Сварочный полуавтомат подключение к баллону
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Практическая часть:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160 ) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN ). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
В независимости от вида устройства рабочая комплектация остается стандартной:
Баллон с газом и редуктором
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Легированные стали (низкоуглеродистые )
Алюминий и его сплавы
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Диаметр проволоки
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN . Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
6. Снимаем сопло горелки.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Толщина металла
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.
Слишком медленная скорость дает широкий, расплывчатый шов.
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Доработка сварочного полуавтомата — подаем газ

Всем привет!)
Как и обещал — публикую отчет о доработке дешманского полуавтомата.
Это мегабюджетный аппарат под флюсовую проволоку 0,6-0,8мм без подачи газа. Флюсовая проволока как всем известно очень дорогая, качество ее как повезет, а масса наплавляемого металла в 1,5 раза ниже против обычной(читай расход выше). А еще у этого аппарата даже наконечники редкие и дорогие… Поскольку денег на приличный аппарат нет — решил допилить этот — поменять горелку и добавить газку.
Для переделки потребуется
Горелка — урвал по случаю(новую) — стандартная под евроразъем с газовым каналом
Евроразъем — ответная часть под горелку
Клапан электрический — подойдет от ВАЗ 2109 — клапан омывателя — его ставят с завода в отечественные аппараты, а в ремонте ставят в импортные =)
Реле — тоже от ВАЗа
Баллон — я взял 2 по 5кг — очень мобильно получается
Редуктор на баллон
Газовый шланг от редуктора к аппарату
Соединительные фитинги


У данного аппарата горелка и рукав не отсоединяются от корпуса — рукав закреплен в подающем механизме. Выкручиваем и вытаскиваем рукав, силовой провод отрезаем с запасом.
Примеряем евроразъем к месту установки — напротив подающего механизма.
Из ответки(разъема) выходит направляющая трубка для проволоки — ее надо закрепить в подающем механизме — в том месте где крепился рукав старой горелки. Снимаем подающий механизм



теперь трубку можно закрепить.
Далее надо прикрепить силовой провод к разъему — для этого я использовал медный луженый наконечник под 10 квадратов на М12 и гексагональные пресс-клещи.


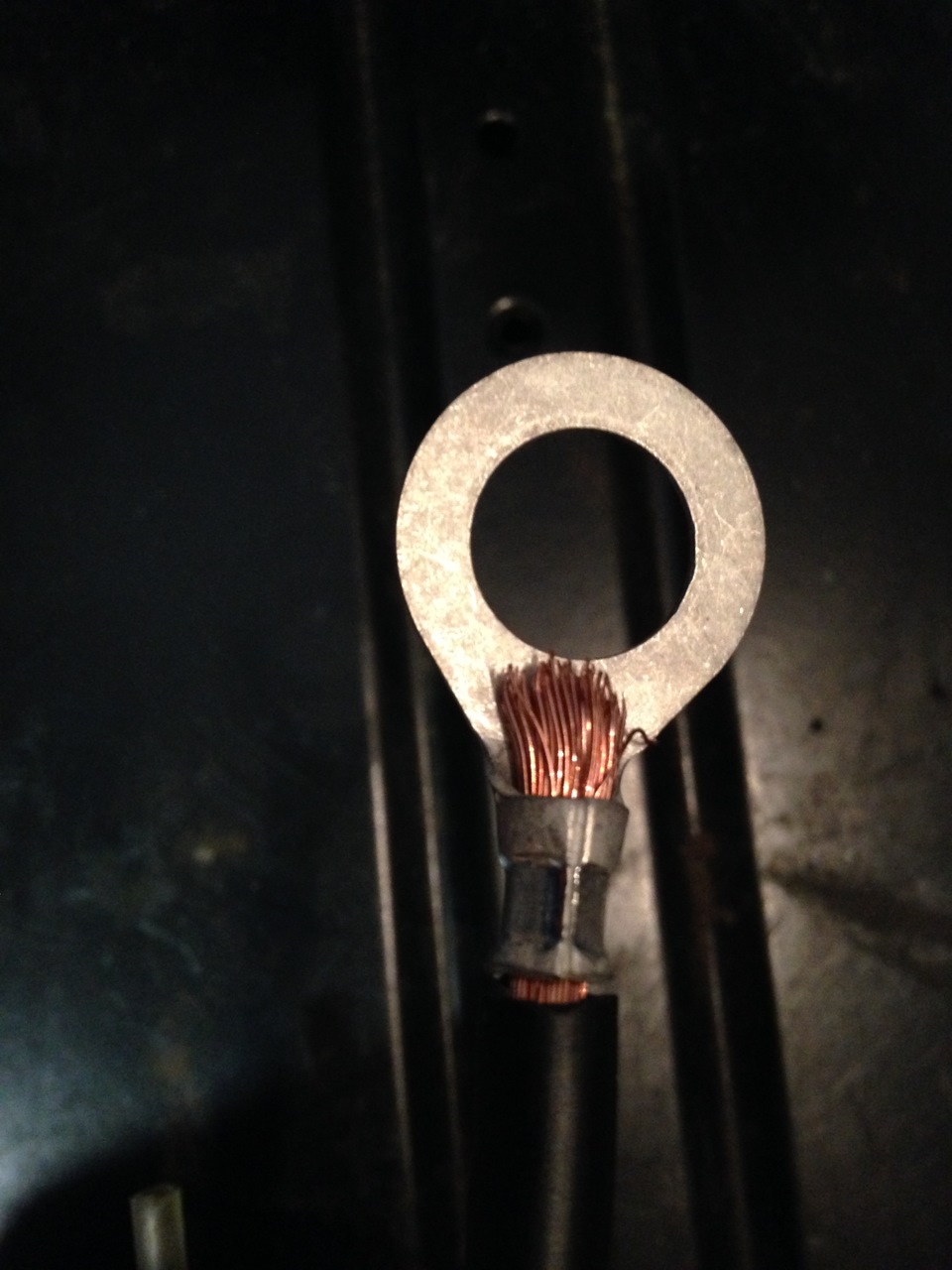



Крепим разъем на корпусе исходя из положения в подающем механизме.

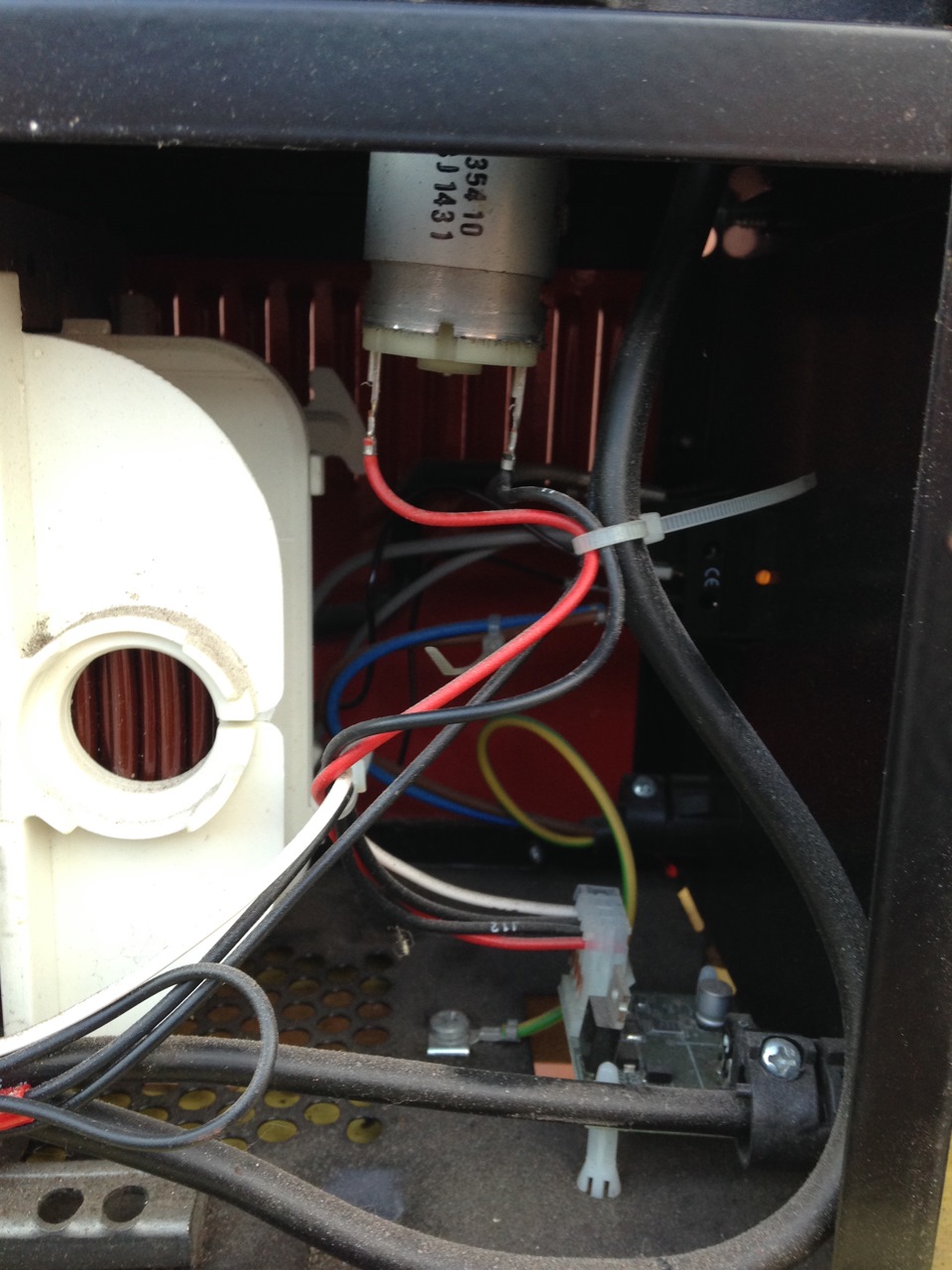
Далее про подключении клапана газа и подачи проволоки.
У этого автомата подача запитана напрямую от силового транса через регулятор — дуга горит — скорость стабилизируется. 12в нужных для клапана нет, питать от силового я решил, что не стоит. Поставил дополнительный трансформаторный БП на 12В 0,5А — под руку попался. Раньше подача управлялась одним проводом — кнопка в горелке замыкала цепь на силовой в горелке и редуктор включался. Теперь эту цепь замыкает автореле от ВАЗ. Параллельно реле включен клапан газа, они подключены к 12В БП через кнопку на горелке.
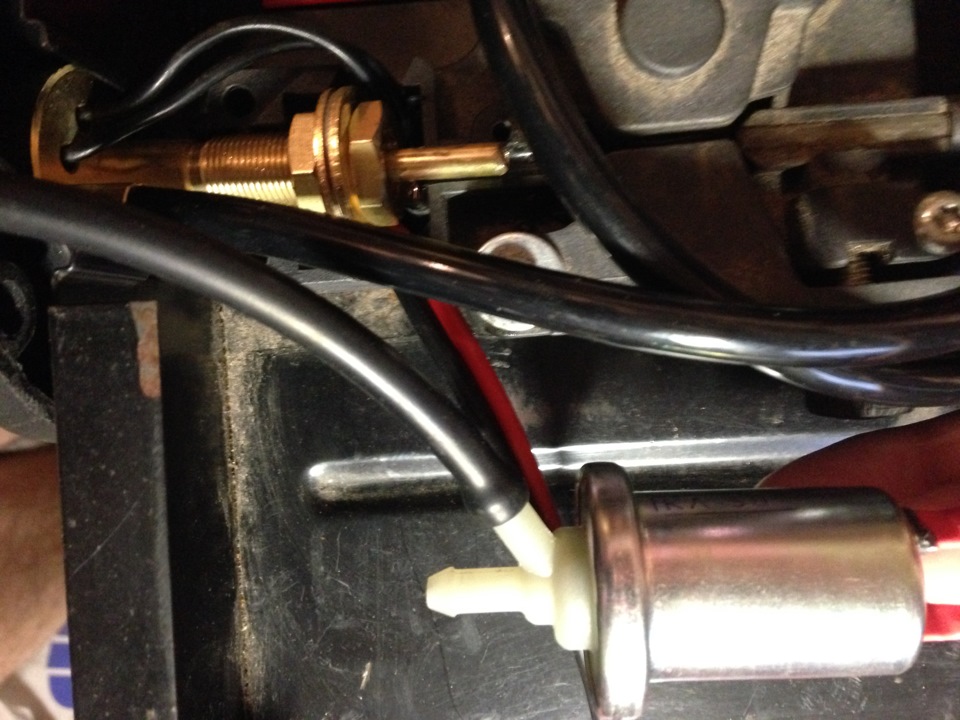
Проверил — все работает. Клапан открывается, подача включается.
Варить само собой в таком виде еще не пробовал — не хватает еще одного фитинга под газ — закрепить на корпусе полуавтомата для подключения баллона с углекислотой.
P.S.
Я знаю, что этот аппарат гуано, можно не говорить.
Советы по делу приветствуются.
Всем хорошего настроения!)

Skoda Octavia 2006, двигатель бензиновый 1.8 л., 180 л. с., полный привод, механическая коробка передач — электроника
Машины в продаже

Skoda Octavia, 2004

Skoda Octavia, 2008

Skoda Octavia, 2006

Skoda Octavia, 2009
Комментарии 43
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

кстати нормальный аппарат, собранный действительно в италии

Гамно- гамном, а с углекислотой на переменке варит отлично.Х.з. как это объяснить, то-ли сеть у нас другая, то-ли что…но варит…сучёк.Есть ещё контур-150(инверторный), так с тем морока, а с этим никаких проблем.

Клапан газа от омывателя не заедает?

Не, мне его порекомендовали в сервисе по ремонту сварочных аппаратов официальном. Типа он лучше китайского оригинального который плавится от долгой работы

Обьясните пожалуста подробно куда что какой провод

На китайский МИГ 195 поставил рукав фирмы Binzel.Родной дроссель викинул нафик.Смотал самоделнный на сердечнике (180-100-60мм)от трасформатора 12 волт.Такие примениалис для мобильного освещения.Мотал медной шиной от стартера Камаза или комбайна Нивы сколь влезло.Один конец сердечника пропилил болгаркой и поставил гетинаксовую прокладку 1-3мм экспериментальным путем и пропитал лаком пф.А с газом повозился.Моторчиком подачи проволоки управляет тиристор КУ 203.Поставил параллельно еще один, думал будет уравлять клапаном газа.Ничего неполучилось-моторчик засвистел на все обороты.Поступил иначе.Нашол трансформатор ТВК 110 или ТВЛ 110 и подключил к питанию главного трансформатора.Из вторичной обмотки ТВК 110 взял 12 волт и подключил к клапану газа(от сзиженного газа автомобилей легковых или грузовых через мостик выпрямитель от старого телевизора (диоды Д226БВ.Клапан по ребляет 8 вт.К клапану газа параллельно подключил китайский конденсатор 22000 мкф 63в(там ни 10000мкф нет).Но 2200мкф нигего нидает.Тепер газ подается одну полторы секунды после выключения тока и остановки проволоки.Теперь на макс 1-2 варит даже очень-то неплохо.Еще было бы хорошо ведущий ролик подперет сверху маленким подшипником на тугой пружине.Но такие переделки много стоит если все покупать и много времени отнимает.
ИНСТРУМЕНТ — Полуавтомат

Здесь я хотел бы поделиться опытом по приобретению оборудования для полуавтоматической сварки.
Сварочный аппарат.
Для сварки тонкого листового металла как правило используются сварочные полуавтоматы.
Принцип работы такого сварочного аппарата основан на том, что сварка осуществляется с помощью проволоки подаваемой по рукаву к месту сварки. Защита шва от окисления осуществляется с помощью газа – как правило, это углекислота, подаваемая по тому же рукаву, что и сварочная проволока (основной способ).
Выбирая сварочный аппарат, основной выбор зависит от финансовых возможностей, что определяет конструкцию сварочника. Возможны два варианта: трансформаторный сварочник – подешевле и инверторный – подороже.
Трансформаторный.
Плюсы:
+ цена – как правило в два раза дешевле оппонента;
+ простота конструкции – без электроники;
+ надежность – меньше электроники, пайки.
Минусы:
— габариты и все – раза в два больше и тяжелее оппонента;
— требователен к питанию – на сети с низким напряжением могут быть проблемы с работой;
— регулировка – не такая точная регулировка по сравнению с оппонентом.
Инверторный
Плюсы:
+ вес и габариты – он просто «пушок» по сравнению с трансформаторным;
+ не требователен к питанию – может работать на низких напряжениях;
+ регулировка – возможная точна регулировка параметров.
Минусы:
— цена – дороже оппонента;
— много электроники – аналог блока компьютера;
— надежность – требователен к температурному режиму, требует обслуживания (чистки).
Учитывая все плюсы, а именно то, что нужен мобильный, а значит легкий, работающий в сетях с низким напряжением я выбрал инверторный сварочник.
Выбор модели (производителя) зависит от возможностей – на рынке сейчас множество вариант, от дешевых по цене трансформаторного, до супер умных, которые все за тебя сделают сами (KEMPPI) – только горелку наводи…
Отметя Китай, смотрел на отечественные конструкции (Контур 150) и что поближе и выбрал в 2011 году SSVA-180P (Харьков, Украина). По сравнению с аналогичными аппаратами отзывы о нем были только положительные. Что подтвердилось и в моей эксплуатации – за 2 года использования замечаний к нему не было, хотя ему приходилось работать и зимой (температура около – 10 градусов). В 2011 году он стоил 21800 рублей в комплекте с горелкой BINZEL (рукав 3 метра). Длины рукава 3 метра для меня достаточно, при условии перемещении сварочника по гаражу.
Сварочная проволока.
Основной расходный материал при сварке – сварочная проволока. Как правило это омедненная стальная проволока. Бывает различных диаметров – самый распространенный – 0,8 мм. Как правило подойдет для сварки металла около 1 мм. Есть рекомендация при сварке более тонких металлов, например иномарок, использовать проволоку тоньше – 0,6 мм.
Продается проволока катушками 1 кг, 5 кг… Небольшие сварочники рассчитаны как правило на катушку 5 кг. Простая омедненная проволока 0,8 мм 5 кг стоила около 600 рублей.
Кроме омедненной стальной проволоки бывает порошковая сварочная проволока. Она представляет собой трубчатую проволоку, заполненную порошкообразным наполнителем. Этот наполнитель защищает при сварке сварочный шов, что позволяет сваривать без защитного газа.
Это значительно упрощает процесс – не нужно оборудование для подачи газа, но в то же время качества шва хуже чем при сварке с газом, аналогично сварке электродом и эта проволока стоит дороже обычной.
Газ.
При сварке полуавтоматом пользуются либо углекислотой либо смесью с аргоном. Я пользуюсь углекислотой – в силу ее доступности. Обмен 10 литрового баллона углекислоты обходился порядка 300 рублей.
Баллон.
Наиболее подходит 10 литровый баллон – объем достаточный для продолжительной работы (при правильной настройке расхода), а габариты позволяют перевозить его в багажнике. Но 10 литровые бывают разной длины — бывает чуть, длиннее и уже.
Характеристики для инфо:
— емкость, л 10;
— высота, 870 мм;
— диаметр цилиндра, 140 мм;
— вес баллона, 15,1 кг.
Есть еще 20 литровые баллоны, сделанные из 40 литровых – половина баллона. Тоже удобные по габаритам баллоны, но есть недостаток – их мало и тяжело обменять.
Стоил 10 литровый баллон от 2500 – 3000 рублей. После окончания газа, баллон можно обменять на заправленный – стоит это около 300 рублей. Поэтому покупать новый баллон не стоит, поскольку при обмене вам все равно дадут «бушный».
Баллон должен быть аттестован, о чем на баллоне около вентиля должна стоять отметка – см. позицию 7 и 6 на рисунке и описании ниже. Проверяйте сами, или попросите показать даты аттестации, что бы исключить «просрочку», иначе при замене такого баллона вас заставят оплатить еще и переаттестацию около 500 рублей.
Редуктор.
Редуктор используется специальный – для углекислоты. Основное назначение – регулировка расхода газа. Контролируется расход по манометру. Рекомендуемый расход газа указан в таблице ниже. Натренировавшись можно регулировать, по ощущениям… на слух. Но нужно найти золотую середину – малый расход газа отразится на качестве шва, большой расход – так же влияет на качество и газ быстро закончится.
Я использую редуктор У-30П-2МГ – цена была около 1600 рублей. Замечаний к редуктору нет. Редуктор шел с подогревателем с питанием на 36В.
Подогреватель может пригодиться при сварке при температуре от +10 и ниже – он предотвращает замерзание редуктора. Не найдя питания 36В, я использую альтернативный метод – прикрепил к редуктору лампу накаливания мощностью 60Вт – замерзания редуктора не было.
При установке редуктора нужно ставить прокладки (паронитовые, пластиковые и т.п.) – иначе газ будет травить по резьбе. Как вариант можно герметизировать резьбу лентой ФУМ.
Шланг.
Диаметр шланга должен подходить к штуцеру редуктора и сварочника. Длина шланга зависит от способа размещения баллона и сварочника. Если нет единой станции/тележки на которой закреплен баллон и сварочник, то длинна шланга должна позволять переносить сварочник ближе к месту сварки. У меня баллон и сварочник отдельно — я приобрел кислородный шланг внутренним диаметром 9 мм и длинной 6 метров – цена около 210 рублей.
И не забудьте про хомуты, что бы закрепить шланг на редукторе и сварочнике.
Расходники.
При работе полуавтомата капли сварки засоряют проточную часть горелки, что ухудшает поступление газа, может привести к замыканию центрального электрода – токопроводящего наконечника с газовым соплом. Для предотвращения налипания сварки рекомендуется использовать спрей против залипания – его цена около 200 рублей.
Кроме того в случае загрязнения необходимо чистить горелку – хорошо бы иметь под рукой подходящее инструмент.
Со временем токопроводящий наконечник и изнашивается – оплавляются. Рекомендуется держать про запас – наконечник стоит около 70 рублей, сопло около 200 рублей.
Средства защиты.
Сварка полуавтоматом может показаться не такой жесткой по сравнению с «обычной» сваркой. Но пусть вас это не обманывает. Лично я столкнулся со всеми прелестями – «нажигал» лоб – ультрафиолетовый ожог кожи, «ловил» каплю глазом, не говоря про термические ожоги от капель и хватания за свариваемые элементы…
Поэтом одновременно с покупкой сварочника, настоятельно рекомендую купить средства защиты:
— перчатки спилковые;
— маску сварочную;
— плотный костюм.
Сварочная маска.
Признаюсь варить без маски во многих случаях удобней, чем в ней, но не безопасно это точно.
Поэтому сварочная маска нужна. Ассортимент сейчас большой – от раритетных из картона, до современных «хамелеонов» – со стеклами автоматически затемняющимися при вспышке. Я остановился на «хамелеоне» – с ним проще намечать сварку и варить.
Ассортимент масок хамелеонов так же разнообразен. Я остановился на ELITECH МС 777К ценой 2500 рублей. Из плюсов – хорошая конструкция и большое стекло (больше чем у похожих аппаратов).
P.S. Цены и оборудование указаны по состоянию на 2011 — 2012 — для информации.
Инструменты. Сварочный аппарат и принадлежности. Газовый баллон, редуктор и шланг. Мой опыт — Часть 3

Это будет полезно для абсолютных новичков, потому что люди либо знают какие принадлежности покупать по опыту, либо не знают ничего вообще, и то, что очевидно для того, кто хотя-бы небольшой опыт уже имеет, для того, кто только хочет купить полуавтомат и попробовать — загадка и тайна!
И так, разочаровавшись в ММА, я заказал полуавтомат!
Ибо он устраняет сразу две проблемы новичков — неумение контролировать длину дуги одновременно с движением электрода (длина дуги поддерживается автоматически при подаче проволоки), и зашлаковывание шва (шлака при сварке с газом просто нет— чистый металл).
Так как сваривать мне нужно редко и мало, искал самый недорогой, но решил выбрать модель с синергетикой (автоматические преднастройки вместо трех ручных крутилок — для новичков идеально) и съемным рукавом с горелкой (у совсем дешевых полуавтоматов горелка не отсоединяется от корпуса, что неудобно и стремно).
Смотрел Aurora Динамика 200 — на момент покупки они стоили около 30 000р.
Но самым доступным на тот момент аппаратом с синергетикой был START PRO WEGA 200 miniMIG — 23 500р + на 2350р подарок (любые товары на выбор) в магазине Сварыч.
Дешевле были только те самые аппараты с неотсоединяемыми горелками и полностью ручными крутилками — 15-17 тысяч они стоили. Но нам такого не надо — нужно минимальное из нормального! )
Посмотрел отзывы и обзоры Wega 200 miniMIG — отзывы очень хорошие, в обзорах говорят, что все отлично, только слабоват входной диодный мост (выпрямитель) — при сварке на большом токе при пониженном напряжении в сети может сгореть. Сойдет! Если что — поменяю мост!
Ну и цвет бомбезный — бесценно! 👍😆
И к тому же именно эта модель компактная и легкая (если забыть, что внутрь нужно еще вставить 5 кг катушку со сварочной проволокой! 😆) относительно большинства полуавтоматов моделей — спокойно можно переносить!
Аппарат был куплен и поставлен на полочку:

Потому, что мало купить сам полуавтомат!
К нему нужен еще купить: баллон с углекислотой, редуктор для газа (уменьшает большое давление газа в баллоне, до слабого давления подачи газа в сварочном аппарате), шланг от баллона к аппарату, причем если аппарат и баллон не всегда на одном месте стоят, то нужно не напрямую шланг подключать, а через легко отключаемые разъемы — быстросъемные коннекторы типа рапид (Евро) от компрессора.
Вместе с аппаратом был куплен баллончик с антипригарным спреем, редуктор, шланг для газа и коннекторы к нему.
Баллон и проволоку я купил отдельно в других магазинах.
Ну начну с баллона!
Ведь именно баллонами — огромными, неподъемными и взрывоопасными — пугают тех, кто осмелился задуматься о чем-то лучшем, чем присирание электродом и зашлаковывание шва! 😆
Объем баллона:
Если у вас не автосервис или производство, НЕ ПОКУПАЙТЕ огромные баллоны на 50-40 литров!
НО! Они огромные и неподъемные! Места они требуют много. Когда газ кончится, ВЫ ОДИН должны будете оттащить этот баллон, умудриться засунуть его в машину и отвезти на заправку. А когда его заправят — сюрприз! Он будет весить гораздо тяжелее с жидкостью внутри (углекилота в баллонах в виде жидкости).
А кто же их покупает, спросите вы?
Их покупают автосервисы и производства — те, кто днями ведут сварочные работы. Только вы поймите — они сами ничего не таскают, им привозит грузовик сразу много баллонов, разгружает, забирает старые. Никто в багажник их не пихает, раскладывая сидения, никто сам в одиночку не пытается поднять.
Я для себя решил, что самое лучшее — баллон на 10 литров. Если вы варите на выезде — то вам идеально подойдет 5л баллон (но прочитайте ниже про опасность перевозки баллонов!).
Немного примерных цифр:
10л баллон под углекислоту весит 13 кг и имеет длину 865 см.
40л баллон имеет вес 65 кг и длину 1350 см.
50л баллон имеет вес 76 кг и длину 1650 см.
Добавить тут нечего! Кроме веса углекислоты — ведь это ориентировочный вес пустых баллонов, а, например, в только что заправленном 10л баллоне находится еще 6 кг углекислоты, в 40л — 24 кг углекислоты — 90 кг придется тащить! 🤣
10л баллон как раз удобно влез мне в багажник:

Я не стал покупать в сварочном магазине пустой баллон, а купил за эту же цену новый, поверенный и уже заправленный баллон в конторе, которая занимается пивным оборудованием (углекислота используется в пищевой промышленности).
Вот так можно немного сэкономить (бесплатная первая заправка).
А вот как экономить НЕ стоит — НЕ ПОКУПАЙТЕ БУ баллоны!
Во-первых БУ баллон может быть дефектным. По причине старости, или по причине что его при загрузке-выгрузке постоянно швыряли, или его роняли на пол. Вопросов правильного хранения баллона я коснусь ниже, но скажу одно — то, что выдержит новый баллон, старый может уже не перенести!
Во-вторых, он может быть уставшим, в нем может травить клапан.
В-третьих — БУ баллон нужно переаттестовывать — проверять повышенным давлением. Это занимает время и стоит рублей 500 (как целая заправка).
Еще есть вариант — покупка баллона из обменного фонда заправки.
Вкратце: по цене нового вы получаете уже 100 раз перезаправленный баллон, имеющий вид как с помойки! Весь облезлый, возможно с подтравливающим вентилем. При последующей заправке вам не нужно перезаправлять свой баллон — вы просто платите как за заправку, сдаете пустой, и вам сразу дают другой, уже заправленный, такой же облезлый.
Плюсы — такие станции могут быть удобнее расположены, так как не зависят от заправки, часто непосредственно на них ничего не заправляется — баллоны им могут привозить на грузовике, а пустые увозить на заправку, вам не нужно ждать заправки, выданный баллон уже будет испытан и аттестован. Наверное! 😆
В общем, я решил купить свой абсолютно новый баллон на 10 литров за 3500р, и заправлять в дальнейшем именно его — не обменом на новый, заправленный. Когда у моего закончится аттестация, я просто продам его, и куплю себе новый.
Что нужно знать про баллон:
Для эпизодической бытовой сварки покупайте баллон на 10 литров — этого достаточно, а его транспортировка и хранение не доставят проблем.
Имейте в виду, что баллоны бывают с разным размером выходной резьбы на вентиле. У меня баллон и редуктор с резьбой 3/4.
Но, например, маленькие баллоны имеют выход 21.8, а импортные — вообще какие-то свои размеры. Учитывайте это при выборе! Хотя существуют переходники на любой вкус.
Покупайте только новый, уже поверенный баллон.
Новые российские баллоны, сделанные по ГОСТ, имеют срок эксплуатации 5 лет, после этого нужно будет проходить переаттестацию, и теоретически использовать дальше.
Заправляйте именно свой баллон, без обмена.
Чем заправлять?
В основном черную сталь варят либо чистой углекислотой, либо смесью углекислоты и аргона в определенной пропорции.
Углекислый газ (углекислота, CO2) — самое выгодное и по цене, и по емкости в баллоне. Если вы новичок — не думая выбирайте ее!
Углекислый газ тяжелее воздуха, не имеет цвета, практически без запаха.
В нормальном состоянии существует в виде газа, но при повышенном давлении (в газовом баллоне) становится жидкостью. При пониженных температурах замерзает, образуя так называемый сухой лед (при неправильной заправке или эксплуатации возможно замерзание).
Углекислота, сама по себе абсолютно безопасна, она активно используется в пищевой промышленности. Не взрывоопасна, не воспламеняется. Не ядовита. Но убиться ею теоретически можно — если в очень маленьком закрытом помещении без вентиляции открыть вентиль баллона с газом, и просто выпускать его в комнату. 😆
Углекислый газ тяжелее воздуха, он вытеснит воздух, и можно задохнуться. Но такой сценарий в быту крайне маловероятен, а в промышленности для интенсивной сварки в ограниченных пространствах используют специальные дыхательные маски.
Теперь коснемся заправки баллонов!
Перезаправка 10л баллона стоит примерно 400р.
Углекислота в баллон закачивается в виде жидкости.
Кстати, именно поэтому баллон можно использовать только в строго вертикальном положении, вентилем вверх. Иначе на выход в шланг будет идти жидкость, а не газ! (А вот перевозить можно и горизонтально.)
Это работает так — в нижней части баллона плещется углекислота в виде жидкости, с ее поверхности испаряется газ, и в верхней части баллона углекислота находится уже в газообразном состоянии. Вы ее забираете сверху через вентиль, снижая давление, на освободившееся место испаряется еще. Это дает нам постоянное давление на выходе — не важно, полный баллон или жидкости уже на дне — газ все равно будет занимать весь оставшийся объем.
А вот если давление начинает падать — значит баллон пуст, жидкости не осталось, а давление газа падает, так как жидкости уже нет, и больше ничего не испаряется, чтобы поддерживать давление. Это легко проверить, пошатав баллон из стороны в сторону (если у вас 10л баллон а не 40л, конечно! 👍😆) — если в баллоне что-то плещется, значит там еще есть запас.
Аргоновой смеси же в баллон влезает ощутимо меньше, чем углекислоты, потому что эта смесь там исключительно в виде сжатого газа, без жидкой формы, и когда он начинает заканчиваться, не так очевидно, потому что углекислота в баллоне жидком виде испаряется в газ, а аргоновая смесь — чисто сжатый газ. Считается что аргоновый шов красивее и с минимумом брызг. Но брызг от углекислоты не так уж и много, да и в быту для того, чтобы уголок подварить, это абсолютно не важно. Зато мороки меньше, а цена — ниже. Для бытовых целей углекислоты — за глаза. А как начнете варить профессионально — уже можно будет задуматься об аргоне.
Баллоны заправляют не по давлению, а по весу закачиваемой жидкости. Вес пустого баллона известен (выбит на самом баллоне), остальное — вес жидкой углекислоты.
Сколько кг жидкости влезет в мой баллон?
Чтобы узнать, паспортный объем пустого баллона умножаем на 0.6, получаем сколько жидкости в него максимум можно залить. Или просто смотрим паспорт или выштамповку на баллоне.
В 10л баллон закачивается 6 кг жидкости, в 5л — 3 кг, в 40л — 24кг, в 50л — 30кг.
А что такое маленькое давление — стрелка на первой четверти манометра? Мне не заправили баллон? Обманули — не долили углекислоты? Каким должно быть давление на манометре?
Давление в норме, просто шкала у манометра с запасом! )
Нормальное безопасное давление в баллоне с углекислотой не более 70 бар.
Как правило давление правильно заправленного и правильно хранимого баллона — 50-70 бар.
На 200 бар на манометре красная риска — это предел давления, которое выдерживает исправный баллон.
На самом деле под углекислоту часто используют кислородные баллоны — они теоретически выдерживают 300 бар, но под углекислоту их под таким давлением, конечно, не испытывают, тем не менее манометр таки размечен под 300 бар — с небольшим запасом.
Как узнать, сколько в баллоне еще осталось?
Как было написано выше, в случае с углекислотой давление ничего не значит — так как даже минимальное количество жидкости на дне будет испарять газа на то же давление, что и заправленный баллон. Давление постоянно, а если начинает падать — значит баллон вообще пуст, и уже поздно пить боржоми.
А в реальной жизни давление еще и зависит от температуры окружающего воздуха!
Уроки сварки: сварка полуавтоматом для начинающих
Сварка полуавтоматом – это разновидность электродуговой сварки. В качестве присадочного материала используется сварочная проволока, а защита зоны сварки от атмосферного воздействия происходит подачей сварочного защитного газа. Специальный подающий механизм полуавтомата автоматически подает в зону сварки сварочную проволоку, а перемещение сварочной горелки при сварке производит с необходимой скоростью сварщик.
- Мастерство и опыт сварщика
- Качество и функциональность сварочного полуавтомата и его настройки
- Качество расходных материалов
В данной статье мы и рассмотрим все эти наиболее важные моменты, чтобы сварка полуавтоматом для начинающих стала намного понятнее.

- Высокое качество шва при сварке в защитных газах и отсутствие шлаковой корки
- Более высокая скорость проведения сварочных работ и производительность
- Возможность сварки изделий с малыми толщинами до 1 мм
- Благодаря высокой скорости сварки, происходит умеренное термическое воздействие на материал и меньшее коробление изделий
- Возможность проведения работ во всех пространственных положениях
- Возможность выполнения, как протяженных сварочных швов, так и прихваток
- Научиться работать сварочным полуавтоматом намного проще, чем сваркой штучными электродами, поэтому данную технологию можно рекомендовать новичку
- Относительная сложность настройки полуавтомата
- Оборудование имеет ограничения по мобильности
- Значительная стоимость оборудования и расходных материалов
Выбор полуавтомата для новичка
Современное предложение полуавтоматов на рынке достаточно велико и разобраться в этом разнообразии достаточно сложно. На какие характеристики стоит обратить внимание при выборе сварочного полуавтомата?
Основные характеристики, конструктивные решения и функционал сварочных полуавтоматов в порядке приоритета выбора приведены ниже:
Если сварочный источник приобретается не только для режима MIG/MAG-сварки, но и для проварки толстых заготовок и габаритных изделий или качественной сварки нержавейки, то стоит обратить внимание на универсальные сварочные полуавтоматы . Такие источники дополнительно могут иметь еще один или два режима работы: ММА- и TIG-сварку.

Сварочный ток определяет возможности по сварке изделий различной толщины. Например, для сварки стального профиля толщиной 1…2 мм вполне достаточно аппарата с max сварочным током 160А. Если материал имеет толщину 2…4 мм, то рекомендуем выбрать аппарат с max сварочным током 200А. Аппараты с большими значения сварочного тока уже требуют подключения к промышленной сети 380В.
Для работы дома, в гараже, небольшой мастерской можно выбрать полуавтомат с ПВ40%, для интенсивной и профессиональной работы требуются источники с ПВ60% и выше.
На заметку! Для повышения ПВ% полуавтомата рекомендуется приобретать сварочный аппарат с большим запасом по сварочному току. Например, аппарат с max сварочным током 200А будет более продолжительно работать и обеспечивать ПВ% значительно выше, чем заявлено, на сварочном рабочем токе в 100А.
- Настройка скорости подачи сварочной проволоки, которая напрямую связана со сварочным током. Чем больше скорость подачи, тем больше сварочный ток
- Настройка напряжения сварочной дуги
Синергетический режим или синергетика – это упрощенная настройка полуавтомата, путем установки/задания определенной сварочной программы. Задавая или выбирая значения диаметра сварочной проволоки, материала и защитного газа полуавтомат автоматически подбирает параметры скорости подачи сварочной проволоки/сварочного тока, А и напряжения сварочной дуги, В.

В случае корректировки скорости подачи, в большую или меньшую сторону, сварочная программа также автоматически производит корректировку напряжения. Напряжение дуги, если это требуется, можно корректировать отдельно. Таким образом, полуавтомат с синергетическим управлением будет актуален для новичков и пользователей с небольшим опытом работы с данным оборудованием.
Помимо основных базовых настроек полуавтомата по скорости подачи проволоки/сварочного тока и напряжения, в зависимости от профессионального уровня оборудования и уровня бренда, сварочный источник может иметь или не иметь ниже перечисленные дополнительные настройки и режимы.
- Переключение полярности горелки – для сварки в защитных газах или флюсовой самозащитной проволокой
- Кнопка бестоковой заправки проволоки и проверка продувки газа: для удобной и безопасной подготовки и настройки оборудования;
- Регулировка индуктивности позволяет более точно настроить «мягкую» или «жесткую» сварочную дугу, которая влияет на глубину провара и форму сварного валика;
- Выбор защитного газа (СО2 – углекислота или СО2+Ar – сварочная смесь) обеспечивает более точную и адаптивную настройку полуавтомата под сварочный процесс;
- 2/4 STEP – 2-х или 4-х тактный режим работы сварочной горелки – для удобства выполнения протяженных швов или точечной сварки;
- SPOT-режим – для выставления времени горения дуги для работы в режиме прихваток/ сварочных точек;
- Pre/Post flow – настройка подачи защитного газа по времени до начала и после завершения сварки – для улучшения защитной газовой среды;
- Soft start («мягкий» старт) – плавное нарастание скорости подачи проволоки обеспечивает удобство и качество начала сварочных работ;
- Burn back (отжиг проволоки) – предотвращает приварку проволоки к изделию или контактному наконечнику после завершения сварки;
- PULSE/ DUAL PULSE/ EASY PULSE (импульный режим/ двойной импульс/ упрощенный режим настройки импульсного режима) – режимы, которые применяются для улучшения качества сварного шва/ для уменьшения разбрызгивания металла.
Стоит отметить, что необходимо разумно и обдуманно подходить к выбору данного функционала и режимов работы полуавтомата. Во-первых, необходимо знать и уметь настраивать и работать в этих режимах, а во-вторых каждая функциональная возможность реализованная в оборудовании повышает его стоимость.
Большинство однофазных полуавтоматов оснащены двухроликовыми механизмами протяжки проволоки. Для работы проволокой 0,8…1,0 мм и горелкой длиной 3 м такой конструктив будет оптимальным. Но для работы по алюминию, большими диаметрами сварочной проволоки, 4 или 5 метровыми горелками для стабильности и равномерности подачи проволоки лучше применять полуавтоматы с четырехроликовыми механизмами подачи.

- Лучше, если горелка будет съемной;
- Качественный термоустойчивый пластик ручки;
- Высокие эргономические характеристики ручки и разгружающий запястье шарнир подвода шланг-пакета;
- Качественные расходные материалы (газовое сопло, контактный наконечник и адаптер) и их надежное крепление и центрирование на сварочном гусаке.
Выбор сварочной проволоки и ее заправка

Сварочная проволока по диаметру и марке подбирается в зависимости от материала и толщины свариваемых заготовок.
Проволока диаметром 0,8 мм наиболее популярна и чаще всего используется на однофазных аппаратах. Она наиболее универсальна и применима для стальных заготовок 0,8…3 мм.
- Для низкоуглеродистых и низколегированных сталей;
- Для нержавеющих сталей;
- Для алюминия и алюминиевых сплавов.
В полуавтоматах для сварки с защитным газом используется сплошная сварочная проволока, а для сварки без газа – самозащитная флюсовая проволока (см. рис.1.).
Важная рекомендация! При работе самозащитной флюсовой проволокой без защитных газов полуавтомат должен иметь возможность изменения подключения сварочной горелки на прямую полярность (горелка на «-», а зажим заземления на «+»).
Стоит предупредить всех, кого интересует сварка полуавтоматом для начинающих, что при работе флюсовой самозащитной проволокой есть свои плюсы и минусы.
Рисунок 1. Флюсовая сварочная проволока

- Отсутствие громоздких баллонов с защитным газом, что повышает мобильность;
- Возможность сварки на улице и сквозняках.
- Высокая стоимость;
- Низкое качество сварного шва (рекомендована для неответственных конструкций);
- Необходимость отделять шлаковую корочку.
- D 100 мм (~ 1 кг);
- D 200 мм (~ 5 кг);
- D 300 мм (~ 15 кг).

Заправка сварочной проволоки осуществляется в соответствии с рекомендациями, изложенными в инструкции по эксплуатации:
1. Подключить съемную горелку на полуавтомат
2. Снять газовое сопло и контактный наконечник
3. Установить катушку на кронштейн и создать условие затяжкой резьбы, чтобы она свободно не раскручивалась
4. Канавки на подающем ролике должны соответствовать диаметру устанавливаемой сварочной проволоки
5. Обеспечить заправку сварочной проволоки в подающий механизм с минимальным перегибом и необходимым прижатием (указывается либо в инструкции по эксплуатации, либо на механизме затяжки)

6. Используя кнопку бестоковой заправки, обеспечить протяжку проволоки и выхода ее из адаптера на гусаке
Важное замечание! Контактный наконечник должен соответствовать диаметру устанавливаемой проволоки! Например, если диаметр сварочной проволоки 0,8 мм, то и контактный наконечник должен быть с отверстием диаметром 0,8 мм!
Выбор защитного газа и настройка подачи
При работе полуавтомата сплошной сварочной проволокой применяется защитный газ. Защитный газ под давлением по шланг-пакету через сопло подается в зону сварки для предотвращения окисления расплавленного металла и стабилизации процесса горения дуги.
- Активные;
- Инертные;
- Смеси активных и инертных газов в разных соотношениях.
Для улучшения технологических свойств защитной среды, уменьшению разбрызгивания, лучшего формирования сварного шва применяют смеси активного и инертного газа в определенной пропорции (Аr + СO2). Для сварки низкоуглеродистой и низколегированной сталей применяют следующие смеси: 80% Аr + 20% СO2 или 78% Аr + 22% СO2 . Для сварки высоколегированных и нержавеющих сталей могут применяться специализированные сварочные смеси: 90% Аr + 2% СO2 или 92% Аr + 8% СO2 .
Рекомендация! Для получения качественных сварных швов рекомендуется работать со сварочными защитными смесями. Как правило, сварочные защитные активные газы и смеси приобретаются готовыми в баллонах в специализированных организациях. Баллоны для сварочных смесей можно приобрести разного объема: 5, 10, 40 или 50 л.
Для подключения баллона со сварочным защитным газом к полуавтомату потребуется редуктор для защитных газов. Расход газа при работе однофазным полуавтоматом сварочной проволокой диаметром 0,8 мм и сварочном токе 100А выставляют порядка 8…12 л/мин. Меньший выставленный расход приведет к ухудшению защитных свойств газовой среды, а больший - к неоправданному повышенному расходу газа и возможному «подсосу» воздуха в зону сварки и окислению сварного шва.
Рекомендация! Для выставления необходимого расхода газа на редукторе, необходимо воспользоваться кнопкой продувки газа на панели управления.
Настройка режимов работы полуавтомата
Как мы уже разбирали, настройка полуавтомата достаточно сложный процесс, который требует практического опыта работы с данными технологиями и оборудованием. Необходимо учесть большое количество факторов, такие как толщина и материал заготовок, вид сварного соединения, диаметр сварочной проволоки, защитный газ, пространственное положение сварного шва, температура окружающей среды и т.д..

Настройка полуавтомата начинается с выбора режима по скорости подачи сварочной проволоки и сварочному току. Это две взаимозависимые величины: чем выше скорость подачи, тем больше сварочный ток. Для начала настройки можно обратиться к общим рекомендациям (см. табл. 1.) и затем более точно откорректировать программу сварки.
Таблица 1. Ориентировочные режимы сварки для углеродистых сталей
Диаметр сварочной проволоки, мм
Сварочный ток, А
Напряжение дуги, В
Определить несоответствие скорости подачи проволоки/сварочного тока достаточно просто. Если скорость слишком высокая, то сварочный валик будет слишком высокий, со значительным наплавлением, а также возможны сдвиги металла на сварном шве. Если скорость слишком низкая, то сварной шов теряет правильную форму, становится прерывистый, «проседает» и появляются волнистые углубления.
Скорость подачи должна быть такой, чтобы сварщик мог полностью контролировать процесс плавления металла в сварочной ванне.
Настройка напряжения дуги влияет на процесс нагрева и расплавления металла. Для больших толщин изделий выставляют большее значение напряжения дуги. О верном соответствии установленного напряжения можно судить по проплавлению металла и ширине дорожки цветов побежалости около сварного шва. Если металл прожигается насквозь и дорожка цветов побежалости значительно превышает ширину сварного шва, то необходимо уменьшить значение установленного напряжения.
Индуктивность сварочной дуги – это настройка, которая все чаще появляется в современных инверторных полуавтоматах и позволяет более тонко настроить сварочные параметры под конкретный сварочный процесс. Настройка индуктивности корректирует «жесткость» сварочной дуги. При минимальной индуктивности снижается температура дуги и глубина проплавления металла, шов получается более выпуклый. Для более глубокого проплавление выставляют большее значение индуктивности, дуга становится «жесткой».
Отличным решением для новичка будут полуавтоматы с режимом синергетики , который обеспечит качественную настройку параметров даже при минимальном опыте сварщика.
Рекомендация! Для получения навыка работы и настройки сварочных параметров полуавтомата рекомендуется потренироваться на стальной пластине формированию валиков сварного шва. Изменение основных параметров при настройке наглядно будет отражаться на форме сварного шва.
Техника сварки полуавтоматом

- Расстояние от сопла до изделия должно быть 8…12 мм
- Вести горелку необходимо углом вперед 45…60° (от себя)
Возможные ошибки в настройке и работе полуавтомата
Громкий «треск» при сварке может указывать на слишком малую скорость подачи сварочной проволки, также можно уменьшить выставленное значение регулировки индуктивности.
Сильное разбрызгивание металла может быть вызвано недостаточной газовой защитой. Также можно уменьшить значение настройки индуктивности. Применение качественной сварочной защитной смеси также снижает разбрызгивание металла.
Прожиги металла и непровары сварного шва можно устранить настройкой напряжения, а также регулировкой индуктивности.
Равномерность по ширине и высоте сварного шва связаны с корректной настройкой скорости подачи сварочной проволоки и техникой выполнения работ непосредственно сварщика.
Надеемся, что теперь сварка полуавтоматом для начинающих перестала быть чем-то из ряда вон выходящим. Пользуйтесь рекомендациями данной статьи, чтобы не допускать ошибок при использовании сварочного полуавтомата.
Читайте также: