварочная проволока
СЛАЙД 15 Для сварки применяют газ с пониженным содержанием вредных примесей – кислорода, азота, оксида углерода, влаги. Качество сварных швов зависит не только от чистоты СО2, но и от его расхода и характера истечения из сопла под небольшим давлением, обеспечивающим спокойный (ламинарный) характер истечения. Турбулентный характер истечения газового потока ухудшает качество защиты сварочной зоны вследствие возможного подсоса воздуха в эту зону. Характер истечения защитной струи газа определяется геометрическими параметрами сопла сварочного инструмента.
Углекислый газ в области высоких температур диссоциирует на СО и О2. На этот процесс расходуется часть тепловой энергии и дугового разряда. В условиях высоких и быстро меняющихся температур при сварке состав продуктов диссоциации СО2 в разных точках дугового разряда будет изменяться.
Наличие в атмосфере дуги значительного количества кислорода требует дополнительного легирования сварочной проволоки кремнием (около 1 %) и марганцем (около 2 %), Поэтому для сварки низкоуглеродистых сталей применяют специальные сварочные проволоки, например Св08ГС, Св08Г2С. Легирующие добавки с каплями электродного металла растворяются в жидком металле сварочной ванны и задерживают окисление железа. Диссоциация паров воды, поступившей из-за повышенной влажности СО2 тоже будет тормозиться вследствие высокой концентрации кислорода, полученного при диссоциации СО2.
На участках, удаленных от оси столба дуги, будет происходить рекомбинация молекул СО2 с большим выделением тепловой энергии, которая раньше расходовалась на диссоциацию газа (около 30% электрической мощности дуги).
Отбор теплоты на диссоциацию газа по оси дуги и его выделение при обратном процессе на периферических участках дугового разряда влияет на глубину проплавления и ширину шва. Газовая атмосфера на участках, удаленных от оси столба дуги, будет обогащаться СО2 и водород, образовавшейся при диссоциации паров воды, будет связываться в молекулы Н2О. Таким образом, при сварке в струе углекислого газа металл поглощает водород в меньших количествах, чем при других видах сварки. В среднем при сварке низкоуглеродистых низколегированных сталей в СО2 содержание водорода в наплавленном металле колеблется от 0,5 до 2·10 -5 м 3 /кг.
СЛАЙД 16 Металл, наплавленный при сварке в струе СО2 чище по шлаковым включениям, и поэтому его пластические свойства несколько выше, чем при сварке под слоем флюса.
При сварке легированных сталей необходимо использовать специальные сварочные проволоки, например Св08ГС, Св08Г2С, Св07ГС содержащие раскислители (марганец и кремний), которые предохраняют от окисления углекислым газом легирующие добавки свариваемого металла.
Перегретый водяной пар является самой дешевой защитной средой, но в настоящее время не применяется, так как при этом методе металл поглощает большое количество водорода. При поглощении водорода металл резко ухудшает свои пластические свойства, но они восстанавливаются после термической обработки или при «вылеживании», так как дифузионно-подвижный водород покидает металл с течением времени. Этот метод ограниченно применялся для сварки неответственных изделий из низкоуглеродистых низколегированных сталей.
Сущность основных способов сварки плавлением
При электрической дуговой сварке энергия, необходимая для образования и поддержания дуги, поступает от источников питания постоянного или переменного тока.
В процессе электрической дуговой сварки основная часть теплоты, необходимая для нагрева и плавления металла, получается за счет дугового разряда (дуги), возникающего между свариваемым металлом и электродом. При сварке плавящимся электродом под воздействием теплоты дуги кромки свариваемых деталей и торец (конец) плавящегося электрода расплавляются и образуется сварочная ванна. При затвердевании расплавленного металла образуется сварной шов. В этом случае сварной шов получается за счет основного металла и металла электрода.
К плавящимся электродам относятся стальные, медные, алюминиевые; к неплавящимся – угольные, графитовые и вольфрамовые. При сварке неплавящимся электродом сварной шов получается только за счет расплавления основного металла и металла присадочного прутка.
При горении дуги и плавлении свариваемого и электродного металлов необходима защита сварочной ванны от воздействия атмосферных газов – кислорода, азота и водорода, так как они могут проникать в жидкий металл и ухудшать качество металла шва. По способу защиты сварочной ванны, самой дуги и конца нагреваемого электрода от воздействия атмосферных газов дуговая сварка разделяется на следующие виды: сварка покрытыми электродами, в защитном газе, под флюсом, самозащитной порошковой проволокой и со смешанной защитой.
Покрытый электрод представляет собой металлический стержень с нанесенной на его поверхность обмазкой. Сварка покрытыми электродами улучшает качество металла шва. Защита металла от воздействия атмосферных газов осуществляется за счет шлака и газов, образующихся при плавлении покрытия (обмазки). Покрытые электроды применяются для ручной дуговой сварки, в процессе которой необходимо подавать электрод в зону горения дуги по мере его расплавления и одновременно перемещать дугу по изделию с целью формирования шва (см. рис. 1).
При сварке под флюсом сварочная проволока и флюс одновременно подаются в зону горения дуги, под воздействием теплоты которой плавятся кромки основного металла, электродная проволока и част флюса. Вокруг дуги образуется газовый пузырь, заполненный парами металла и материалов флюса. По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны, образуя шлак Расплавленный флюс защищает зону горения дуги от воздействия атмосферных газов и значительно улучшает качество металла шва Сварка под слоем флюса применяется для соединения средних и больших толщин металла на полуавтоматах и автоматах (см. рис. 3).
Сварку в среде защитных газов выполняют как плавящимся элек тродом, так и неплавящимся с подачей в зону горения дуги присадоч ного металла для формирования сварного шва.
Сварка может быть ручной, механизированной (полуавтоматом и автоматической. В качестве защитных газов применяют углекислый газ, аргон, гелий, иногда азот для сварки меди. Чаще применяются смеси газов: аргон + кислород, аргон + гелий, аргон + углекислый газ + ккислород и др. В процессе сварки защитные газы подаются в зон горения дуги через сварочную головку и оттесняют атмосферные газы от сварочной ванны (рис. 4). При электрошлаковой сварке тепло, идущее на расплавление металла изделия и электрода, выделяется под воздействием электрического тока, проходящего через шлак. Сварк осуществляется, как правило, при вертикальном расположении свариваемых деталей и с принудительным формированием металла шв (рис. 5). Свариваемые детали собираются с зазором. Для предотвращения вытекания жидкого металла из пространства зазора и формирования сварного шва по обе стороны зазора к свариваемым деталям прижимаются охлаждаемые водой медные пластины или ползуны. По мере охлаждения и формирования шва ползуны перемещаются снизу вверх.
Рис. 4. Схема сварки в среде защитных газов плавящимся (а) и неплавящимся (б) электродом. 1 – сопло сварочной головки; 2 – сварочная дуга; 3 – сварной шов; 4 – свариваемая деталь; 5 – сварочная проволока (плавящийся электрод); 6 – подающий механизм
Рис. 5. Схема электрошлаковой сварки:
1 – свариваемые детали; 2 – фиксирующие скобы; 3 – сварной шов; 4 – медные ползуны (пластины); 5 – шлаковая ванна; 6 – сварочная проволока; 7 – подающий механизм; 8 – токоподводящий направляющий мундштук; 9 – металлическая ванна; 10 – карман – полость для формирования начала шва, 11 – выводные планки
Обычно электрошлаковую сварку применяют для соединения деталей кожухов доменных печей, турбин и других изделий толщиной от 50 мм до нескольких метров. Электрошлаковый процесс применяют также для переплава стали из отходов и получения отливок.
Электронно-лучевая сварка производится в специальной камере в глубоком вакууме (до 13-105 Па). Энергия, необходимая для нагрева и плавления металла, получается в результате интенсивной бомбардировки места сварки быстро движущимися в вакуумном пространстве электронами. Вольфрамовый или металлокерамический катод излучает поток электронов под воздействием тока низкого напряжения. Поток электронов фокусируется в узкий луч и направляется на место сварки деталей. Для ускорения движения электронов к катоду и аноду подводится постоянное напряжение до 100 кВ. Электронно-лучевая сварка широко применяется при сварке тугоплавких металлов, химически активных металлов, для получения узких и глубоких швов с высокой скоростью сварки и малыми остаточными деформациями (рис. 6).
Лазерная сварка – эта сварка плавлением, при которой для нагрева используется энергия излучения лазера. Термин «лазер» получил свое название по первым буквам английской фразы, которая в переводе означает: «усиление света посредством стимулированного излучения».
Современные промышленные лазеры и системы обработки материалов показали существенные преимущества лазерной технологии во многих специальных отраслях машиностроения. Промышленные СО2-лазеры и твердотельные снабжены микропроцессорной системой управления и применяются для сварки, резки, наплавки, поверхностной обработки, прошивки отверстий и других видов лазерной обработки различных конструкционных материалов. С помощью СО2-лазера производится резка как металлических материалов, так и неметаллических: слоистых пластиков, стеклотекстолита, гетинакса и др. Лазерная сварка и резка обеспечивают высокие показатели качества и производительности.
Рис. 6. Схема формирования пучка электронов при электронно—лучевой сварке: 1 – катодная спираль; 2 – фокусирующая головка; 3 – первый анод с отверстием; 4 – фокусирующая магнитная катушка для регулирования диаметра пятна нагрева на детали; 5 – магнитная система отклонения пучка; 6 – свариваемая деталь (анод); 7 – высоковольтный источник постоянного тока; 8 – сфокусированный пучок электронов; 9 – сварной шов
Контрольные вопросы:
1. Что такое сварочная ванна?
2. Из чего состоит металл сварного шва при сварке плавящимся и неплавящимся электродами?
3. Какие функции выполняют плавящиеся и неплавящиеся электроды?
4. Для чего необходима защита сварочной ванны, дуги и конца нагретого электрода?
5. На какие виды подразделяется электрическая сварка плавлением по способу защиты?
6. Расскажите, в чем сущность сварки покрытыми электродами?
7. За счет чего осуществляется защита зоны горения дуги при сварке под слоем флюса?
Защита сварочной ванны от воздействия окружающей среды
СЛАЙД 2 Расширение применения сварочных технологий в промышленности стало возможным после разработки надежных методов защиты зоны сварки от воздействия с окружающей средой – воздухом и водой. Применение сварки при подводнотехнических работах имеет специфические особенности и поэтому не рассматривается.
Как уже отмечалось сварка плавлением это высокотемпературный процесс, который сопровождается изменением состава металла сварочной ванны при взаимодействии с кислородом, азотом, парами воды и другими компонентами воздуха. Высокая реакционная активность расплавляемых металлов приводит к образованию оксидов, нитридов и гидридов, значительно ухудшающих состав и свойства металла сварного шва.
При сварке трубопроводов и конструкций используется четыре основных способа защиты сварочной ванны от вредного воздействия окружающей воздушной среды:
Вакуумная защита применяется при сварке конструкций из титана, молибдена, ванадия и других химически активных и тугоплавких металлов и поэтому в дальнейшем рассматриваться не будет.
Шлаковая защита
СЛАЙД 3 При автоматической и механизированной (полуавтоматической) сварке под слоем флюса применяется шлаковая защита зоны сварки (рис 1).

Рис. 1 Схема механизированной сварки под слоем флюса:
1 – свариваемый основной металл; 2 – подающие ролики; 3 – электродная проволока; 4 – слой гранулированного флюса; 5 – шлак; 6 – сварной шов; 7 – сварочная ванна; 8 – дуговой разряд СЛАЙД 4
Электрический дуговой разряд, перемещаемый вдоль свариваемого шва механическим устройством, поддерживается в замкнутом пространстве в среде расплавленного флюса и флюса в полужидком состоянии, причем газы дуговой атмосферы – пары металла и компонентов флюса – поддерживают давление внутри полости выше, чем давление окружающей атмосферы. Дуговая сварка под слоем флюса – высокопроизводительный процесс, обеспечивающий хорошее формирование сварного шва.
СЛАЙД 5 Состав флюса подбирается таким образом, чтобы образующийся шлак при плавлении и последующем застывании легко отделялся от поверхности сварного соединения.
В основном применяются плавленые и керамические флюсы.
СЛАЙД 6 Плавленые получаются сплавлением входящих в них компонентов в электрических или пламенных печах и гранулируются выливанием в воду.
Керамические флюсы получаются путем грануляции замеса из тонкоизмельченных компонентов, соединенных между собой жидким стеклом. В отличие от плавленых в керамических флюсах могут содержаться металлические порошки – раскислители и легирующие компоненты, так как в процессе приготовления керамические флюсы не подвергаются нагреву до высоких температур.
СЛАЙД 7 Наибольшее распространение в производстве получили плавленые флюсы различных марок, изготовляемые в крупных промышленных масштабах. Плавленые флюсы по своему составу и назначению делятся на алюмосиликатные, предназначенные для сварки сталей различных марок, и фторидные, предназначенные для сварки титановых сплавов. Алюмосиликатные флюсы выбираются по составу в зависимости от марки стали, так как при взаимодействии со шлаком состав металла сварочной ванны может изменяться.
СЛАЙД 8 Классификация флюсов производится также по физическим свойствам: по структуре зерна они делятся на стекловидные и пемзовидные, по характеру изменения вязкости – на длинные и короткие, по характеру взаимодействия с металлом – на активные и пассивные. Пассивные применяются в основном при сварке среднелегированных сталей.
СЛАЙД 9 При дуговой сварке под слоем плавленого флюса различают: высокотемпературную зону, охватывающую плавящийся торец электрода, капли металла, проходящие дуговой промежуток и активное пятно дугового разряда в сварочной ванне; и низкотемпературную зону – хвостовая часть ванны, где температура приближается к температуре кристаллизации металла.
В высокотемпературной зоне интенсивно развиваются эндотермические реакции, приводящие к легированию и одновременно к окислению металла сварочной ванны компонентами флюса. В этой же зоне происходит интенсивное окисление углерода стали и восстановление кремния марганцем.
Интенсивное перемешивание шлака с металлом приводит к извлечению значительной части FeO в шлаковую фазу.
При сварке под флюсом почти не происходят потери металла и оценить изменения химического состава металла шва можно по исходному составу. По шлифу сварного шва можно определить его площадь и, зная разделку под сварку можно найти соотношение количеств расплавленного основного металла и наплавленного электродного металла, а затем, зная состав проволоки и состав основного металла, находят исходный состав, предполагая, что никаких химических реакций не было.
СЛАЙД 10 Керамические флюсы для сварки металлов позволяют сохранять все преимущества автоматической сварки под слоем флюса: малые потери металла, высокая производительность, высокое качество сварных соединений, но в то же время позволяют легировать и раскислять металл сварочной ванны в очень широких пределах. Керамические флюсы представляют собой порошки различных компонентов, образующих шлаковую фазу, изолирующую металл от окисления, и ферросплавы или свободные металлы для раскисления и легирования. Все эти порошковые материалы замешивают на растворе силиката натрия Na2SiO3 (жидкое стекло) и подвергают грануляции на специальных устройствах. После этого их просушивают, прокаливают для удаления влаги и хранят в герметической таре. Так как в процессе изготовления они не подвергаются нагреву, то все даже активные металлы в них сохранены и при плавлении флюса они переходят в металл шва, раскисляя его и легируя до нужного состава.
СЛАЙД 11 По назначению различают керамические флюсы для сварки и наплавки углеродистых и легированных сталей, цветных металлов и сплавов. По химическому составу шлакообразующей массы флюсы могут быть отнесены к кислым, нейтральным и основным. Кроме того, их делят на несколько типов: марганцово-силикатные, кальций-силикатные и флюоритно-основные и др.
По степени легирования металла шва керамические флюсы делятся на слабо легирующие для сварки низкоуглеродистых и низколегированных и сильно легирующие для сварки специальных сталей.
Основной недостаток керамических флюсов состоит в том, что они обладают повышенной гигроскопичностью, что требует хранения их в герметичной таре и прокалки перед сваркой. Наличие гидратной влаги в флюсе приводит к повышению содержания водорода в наплавленном металле, что ухудшает его свойства.
2. Способы защиты сварочной ванны при дуговой сварке.
Дуговая сварка – это высокотемпературный процесс, сопровождающийся изменением состава металла, сварного соединения, а следовательно и его свойств. Сварочная ванна – это объем жидкого металла, который образуется при соединении жидкого металла одной оплавленной кромки с жидким металлом другой оплавленной кромки в результате нагревания источником энергии. Для получения качественного сварного соединения сварочную ванну в процессе сварки необходимо защищать от атмосферного воздуха (кислород и азот при высоких t активно взаимодействуют с металлом, при этом выгорают углерод и легирующие элементы стали (кремний, марганец и др.), металл азотируется, засоряется оксидами, становится хрупким. Способы защиты сварочной ванны от окружающего воздуха: газовая, шлаковая, газошлаковая (порошковой проволокой), вакуумная, покрытыми электродами, порошкообразными материалами. Основные способы: шлаковая и газовая защита. Часто оба способа применяют совместно, сто позволяет получить высококачественный наплавленный металл сварной шов.
1) покрытыми электродами. Роль защиты выполняет покрытие электрода, которое наносится на электродный стержень, изготовленный из сварочной стальной проволоки. Порошкообразные материалы различного состава смешиваются в определенном соотношении; к сухой смеси добавляется водный раствор жидкого стекла до получения пасты, которая наносится на электродный стержень слоем 1-2 мм. Затем электрод просушивается и прокаливается для закрепления покрытия. В состав покрытия входят минералы, руды, ферросплавы, органические вещества. 2) Защита осуществляется с помощью специального порошка (флюса), который подается в зону сварки из бункера;
в защитных газах. 3) Защита осуществляется с помощью газа (инертного или активного), который, как правило, подается через сопло сварочной горелки; 4)порошковой проволокой. Функцию защиты выполняет предварительно засыпанный в трубчатую сварочную проволоку порошок, который при нагреве разлагается с образованием газа и шлака; 5) в вакууме. Расплавленный металл изолирован от окружающей атмосферы вакуумом, который создается в камере, где осуществляется сварка; 6)шлаковая защита сварочной ванны реализуется при сварке под слоем флюса.
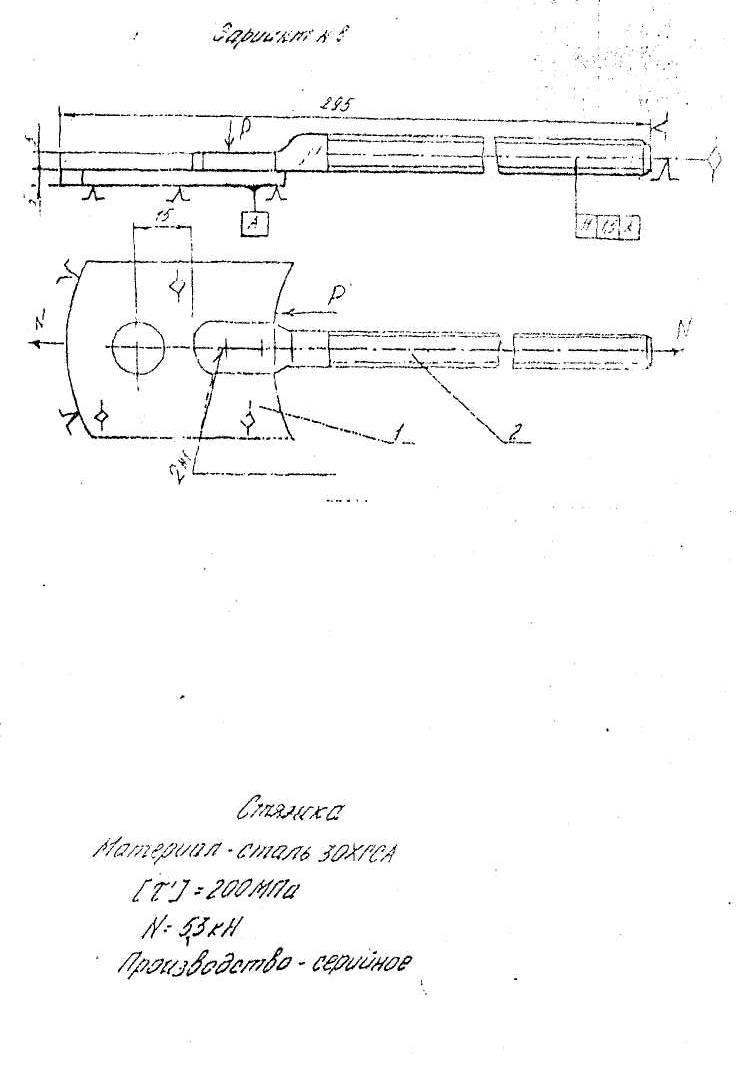
1.сталь 30ХГСА – среднеуглеродистая среднелегированная сталь. Обладает хорошей свариваемостью и повышенными механическими свойствами. Но есть вероятность появления горячих и холодных трещин. Предотвращается защитой дуги от вредных примесей .Холодные трещины предотвращаются применением мягких режимов сварки и предварительным подогревом. При сильных динамических нагрузках возможно хрупкое разрушение соединения, избежать этого можно термообработкой после сварки, что измельчит структуру шва и несколько снизит хрупкость. При контактной сварке необходимо применение мягкого режима сварки и предусмотреть после сварочного импульса тока применение 1 или 2 термообрабатывающих импульсов.
2. исходя из конструктивных особенностей изделия единственным способом его получения является контактная точечная сварка.
3.условие прочности сварного соединения: τ ≤ τ΄,
N-срезающее усилие, кН (53); )-по рекомендации;n– количество точек, работающих на срез, шт (2)
Обозначение соединения: ГОСТ 15878 – 79 – Н1– Кт– 13
4.рекомендованный режим: ток = 12кА, напряжение = 8В, время сварки = 0,4с. Оборудование:МТ-2102 –машина точечная однофазная переменного тока.
5.опорной поверхностью служит станина контактной машины, фиксирующие элементы – это ограничители на станине; прижимное усилие создается сварочными электродами.
Приспособление: ограничители на станине машины.
6.резка заготовок на комбинированных и гильотинных ножницах, фрезеровка контура, кузнечная обработка торца цилиндра, нарезка резьбы. Сборка изделия на станине машины, сварка двух точек. Сверление отверстий. Контроль визуальный и измерительный.
Читайте также: