Автоматическая дуговая сварка это
автоматическая дуговая сварка — Механизированная дуговая сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляются механизмами без непосредственного участия человека, в том числе и по… … Справочник технического переводчика
Дуговая сварка — процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счёт электрической дуги, возникающей между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и… … Википедия
Сварка автоматическая дуговая — – механизированная дуговая сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляются механизмами без непосредственного участия человека, в том числе … Энциклопедия терминов, определений и пояснений строительных материалов
СВАРКА АВТОМАТИЧЕСКАЯ ДУГОВАЯ — [automatic arc welding] механизированная дуговая сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляются механизмами без непосредственного участия… … Металлургический словарь
Ндп. Полуавтоматическая дуговая сварка — 18. Автоматическая дуговая сварка Механизированная дуговая сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляются механизмами без непосредственного… … Словарь-справочник терминов нормативно-технической документации
Электрическая дуговая сварка — Электродуговая ручная сварка покрытым электродом Электросварка один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги … Википедия
Аргоно-дуговая сварка — электрическая дуговая сварка с подачей в зону сварки струи Аргона (иногда гелия) для защиты сварочной ванны от вредного воздействия атмосферного воздуха. А. д. с. выполняется плавящимся электродом (сварка всегда автоматическая) или… … Большая советская энциклопедия
Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка по флюсу — – автоматическая дуговая сварка, при которой на свариваемые кромки наносится слой флюса, толщина которого меньше дугового промежутка. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия
Сварка автоматическая дуговая
Сварка автоматическая дуговая – механизированная дуговая сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляются механизмами без непосредственного участия человека, в том числе и по заданной программе.
Рубрика термина: Сварка
Энциклопедия терминов, определений и пояснений строительных материалов. - Калининград . Под редакцией Ложкина В.П. . 2015-2016 .
Полезное
Смотреть что такое "Сварка автоматическая дуговая" в других словарях:
АВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА — см. в ст. Механизированная дуговая сварка … Большой энциклопедический политехнический словарь
СВАРКА — процесс соединения металл. частей путем нагрева места соединения до пластического состояния или расплавления. В первом случае (С. давлением) после нагрева производится проковка или сильное сжатие свариваемых концов, во втором (С. плавлением)… … Технический железнодорожный словарь
Сварка — 1. Сварка Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
Сварка взрывом — Угловая схема сварки взрывом на стадии взрыва: 1. метаемая деталь 2. сплавленная поверхность 3. неподвижная деталь 4 5. заряд взрывчатого вещества 6. кумулятивная струя Св … Википедия
Что такое автоматическая сварка

Виды и способы сварки
При автоматической сварке оборудование самостоятельно обеспечивает устойчивое горение дуги, непрерывную подачу проволоки. Сварщик не подвергается влиянию опасных факторов. Приборы способны функционировать без длительного перерыва. Процесс контролируется программным обеспечением, что позволяет получать однородные сварные соединения.
.jpg)
Сварка автомат: что это
Процесс формирования шва автоматическим способом сводится к следующим операциям:
- постоянному обновлению плавящегося электрода;
- поддержанию необходимых для получения качественного шва условий (подаче защитного газа или флюса в сварочную ванну);
- равномерному перемещению дуги по рабочей зоне с заданной скоростью;
- формированию сварного соединения.
Отличие от полуавтоматической
Разница между технологиями минимальна. Процессы различаются степенью механизации операций. Полуавтоматические аппараты имеют более простое строение. Они снабжены устройствами подачи расходного материала на держатель. Сварщик отвечает за перемещение дуги, направляет ее в нужную сторону.
Технология, при которой проволока подается оборудованием, а электрод ведется мастером, называется полуавтоматической.
При автоматической сварке все процессы контролируются оборудованием.
Инвертор и автомат
Автомат от инвертора отличается тем, что при его использовании не нужно осуществлять операции вручную. Сварщик выполняет роль настройщика, выставляя нужный режим. Инвертор использует те же расходные материалы, однако технология сварки с его использованием отличается от автоматической. Агрегат требует ручной настройки силы тока, напряжения, скорости подачи проволоки.

Принцип работы
Автоматический аппарат регулирует:
- расстояние между свариваемыми заготовками и электродом;
- силу тока;
- скорость движения стержня;
- глубину прогрева свариваемых деталей.
Главным параметром является напряжение дуги, зависящее от длины. При использовании плавящегося электрода автомат обеспечивает равномерную подачу проволоки. Это помогает поддерживать стабильную длину дуги. Нарушение равенства параметров наблюдается при скачках напряжения, неправильной обработке свариваемых деталей, влиянии магнитного поля. Сварочный автомат нивелирует эти нарушения, восстанавливая нужную длину дуги. При программировании оборудования применяют 2 принципа регулировки:
- самостоятельный, срабатывающий при постоянной скорости выведения проволоки;
- принудительный, при котором характер подачи проволоки зависит от напряжения дуги.
Принцип саморегулирования лежит в основе ряда простых сварочных аппаратов, подающих проволоку с постоянной скоростью. При использовании агрегатов с принудительной регулировкой при увеличении длины дуги возрастает ее напряжение.
Двигатель подающего механизма вращается быстрее, скорость выведения расходного материала повышается.
Конструкция автоматического оборудования
Сварочные аппараты состоят из следующих элементов:
- Подающего механизма. При использовании двигателей, работающих от переменного тока, устанавливаются регулируемые редукторы. В остальных случаях применяются нерегулируемые блоки.
- Подающих роликов. Элементы располагаются на выходах редуктора. Ролики предназначены для равномерной подачи расходного материала.
- Токопроводящий мундштук. Устройство помогает направлять проволоку, поддерживать электрический контакт. Мундштук должен минимизировать смещение конца электрода относительно обрабатываемой области заготовки.
- Подвески сварочной головки. Механизм должен обеспечивать возможность перемещения в разных направлениях.
- Тележки, предназначенной для автоматического ведения головки вдоль соединения. На корпусе располагаются проволочная кассета, управляющий блок. Тележка обеспечивает плавный ход головки при разных скоростях сварки.
- Дополнительных компонентов. Сварочные агрегаты могут снабжаться механизмами подачи флюса или защитного газа, устройствами для заключительной обработки шва.
Автоматы, работающие в среде защитных газов, вместо мундштука оснащаются горелками.
Разновидности автоматических аппаратов
С учетом конструктивных особенностей агрегаты делятся на:
- тракторные аппараты, работающие в среде защитного газа или под флюсом;
- подвесные устройства;
- многодуговые агрегаты.
Тракторный тип
Прибор создан для формирования длинных сварных соединений. Электрический двигатель приводит в движение ходовой и подающий механизмы. Все элементы заключены в единый корпус, являющийся основанием трактора. Электрод установлен возле вертикальной оси, пролегающей через центр тяжести.

Эта особенность помогает вести сварку в емкостях и трубах большого диаметра. Низкое расположение центра тяжести делает аппарат более устойчивым.
Подвесная конструкция
Оборудование состоит из таких компонентов:
- подающего блока;
- приводного суппорта;
- вертикального передвижного механизма;
- флюсового контейнера;
- проволочного барабана;
- управляющего блока.
Подвесные приборы бывают самоходными или стационарными. Последние отличаются невозможностью перемещения. Они применяются для сварки труб. Самоходные агрегаты снабжаются тележкой для передвижения по рабочей зоне. Их используют для формирования протяженных сварных швов.
Сфера применения
Универсальный метод используется для:
- установки сложных металлоконструкций;
- соединении деталей с большими площадями сцепления;
- сварки любых металлов и сплавов, в том числе разнородных заготовок;
- формирования сложных вертикальных соединений;
- сварки труб разного диаметра;
- формирования кольцевых соединений со сложным технологическим процессом.
.jpg)
Особенности автоматической технологии
Главный элемент агрегата – головка. Она подает проволоку и электрический заряд, необходимый для горения дуги. Присадочный материал наматывается на катушку или бобину. Роликовая система задает скорость и направление подачи проволоки. Перед выходом в сварочную ванну присадка выпрямляется, после чего попадает в мундштук. Дуга при автоматизированной сварке разжигается так же, как при ручной.
Площадь сварочной ванны зависит от типа оборудования. Металл или электрод при корректной настройке агрегата не перегревается. Риск залипания электрода отсутствует, присадка стабильно подается в шов. При снижении напряжения дуги электрод подается назад. Увеличивается расстояние между концом стержня и заготовкой, что помогает стабилизировать электроразряд.
Выполнить подобные действия вручную практически невозможно.
Виды сварки автоматом
Способ выбирают с учетом характеристик соединяемых материалов, типа оборудования, требований к качеству швов.
В газовой среде
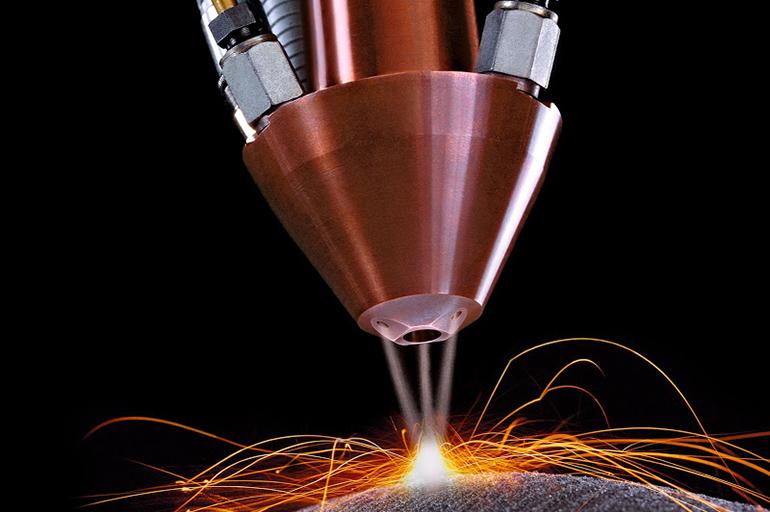
Автоматическая дуговая сварка в аргоне ведется с использованием неплавящегося вольфрамового электрода. Между стержнем и заготовкой появляется дуга. Незадолго до этого начинается подача инертного газа, предотвращающего контакт сварочной ванны с воздухом. Это помогает получить прочный однородный шов. Аргонодуговая сварка чаще всего ведется с помощью стационарной головки. Заготовка автоматически проворачивается под этим элементом, что помогает получить равномерное соединение. Реже сварка выполняется с использованием движущейся головки.
.jpg)
С использованием флюса
При сварке под флюсом плавящийся стержень подается в сварочную ванну с помощью роликов. Напряжение на конце проволоки способствует формированию дуги. Флюс защищает обрабатываемые области от попадания посторонних включений. После сварки таким способом шов требует дополнительной механической обработки. При отказе от чистки соединение становится менее прочным.
Плазменная сварка
Метод применяется для быстрого соединения стальных деталей. Особенностью плазменной сварки считается то, что:
- дуга образуется между электродами, установленными в головке горелки;
- в процессе сварки в обрабатываемую область подается гелиевая или аргоновая смесь, находящаяся под высоким давлением (это обеспечивает ионизацию пламени, повышает температуру дуги);
- используемое для плазменной сварки оборудование устанавливается на поворотные кронштейны;
- расстояние от головки до центральной области меняется, что позволяет использовать оборудование при создании кольцевых швов;
- с учетом толщины металла и нужной глубины шва оборудование может снабжаться механизмом подачи присадочной проволоки.
Как варить автоматической сваркой
Процесс состоит из нескольких этапов, первым из которых является подготовка оборудования и свариваемых деталей.
Инструменты и необходимое оборудование
Помимо сварочного агрегата, придется приобретать:
Режимы автоматической сварки
Чтобы шов получился прочным и однородным, нужно правильно настроить аппарат. При выборе режима учитывают такие факторы:
- толщину свариваемых деталей;
- геометрическую форму соединения;
- протяженность шва;
- глубину плавления кромок деталей.
Для подбора режима используют прилагаемые к инструкции таблицы.
Пошаговая инструкция
Автоматизированную электродуговую сварку ведут так:
- Осматривают оборудование. При обнаружении неисправностей к сварке металла приступают только после их устранения. При необходимости аппаратуру очищают от загрязнений. Сварку не выполняют в слишком маленьких, слабо освещенных или запыленных помещениях.
- Проверяют соответствие диаметра сопла горелки толщине проволоки. От сечения присадки зависит и выбор наконечника. При наличии брызг в сопле его тщательно очищают.
- Проверяют правильность подключения кабелей, осматривают роликовые механизмы. Эти детали не должны иметь следов грязи или ржавчины.
- Проверяют наличие флюса в бункере.
- Подготавливают детали, тщательно зачищая кромки шлифовальным кругом. Заправляют аппарат расходными материалами, устанавливают нужный режим.
- Запускают процесс сварки. Выполняют заключительную обработку шва.
Преимущества и недостатки автоматической сварки
К достоинствам автоматизации процесса относятся:
- Отсутствие необходимости длительной настройки и регулировки устройства. Использование специальных программ облегчает процесс подготовки оборудования.
- Высокая производительность. Агрегат не делает перерывов, качество его работы не зависит от профессионализма мастера.
- Уменьшение объема отходов. Количество забракованных заготовок зависит не от человеческого фактора, а от правильности настройки агрегата.
- Ровность и прочность шва. Автомат формирует однородное сварное соединение одинаковой высоты. Наплывы или прожоги появляются крайне редко.
- Экономичный расход проволоки, газа, электрической энергии.
- Возможность сварки в труднодоступных местах, замкнутых емкостях, опасных условиях (при высокой температуре или загазованности).
Недостатками автоматического оборудования считают низкую маневренность, необходимость дополнительной настройки при смене операций, высокую стоимость.
Как пользоваться электродуговой сваркой

Дуговая сварка является популярной технологией соединения металлических изделий. Ее изобрели больше 100 лет назад, но активно применяют до сих пор. Метод характеризуется высокой производительностью и универсальностью, поэтому он активно используется при обработке разных типов металлов.

Общее описание и свойства технологии
Электродуговая сварка предусматривает применение большой силы тока с невысоким напряжением. Оно подается как на электрод, так и на обрабатываемую заготовку, в результате чего происходит формирование электрической дуги. Ее температура достигает 5 000° C, что приводит к расплавлению кромок металлических деталей.
При одновременном плавлении электрода и заготовки образуется сварочная ванна, где протекают ключевые процессы сварки. Взаимодействие металла электрода с соединяемым изделием способствует появлению шлака. Он постепенно поднимается на поверхность сварочной ванны и создает защитное покрытие.
Технология предполагает использование 2 типов электродов:
Первые формируют сварной шов с помощью специальной присадочной проволоки, которая подается в зону действия дуги. Последние могут создавать шов без дополнительных присадок.
Для сохранения устойчивости дуги к рабочим элементам добавляют натрий, калий или другие присадки с повышенной ионизацией.
Чтобы предотвратить окисление сварного шва, задействуют такие газы:
- Гелий.
- Аргон.
- Углекислый газ.
Для электродуговой сварки подходит как переменный, так и постоянный ток. Однако последний тип считается более востребованным, поскольку он сокращает интенсивность разбрызгивания расплавленных частиц.

Разновидности электродуговой сварки
Классификация осуществляется с учетом нескольких факторов.
В зависимости от способа защиты сварочной ванны от окружающих воздействий выделяют такие разновидности:
- Газовая.
- Шлаковая.
- Газошлаковая.
По степени автоматизации технология бывает ручной, механизированной или автоматической.
Ручной метод
Ручная дуговая сварка покрытыми электродами была изобретена в конце XIX в. российским ученым Николаем Бернардосом. С момента открытия прошло больше 100 лет, поэтому методика была усовершенствована и модифицирована. Сегодня сварщики используют не угольные электроды, а плавящиеся стержни.
Схема ручной сварки применяется как на предприятиях, так и в монтажных условиях. Это обусловлено ее доступностью и эффективностью. Кроме того, сварочное оборудование может функционировать без остановок до 10 часов в день.
Технологический процесс подразумевает ручное замыкание электрической дуги, которая расплавляет заготовку и стержень электрода.
Для получения тока используют такие устройства:
- Генераторы.
- Трансформаторы.
- Преобразователи.
- Другие приборы, подающие постоянный или переменный ток.

Сварка осуществляется с помощью 2 кабелей (+ и -). 1 провод размещается на заготовке, а второй с держателем электрода – в руке специалиста. Полярность зависит от типа кабеля.
В качестве защиты сварочной ванны от атмосферных газов используются специальные составы, которыми пропитывается электрод. Под действием высоких температур покрытие выделяет газ и препятствует проникновению кислорода в зону действия дуги. При отсутствии обмазки процесс был бы невозможен.
Технология применяется в следующих сферах:
- В машиностроении.
- При обустройстве теплотрасс и магистралей газо- и водоснабжения.
- В производстве кораблей.
- При ремонтных работах на СТО.
С помощью ручной методики обрабатывают углеродистую сталь в любом положении. Если установить электрод с медным покрытием, это позволит сваривать чугун. Обработка рабочих элементов нержавеющей сталью подходит для сваривания легированных типов стали.
Автоматическая электродуговая сварка
Метод был открыт в 30-х гг. XX в. Его ключевые процессы, включая подачу проволоки и сохранение длины дуги, полностью автоматизированы.
Среди преимуществ способа выделяют:
- Высокую производительность.
- Минимальные потери электродов (до 2%).
- Надежную защиту рабочей зоны.
- Низкую чувствительность к появлению оксидов.
- Возможность проведения сварки без защитных приспособлений для глаз, поскольку дуга находится в закрытом состоянии.
- Низкую скорость остывания металла, что улучшает свойства металла шва.
- Отсутствие сложностей в получении базовых навыков.

Однако принцип технологии имеет и недостатки. Они связаны с трудозатратами на производство и подготовку флюсов, а также рядом сложностей при корректировке положения дуги относительно свариваемой конструкции.
Автоматический способ применяется как в цехе, так и в монтажных условиях. Он подходит для соединения металлических основ толщиной от 1,5 до 150 мм.
Сварка в газовой среде
Такой способ отличается от привычного дугового метода введением в зону плавления защитных веществ, вытесняющих кислород, азот и прочие примеси, ухудшающие качество соединения.
Защитный газ позволяет получить чистое соединение и однородный шов, который соответствует всем требованиям ГОСТ. Диаметр поверхностей, которые можно обрабатывать таким методом, варьируется от 0,1 мм до нескольких десятков мм.
В качестве защитного вещества используют следующие типы газов:
- Инертные 1-атомные. К ним относятся аргон и гелий, которые не взаимодействуют с металлическими конструкциями и остаются безвредными для человека при правильном обращении.
- Активные 2-атомные. Вступают в связь с металлами и являются взрывоопасными. Среди них – азот, углекислый газ и водород.
- Смеси разных веществ. В большинстве случаев используется смесь аргона с другими газовыми наполнителями.
Плазменный способ
Плазменный (безэлектродный) метод сварки предусматривает использование ионизированного и нагретого газа – плазмы. Она состоит из смеси нейтральных молекул и электрически заряженных частиц, положительных ионов и электронов.

При повышенной ионизации плазма получает высокую электропроводность и может применяться для различных способов обработки:
- Сварки.
- Резки.
- Пайки.
- Термообработки.
Помимо металлических поверхностей, плазменной технологией можно обрабатывать стекло и керамику.
Для получения рабочего вещества задействуют разные методики. Наиболее простой и распространенной считается нагревание газа в дуговом разряде.
Электрошлаковая сварка
ЭШС (электрошлаковая) предназначается для сваривания толстых образцов из алюминия, стали, чугуна, меди и металлических сплавов. Метод позволяет соединить заготовки большой толщины за 1 раз без необходимости настройки оборудования и удаления шлаков.
В процессе сварки можно использовать большие электроды или проволочные изделия малого сечения. Такой подход повышает КПД процедуры.
Под воздействием расплавленных флюсов образуются шлаки, которые проводят электричество. Они выделяют тепловую энергию, необходимую для предстоящей работы.
На начальном этапе происходит возбуждение электродуги между электродом и кромками металлических поверхностей. Высокая температура приводит к расплавлению флюса и формирует шлаковую ванну.

За счет электропроводности флюса горение дуги останавливается, но температура нагрева продолжает расти.
Принцип техники заключается в передаче тепловой энергии от шлаковой ванны к образцам.
Выбор электродов
Для дуговой сварки используют 2 типа электродов: плавящиеся и неплавящиеся. Представители первой группы применяются чаще. Они расходуются при сваривании и взаимодействуют с шовным материалом. Флюсовое покрытие электродов сгорает при возбуждении электродуги. В это время происходит выделение химически малоактивных газов, которые создают защитное покрытие над сварочной ванной.
Неплавящиеся электроды производятся из тугоплавкого металла (в большинстве случаев используется вольфрам). В отличие от плавких аналогов, они не расходуются в процессе сварки и предназначаются только для проведения тока к дуге. Защитная среда формируется с помощью газа и шланга.
Источники питания
Дуговая сварка предусматривает использование таких источников тока:
- Трансформаторы. Считаются устаревшим вариантом, преобразующим высокое напряжение в пониженное с пропорциональным увеличением силы тока.
- Выпрямители. Напоминают предыдущий тип, но оснащаются выпрямительным элементом.
- Инверторы. Являются современным источником тока, в котором переменный ток становится постоянным со стабилизированным напряжением. Работа аппарата не зависит от скачков напряжения в сети.
- Полуавтоматы. Роль источника питания выполняет инвертор. В конструкции прибора присутствует сварочная проволока, которая подается в зону действия с помощью специального устройства. Для получения защитной среды используется не флюс, а прямая подача газа.

Достоинства и недостатки
Метод электродуговой сварки обладает как достоинствами, так и недостатками.
К преимуществам технологии относят:
- Технологичность.
- Частичную или полную автоматизацию работы.
- Небольшую зону термического воздействия.
- Простоту регулировки процесса.
- Дешевизну расходных материалов.
- Высокую скорость сваривания деталей.
Список недостатков включает в себя:
- Необходимость предварительной подготовки образцов перед сваркой
- Энергозависимость.
- Необходимость применения источников питания (трансформаторов или преобразователей).
Процедура выполнения и схемы дуговой сварки
Процесс начинается с выбора пространственного положения электрода. Процесс может осуществляться в любом положении, но важно учитывать тип электрода, который используется для работы. Детали, которые отличаются быстрым плавлением, не способны сформировать шов.
Поэтому специалисты рекомендуют проводить сварку в нижнем и горизонтальном положении. Такой метод может освоить даже начинающий сварщик без опыта.
Дальше необходимо разобраться с типом и полярностью тока. Ручная сварка проводится как при постоянном, так и при переменном токе. Однако первый вариант отличается большей стабильностью.
Полярность определяется с учетом требуемой скорости плавления. При обратном значении и постоянном токе электрод будет плавиться равномерно и медленно. Некоторые элементы способны сохранять хорошую производительность при любой полярности.
Читайте также: