Цвет обмазки электродов для сварки
Особенности покрытия электродов
Весь стержень покрытый обмазкой - веществом, которое пористое и твердое по своей структуре. Не покрыта лишь верхняя часть, которая крепится в электродержателе, это примерно 2-3 см.
Роль покрытия
Что происходит, когда часть электрода сгорает:
- Появляется угарный дым и газ. Покрытие электрода обеспечивает защиту того, что расплавилось и предотвращает от окисления воздухом.
- Создаются ионы, которые поддерживают горение. Эти частички переносят заряд.
- Кислород покидает сталь.
- Расплав легируется, улучшаются свойства.
- Шлак покрывает свежий шов, который замедляет остывание, предотвращает трещины, деформацию и защищает от окисления воздухом.
Положительные изменения распространяются на типы покрытия электродов по разному.
Свойства составляющих покрытия
Стабилизация дуги происходит с применением веществ с низкими ионизационными характеристиками:
- хромат калия, поташ, селитра аммиачная;
- связующий силикатный клей с калием;
- карбонат кальция;
- титановый концентрат.
Для раскисления: алюминий; графит; марганец; титан; хром; молибден.
Защитные газы создают: мрамор; крахмал; целлюлоза; декстрин; древесная мука пищевая.
Присадки для легирования: молибден; титан; кремний; графит; марганец; хром.
Элементы, что влияют на образование шлака: мел; мрамор; калий; шпат; титановый концентрат; марганцевая руда; кварцевый песок; ильменит; рутил.
Добавки для пластичности: коалит; бентонит.
Есть и другие добавки, которые применяются для получения некоторых свойств.
Цвет электродов
Для всех видов существуют свои цвета:
- кислые - серый;
- рутиловые - серый, коричневый, синий, зеленый;
- основные - белый или бежевый;
- целлюлозные - слегка серые с оттенком коричневого.
Большая часть электродов разделена на такие группы и такого же цвета, но можно и зеленые основные найти.
Покрытие сварочных электродов
Этапы производства оболочки:
- Компоненты измельчаться в мелкий порошок.
- Просеивание через сыта и смешивание в точных пропорциях.
- Введение связывающего компонента - жидкого стекла.
- Вымешивание до нужной консистенции.
Способы нанесения покрытия:
- окунание - покрытие электродов для ручной дуговой сварки погружением на некоторое время в обмазку;
- опрессовка - прессами-автоматами на стержни наносится покрытие.
Точность компонентов, соблюдение пропорций при приготовлении обмазки влияет на результат, поэтому хорошее оборудование принимает важную роль в работе.
Влияние влаги на материалы
Покрытия электродов с пористо структурой, которая очень хорошо впитывает влагу и воду. Как результат - потеря защитных свойств и характеристик, качества шва.
Правила долговечности электродов:
- Хранить расходники в герметично закрытой упаковке. Если упаковка открыта, переложить в герметичный пенал, чтобы не поступала влага и вода.
- Перед применением можно просушивать в печах, предназначенных для этого, придерживаясь указанной температуры и времени.
- Электрод, который на протяжении 3 часов не был в работе, нуждается в просушке обязательно.
- Больше 4 просушиваний в печах не рекомендуется, это приведёт к осыпанию покрытия.
- Рутиловая оболочка проявляет себя при малейшей влаге, нужно сначала просушить изделие при температуре до 200С и только через сутки использовать в работе.
Основные виды покрытий электродов
На характеристики электродов существенно влияет состав покрытия.
Рутиловые
Основной компонент - диоксид титана с присутствием карбоната магния, мела, ферромарганца.
- полная безопасность в работе для сварщиков;
- отсутствие разбрызгивания;
- высокая производительность;
- стабильная дуга с повторным зажиганием;
- красивый аккуратный шов;
- высокая стойкость к трещинам;
- надежное соединение заготовок с окалиной или ржавчиной, когда толщина покрытия электродов до 25 мкм;
- универсальные, подходят для любых задач и работы;
- легкость в отделении окалин.
Кислые
Состав расходников из шлакообразующих компонентов - оксида марганца, железа с добавлением органических веществ, крахмала, декстрина и оксицеллюлозы для газовой защиты.
- выполнение швов в любом положении в пространстве;
- нет потребности зачистки от окалины или ржавчины;
- возможная сварка длинной дугой без появления пористого шва;
- высокая производительность;
- выполнение сварки переменным током, благодаря стабильности дуги и трансформатору с невысоким напряжением.
Целлюлозные
В составе только органические вещества, которые горючие. Среди них целлюлоза, травяная и древесная мука, ферросплавы, тальк, органические смолы.
- систематическое горение дуги;
- за счет потоков газа глубокое проникновение провара;
- небольшое количество шлаков позволяет делать швы качественные и непористые;
- выполнение работы во всех пространствах.
На покрытие электродов ГОСТ распространяется на каждую характеристику согласно маркировке.
Технические характеристики электродов МР-3

Электроды для сварки
Электроды МР-3, технические характеристики которых позволяют использовать их при монтаже трубопроводов и прочих инженерных конструкций, независимо от климатических условий, составляют прямую конкуренцию УОНИ. Указанные элементы имеют рутиловое покрытие, ориентированы на обработку изделий из среднеуглеродистой стали. Рабочий процесс протекает легче, чем с другими марками сварочных расходников.
.jpg)
Область применения
Разновидности электродов МР предназначены для сварки ответственных объектов из сталей с низким и средним показателями легированности. При этом обеспечивается усиленное соединение деталей.
- формирование неповоротных стыков и монтаж трубопроводов;
- починка, обслуживание резервуаров, работающих под высоким давлением;
- судовая и машиностроительная промышленность;
- нефтегазовая отрасль.
ГОСТ и другие требования
Электроды марки МР-3 выпускаются в соответствии с требованиями государственных стандартов (ГОСТ 9467/9466). Согласно нормам, присадочный материал расходного сварочного элемента причисляется к типу Э46. Аналогичные стержни используются при сварке малолегированных низкоуглеродистых сталей с вмещением углерода от 0,25%.
Порошкообразный рутиловый концентрат нанесен на металлический сердечник. В качестве активного вещества выступает диоксид титана. Обмазка состоит из карбонатной или алюмосиликатной смеси, повышающей вязкость обрабатываемой детали. Это уменьшает возникновение трещин и деформаций на получаемом шве.
Материал электродного сердечника – низкоуглеродистая проволока конфигурации Св-08, изготовленная методом холодного катания. Диаметр изделия – от 2 до 6 мм. Толщина свариваемых заготовок составляет 3-20 мм. Временное механическое сопротивление на разрыв достигает 500 МПа.

Расшифровка цвета и маркировки
На оттенок электродов влияет разновидность обмазки. Часто сварочные стержни с рутиловым покрытием имеют красный цвет. Также на колер влияют особенности изготовления, применяемые на том или ином заводе. В ассортименте попадаются элементы серого, синего, зеленого цветов.
Расшифровку маркировки лучше рассмотреть на примере. В наименовании электрода МР3-Э46-МР-3-Ø-УД-Е 43-0 (3)-Р26 представлены следующие обозначения:
- модель для сварки низколегированных сталей с усилием разрыва до 46 кгс/кв.мм – Э46;
- марка стержня – МР3;
- диаметр (2/3/4/5 мм) – Ø;
- углеродистый стержень (У) с утолщенным покрытием (Д);
- международная классификация плавящихся электродов с напылением – Е;
- задел прочности на растяжение (кгс/кв.мм) – 43;
- примерное удлинение (не более 20%) – О;
- температурный режим вязкости, при котором ударное усилие на шов составляет 34 Дж/кв.см – (3);
- рутиловое покрытие – Р;
- рабочие положения при сварочных работах (все, кроме вертикальной позиции сверху вниз) – 2;
- допустимое сварочное напряжение (не менее 50 В) – 6.
Виды электродов МР-3 и отличия друг от друга
Электроды марки МР-3С, как и аналоги МР-3, служат для сварочных работ с созданием длинной дуги, возможностью осуществления коротких прихватов. Технический потенциал стержней обеспечивает оперативность работ, без затрат времени на предварительную подготовку обрабатываемых деталей. Заготовка может быть влажной, окисленной, грязной, с коррозийными проявлениями.
Все электроды марки МР-3мм подходят для сварки по зазорам. При этом сила рабочего тока должна быть минимальной, во избежание появления пористых участков поверхности. Кроме указанных разновидностей используется вариант МР-3М, отличительной особенностью которого является рутильно-ильменитовое напыление. Марка 3С имеет синий цвет, обработана ионизирующим составом.
Особенности конструкции стержней ориентированы на ускоренное образование сварочной дуги, возможность эксплуатации с источниками, выдающими минимальный ток.
.jpg)
Такие изделия чище в экологическом плане, выделяют меньше вредных веществ, обеспечивают лучшее качество шва и соединительной прочности.
Характеристики и свойства
К техническим параметрам электродов относят расход на наплавку заданного количества металла (сварного шва). Чтобы обработать 1 кг материала, потребуется 1,7 кг стержней типа МР-3. В результате обеспечивается производительность на уровне 1,7 кг/ч, рабочий коэффициент – 8,5 г/Ач.
Указанные электроды отличаются высокой рабочей скоростью, позволяют варить с полным касанием поверхности либо короткой дугой на дистанции. Изделия типа ЛЭЗ МР выпускаются на Лосином Острове, в Подмосковье, Костромской области, Сызрани. Ближайшие аналоги зарубежного производства изготавливаются в Кливленде (США).
Вес и диаметр
От размера электрода зависят настройка сварочного тока и пространственная позиция формируемого шва. Показатели следующие:
| Диаметр, мм | Шов вертикальный, А | Шов нижний, А | Потолочный шов, А |
| 3,0 | До 110 | 100-140 | До 120 |
| 4,0 | 150-180 | До 220 | 140-180 |
| 5,0 | До 200 | До 260 | |
| 6,0 | 300-360 |
От диаметра также зависит вес электрода МР-3 и его длина. Параметры варьируются от 30 до 92 г и от 350 до 450 мм соответственно.

Состав наплавки
Сварку осуществляют методом отрывного шва, зажигая дугу у левого края, осуществляя проводку слева направо, затем в обратном направлении. Операцию нужно выполнять быстро, чтобы шов не успел остыть. В процессе образуется много шлака, который полностью заполняет ванну и зазор по всей ширине. Температура обмазки существенно выше, чем у обрабатываемой стали.
Материал легко отделяется после остывания при многопроходной проводке.
Разбрызгивание металла – слабое, шлак ложится аккуратно равномерным слоем, легко отслаивается. При работе диоксидом титана остатки попадают в ванну плавления, образуя специфические раковины. Наплавка в массовых долях состоит из:
Механические свойства шва
Отличие применения электродов МР-3 от аналогов заключается в возможности сваривания неочищенных кромок заготовок. Окислы, окалины, пыль, влага не ухудшают качество шва. Загрязнения в процессе работы испаряются и смешиваются со шлаком. При этом получается шов с хорошими технологическими параметрами:
- вязкость на удар – до 8 кгс/кв.см;
- разрывное сопротивление – около 46 кгс/кв.мм;
- показатель удлинения – до 20%.

Количество в пачке
Изготовители фасуют рассматриваемые электроды в пачки весом 1,0/2,5/5,0 кг. Длина и вес стержня зависят от диаметра элементов, как и их количество в упаковке. В таблице приведена информация по вместимости электродов в 1-килограммовой пачке с учетом указанных параметров.
| Диаметр, мм | Масса, г | Длина стержня, мм | Количество в упаковке, 1,0 кг (шт.) |
| 3,0 | 32,0 | 350 | 39,0 |
| 4,0 | 62,0 | 450 | 16,0 |
| 5,0 | 92,0 | 450 | 11,0 |
Напряжение и настройка аппарата
Характеристика электродов МР-3 предполагает подключение обратной полярности, если работы ведутся на постоянном токе. При переменном напряжении полюсность подсоединения роли не играет. Варить можно на короткой, длинной и прерывистой дуге. Отсыревшие стержни подвергают прокаливанию 45-60 минут при температуре 180 °C. Ток выбирают с учетом диаметра элемента. Для изделий сечением 3 мм хватит 140 А, модификации толщиной 5-6 мм используются при токовой силе 300 А. Работы выполняют, удерживая стержень под углом 45°.

Производители и марки электродов
Проверенные изготовители, специализирующиеся на изготовлении электродов марок МР (3С, 3М, 3Р, 3Т, 3У):
- ЛЭЗ;
- «Ресанта»;
- «Тантал»;
- СЗСМ;
- «Премиум»;
- «Линкольн Электрик»;
- ХОБЭКС.
Аналоги, имеющие рутиловое покрытие, – ОЗС-12, ОК-46.
Особенности и инструкция по эксплуатации МР-3
Варить указанными электродами можно на постоянном и переменном токе. Генераторы или инверторы должны выдавать на холостом ходу напряжение не менее 50 В. На постоянном токе работы проводят на обратной полярности (плюс на держатель). Элементами конфигурации МР-3 можно работать в любой пространственной позиции.

Изготовители в инструкции указывают на соблюдение правил хранения электродов.
Продукцию помещают в сухое отапливаемое помещение с температурой воздуха не ниже +15.
Изделие необходимо защищать от прямого попадания влаги и механического воздействия.
Плюсы и минусы
К преимуществам электродов МР-3 причисляют:
- быстрое формирование стабильной дуги;
- ровный, надежный шов;
- высокую прочность соединения;
- безопасность, отсутствие выделения вредных веществ;
- легкое удаление шлака;
- небольшой диапазон разбрызгивания металла;
- высокую производительность;
- простоту работы.
.jpg)
Среди недостатков – высокая цена, интенсивный расход сварочного материала.
Достойные аналоги по сравнению
Кроме электродов МР-3 у сварщиков популярны модификации типа АНО и УОНИ. Их часто сравнивают между собой, чтобы выбрать лучший вариант, однако это не совсем корректно. Указанные стержни отличаются не только напылением, но и структурой. Основная разница заключается в составе и способе обмазки.
Электроды УОНИ
В отличие от марки МР-3, стержни УОНИ имеют не рутиловое, а основное покрытие. Они рассчитаны на работу от аппаратов постоянного тока с обратной полярностью. Перед сваркой УОНИ необходимо тщательно очистить поверхность. Также напыление чувствительно к влаге.
Краткие характеристики указанной марки:
- наплавочный коэффициент – 9,5 г/Ач;
- расход на 1 кг металла – 1,7 кг;
- производительность – 1,4 кг/ч;
- запас прочности – 540 МПа;
- текучесть – до 420 МПа;
- относительное удлинение – до 22%.

Электроды АНО
Стержни АНО отличаются многообразием прутков и специфическими параметрами. Сравнивать напрямую их с маркой МР-3 неуместно. Это связано с тем, что указанные элементы рассчитаны на сварку металла до 4 мм и не подходят там, где нужны модификации МР.

| Диаметр, мм | Длина, мм | Вместимость в упаковке 1 кг (шт.) | Предельный рабочий ток, А |
| 2,0 | 300 | 95 | 100 |
| 3,0 | 350 | 40 | 140 |
| 4,0 | 350 | 40 | 180 |
О приобретении и цене
Купить электроды марки МР-3 не составит особых проблем. Оптом стержни можно приобрести на строительных базах или напрямую у производителя. В розницу продукция представлена в небольших магазинах. На торговых онлайн-площадках дилеры отпускают большие и средние партии, часто с бесплатной доставкой. Цена колеблется от 80 до 150 руб. за килограммовую пачку, в зависимости от производителя и региона.
Отзывы сварщиков
Илья, 37 лет, Нижний Новгород
Самые неприхотливые электроды – это МР-3, варить можно даже по «мусору». Пользуюсь стержнями от «Тантала», особых нареканий не вызывают.
Сергей, 40 лет, Санкт-Петербург
Для сварки инженерных изделий предпочитаю АНО или УОНИ. Хотя для быта и строек подходят МР-3, да и варить ими сможет любой новичок.
Владимир, 33 года, Екатеринбург
В работе эти электроды ни разу не подводили. Главное, приловчится к ним, с учетом особенностей производителя, а так, все нормально.
Максим, 35 лет, Псков
Считаю, что МР-3 – самые удачные электроды. Они быстро поджигаются, не разбрызгивают металл, дают аккуратный, четкий шов, шлак убирается без проблем.
Покрытие электродов
Электрод, предназначенный для соединения отдельных деталей, в большинстве случаев, представляет собой стержень из металла, который снаружи защищен специальным покрытием. Оно также известно под названием обмазка.
Покрытие электродов осуществляет функцию преграды между зоной сварки и воздухом, что исключает возникновение окислительного процесса. Обмазка применяется для электродов, предназначенных для соединения изделий из различных материалов, но имеет некоторые различия в зависимости от типов этих расходных элементов.

Назначение покрытия
Все виды электродов делятся на неметаллические, к которым относятся графитовые и угольные, и металлические. В свою очередь электроды, изготовленные из металла, разделяются на неплавящиеся и плавящиеся. Неплавящимся электродам покрытие не требуется, зато плавящиеся элементы нуждаются в защите. Эту функцию осуществляет специальная обмазка металлического внутреннего стержня, состоящая из нескольких компонентов.
Электроды с покрытием способствую образованию прочного, качественного шва без трещин и пор. Во время сварочного процесса образует оболочка из шлака, которая осуществляет защиту от негативного внешнего влияния. Она увеличивает время остывания соединения, благодаря чему из шва успевают выходить все посторонние включения, снижающие его качество.

Сварка покрытыми электродами обеспечивает стабильность горения дуги и простоту ее зажигания. Благодаря содержанию в обмазке ферросплавов из сварочной ванны происходит удаление кислорода - главного виновника образования пор в месте соединения.
Покрытие позволяет формировать облачко, состоящее из угарного и других газов. Оно осуществляет предохранение от окисления атмосферным воздухом. Насыщение расплава легирующими элементами улучшает качество соединения. Следствием удаления из расплава кислорода является процесс раскисления, что обеспечивается находящимися в обмазке таких веществ, как алюминий, титан, молибден, хром, марганец, графит. Эти компоненты более активно, чем кислород взаимодействуют с кислородом, связывая его.
Для придания соединению пластичности в обмазку добавляют бентонит и каолин. Для некоторых видов электродов в обмазку добавляют железный порошок, чтобы увеличить коэффициент наплавки.
Ручная дуговая сварка покрытыми электродами обеспечивает получение надежного и долговечного соединения металлических изделий.
Размеры покрытия
При осуществлении различных сварочных работ большую роль играет правильный выбор электродов. Чем большую толщину имеет свариваемое изделие, тем большим диаметром должен обладать электрод. В зависимости от этого выставляется величина тока на оборудовании.
Дуговая сварка покрытыми электродами требует грамотный выбор этих расходных элементов. При выборе электродов следует подвергать анализу величину размеров покрытия на нем. Каждое значение диаметра требует конкретную толщину покрытия. Обмазка наносится на определенной длине стержня.

Градация этого габарита, определенная в ГОСТе 9466-75, начинается с тонких, и заканчивается особо толстыми. Между ними находятся средние и толстые. Покрытия, имеющие статус тонких, обозначаются как «М», средние как «С». Толстые имеют обозначение «Д», а особо толстые носят обозначение «Г».
Эти буквы являются частью общего обозначения электродов с покрытием.

Для электродов, считающихся наиболее качественными, толщина обмазки находится в диапазоне от 0,5 до 2,5 миллиметров. У электродов с маленьким диаметром этот размер не превышает 0,3 миллиметра. Масса покрытия составляет примерно половину от значения общего веса расходного элемента.
Обмазкой, представляющей собой твердое пористое вещество, покрывают практически весь стержень, за исключением небольшого участка на его краю, размером приблизительно 20-30 миллиметров. Этот участок оставляют для того, чтобы поместить электрод в специальный держатель для его фиксации, что приводит к удобству работы с ним.
Виды покрытия
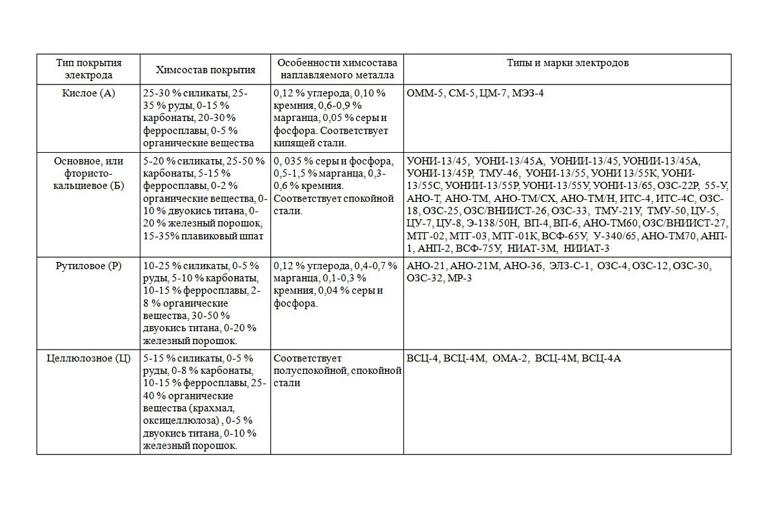
Виды покрытия электродов разделяются на некоторое количество групп, каждая из которых имеет свое обозначение. Типы покрытия электродов разделяются на:
- основное, обозначаемое как «Б», белого или бежевого цвета;
- кислое, обозначаемое «А», серого цвета;
- целлюлозное, имеющее обозначение «Ц», светло-серое с коричневатым оттенком;
- рутиловое, имеющее обозначение «Р», различных цветов, таких как серый, синий, зеленый, красноватый.

Также существуют покрытия смешанного типа, что отражается в их обозначении. Так, например, сочетание букв РЦ следует расшифровывать как рутилово-целлюлозное, а «РА» соответственно как рутилово-кислое. Буква «П» - обозначение других видов покрытий. Такая градация определяется наличием химических элементов, входящих в состав покрытия. Выбор покрытия следует осуществлять в зависимости от металлов, подвергаемых соединению.
Основное
Основное покрытие электродов содержит в основной массе карбонаты кальция и магния. Для того, чтобы произошло разбавление шлаковой корки в обмазку добавляют особый элемент в виде плавикового шпата. Это несколько ухудшает возможность работы при использовании переменного тока, поэтому электроды с основным покрытием рекомендуется использовать при работе с током постоянной величины.
Отличие этого вида покрытия состоит в том, что в образующейся газовой среде отсутствует водород, который может привести к образованию трещин холодного вида. Шов при использовании электродов с основным покрытием получается повышенной пластичности.
Большим преимуществом является возможность выполнения сварки при всех положениях, однако, следует учитывать, что шов вследствие значительной вязкости будет несколько выпуклым и не совсем эстетичным.
Кислое
Электроды с кислым покрытием обладают обмазкой, содержащей железную и марганцевую руды. Это способствует выделению на место сварки значительного количества кислорода. Результатом является повышение температуры и одновременно снижение поверхностного натяжения, что придает ему текучесть.
Увеличивается скорость сварочного процесса, но возникает опасность возникновения подрезов. Кислые электроды несут с собой некоторую опасность, поскольку в их покрытии содержатся оксиды марганца, обладающие токсичностью. Существуют марки электродов с кислым покрытием, однако более предпочтительными являются электроды с рутилово-кислым покрытием.
Целлюлозное
Соответственно названию основной элемент этого вида покрытия - целлюлоза. Также туда входят органические вещества в виде смол. Особенностью является то, что при сгорании в сварной дуге образуется значительное количество защитного газа. При этом шлака, наоборот, образуется мало.
Электроды с целлюлозным покрытием имеют некоторый недостаток, заключающийся в том, что при сварке появляются раскаленные брызги металла. Кроме того, металл шва имеет низкую пластичность. Это обусловлено наличием немалого количества водорода, выделяющегося при горении органических веществ.
Существующие марки электродов с целлюлозным покрытием характерны высокой скоростью осуществления сварочного процесса. К их достоинствам является возможность сварки во всех положениях, даже такому, при котором движение электрода происходит сверху вниз, что не под силу большинству электродов. Недостатками являются большое разбрызгивание горячего металла, образование подрезов на кромках, грубая поверхность получаемого шва.
Рутиловое
Такое покрытие содержит такой элемент, как природный концентрат рутил. Добавками являются полевой шпат, магнезит. Двуокись титана гарантирует легкое разжигание дуги. Брызг образуется немного.
Электроды обладают хорошими технологическими характеристиками. Вредность работы с ними менее, чем с другими электродами. Еще одно достоинство состоит в том, что зажигание дуги может происходить без непосредственного контакта электрода с поверхностью детали, поскольку пленка, образуемая в кратере, играет роль проводника. Особое значение это имеет, когда сваривание осуществляется короткими стежками.
Электродами можно осуществлять соединение даже загрунтованных поверхностей и шов при этом не будет уступать по прочности и надежности. Дуга обладает стабильностью, имеется возможность использования любого вида тока. Практически отсутствуют брызги раскаленного металла. Шов получается свободным от пор.
Интересное видео
Электроды для ручной дуговой сварки
Сварочные работы, без которых невозможно представить себе практически все области промышленности и решение многочисленных бытовых проблем, выполняются различными способами. Для каждого из них имеются свои расходные элементы. Очень популярными являются электроды для ручной дуговой сварки. Имеются многочисленные типы электродов для ручной дуговой сварки, обладающие присущими им особыми свойствами. Имеется большой выбор электродов для ручной дуговой сварки.

Что собой представляет этот метод
На выделение достаточного количества тепла, необходимого для расплавления металла свариваемых изделий, оказывают большое влияние электроды для электродуговой сварки, поэтому их правильный выбор и грамотное использование играют большую роль.
Электрод - это металлический стержень, покрытый снаружи обмазкой, представляющей собой особый состав. Во время сварочного процесса начинается расплав сердечника электрода. Металлы стрежня и изделия, находясь в расплавленном состоянии, вместе образуют шов соединения. Обмазка при сгорании выделяет газ, необходимый для защиты зоны сварки от негативного влияния окружающих кислорода и азота. Электроды для дуговой сварки решают при этом ряд важных задач.
Вещества, входящие в состав обмазки, имеют низкое значение потенциала ионизации. Следствием этого является то, что дуга после ее зажигания насыщается ионами, находящимися в свободном состоянии. Это стабилизирует процесс горения дуги.
Обмазка принимает участие в образовании поверх шва шлака, который уменьшает скорость, с которой происходит охлаждение расплавленного металла. Это создает хорошие условия для удаления из шва примесей и включений неметаллического характера, ухудшающих качество соединения.
Покрытия электродов содержат раскислители, задача которых заключается в том, чтобы вступать в реакцию с кислородом, что приводит к его связыванию. С помощью электродов происходит легирование образующего шов металла, что улучшает его свойства. Это обеспечивают входящие в обмазку вещества, такие как кремний, хром, марганец, титан.
Разделение по покрытию
Классификация электродов для ручной дуговой сварки позволяет дифференцировать их по многим признакам. Одним из наиболее распространенных является то, какое покрытие имеется у этих расходников. Покрытие электродов для ручной дуговой сварки часто является определяющим при необходимости решить вопрос об их приобретении.

Виды покрытий электродов для ручной дуговой сварки имеют подразделения:
- Рутиловое. Этот элемент представляет собой диоксид титана. С таким видом обмазки разбрызгивание металла уменьшается, текучесть увеличивается, происходит формирование толстого слоя шлака, в дальнейшем легко отделяемого. Однако, высоким является риск образования таких дефектов, как поры. Целесообразно применение для соединения деталей небольшой толщины из низкоуглеродистой стали.
- Целлюлозное. Помимо самой целлюлозы в состав обмазки входят кремний и магний. Такое покрытие повышает газообразование, что надежно защищает сварную ванну. Разбрызгиваемость металла является повышенной. Удобно сваривать вертикальные швы, но эстетичного внешнего вида ожидать не приходится.
- Основное. Главными элементами являются производные кальция и магния. Это обеспечивает высокую механическую прочность. Металл шва получается химически чистым. Большим преимуществом является возможность сварки в любых положениях. Возможно использование для сварки конструкций ответственного назначения.
- Кислое. Применяются только для выполнения швов горизонтального расположения. Существует риск образования трещин и подрезов. Могут представлять опасность для здоровья сварщика.
Каждый вид имеет свое обозначение. Рутиловое покрытие обозначается буквой «Р», целлюлозное буквой «Ц». Если покрытие смешанного вида рутилового с целлюлозным, то используются две буквы «РЦ».
Основное покрытие имеет букву «Б», что обозначает базовое. Кислому покрытию присвоена буква «А». Буквой «П» обозначаются прочие покрытия. Буква «С» означает, что речь идет о специальном покрытии, с которым появляется возможность осуществления процесса под водой.
Толщина
Виды электродов для ручной дуговой сварки разделяются по толщине покрытия, находящейся в зависимости от диаметра внутреннего стержня. Однако разделение осуществляется не от точных размеров, а от соотношения между ними.

Тонкое покрытие обозначается буквой «М». Толщина обмазки составляет 20 процентов от диаметра стержня. Среднее покрытие обозначается буквой "С". Это является наиболее распространенным вариантом. Толщина обмазки составляет 45 процентов от диаметра стержня.
Толстое покрытие обозначается буквой «Д». Толщина обмазки составляет 80 процентов от диаметра стержня. Свыше 80 процентов имеет особо толстое покрытие, обозначаемое буквой «Г». Также является важным правильный выбор размера поперечного сечения. Он находится в зависимости от толщины подготовленных кромок соединяемых изделий.
Положение в пространстве
Типы электродов для дуговой сварки различаются в зависимости от того, каким образом они могут использоваться при различных положениях в пространстве, что указывается их производителями в сопроводительной документации. Наиболее удобное - это нижнее горизонтальное положение, а самое проблематичное - потолочное.
Назначение
Буква «У» в маркировке электродов означает, что они применимы для углеродистых сталей, включая низколегированные. Буква «Л» значит, что электроды предназначены для соединения изделий из легированных сталей, которые обладают повышенной прочностью.
Для конструкционных высоколегированных сталей применимы электроды с буквой «В». Для теплостойких легированных сталей используются электроды с обозначением «Т». Для сплавов с особыми свойствами, в частности для осуществления наплавки, применяются расходные элементы, обозначаемые «Н».
Марки
Марки электродов для ручной дуговой сварки зависят от их назначения. Их имеется их немалое количество, однако, можно выбрать среди них те, которые подходят для конкретных работ. Необходимо, чтобы привлекшие внимание марки электродов для дуговой ручной сварки обладали высоким качеством и давали хорошее соединение.
Существуют марки электродов, которые подходят для сварки низколегированных сталей с небольшим содержанием углерода. К ним относятся АНО, УОНИ, ОЗС, ВЦС. Такие электроды относятся к самым популярным видам расходных элементов.

Для сварки изделий из легированных сталей, в том числе обладающих повышенной прочностью, подойдут такие марки, как АНП, УОНИ, ОЗШ-1. Для наплавки целесообразно выбрать модификации электродов ОЗН, ОЗШ.
Если предстоит соединение чугунных изделий, то следует обратить внимание на марку ОЗЧ. Для деталей из алюминия подойдут ОЗА и ОЗАНА. Для медных деталей и сплавов на ее основе рекомендуется выбирать АНЦ/ОЗМ и ОЗБ. Для никеля и его сплавов подойдет электрод марки ОЗЛ-32.

При желании работать с электродами зарубежных производителей, следует обратить внимание на японские расходные элементы KOBELCO LB-52U. При их использовании в результате получается высококачественный шов.
Также заслуженным признанием пользуются электроды шведского производства ESAB УОНИИ. При покупке электродов необходимо обращать внимание на целостность упаковки.
Рутиловые электроды
Одно из необходимых условий для получения хорошего результата при сварочном процессе - это правильный выбор электродов. Многие их характеристики зависят от покрытия металлического стержня. Среди огромного выбора имеющихся электродов почетное место занимают электроды с рутиловым покрытием, обладающие большими преимуществами.

Сфера применения
Электроды сварочные рутиловые благодаря своим характеристикам находят применение при монтаже и ремонте таких конструкций, как газовые магистрали, водяные коллекторы, нефтепроводы. Их применение оправдано при работе с малоуглеродистыми видами стали, а также низколегированными. Их использование при эксплуатации с повышенными температурами является нежелательным.
Сварка рутиловыми электродами может осуществляться при постоянном и переменном токе. Они используются при дуговой сварке ручным способом. Имеется возможность сварки изделий с грунтовым покрытием.
Описание
Рутиловые электроды имеют обмазку внутренних стержней, главной составляющей которой служит рутил, являющийся природным минералом. Этот минерал оказывает благотворное влияние на получение качественного шва, оказывает защиту сварочной ванны во время соединения деталей. Помимо этого обмазка содержит железный порошок.
Большим достоинством рутилового покрытия является его безопасность, поскольку при плавлении выделяется небольшое количество вредных веществ, которые может при работе вдыхать сварщик.
Рутиловое покрытие электродов это обмазка, которая наносится на металлические стержни, представляющие собой сварочную проволоку марки СВ-08. Состав рутила в обмазке достигает почти половину состава. Четверть доли занимает полевой шпат.
Маркировка
Рутиловые электроды имеют маркировку, которая в обязательном порядке имеют букву «Р», что собственно и означает первую букву названия. Когда осуществляется выпуск этих расходников зарубежными фирмами, то эта буква обозначается, как «R». Если присутствует буква «Ц», то это означает, что в состав обмазки входит целлюлоза.

После этой буквы находятся две цифры. Первая из них указывает на то, в каких положениях в пространстве можно осуществлять сварку этими видами электродов. Большинство марок этого вида электродов позволяет производить сворку во всех положениях в пространстве. Вторая цифра указывает вид тока, постоянного или переменного, и какую при этом следует выставлять полярность.
Каждому диаметру соответствует своя толщина покрытия, что отражается на маркировке электродов. Тонкие обозначаются буквой «М», средние буквой «С», толстые буквой «Д». При наличии особо толстых покрытий используется буква «Г». Толщина покрытия качественных рутиловых электродов находится в диапазоне 0,5-2,5 миллиметра. Это позволяет выдерживать большие нагрузки. У тонких электродов толщина покрытия составляет 0,1-0,3 миллиметра, что обеспечивает ровное и стабильное горение дуги.

Рутиловые электроды каждой марки имеют обозначение на упаковке, в которой они поставляются потребителям, что дает нужную информацию при их выборе.
Имеющиеся преимущества
Марки электродов с рутиловым покрытием обладают важными достоинствами:
- Стабильность горения дуги и ее легкий розжиг, в том числе повторный.
- Возможность работы не только с постоянным током, но и с переменным.
- Легкое удаление шлака.
- Стойкость шва к появлению трещин.
- Возможность соединять детали, покрытые небольшим слоем грунтовки и при наличии коррозии.
- Возможность сваривать короткими швами наподобие прихваток.
- Удобность применения.
- Формирование шва, обладающего высоким значением ударной вязкости, что обеспечивается повышенным значением щелочности шлаковой корки.
- Стойкость сваренного шва и высокий показатель усталостной прочности.
- Минимальное значение разбрызгивания металла при сварке.
- Возможна работа при повышенной влажности, что позволяет принимать участие при ремонте и прокладке водопроводов.
- Сохранение своих качеств при переменных нагрузках.
- Получаемый шов обладает стойкостью к разрывам и изломам.
- Отсутствие образования пор.
- Низкий коэффициент разбрызгивания раскаленного металла.
- Высокая производительность сварочного процесса.
К преимуществам относится возможность повторного использования рутиловых электродов, поскольку нет необходимости счищать образовавшийся на кончике металлического стержня нагар. При сварке короткими стежками можно не удалять каждый раз пленку с кратера, поскольку рутил сам является полупроводником.
К недостаткам относится то, что высокоуглеродистая сталь - это то, для чего рутиловые электроды применяться не могут. Присутствует необходимость постоянно следить за показаниями тока, поскольку его резкое повышение приведет к ухудшению качества шва.
Марки рутиловых электродов
Благодаря достоинствам, присущим электродам с рутиловым покрытием, их выпуском занимаются многие известные производители. Наибольшее распространение имеют электроды, выпускаемые отечественными производителями, поскольку они дешевле, а по качеству не уступают зарубежным образцам.
Расфасовка электродов производится в упаковки различного веса, от одного килограмма пяти, что позволяет приобретать их в зависимости от объема предстоящей работы. Диаметр варьируется в пределах от двух до шести миллиметров, а длина, соответственно, 300-450 миллиметров.
Электроды МГМ
Различие марок заключается химическим составом обмазки и областью применения. Одними из наиболее распространенных расходных элементов этого типа являются электроды МГМ, которые являются аналогами выпускаемых в Швейцарии электродов «ОВЕКОРД-С», изготавливаемых фирмой «ОЭРЛИКОН».
Электроды МГМ 50К соответствуют требованиям ГОСТа 9467. Особых навыков при работе с ними не требуется, это с легкостью могут освоить и новички. У этого вида расходных элементов имеется много достоинством, что обеспечивает рутиловое покрытие электродов. Однако, главным преимуществом является возможность осуществлять сварку под водой.
Образующиеся газы способствуют выталкиванию воды из рабочей зоны. Газовый пузырь, оттесняющий воду, обеспечивает создания приемлемых условий для сварки под водой. Это позволяет применять эти электроды при ремонте нижней части мостов, кораблей, находящихся под давлением трубопроводов и подводных коммуникаций.
Неоценимой возможностью сварки под водой является ситуация, когда повреждение трубопровода должно быть ликвидировано в аварийном порядке. При возникновении прорывов и утечек вследствие износа сетей водоснабжения возникает проблема быстрого устранения проблемы, чтобы у потребителей не возникали длительные неудобства.
Также такие электроды могут применяться при соединении ответственных конструкций. Однако, при этом должен быть соблюден режим предварительного просушивания в течение одного часа. Если его не соблюдать, шов может получиться хрупким. В химическом составе наплавленного металла наибольшее место занимает кремний. Основные характеристики этих видов электродов указаны в таблице.

Необходимо учитывать зависимость выставляемого тока от положения в пространстве. Движение электродов при сварке сверху в нижнее положение является нежелательным. Электроды этой марки могут применяться в том случае, когда имеются повышенные требования к характеристикам шва в области пластичности и ударной вязкости. Они могут использоваться при низких температурах.
МГМ 50К с диаметром три миллиметра могут применяться для заварки сквозного повреждения небольшого диаметра. Для этого вокруг повреждения наплавляют валик, который при постепенном передвижении ведет к центру. Подобным образом могут завариваться и повреждения, имеющие протяженный вид. Ремонт может осуществляться и методом наложения заплаты из такого же материала, как и основной металл изделия.
Электроды AWS Е6013
Существует американский стандарт «AWS», выполняющий функции, аналогичные нашим ГОСТам. Многие мировые производители электродов используют его, как основу для удовлетворения имеющихся там требований.
Электроды AWS Е6013 обладают комбинированным видом покрытия - рутилово-целлюлозным. Его высокие технологические качества позволяют осуществлять сварку во всех положениях, включая движение электрода сверху вниз.
Читайте также: