Как отшлифовать столы фуганка
Строгальные ножи требуют своевременного ухода потому что:
- тупые поверхности некачественно обрабатывают древесину;
- при обработке мягких пород затупленными ножами поверхность покрывается ворсом и неровностями;
- стертые кромки крошатся;
- во время строгания тупыми кромками перегружается двигатель и силовые узлы.
Попытки заточить лезвия своими руками с помощью алмазных брусков, как правило, дают кратковременный результат. Из-за некачественной правки лезвия приходится скоро перетачивать. Поэтому профессиональные столяры используют только механическую заточку.
Основные правила заточки ножей в ножевых головках
В этой публикации сделана попытка подробно и в доступной форме рассмотреть вопросы повышения качества заточки ножей и приводятся рекомендации по увеличению стойкости и ресурса ножей в производственных условиях.
Ножевые головки подразделяются на фуговальные и профильные. Различаются они в основном по типу применяемых ножей, конструктивным особенностям крепления ножей и способам крепления головок на шпинделях станков. Имеются также ножевые головки, оснащенные сменными пластинками твердого сплава, но они используются, как правило, для изготовления высокоточных и высококачественных погонажных изделий и не перетачиваются (по мере износа пластинки заменяются новыми). Правда, следует отметить и то, что в условиях российской действительности и псевдоэкономии некоторые производители предпочитают их перетачивать по передней плоскости один — три раза.
По способу крепления на валах головки разделяют на инструмент с механическим креплением (гайкой) и гидрозажимной.
Фуговальной называется ножевая головка, в корпусе которой устанавливаются прямые ножи, предназначенные для создания плоских обработанных (фрезерованных) поверхностей на деталях и заготовках.
Допускается профилирование фуговальных ножей для получения неглубоких профилей, с глубиной фрезерования не более 3 мм. Это связано с недостаточной прочностью данных ножей и возможностью их разрушения в процессе обработки заготовок, особенно при перегрузках, что весьма опасно. Фуговальные головки оснащаются, как правило, тонкими импортными ножами толщиной 3 мм и шириной 30, 35 мм и отечественными — в соответствии с отечественным ГОСТ 6567-75 — шириной 25, 32, 40 мм (длина зависит от ширины обработки).
Профильной называется ножевая головка, в корпус которой устанавливают толстые профильные ножи. Толщина ножей отечественного производства (по ГОСТу) — 6 мм, импортных — 5, 8, 10 мм, ширина — 50, 60 или 70 мм (в зависимости от глубины профиля), длина зависит от ширины обработки. Это относится как к отечественным, так и к импортным ножам. У импортных ножевых головок, как и у профильных ножей (бланкет) мелкое прецизионное рифление на базовых поверхностях, позволяющее устанавливать ножи правильно и качественно в ножевых головках без применения специальных устройств.
Ножи в зависимости от условий применения (фрезерования материалов мягких или твердолиственных пород) изготавливаются из быстрорежущей инструментальной стали (HSS) или с применением твердых сплавов (НМ).
Ножи в ножевых головках перетачивают только по задней поверхности. Правда, и здесь бывают исключения, т. к. некоторые российские производители, не располагая специальным оборудованием или не имея возможности заточить инструмент в каком-либо сервисе, точат его по передней грани ножа, резко снижая его ресурс, поскольку стачивать по толщине более чем на 1/3 толщины нельзя, это небезопасно.
По способу заточки ножевые головки можно разделить на фуговальные прямые и профильные.
Алгоритм заточки фуговальной ножевой головки таков. На специальном приспособлении (правиле) ножи в ножевой головке устанавливаются так, чтобы все их вершины (лезвия) располагались строго на одной окружности при вращении головки. Затем ножи закрепляются в теле головки специальными болтами. Ножевая головка устанавливается на заточном станке таким образом, чтобы задняя поверхность ножа (затачиваемая задняя кромка) была строго параллельна плоскости шлифовального круга.
Абразивный инструмент подводится к задней поверхности ножа. Положение абразивного инструмента определяется по искре, которая образуется, когда круг слегка касается затачиваемого инструмента по всей плоскости задней кромки. Если этого не происходит (то есть если нет искры), то в процессе заточки произойдет изменение угловых параметров режущего инструмента, что приведет либо к снижению стойкости ножа, либо к снижению качества получаемой поверхности (что свидетельствует о неправильных настройках станка).
Если на предприятии нет заточного оборудования для заточки фуговальных ножей непосредственно в ножевой головке, ножи могут быть заточены на плоскошлифовальных заточных станках, оборудованных приспособлениями для крепления ножей и выставки углов заточки на ноже, после чего ножи могут быть также выставлены и закреплены на головке с помощью правила или другого приспособления (специального шаблона). Однако нужно понимать, что такой точности заточки инструмента, качества получаемой поверхности и стойкости ножей, как при использовании вышеуказанного способа, добиться невозможно.
Абразивный круг на заточном станке выполняет три движения: вращательное, возвратно-поступательное движение вдоль оси ножевой головки, прямолинейное движение перпендикулярно оси ножевой головки.
При заточке фуговальных ножевых головок следует обращать внимание на ряд особенностей. У ножей в обычных и гидрозажимных строгальных ножевых головках разные задние углы. Задний угол ножей в обычных строгальных ножевых головках 45°. Задний угол ножей в гидрозажимных ножевых головках составляет 60° (не путать с углом заострения на ножах, стандарт которого 40°, но могут быть и другие значения — в зависимости от условий и режимов резания).
Таким образом, у ножей в обычных и гидрозажимных ножевых головках различные углы заострения. От величины угла заострения зависит сила резания, необходимая для отделения стружки от обрабатываемой детали и обеспечения правильных режимов резания. Чем меньше угол заострения, тем меньше силы резания, однако при уменьшении угла заострения режущая кромка начинает терять свою стойкость, что приводит к частой замене режущего инструмента в процессе работы. Необходимо помнить, что головки с острыми углами целесообразны при обработке мягкой древесины, а с тупыми — при обработке твердой древесины. Целесообразно в каждом конкретном случае при выборе угла заострения экспериментировать, как правило, в пределах ±5°. Иногда для увеличения стойкости ножа на его задней грани делают небольшую фаску шириной 1-2 мм под более тупым углом, чем у самого лезвия (этот угол может отличаться от основного на 5-7°). Эта фаска позволяет увеличить прочность режущей кромки (лезвия) и стойкость инструмента. В результате в процессе резания изменится задний угол, что приведет к увеличению площади соприкосновения задней грани с обрабатываемой заготовкой и некоторому увеличению нагрева ножа от сил трения, что допустимо, но следует помнить, что фаска не должна быть больше рекомендованной, в противном случае это приведет к интенсивному разогреву ножа и уменьшению его стойкости при работе.
Виды и конструкции станков
Представленные на рынке станки различают по механизму подачи ножа:
Станок для заточки строгальных ножей с ручной подачей состоит из:
- основания;
- абразивного камня;
- каретки для фиксации ножа.
Во время обработки резец перемещается поступательно с помощью рукоятки. Поперечное передвижение резака обеспечивается маховиком.
Автоматические станки отличаются размерами и набором опций. Механизмы для промышленного применения устанавливают на мощную чугунную станину. Каретка оборудована суппортом. Можно выставить скорость перемещения лезвия и толщину снимаемого слоя металла. Промышленные станки позволяют одновременно затачивать несколько строгальных лезвий, не меняя настройки.
| Корвет К-470 | WTG-163 | GA-630 | GA-850 | ZX-1000 | |
| Максимальная длина ножей, мм | 630 | 630 | 640 | 850 | 1000 |
| Диаметр абразивного диска, мм | 100 | 150 | 125 | 125 | |
| Угол заточки, град | 35…55 | до 30 | 35…45 | 35…45 | До 30 |
| Мощность двигателя, Вт | 550 | 550 | 850 | 850 | 1500 |
| Габариты, см | 90 х 48 х 42 | 100 х 60 х 65 | 100 х 54 х 120 | 120 х 54 х 120 | 190 х 56 х 150 |
| Масса, кг | 75 | 60 | 112 | 125 | 250 |
| Доп. сведения | Оснащен асинхронным мотором возможна заточка мокрым способом | Обрабатывает фрезы, дисковые пилы | Возможна мокрая заточка | Может точить до 4 лезвий, мокрый способ | Предусмотрен мокрый способ, шлифовальный диск чашечного типа, управляется через вынесенный пульт |
Читать также: Тяжелые цветные металлы список
Таблица 1. Характеристики некоторых моделей станков для заточки строгальных ножей
Компактные автоматические станки для дома и небольших мастерских рассчитаны на обработку одного резака за один заход. Они также предусматривают регулировку скорости и автоматическую подачу инструмента.
Перед началом работы на любом оборудовании по заточке, следует убедиться в прочном креплении станины. Вибрация станка ухудшает качество заточки и может привести к травмированию мастера.
Как сделать станок своими руками?
Схема заточки ножа на станке.
Чтобы наточить фуговальный нож, необходимо использовать специальные точильные станки. Это особенно важно, когда фуговальное, строгальное и прочее деревообрабатывающее оборудование используется часто. Точильный станок имеет компактные размеры, его можно установить даже в гараже или небольшом сарае на дачном участке. Перед началом сборки необходимо приготовить соответствующие инструменты, которые будут использоваться во время сборки точильного станка:
- стол, на котором будет проводиться работа;
- планшайба;
- пылесос;
- двигатель;
- кожух для станка.
Начинать сборку станка надо с поиска подходящей планшайбы. Она является одной из важнейших деталей для точильного станка. Все фуговальные ножи довольно узкие, поэтому точить их можно только при помощи планшайбы подходящего типа. Тогда работа по заточке будет качественной, безопасной, быстрой. Планшайба занимает основную часть стоимости всего оборудования. Сделать точильный станок самостоятельно выгоднее, дорогих деталей для него не потребуется. Изготовление вполне будет оправдано, если придется часто проводить деревообработку.
Планшайбы надо покупать новые, рекомендуется брать элементы американского либо немецкого производства. У них самое высокое качество, а стоимость колеблется на уровне 25 000 руб. Далее необходимо подобрать двигатель для будущего точильного станка, лучше всего брать мотор на 1-1,5 кВт, можно использовать даже подержанный элемент. Для станка отлично подходят моторы от старых стиральных машин, но предварительно надо убедиться в работоспособности двигателя.
Мотор крепится под столешницей, планшайба монтируется к движущейся части.
Необходимо обязательно предусмотреть наличие кнопки для включения/выключения станка. Располагаться она должна в зоне доступности руки. Планшайба сверху накрывается кожухом, который изготавливается в виде квадрата. Один угол кожуха надо срезать, так как с этой стороны будет производиться заточка фуговальных ножей своими руками. В нижней части столешницы делается отверстие, оно будет предназначено для трубы пылесоса, при помощи которого будут удаляться все загрязнения, возникающие во время заточки. Кроме заточки фуговальных ножей, подобный станок можно использовать для других работ, например, для обработки лезвий топора, пил и прочих инструментов, используемых на дачном участке.
Заточка фуговальных ножей может производиться различными методами. Для этого подходят специальные точильные камни. Однако компактный точильный станок можно собрать и самому. Он будет использоваться для заточки разнообразных инструментов, включая пилы и топоры.
Основные правила использования оборудования с ручной подачей
Такие станки используют при разовых работах и затачивания своими руками небольших партий лезвий, так как процесс обработки достаточно длительный.
- Перед началом работы необходимо удостовериться в том, что точильная поверхность чистая, без пятен и разводов.
- Движение каретки должно быть плавным, без рывков и толчков. Запрещено останавливать ее в момент приближения резца к точилу.
- Чем быстрее перемещается каретка, тем ниже качество заточки. Оптимальная скорость движения — 5 — 6 мминуту.
- Для правильной заточки важна амплитуда движения каретки. За проход в каждую сторону она должна перемещаться на 10 — 13 см дальше конца ножа. Так достигается оптимальный контакт между резцом и точилом, который должен прерываться перед движением в обратную сторону.
Самодельный станок для заточки строгальных ножей
Конструкция, сделанная в домашних условиях своими руками, позволяет быстро и качественно затачивать ножи под один установленный угол. Заводской угол при этом изменится, поэтому все лезвия необходимо будет переточить. Качество строгания не ухудшится, а может и улучшиться.
Читать также: Как отрегулировать карбюратор на бензопиле хускварна 135
Чтобы своими руками сделать устройство для заточки прямых лезвий строгальных, фуговальных и рейсмусовых машин, требуется:
- металлический уголок №50;
- труба круглого сечения диаметром не более 50 мм;
- электродвигатель от стиральной машинки;
- мощная пружина;
- болт с гайкой;
- пластиковая ручка (набалдашник);
- болгарка;
- сварочный аппарат.
Изготовление станка своими руками.
- Отрезаем уголок длинной около 50 см.
- Два куска трубы изгибаем таким образом, чтобы получилось устойчивая подставка под уголок, привариваем ножки. Уголок должен располагаться вертикальной плоскостью к мастеру.
- На левом конце за уголком прикрепляем электродвигатель. Он размещается на двух точках: жесткой оси и мощной пружине; Пружина затягивается и отжимается с помощью регулировочного винта, передвигая двигатель ближе или дальше от направляющей-уголка.
- На вал электродвигателя надеваем абразивный круг.
- Двигатель запускается выключателем, размещенным на станине в удобном месте.
- Подаем инструмент с помощью самодельных тисочков из отрезка трубы длиной 25 см, прижимной пластинки, болта с гайкой и набалдашника. Зажимаем нож в тисках и перемещаем его по направляющей, держа за набалдашник.
Видео обзор этой модели станка:
Это для тех, у кого есть проблемы с заточкой ножей, для строгальных станков по дереву. Качество обработки древесины (и не только древесины) зависит от «остроты» ножей и не только качество обработки, но и безопасность работ на таких станках. В моем «арсенале» присутствует семь таких станков. Каждый раз «искать», где поточить надоело. Да и особо то не найдешь. Сам процесс заточки не терпит «быстроты», нож просто можно «сжечь». Требуется много времени на это и желательно это делать дома. Станок должен быть автоматический или хотя бы полуавтоматический. Дабы снять с оператора станка максимум нудной работы.
Как всегда в моей практике применяю, прежде всего сделать из «того, что есть». Свести до минимум затраты, при этом не должно страдать качество работы, будущего изготовленного изделия.
Читать также: У8а расшифровка марки стали
В итоге получился вот такой «агрегат». Работой станка доволен, проблема заточки ножей, снята.
Заточка инструмента
Заточка ножей фуганка представляет собой простой процесс, вам нужно лишь перемещать держатель из стороны в сторону относительно точильного камня. Старайтесь не давать лезвию выходить за края камня. Зафиксируйте держатель в 12 мм от окончания круга. При осуществлении работы нужно наладить подачу водяного охлаждения. Будьте готовы к тому, что нужно будет регулярно пополнять запас жидкости в бачке и не допускать осушения резервуара. Чтобы обезопасить работу нужно добиться, чтобы влага не стекала на пол под ноги.

Заточка фуговальных ножей довольно длительная процедура. Периодически проверяйте чистоту точильного камня, поскольку тот может быстро засаливаться. Чтобы его очистить, нужно воспользоваться специальным бруском, как только будет обнаружено загрязнение. Кстати, выбор камня во многом зависит от разновидности инструмента. Фуговальный станок может включать ножи из различных типов твердости, так что осторожно выбирайте точильный камень.
Обычно ножи для фуговального станка точатся в течение 20 минут, после чего нужно выполнить доводку. Эта процедура осуществляется при помощи специальной пасты. Полировка проводится для того чтобы на лезвие не было малейших шероховатостей, заусенцев, иначе работы с таким ножом не будет полноценной. Проверяют эффективность заточки при помощи разрезания им листка бумаги. Если срез выполнен аккуратно, то нож полностью готов к работе.
Читать также: Как проверить зарядку аккумулятора в домашних условиях
Качество строгания и надлежащая рабочая устойчивость ножа зависят главным образом от его заточки: от состояния режущей кромки (лезвия) ножа и угла резания. Мшистость, шероховатость, неровность на строганых плоскостях материала вызываются исключительно этими двумя факторами: Ножи с тупым лезвием не перерезают, а перерывают, перетирают волокна, которые при этом мнутся, изгибаются и создают лишнее сопротивление резцу. Во избежание этого необходимо тщательно затачивать ножи, стремясь получить идеально плоские грани режущей кромки, пересекающиеся под заданным углом.
Выдвинув нож вперед от центра, можно несколько увеличить угол резания и, наоборот, сдвинув нож к центру, – уменьшить его, однако лишь в небольших размерах (выдвижение ножа на 1 мм увеличивает угол резания на 4-6°). В утрированном виде это показано на рис. 237.
Углы резания и заточки строгальных ножей, приведены в табл. 97. Они в одинаковой степени относятся как к фуговальным, так и к рейсмусовым ножам.
Таблица 101 – Таблица фактических скоростей подач (при автоматической подаче материала)
Методика и технология настройки фуговального станка
Операция фугования в столярной обработке древесины является базовой (первичной). Все остальные операции проводятся после получения первой плоской поверхности.
Основное назначение фуговального станка – это получение гладкой ровной (плоской) поверхности.

Все настроечные работы проводятся только после устранения неисправностей фуганка.
Основными неисправностями фуганка могут быть:
- Привод вала (электродвигатель)
- Посадочное место вала двигателя и его шкив (разбитый вал – разбалансированный шкив). Данная ситуация часто возникает при проведении ремонтных работ, когда происходит слом края шкива в процессе его демонтажа. В связи с тем, что привод в фуговальном станке работает, как правило, на повышение оборотов, соответственно шкив электродвигателя имеет существенно больший диаметр, чем шкив строгального вала. В свою очередь нарушение балансировки шкива в результате его поломки (слом его края) приводит к разбалансировке связки электродвигатель привода-шкив. Увеличиваются ударные нагрузки на вал двигателя. Результатом становится повышенная вибрация всего станка, ускоренное разрушение подшипников электродвигателя.
- Подшипниковые опоры строгального вала. Данная неисправность возникает в результате не квалифицированного демонтажа шкива для замены подшипников строгального вала. Возникает дисбаланс вала и вибрации.
- Износ опорных шеек строгального вала
- Шкив строгального вала
- Износ приводного ремня
- Заклинивание эксцентриковых опор столов
Настройка фуговального станка производится каждый раз при :
- окончании ремонтных работ
- перемещении станка на новое место
- ухудшении точностных характеристик станка.
настройка столов фуговального станка
Является главной операцией. От точности ее выполнения зависит качество настройки станка и получение плоской поверхности обрабатываемой заготовки.
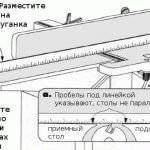
Для проверки параллельности подающего и приемного стола основным измерительным инструментом является поверочная линейка. Для настройки фуганков с длиною столов от 2100 мм оптимальным инструментом будет поверочная линейка ШД-2000. В случае ее отсутствия можно воспользоваться новым строительным уровнем такой же длины.
Перед началом проверки и выставления параллельности столов необходимо убедиться в геометрии каждого стола в отдельности. Если настраиваемый станок ранее был в эксплуатации или рассматривается вопрос приобретения станка БУ, необходимо проверить геометрию столов.
Для начала проверяется износ стола по его длине.
Дело в том, что столы фуговальных станков изготавливаются из «мягких» сортов чугуна, слабо устойчивых на истирание. При большом сроке эксплуатации и работе с грязным материалом возникает повышенный износ столов в их средней части. Это главный параметр, по которому можно оценить целесообразность покупки станка БУ.
Укладываем поверочную линейку поперек стола и в начале, средине и конце стола проверяем измерительным щупом величину износа стола. В идеальном случае износа быть не должно. При большом зазоре данный дефект может быть исправлен только шлифованием (фрезерованием) всего стола целиком. Стоимость данной операции может быть соизмерима с ценой всего БУ станка. В этом случае целесообразность покупки такого станка вызывает большой вопрос.
Подгонка пластин примыкания к ножевому валу
Для столов, имеющих регулируемые (съемные пластины примыкания к ножевому валу) необходимо установить короткую поверочную линейку на соответствующий стол и используя измерительный щуп, проконтролировать отсутствие зазора между линейкой и столом.
В случае наличия зазора необходимо:
- Демонтировать пластину
- Очистить посадочное место
- Используя подкладку мерных пластин выровнять пластину примыкания. В зависимости от наличия зазора (у стола или у вала) подкладочные пластины устанавливаются до или после крепежных винтов. Иногда после установки и закрепления пластин примыкания требуется дошлифовка мест примыкания.
После проверки столов и настройки примыкающих пластин возможна настройка параллельности столов в целом.
Существует несколько способов настройки параллельности подающего и приемного стола.
Простой способ настройки используется для бытовых станков.
Такие устройства, как правило не имеют отдельных (4) опор установки столов.
- Подающий стол устанавливается на высоту приемного
- Укладывается поверочная линейка на 2 стола
- Контролируется отсутствие зазоров под линейкой.
В случае зазоров мерными подкладками под направляющими столов выводиться одна плоскость.
Правильный способ настройки профессионального фуговального оборудования:
- Проверка положения строгального вала относительно приемного стола. Ножевой вал должен быть параллелен приемному столу и быть ниже его уровня на высоту выхода ножа из строгального вала на 2-3 мм. В зависимости от конструкции станка данная операция проводиться либо установкой мерных пластин под опоры ножевого вала, либо под опоры приемного стола.
На части станков приемный стол так же имеет возможность настройки своего положения за счет поворота эксцентриков. В таком случае установка стола осуществляется регулировочной гайкой 9.
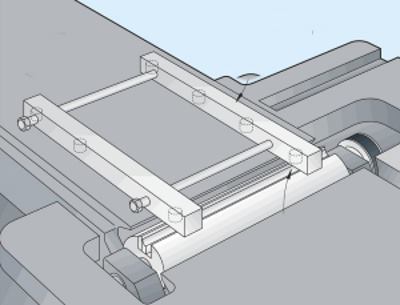
- На приемный стол укладывается поверочная линейка таким образом, чтобы всей своей длиной она находилась на приемном столе, а ее свободный конец висел над подающим столом. При необходимости, для исключения ее перевешивания на подающий стол конец линейки может быть закреплен к приемному столу струбциной.
- Мерным щупом измеряется расстояние от поверочной линейки до стола в 4 точках (1,2,3,4). Данные точки расположены над опорами стола. При этом измерения проводятся в 2 этапа: когда линейка расположена над точками 2 и 4, затем линейка переставляется параллельно на другой край стола и призводятся измерения в точках 1 и 3.
- Выбирается точка с наименьшим расстоянием. Пусть это будет точка 2.
- Поднимаем подающий стол до положения, когда точка 2 коснется поверочной линейки.
- Мерным щупом определяем расстояния в четырех точках и записываем их на столе. Пример т.1-0,3мм, т.2-0мм, т.3-0,2мм, т.4- 0,1мм
- Данные значения соответствуют толщинам мерных подкладок, которые в соответствующих точках необходимо подложить под опоры.
- После установки мерных пластин еще раз контролируем параллельность подающего и приемного столов.
Последнюю операцию необходимо проверять при положении стола в верхней точке и в нижней. Иногда встречаются «сложные случаи» неквалифицированного ремонта, когда настройка проводиться по методике описанной выше, а последний пункт (8) не выполняется. Столы теряют параллельность при изменении высоты строжки (толщины съема). Такая ситуация может возникать в том случае, если в течении долгой жизни станка проходил ремонт эксцентриковых опор подъема стола (например меняли тягу, связывающую эксцентрики опор подъема. Причем новая тяга оказалась по длине «чуть-чуть» другой. Или при установке старой тяги один эксцентрик установлен в верхнем положении, а другой в нижнем.
Соответственно при изменении положения рычага передняя часть стола поднимается а задняя опускается.
Установка ножей
Производиться после их переточки либо необходимости их подстройки.
Правильность установки ножей можно легко проверить после осмотра отфугованной заготовки. В случае «провала ножа» - нож установлен ниже уровня приемного стола, будет заметен «вырыв» древесины в начале заготовки. При высоком положении ножа такой же эффект виден в конце обработанной заготовки.
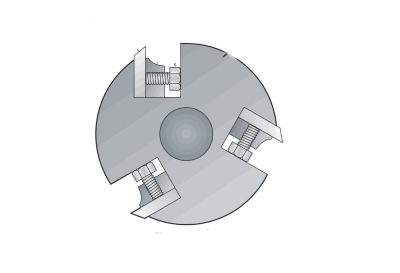
Правильность установки ножей хорошо видна на рисунке: при повороте строгального вала ножи должны касаться заготовки но не отрывать ее от стола.
Настройка фуганка

При обработке деревянных деталей не обойтись без электро фуганка. Перед началом работы необходимо настроить станок, это касается инструмента любого размера и мощности. От правильной настройки зависит как безопасность работы, так и точность изготовления деталей.
А точность в свою очередь уменьшает затраченное время и повышает качество изделий. У каждого фуганка есть два стола, один жестко закрепленный за ножами и стол регулируемый по высоте перед ножами.
В рабочем барабане крепятся два или три съемных ножа, которые так же необходимо правильно выставить. Но начать лучше с регулировки стола.
1. Выставляем столы на одном уровне и с помощью хорошего строительного уровня проверяем поверхности столов. Они должны находиться точно на одном уровне, под линейкой не должно быть зазоров и провисов. Если края столов провисают, то деталь при строгании получится вогнутой.
Если под уровнем есть зазор в середине, то кромки деталей получатся выгнутыми наружу.
И то и другое плохо, заготовки выстрагиваются гнутыми и делянки крайне сложно точно пристрогать при склеивании.
На всех фуганках есть регулировочные болты. Они могут отличаться по виду и форме, но принцип работы один. С помощью вкручивания или выкручивания, мы регулируем уровень поверхности неподвижного стола. Затем фиксируем болты контрогайками, или дополнительными фиксаторами.
2. Кроме общего уровня столов, необходимо сразу обратить внимание на угол между столами и направляющей линейкой. Проверяйте этот угол во всех точках, по всей длине направляющей. На старых фуганках могут проявиться провисы самой металлической столешницы, или даже изгиб направляющей линейки.
Но при аккуратной подгонке и регулировке можно добиться приемлемого уровня.
В любом случае обязательно надо качественно настроить угол между столом и направляющей, он должен быть точно 90*. Как правило, фиксатор для установки угла делается с рукояткой, поэтому надо ослабить зажим, выставить линейку по угольнику и опять зажать фиксатор.
3. Ножи при установке выравниваются по неподвижной столешнице. Все ножи должны быть выставлены на одном уровне, иначе работать будет только один, самый выступающий. А один нож дает не такую качественную поверхность, он будет рвать древесину.
Кроме того резко увеличивается нагрузка на режущие части и как следствие возникают дополнительные вибрации. Близко к теме измерительные инструменты мастера.
Проверять установку ножей лучше с помощью строганного бруска из твердых пород дерева. брусок укладываем на неподвижный стол и ведем в направлении ножей.
Брусок должен слегка зацепить и провернуть ножи, но при этом не должен появиться зазор между бруском и рабочим столом фуганка.
В общем точность настройки измеряется не миллиметрами и даже не десятыми долями миллиметра. Речь идет о точности 0,02 — 0,03 мм. .
4. Конечно ножи, как и рабочие поверхности столов необходимо настраивать по всей ширине фуганка. Для этого существуют разные приспособления, но мастера чаще проверяют уровень с помощью одного бруска, прикладываемого в разных точках стола.
Работа будет проще, если собрать блок из двух брусков и сразу проверять уровень установки ножей на обеих концах барабана.
Еще один способ для точной настройки, заключается в использовании куска стекла шириной не больше длины ножей. Такое стекло лучше заранее подготовить и обязательно отшлифовать кромки чтобы не порезаться.
Задача фуганка сделать заготовку ровной и плоской. Для этого нужно знать как устроен фуганок, как правильно настроить и знать приемы использования, также знать правила содержания инструмента в рабочем состоянии. Фуганок, устройство предназначенное для выравнивания поверхности заготовки с острыми лезвиями. Устройство имеет два отдельных стола: приемный стол и подающий стол. Наверно понятно, что подающим называют стол, где заготовочный материал двигается к режущей части инструмента- режущая головка, а приемным называют стол, куда размещается материал после прохождения режущей головки.
Первоначальная настройка столов фуганка


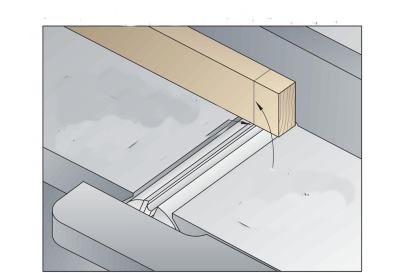
На рисунке видно как линейкой проверяется параллельность двух столов. Для этого снимается защита режущей головки и линейкой проверяем в нескольких точках.
Распространенная проблема заготовок: неровности, выпуклости, вогнутости. Если наружные края подающего или принимающего стола опущены, то результатом заготовки будет вогнутость.
Это означат что наружные края подающего или приемного столов опущены ниже уровня. Выпуклая форма заготовочного материала является результатом, что внутренние края столов имеют наклон к режущей части.


Далее следует проверить ножи. Высота должна быть равной высоте приемного стола. Результатом неправильной регулировкой ножа будет порывистость или сколы на заготовке. На рисунках показано, как линейкой проверяется расположение ножей на одном уровне. Для этого используйте гаечный ключ, ослабьте планку ножа, исправьте и затяните гайки. Проверьте высоту ножей. На рисунке показан конечный результат регулировки. Вращая режущую головку должны убедиться, что каждый из ножей должен делать легкий контакт в верхней точке.
Глубина строгания
После настройки высоты ножей, необходимо перейти к настройкам глубины строгания, что означает на какую глубину будет фуганок остругивать древесину. Глубина строгания устанавливается перемещением подающего стола вверх или вниз.
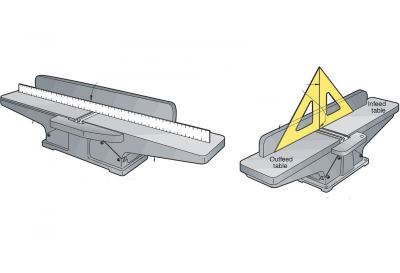
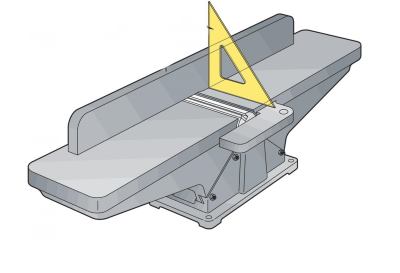
Следующим шагом является проверка упора на фуганок.

Упор должен быть настроен под углом 90° по отношению к подающему и приемному столам. Это простая процедура. Регулировка упора делается угольником и столы при этом должны быть чистыми.
Соединение заготовок
Направление волокон

Для соединения двух заготовок требуется параллельность и прямоугольность заготовок. Для получения хорошего результата есть несколько советов.
Определение направления волокон на древесине, т.е. подавать заготовку к ножам нужно узкой частью клина. Смотрите фото на рисунке с иллюстрациями направления волокон.
Глубина среза
Глубина среза устанавливается не более 1.7.мм. Это способствует гладкой обработке материала и сохранению долговечности ножей. Исключение может быть только при обстругивании неровных поверхностей.
Фугование кромок

Заготовку надо держать лицом к упору. Начинать надо с давления на передний край древесины при перемещении к режущущей части.
Затем давление перемещается к середине и на края. Т.е. заготовка должна иметь постоянный контакт с упором и приемным столом. Последний проход должен быть медленным, чтобы получить гладкую поверхность. При сращивании заготовок необходимо выполнить подгонку кромок и убедиться, чтобы не было зазоров, а также учесть направление волокон, чтобы скрыть место соединения. Процесс подбора направлении волокон не из легких.
Читайте также: