При каком виде сварки наиболее рационально используется теплота выделяемая в дуге
Фосфор в металле шва находится в виде фосфидов железа Fe3P и Fe2P. Увеличение фосфора в металле шва снижает ударную вязкость, особенно при низких температурах, поэтому фосфор необходимо удалять. Это достигается за счет его окисления и удаления в шлак.
Для снижения вредного влияния серы и фосфора их содержащееся в основном и электродном металле, в покрытии электродов и флюсах строго ограничивается соответствующими стандартами.
Контрольные вопросы:
1. Расскажите о влиянии атмосферных газов на качество сварных швов.
2. Расскажите об особенности влияния водорода на качество сварного. Каково влияние вредных примесей (серы и фосфора) на качество сварных швов?
3. В чем заключается рафинирование?
5. Металлургические процессы при сварке под флюсом и в защитных газах
При сварке под плавлеными флюсами защита зоны сварки от окружающего воздуха происходит более эффективно. Это доказано исследованием содержания азота в металле шва. Например, при сварке тонкопокрытыми электродами остаточный азот составляет около 0,2 %; при сварке толстопокрытыми электродами – 0,03 %; при сварке под плавленым флюсом – 0,008 %.
Имеется ряд особенностей металлургических процессов при сварке под флюсом. Особенно интенсивно протекают металлургические процессы между жидким (расплавленным) флюсом и металлом, в результате чего изменяется состав металла шва. Сварку низкоуглеродистых сталей рекомендуется проводить под марганцовистыми высококремнистыми флюсами, где наблюдается процесс восстановления кремния и марганца, частичное окисление углерода, при этом оксид железа растворяется в жидком металле шва, частично переходит в шлак.
На участках сварочной ванны позади дуги при охлаждении жидкого металла, вплоть до затвердевания, продолжается раскисление металла. Кремний и марганец подавляют реакцию окисления углерода, что уменьшает образование пор. Обогащение металла шва марганцем очень важно, так как он обеспечивает вывод сернистых соединений из металла шва, предупреждая тем самым появление горячих трещин.
Изменение режима сварки влияет на содержание серы и фосфора в шве. При увеличении сварочного тока увеличивается количество расплавленного флюса и, как следствие, содержание фосфора в шве уменьшается, а содержание серы несколько возрастает. Повышение напряжения дуги при неизменном токе приводит к тому, что расплавленного флюса становится значительно больше, чем требуется для защиты расплавленного металла. В этом случае увеличивается переход марганца и кремния в шов, но увеличивается и переход фосфора в металл шва. Одновременно содержание серы в металле шва уменьшается. Таким образом, невозможно идеально освободиться от вредных примесей. Улучшения качества сварного шва можно добиться за счет применения керамических флюсов.
Керамические флюсы содержат большое количество ферросплавов, что позволяет улучшить металлургические процессы при сварке. В процессе сварки происходит более полное раскисление наплавленного металла, легирование наплавленного металла осуществляется в широких пределах.
Для улучшения структуры сварных швов в металл шва вводят специальные добавки (модификаторы).
Металлургические процессы при сварке в защитных газах значительно отличаются от ранее рассмотренных. Из защитных газов наибольшее применение имеют инертные аргон, гелий и активный углекислый газ.
При сварке в инертных газах металлургические процессы протекают только между элементами, содержащимися в металле сварочной ванны. Кислород и азот воздуха оттесняются инертными газами из зоны сварки.
Для предотвращения образования пористости шва при сварке в инертных газах необходимо тщательно удалять ржавчину и загрязнения с кромок основного металла и с поверхности сварочной проволоки.
При сварке в С02 газ оттесняет от сварочной зоны окружающий воздух и защищает расплавленный металл от проникновения азота. При сварке в С02 углекислый газ распадается под воздействием высокой температуры на СО и 02. Дуга активно окисляет металл сварочной ванны, и роль С02 сводится лишь к защите сварочной ванны от проникновения азота из воздуха. Для предотвращения чрезмерного окисления железа большое количество элементов раскислителей (марганец и кремний) вводится в сварочную ванну только через сварочную проволоку Св-08ГС и Св-08Г2С. В этом случае наплавленный металл получается с высокими механическими свойствами.
Для уменьшения содержания водорода в металле шва необходима добавка в углекислый газ 5-15 % кислорода. При этом в процессе сварки увеличивается глубина противления, так как энергичнее протекают реакции окисления марганца и кремния с выделением теплоты.
1. Каково назначение флюсов?
2. Расскажите об особенностях металлургических процессов при сварке под флюсом.
3. Какое влияние оказывает режим сварки на содержание вредных примесей в сварном шве?
4. В чем достоинства керамических флюсов?
5. Каковы особенности металлургических процессов при сварке в защитных газах?
6. Тепловые процессы при электрической сварке плавлением
Сварочная дуга является мощным концентрированным источником теплоты, температура столба дуги по его продольной оси составляет более 6000 °С, при этом большая часть электрической энергии, потребляемая дугой, превращается в тепловую. Распределение теплоты вдоль дугового промежутка происходит в соответствии с падением напряжения в его областях (см. рис. 13). При электрошлаковой сварке теплота получается за счет прохождения тока по шлаковой ванне. Электрическая мощность (Вт) в общем виде выражается уравнением:
где IСВ – ток, протекающий в сварочной цепи, А;
UСВ – напряжение на дуге или шлаковой ванне, В.
Электрическая энергия, потребляемая при электрической сварке, в основном превращается в тепловую. Поэтому полную тепловую мощность сварочной дуги или шлаковой ванны можно определить по уравнению (Вт):
где k – коэффициент, учитывающий влияние, оказываемое несколько меньшим напряжением зажигания дуги, чем напряжение холостого хода.
При сварке на постоянном токе коэффициент принимается равным единице, а при сварке на переменном токе – 0,70-0,97 (в зависимости от состава атмосферы дуги, состава шлаковой ванны, теплофизических свойств электродов и соотношения между напряжением холостого хода источника питания дуги и напряжением дуги). Не вся теплота используется полностью на расплавление металла, часть ее расходуется непроизводительно. Характер использования полной тепловой мощности процесса можно установить по тепловому балансу, показывающему, как и на что расходуется полная тепловая мощность при дуговой или электрошлаковой сварке. Эффективная тепловая мощность процесса электрической сварки плавлением есть количество теплоты, введенное в изделие в единицу времени. Непроизводительная часть расходуется на теплоотдачу в окружающую среду, на нагрев ползунов (при электрошлаковой сварке) и т. д.; эта часть составляет потери теплоты при сварке. Эффективная тепловая мощность определяется из уравнения:
Qэф = Q? = kI СВU СВ?;
где ? – эффективный КПД нагрева изделия, который представляет отношение эффективной тепловой мощности дуги (или электрошлакового процесса) к полной тепловой мощности.
Ниже приведены значения КПД для некоторых способов сварки:
для дуговой сварки тонкопокрытым электродом. 0,50-0,65
неплавящимся электродом в защитном газе. 0,50-0,60
толстопокрытым электродом. 0,80-0,95
под флюсом. 0,80-0,95
для электрошлаковой сварки. 0,70-0,85
Эффективная тепловая мощность зависит от способа сварки, состава покрытия и флюса, материала электрода, а также типа сварного шва. Так, например, при одной и той же электрической мощности КПД дуги будет больше при сварке стыкового соединения с разделкой кромок, чем при наплавке на плоскость. Теплота, выделяемая в дуге, наиболее рационально используется при автоматической сварке.
При дуговой сварке нагрев и расплавление электрода осуществляются за счет энергии, выделяемой дугой в активном пятне, расположенном на его торце. Нагрев вылета электрода происходит за счет теплоты, выделяемой при прохождении по нему тока по закону Джоуля-Ленца. Вылетом называется участок электрода от места контакта с токоподводящим устройством до его конца. Например, при сварке вручную вылет электрода в начале сварки составляет 200– 400 мм и в конце сварки 30-40 мм. При автоматической и механизированной сварке под флюсом и в защитных газах вылет электродной проволоки составляет 12-70 мм в зависимости от ее диаметра и теплофизических свойств. Количество теплоты, выделяемое в электроде в единицу времени, будет тем больше, чем больше плотность тока, удельное сопротивление и вылет электрода. При ручной сварке это приводит к значительному повышению температуры электрода, что ограничивает величину тока, применяемую при этом способе сварки. Качество шва будет обеспечено только тогда, когда температура электрода в момент расплавления его торца не будет превышать 600-700 °С. Нагрев электрода до более высоких температур приводит к отслаиванию покрытия, ухудшению формирования шва и увеличению потерь на разбрызгивание. Механизированные способы сварки, благодаря малому вылету электрода, позволяют применять большую плотность тока и поэтому более производительны. Производительность сварки характеризуется погонной энергией. Погонная энергия сварки представляет собой отношение эффективной тепловой мощности дуги к скорости ее перемещения
Тепловые Процессы При Электрической Сварке Плавлением
Сварочная дуга является мощным концентрированным источником теплоты, температура столба дуги по его продольной оси составляет более 6000 °С, при этом большая часть электрической энергии, потребляемая дугой, превращается в тепловую. Распределение теплоты вдоль дугового промежутка происходит в соответствии с падением напряжения в его областях (см. рис. 13). При электрошлаковой сварке теплота получается за счет прохождения тока по шлаковой ванне. Электрическая мощность (Вт) в общем виде выражается уравнением:
Р = I СВU СВ,
где IСВ – ток, протекающий в сварочной цепи, А;
UСВ – напряжение на дуге или шлаковой ванне, В.
Электрическая энергия, потребляемая при электрической сварке, в основном превращается в тепловую. Поэтому полную тепловую мощность сварочной дуги или шлаковой ванны можно определить по уравнению (Вт):
Q = kI СВU СВ
где k – коэффициент, учитывающий влияние, оказываемое несколько меньшим напряжением зажигания дуги, чем напряжение холостого хода.
При сварке на постоянном токе коэффициент принимается равным единице, а при сварке на переменном токе – 0,70—0,97 (в зависимости от состава атмосферы дуги, состава шлаковой ванны, теплофизических свойств электродов и соотношения между напряжением холостого хода источника питания дуги и напряжением дуги). Не вся теплота используется полностью на расплавление металла, часть ее расходуется непроизводительно. Характер использования полной тепловой мощности процесса можно установить по тепловому балансу, показывающему, как и на что расходуется полная тепловая мощность при дуговой или электрошлаковой сварке. Эффективная тепловая мощность процесса электрической сварки плавлением есть количество теплоты, введенное в изделие в единицу времени. Непроизводительная часть расходуется на теплоотдачу в окружающую среду, на нагрев ползунов (при электрошлаковой сварке) и т. д.; эта часть составляет потери теплоты при сварке. Эффективная тепловая мощность определяется из уравнения:
Qэф = Q? = kI СВU СВ?;
где ? – эффективный КПД нагрева изделия, который представляет отношение эффективной тепловой мощности дуги (или электрошлакового процесса) к полной тепловой мощности.
Ниже приведены значения КПД для некоторых способов сварки:
для дуговой сварки тонкопокрытым электродом……………………0,50—0,65
неплавящимся электродом в защитном газе…………………………..0,50—0,60
толстопокрытым электродом………………………………………………..0,80—0,95
под флюсом………………………………………………………………………..0,80—0,95
для электрошлаковой сварки………………………………………………..0,70—0,85
Эффективная тепловая мощность зависит от способа сварки, состава покрытия и флюса, материала электрода, а также типа сварного шва. Так, например, при одной и той же электрической мощности КПД дуги будет больше при сварке стыкового соединения с разделкой кромок, чем при наплавке на плоскость. Теплота, выделяемая в дуге, наиболее рационально используется при автоматической сварке.
При дуговой сварке нагрев и расплавление электрода осуществляются за счет энергии, выделяемой дугой в активном пятне, расположенном на его торце. Нагрев вылета электрода происходит за счет теплоты, выделяемой при прохождении по нему тока по закону Джоуля-Ленца. Вылетом называется участок электрода от места контакта с токоподводящим устройством до его конца. Например, при сварке вручную вылет электрода в начале сварки составляет 200– 400 мм и в конце сварки 30—40 мм. При автоматической и механизированной сварке под флюсом и в защитных газах вылет электродной проволоки составляет 12—70 мм в зависимости от ее диаметра и теплофизических свойств. Количество теплоты, выделяемое в электроде в единицу времени, будет тем больше, чем больше плотность тока, удельное сопротивление и вылет электрода. При ручной сварке это приводит к значительному повышению температуры электрода, что ограничивает величину тока, применяемую при этом способе сварки. Качество шва будет обеспечено только тогда, когда температура электрода в момент расплавления его торца не будет превышать 600—700 °С. Нагрев электрода до более высоких температур приводит к отслаиванию покрытия, ухудшению формирования шва и увеличению потерь на разбрызгивание. Механизированные способы сварки, благодаря малому вылету электрода, позволяют применять большую плотность тока и поэтому более производительны. Производительность сварки характеризуется погонной энергией. Погонная энергия сварки представляет собой отношение эффективной тепловой мощности дуги к скорости ее перемещения
gn = Qэф/V = IсвUд? /V.
Исходя из этой формулы устанавливаем, что поперечное сечение однопроходного или многопроходного шва (валика), выполненного дуговой сваркой, будет находиться в прямой зависимости от ее погонной энергии.
Контрольные вопросы:
1. По какой формуле можно определить эффективную тепловую мощность?
2. Что характеризует коэффициент в формуле тепловой мощности сварочной дуги?
3. Что вы знаете об эффективном КПД нагрева изделия?
4. При каком виде сварки наиболее рационально используется теплота, выделяемая в дуге?
5. Какая температура нагрева электрода является оптимальной для формирования качественного сварного шва?
6. Что такое погонная энергия сварки и на что она влияет?
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
Дуга, ее тепловая мощность
В тепловую энергию электрической дуги преобразуется энергия мощных потоков заряженных частиц, бомбардирующих катод и анод.
Суммарное количество теплоты Q (Дж), выделяемое дугой на катоде, аноде и столбе дуги, определяется по формуле:
где: lсв – сварочный ток, А;
Uд – напряжение дуги, В;
t – время горения дуги, с.
При этом не вся теплота дуги затрачивается на расплавление металла, другими словами – на саму сварку. Значительная часть ее расходуется на теплоотдачу в окружающую среду, расплавление электродного покрытия или флюса, разбрызгивание и т. п.
Термином «тепловой баланс дуги» определяют характер распределения полной тепловой мощности по отдельным статьям расхода.
Наибольшее количество теплоты выделяется в зоне анода (42–43 %) при питании дуги постоянным током. Это объясняется тем, что анод подвергается более мощной бомбардировке заряженными частицами, чем катод, а при столкновении частиц в столбе дуги выделяется меньшая доля общего количества теплоты.
В столбе дуги среднее значение температуры составляет 600 °C. При сварке угольным электродом температура в катодной зоне достигает 3200 °C, в анодной – 3900 °C. При сварке металлическим электродом температура анодной зоны составляет около 2600 °C, а катодной – 2400 °C.
При решении технологических задач используются разная температура катодной и анодной зон и разное количество теплоты, выделяющееся в этих зонах. Прямую полярность, при которой анод (плюсовая клемма источника тока) подсоединяют к детали, а катод (минусовая клемма источника тока) – к электроду, применяют при сварке деталей, требующих большого подвода теплоты для прогрева кромок.
Сварку постоянным током обратной полярности применяют при сварке тонкостенных изделий, тонколистовых конструкций, а также сталей, не допускающих перегрева (нержавеющие, жаропрочные, высокоуглеродистые и др.). В этом случае катод подсоединяют к свариваемой детали, а анод – к электроду. При этом не только обеспечивается относительно меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного материала за счет более высокой температуры анодной зоны и большего подвода теплоты. Полярность клемм источника постоянного тока может быть определена с помощью раствора поваренной соли (половина чайной ложки соли на стакан воды). Если в такой раствор опустить провода от клемм источника тока, то у отрицательного провода будет происходить бурное выделение пузырьков водорода.
Различие температур катодной и анодной зон и распределение теплоты сглаживаются вследствие периодической смены катодного и анодного пятен с частотой, равной частоте тока при питании дуги переменным током.
Практика показывает, что в среднем при ручной сварке только 60–70 % теплоты дуги расходуется на нагревание и плавление металла. Остальная часть теплоты рассеивается в окружающую среду через излучение и конвекцию.
Эффективной тепловой мощностью дуги называется количество теплоты, используемое на нагрев и плавку свариваемого металла в единицу времени. Она равна полной тепловой мощности дуги, умноженной на эффективный коэффициент полезного действия нагрева металла дугой. Коэффициент полезного действия зависит от способа варки, материала электрода, состава электродного покрытия и других факторов. При ручной дуговой сварке электродом с тонким покрытием или угольным электродом он составляет 0,5–0,6, а при качественных электродах – 0,7–0,85. При аргонодуговой сварке потери теплоты значительны и составляют 0,5–0,6.
Наиболее полно теплота используется при сварке под флюсом.
Для характеристики теплового режима процесса сварки принято определять погонную энергию дуги, иначе говоря, количество теплоты, вводимое в металл на единицу длины однопроходного шва, измеряемое в Дж/м. Погонная энергия равна отношению эффективной тепловой мощности к скорости сварки. Потери теплоты при ручной дуговой сварке составляют примерно 25 %, из которых 20 % уходят в окружающую среду дуги через излучение и конвекцию паров и газов, а остальные 5 % – на угар и разбрызгивание свариваемого металла. Потери теплоты при автоматической сварке под флюсом составляют только 17 %, из которых 16 % расходуется на плавление флюса, а на угар и разбрызгивание затрачивается около 1 % теплоты.
Эффективной тепловой мощностью дуги q (Дж/с) называют часть общей тепловой мощности дуги, расходуемой непосредственно на нагрев и расплавление основного и присадочного металлов. Она всегда меньше полной тепловой мощности дуги. Эффективная тепловая мощность сварочной дуги представляет собой количество теплоты, введенное дугой в свариваемую деталь в единицу времени. Она определяется уравнением:
где ? является коэффициентом полезного действия дуги, представляющим собой соотношение эффективной тепловой мощности к полной тепловой мощности дуги.
Эффективная тепловая мощность зависит от способа сварки, материала электрода, состава покрытия или флюса и ряда других факторов.
Данные значений для различных способов сварки приведены в таблице.
Эти данные показывают, что теплота дуги наиболее рационально используется при автоматической сварке под флюсом.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Арка, дуга
Арка, дуга Жертвоприношение астральному божеству (из аравийской рукописи XIII века)Арка (дуга), в первую очередь, – символ небесного свода, бога Неба. В обрядах инициации прохождение через арку означает новое рождение после полного отказа от своей старой природы. В
Тепловая труба
Тепловая труба Тепловая труба – устройство, передающее большие мощности тепла. Труба герметизирована, ее наполняет жидкий теплоноситель. Нагреваемая часть трубы – это зона нагрева и испарения жидкого теплоносителя. Охлаждаемая часть трубы – это зона охлаждения и
Дуга Из нее выпадает направляющая втулка. Во многих случаях она лежит на дне бачка. Самый быстрый ремонт дуги — это вставить втулку в отверстие дуги. Снизу и сверху на втулку в несколько слоев намотайте по тонкой резинке, применяемой для упаковки продуктов. Можно натянуть
Глава 1 Термический класс сварки
Сварку плавлением в зависимости от различных способов, характера источников нагрева и расплавления свариваемых кромок деталей можно разделить на следующие основные виды:
• электрическая дуговая сварка;
Этот класс характеризуется тем, что сварка осуществляется плавлением кромок соединяемых частей. При этом образуется ванна расплавленного металла. После отвода источника нагрева металл сварочной ванны кристаллизуется и образуется сварной шов, соединяющий свариваемые части. Сварка – сложный и быстропротекающий физико-химический процесс образования соединения материалов. Подготовка заготовок и продуманная технология делают сварку легкой, быстрой.
Из курса физики нам известно, что состояние любого вещества характеризуется взаимосвязью молекул и атомов. Различают четыре основные состояния материи:
Твердое тело представляет собой «агрегат» атомов, находящихся во взаимодействии, а его физические характеристики определяются их взаимным расположением (кристаллической решеткой) и химическими связями, действующими между ними.
Соединение сваркой твердых тел можно представить как образование прочных и устойчивых химических связей между атомами соединяемых элементов. Для получения прочного соединения твердых тел необходимо их сблизить до возникновения межатомных связей.
В твердом и жидком состоянии расстояние между молекулами и атомами очень мало. Этим объясняется малая сжимаемость этих веществ и их общее название – «конденсированное состояние».
В газах расстояние между молекулами значительно больше, поэтому газы сравнительно легко сжимать под воздействием внешнего давления.
Различие в электропроводности твердых, жидких и газообразных веществ также объясняется различием расстояний между атомами и молекулами. В твердых и жидких веществах крайние электроны, далеко отстоящие от ядер своих атомов, легко теряют связь с ядром. Благодаря этому появляются свободные электроны, легко перемещающиеся по объему вещества. Такие свободные электроны называются электронами проводимости и являются носителями тока в проводниках. В газах электроны притягиваются только к своим ядрам, поэтому при нормальных условиях газы электрический ток не проводят.
Вся история человечества связана с освоением энергии, в частности тепловой энергии. От древнего пламени костра до управления потоками света в лазерном луче – вот история технологии. В таблице 1 приведены данные о плотности потоков тепловой энергии и минимально достижимых площадях нагрева материалов, т. е. фокусировке потоков энергии в пятно нагрева.
Энергетические свойства источников тепла
Классификацию сварки можно провести по степени механизации процессов. Тогда выделяют сварку: ручную, механизированную (полуавтоматическую), автоматическую.
Ручная сварка производится оператором (сварщиком) с помощью инструмента вручную, без применения механизмов.
Механизированная сварка выполняется оператором при помощи устройства (машины или механизма), подающего электродную проволоку в зону сварки.
Автоматическая сварка осуществляется без участия человека. При этом механизируются операции по получению сварного шва по заданной программе.
По способу защиты металла различают: сварку в воздухе, в вакууме, в среде защитных газов, под слоем флюса, в пене и т. п.
Общая схема методов сварки плавления (рис. 1) может быть представлена рядом последовательных стадий состояния металла в зоне сварки:
1 – элементы собраны под сварку и закреплены в необходимом положении относительно друг друга. Между элементами остается зазор. В зоне стыка полностью отсутствуют химические связи;
2 – на поверхность металла в зоне стыка воздействуют мощным концентрированным потоком тепловой энергии Q. Подведенный тепловой поток нагревает кромки материала выше температуры плавления. Расплавленный металл обеих кромок сливается, образуется общая ванночка из жидкого металла (сварочная ванна). Ванночка удерживается на частично оплавленных кромках. Зазор между заготовками исчезает. Химические связи в жидком металле близки к химическим связям твердого тела, поэтому эту стадию принято называть образованием физического контакта;
3 – при прекращении теплового воздействия на кромки свариваемых элементов (выключение источника тепла или перемещение его вдоль кромок) зона сварки охлаждается за счет передачи теплоты вглубь свариваемых элементов и в окружающую среду. Происходит кристаллизация сварочной ванны с образованием литой структуры шва, т. е. создание химических связей по сечению свариваемого соединения. Частично оплавленные зерна основного металла на границе сварочной ванны являются основанием для «пристройки» атомов из жидкости для кристаллизации шва.
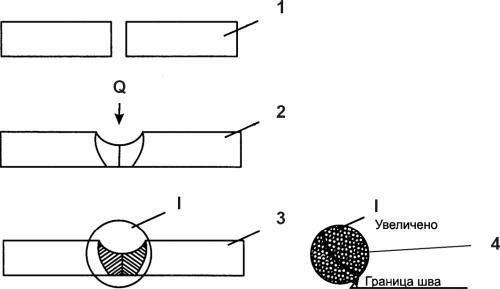
Рис. 1. Схема стадий образования соединения сваркой плавлением:
1 – сборка под сварку;
2 – образование сварочной ванны под воздействием теплоты;
3 – кристаллизация ванны с образованием сварного соединения;
4 – макроструктура зерен на границе шва.
Рассмотрим основные виды сварки плавлением.
Глава 2 Механический класс сварки
Глава 2 Механический класс сварки Классификация видов сварки давлением К механическому классу относят виды сварки, осуществляемые с использованием механической энергии и давления.К механическому классу относят следующие виды сварки:• холодная сварка;• сварка
Глава 3 Термомеханический класс сварки
Глава 3 Термомеханический класс сварки Классификация видов термомеханической сварки Термомеханический класс сварки основан на использовании совместного действия тепла и давления, вводимых в зону сварки. Термомеханический, или термопрессовый, класс сварки по принципу
Глава 12 Технология проведения сварки под флюсом и оборудование для нее
Глава 12 Технология проведения сварки под флюсом и оборудование для нее Сущность сварки под флюсом Сваркой под флюсом называется дуговая сварка, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от контакта с
Глава 14 Технология проведения контактной сварки
Глава 14 Технология проведения контактной сварки Сущность контактной сварки Контактной сваркой называется сварка с применением давления, при которой нагрев производится теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте
Глава 15 Технология производства сварки легированных сталей
Глава 15 Технология производства сварки легированных сталей Легирующие элементы Легированными называют стали, содержащие специально введенный элемент для придания стали определенных свойств и структуры. В зависимости от содержания легирующих элементов стали
Сварочные работы: Практическое пособие для электрогазосварщика (9 стр.)
Исходя из этой формулы устанавливаем, что поперечное сечение однопроходного или многопроходного шва (валика), выполненного дуговой сваркой, будет находиться в прямой зависимости от ее погонной энергии.
1. По какой формуле можно определить эффективную тепловую мощность?
2. Что характеризует коэффициент в формуле тепловой мощности сварочной дуги?
3. Что вы знаете об эффективном КПД нагрева изделия?
4. При каком виде сварки наиболее рационально используется теплота, выделяемая в дуге?
5. Какая температура нагрева электрода является оптимальной для формирования качественного сварного шва?
6. Что такое погонная энергия сварки и на что она влияет?
7. Формирование и кристаллизация металла шва, строение зоны термического влияния
Толщина кристаллизационных слоев может колебаться от десятых долей миллиметра до нескольких миллиметров. Закристаллизовавшийся металл однопроходного шва имеет столбчатое строение, это обусловлено тем, что в направлении отвода теплоты (перпендикулярно границе плавления) кристаллиты растут быстрее, чем в других направлениях. Наибольшая толщина кристаллизационных слоев наблюдается в металле шва при электрошлаковой сварке. Ось каждого кристаллита обычно не прямая, она несколько изогнута в направлении вершины шва (рис. 17).

Рис. 17. Направление столбчатых кристаллитов в швах, выполненных электрошлаковой сваркой: а – разрез вдоль шва; б – разрез поперек шва
При сварке под флюсом уменьшается скорость охлаждения шва, это создает благоприятные условия для удаления газов из металла шва и всплывания шлаковых включений, но размер кристаллитов резко увеличивается, что ухудшает прочностные свойства металла шва. Чтобы избежать ухудшения свойств, необходимо измельчить структуру шва. Для этого в жидкий металл вводятся добавки (модификаторы) – алюминий, титан или ванадий. В процессе кристаллизации металла шва возникает неравномерное распределение составляющих сплава. Это в металловедении называют ликвацией.
Ликвация – это прежде всего неоднородность по химическому составу. Ликвация зональная характеризуется различием химического состава периферийной зоны и центральной части металла шва.
Дендритная (внутрикристаллическая) ликвация характеризуется неоднородностью химического состава отдельных кристаллов. Центральная часть дендритов состоит, как правило, из чистого твердого раствора, а граница между дендритами наиболее загрязнена вредными примесями, поэтому разрушение металла шва чаще всего происходит по границам зерен. Чтобы избежать вредного влияния ликвации (особенно при сварке легированных сталей) необходимо производить термическую обработку для выравнивания химического состава металла. На свойства сварного соединения наряду с химическим составом металла шва значительное влияние оказывает и структура металла шва, а также структура зоны термического влияния околошовной зоны. В процессе сварки нагревается основной металл и в нем происходят структурные изменения под воздействием высоких температур.
Область нагрева называют зоной термического влияния. В дальнейшем применяется сокращенное название ЗТВ. Температура, до которой нагреваются отдельные участки ЗТВ, изменяется от температуры плавления до окружающей температуры. Рассмотрим структуры ЗТВ для сталей, наиболее распространенных при сварке конструкций (до 0,20 % углерода) (рис. 18).

Рис. 18. Схема изменения структур околошовной зоны однопроходного шва:
а – температурные границы участков околошовной зоны; б – часть диаграммы состояния сплавов Fe-C
В зависимости от температуры нагрева, структурных и физико-механических изменений в ЗТВ различают следующие участки: 1) неполного расплавления; 2) перегрева; 3) нормализации; 4) неполной перекристаллизации; 5) рекристаллизации; 6) синеломкости.
Участок неполного расплавления является переходным от наплавленного металла к основному, его часто называют переходной зоной. В процессе сварки этот участок находится в твердожидком состоянии, и поэтому переходная зона отличается по химическому составу как от основного, так и от наплавленного металла. Свойства этого участка оказывают в большинстве случаев решающее влияние на работоспособность сварной конструкции.
Участок перегрева определяется температурными границами: от температуры участка неполного расплавления до температуры около 1100 °С. В некоторых случаях при ручной сварке в зоне перегрева сталей с повышенным содержанием углерода образуется крупнозернистая структура, которая заметно снижает пластичность металла и увеличивает его хрупкость.
Ударная вязкость снижается на 25 % и более.
Участок нормализации охватывает металл, нагреваемый в процессе сварки от температуры несколько выше линии критических превращений до температуры ниже 1000 °С. На этом участке происходит образование мелкозернистой вторичной структуры. Механические свойства металла на участке нормализации обычно выше свойств основного металла в его исходном состоянии.
Участок неполной перекристаллизации для низкоуглеродистой стали определяется температурным диапазоном от 725 до 850 °С. Металл на этом участке подвергается только частичной перекристаллизации. Наряду с зернами, образовавшимися в результате перекристаллизации, присутствуют зерна исходного металла.
Участок рекристаллизации наблюдается при сварке стали, подвергшейся пластической деформации (прокат). На этом участке в интервале температур 450-700 °С наблюдается некоторое измельчение зерен, что не изменяет механических свойств ЗТВ металла.
Участок синеломкости охватывает температурный диапазон от 200 до 400 °С. На этом участке наблюдаются синие цвета побежалости на поверхности металла. При сварке низкоуглеродистых сталей на участке наблюдается резкое падение ударной вязкости из-за снижения пластичности. Это происходит в тех случаях, когда в сталях содержится кислород, азот и водород в несколько избыточном количестве.
Размеры отдельных участков ЗТВ и общая ширина ее зависят от условий нагрева, охлаждения и способов сварки.
1. Расскажите о формировании и структуре шва в момент перехода металла из жидкого состояния в твердое.
2. Чем вызвано направление роста кристаллов в процессе охлаждения?
3. Каково влияние скорости охлаждения на структуру шва?
4. Каково влияние химического состава на структуру шва?
5. Что такое зона термического влияния и ее основные участки?
6. Дайте краткую характеристику участков зоны термического влияния.
8. Старение и коррозия металла сварных соединений
Старением металла называют процесс изменения структуры и, как следствие, механических свойств металла со временем. Он проявляется в повышении твердости и хрупкости металла. Если процесс старения происходит при комнатной температуре, то он называется естественным старением. Если процесс старения происходит при нагреве до заданной температуры с последующим охлаждением – искусственным старением.
Искусственному старению подвергают в основном сплавы титана и алюминия для повышения прочности этих сплавов. Повышение прочности при искусственном старении оценивается при испытании на ударную вязкость металла шва.
Коррозией называется процесс физико-химического разрушения металла под влиянием внешней среды.
Коррозионная стойкость сварных соединений в различных средах и при различных температурах имеет большое значение, так как сварные швы и соединения часто работают в средах, способных вызвать разрушающую коррозию, таких как атмосферная влага, морская вода, растворы кислот и щелочей; совместное действие этих факторов.
По характеру процесса различают химическую и электрохимическую коррозию.
Химическая коррозия есть процесс окисления металла при непосредственном воздействии окружающей среды без присутствия электрического тока. Окисление железа и его сплавов происходит на воздухе, в дистиллированной воде, в концентрированных агрессивных средах и т. д.
Электрохимическая коррозия характеризуется тем, что она протекает в электролитах (растворах солей, кислот, щелочей) и сопровождается появлением электрического тока.
Читайте также: