Ender 3 pro не липнет к столу pla
Fockus
Администратор
Очень важно, чтобы первый слой распечатки надежно прикрепился к платформе принтера так, чтобы все остальные слои использовали бы его как фундамент. Если первый слой к платформе не прилип, в дальнейшем возникнут проблемы. Решить это недоразумение можно массой различных способов, так что мы укажем лишь на самые типичные причины и объясним, как их устранить.
Платформа печати не выровнена
Многие принтеры позволяют подстраивать положение платформы печати с помощью нескольких винтов или ручек. Если это ваш случай и у вас проблемы с прилипанием первого слоя, самое первое, что надо сделать, — убедиться, что ваша платформа печати ровная и не перекошена. Если наблюдается перекос, одна из сторон платформы может оказаться слишком близко к соплу, тогда как другая будет слишком далеко. Чтобы получить как можно более качественный первый слой, платформу печати следует соответствующим образом подогнать. В большинстве программ для 3D-печати есть соответствующий мастер установки, который проведет вас по всем этапам выравнивания платформы. Обычно его, Bed Leveling Wizard, можно найти где-то в меню Tools.
Сопло начинает работать слишком далеко от платформы
После того как вы надлежащим образом выровняли платформу, вы должны еще убедиться, что сопло начнет работать на правильной высоте от платформы. Ваша задача — установить экструдер на идеальном расстоянии от платформы печати: не слишком далеко и не слишком близко. Чтобы печатаемый объект лучше держался на платформе, полезно, чтобы филамент слегка в нее вминался. Вы, конечно, можете всё настроить непосредственно на принтере, но, как правило, гораздо проще (и гораздо точнее!) это получается через программу. Обычно соответствующие параметры можно найти в меню наподобие Edit Process Settings → G-Code. Там можно выставить глобальное значение для смещения G-Code по оси Z, подстроив его исключительно точно. Например, если вы установите это смещение в -0,05 мм, сопло начнет печатать на 0,05 мм ближе к платформе. Не перестарайтесь, задавайте только совсем небольшие смещения. Каждый слой вашего объекта обычно имеет толщину около 0,2 мм, так что «небольшие» смещения следует понимать в таких масштабах.
Первый слой распечатывается слишком быстро
Когда вы распечатываете на платформу первый слой пластика, вам надо, чтобы этот первый слой, перед тем как на него будет выложен второй, хорошо прикрепился к поверхности. Если вы печатаете первый слой слишком быстро, пластик может не успеть прикрепиться к платформе. По этой причине, как правило, оказывается очень полезным печатать первый слой на более низкой скорости. У большинства слайсеров такая опция имеются. Найти ее можно ориентировочно в меню Edit Process Settings → First Layer Speed. Например, если установить этот параметр в 50%, то первый слой будет печататься на 50% медленнее остальных. Если вам кажется, что и этого недостаточно, попытайтесь изменить его еще.
Настройки температуры или охлаждения
Пластик по мере охлаждения сжимается. Для наглядности представьте себе, что вы печатаете ABS-пластиком объект, имеющий 100 мм в поперечнике. Если экструдер печатает пластиком при температуре 230 °С, а пластик этот выкладывается на холодную платформу, он, выйдя из хот-энда, скорее всего, остынет довольно быстро. У некоторых принтеров есть специальные охлаждающие вентиляторы, которые позволяют ускорить этот процесс. Если объект из ABS остывает при комнатной температуре в 30 °С, ребро длиной в 100 мм сожмется почти на 1,5 мм! Платформа печати при этом таких линейных искажений не претерпевает, она вообще обычно поддерживается при постоянной температуре. В силу этих обстоятельств пластик по мере остывания будет стремиться отсоединиться от платформы. И это важный момент, который следует иметь в виду при печати первого слоя. Если вы замечаете, что сначала слой как будто и прилипает к платформе, но потом, остывая, начинает отставать, возможно, причина именно в настройках температуры и охлаждения.
Многие принтеры, которые предназначены для печати материалами, разогретыми до высоких температур (например, ABS), имеют функцию подогрева платформы, которая помогает бороться с этими проблемами. Если платформа подогрета до 110 °С и эта температура поддерживается в течение всего процесса печати, это обеспечит нагрев первого слоя, и он не будет сжиматься. Поэтому, если у вашего принтера платформа с подогревом, вы можете попробовать его включить, чтобы первый слой не остывал. В целом надо иметь в виду, что PLA хорошо прилипает в том случае, если он подогрет до 60-70 °С, а ABS лучше работает при подогреве до 100-120 °С. В программах управления печатью всё это настраивается. В соответствующем меню, например Edit Process Settings → Temperature, надо выбрать из списка нужную платформу и указать для нее температуру первого слоя. Значение температуры обычно можно изменить после двойного клика на этот параметр.
Если у вашего принтера есть охлаждающий вентилятор, вы можете попробовать его выключить на время печати нескольких первых слоев, чтобы они не остывали слишком быстро. Это тоже, как правило, находится в меню Edit Process Settings, во вкладке Cooling. Здесь можно выставить скорость работы вентилятора для выбранных уровней. Например, вы можете захотеть, чтобы первый слой печатался при выключенном вентиляторе, но чтобы по достижении пятого слоя он включился на полную мощность. Тогда вам потребуется установить две метки в соответствующем списке. Слой 1 — при 0% скорости вентилятора, слой 5 — при 100% скорости. Если вы используете пластик ABS, то вентилятор обычно отключается на все время печати, так что одной метки (слой 1 — 0%) будет достаточно. Если вы по какой-то причине работаете в очень ветреных условиях, вам может также понадобиться защитить принтер от ветра. При печати мостов и нависающих элементов ABS-ом охлаждение лучше включить, так пластик будет быстрее охлаждаться и затвердевать.
Поверхность платформы печати (лента, клей, другие материалы)
Разный пластик по-разному прилипает к разным покрытиям. Поэтому у многих принтеров в комплекте идут специальные материалы, которыми предлагается покрывать платформу для печати. Например, в комплекте некоторых принтеров есть лист FIXPAD — к которому очень хорошо прилипает PLA, ABS, HIPS, SBS. Другие производители предлагают специальные самоклеящиеся пленки для стола 3D-принтера. Если вы собираетесь печатать прямо на эти поверхности, перед началом работы всегда полезно убедиться в том, что на них нет пыли, жира или масла. Достаточно промыть их водой или изопропиловым спиртом — и эффект будет весьма ощутим.
Если у вашего принтера нет такого специального материала для усиления сцепления с платформой печати, у вас все равно есть масса вариантов! Существует много разных типов лент, к которым хорошо прилипают распространенные в 3D-печати пластики. Полоски таких лент просто наклеиваются на платформу, а потом легко удаляются или заменяются по мере надобности, если вы захотите печатать другими материалами. Например, PLA довольно неплохо прилипает к синей малярной ленте, а ABS любит каптон, который известен также как полиамидная пленка. Многие пользователи добились больших успехов, работая с временно наносимым на платформу клеем или разного рода спреями. Это может быть лак для волос, клей-карандаш или более хитрые липкие субстанции, которые позволят решить проблему, если больше ничего не помогает. Просто экспериментируйте и найдите то, что в вашем случае будет работать лучше всего.
Если ничего не помогает, используйте поля: рафт (raft) или брим (brim)
Бывает так, что нужно распечатать очень маленький объект, поверхность которого просто слишком крошечная для того, чтобы прилипнуть к платформе. В программах для 3D-печати часто имеются настройки, которые позволяют эту поверхность увеличить, чтобы было, чему прилипать. Одна из таких опций называется brim (поля). Эти поля представляют собой дополнительные круги, печатаемые вокруг вашего объекта, так что получается нечто в виде шляпы с полями. Опция включается в меню Additions → Use Skirt/Brim. Еще программы печати иногда предлагают напечатать под деталью «плот» (raft), который служит для тех же целей, что и поля.
Почему PLA не прилипает к нагретому столу?
У меня есть базовый Creality Ender-3 с черным грубым покрывалом. Я печатаю с PLA.
После сборки я напечатал 3 или 4 маленькие игрушки, нарезанные Cura с базовыми настройками. Все они были напечатаны очень хорошо!
Однако после этого экструдированная нить не прилипала к столу. Я попробовал сделать следующее:
- Калибровка стола с помощью бумаги формата А4 (каждый угол с плотным соплом для бумаги и повторная калибровка снова)
- После поднятия температуры слоя вверх от запаса 50 до 60 °C
- Вымыл стол с мылом и водой (и высушил).
- Опрыскивал лаком для волос
- Сменил нить накала
Пока ничего не помогло.
Что еще я могу попробовать?
Не все лаки для волос работают! Вы пробовали клеевую палочку, древесный клей и т. Д.? Вы пробовали большую высоту первого слоя? Небольшая чрезмерная экструзия на первом слое, более высокая температура первого слоя и т. Д. @0scar
3 ответа
Лучший ответ:
Я думаю, что вы, возможно, использовали неправильное вещество, чтобы очистить свой стол. Попробуйте использовать изопропиловый спирт (IPA). Возможно, вы оставили какой-то остаток от мыла, который теперь мешает адгезии. Когда это будет сделано, убедитесь, что вы прошли через шаги для выравнивания стола снова. Удивительно, как много разницы делает правильное выравнивание стола в адгезии. Если это все еще не работает, опубликуйте некоторые фотографии своих результатов, которые помогут вам получить лучший ответ.
Установите температуру слоя на температуру стеклования, около 80 °C для PLA:
Нить накала скользкая и не прилипает при комнатной температуре
Нить накала становится липкой, когда близка ее температура плавления
Печатные изделия могут выскочить из стола сами по себе, когда остынут. Это показывает, что они становятся менее липкими, когда охлаждаются
Мне рассказывали об этом и успешно печатали ПЛА без плотов, полей, юбок и т. д.
Попробуйте начать с крошечного отпечатка, такого как маленькая температурная башня.
Примечание: Я только недавно использовал PETG и продолжаю использовать 80 °C; возможно, возникает немного "слоновой ноги". Однако я в первую очередь делаю структурные отпечатки (инструменты, шнурные вешалки и т. Д.), А прочность и надежность печати (высокие отпечатки, не отрывающиеся во время печати) - мои самые высокие приоритеты.
Я ценю предложение понизиться до 75 °C для более поздних слоев и попробую это сделать.
@Oscar Как не выгодно для печати? Я получал, как мне кажется, отличные результаты., @Technophile
Спасибо, я присмотрю за этим., @Technophile
У меня есть Эндер 3в2 со стеклянным столом. Мне нравится использовать 80 °C для первого слоя и 75 °C для других слоев. Если я установлю температуру на столе немного ниже, мне придется добавлять широкие поля практически ко всему, что я печатаю., @mrog
Мыло и вода - абсолютно неподходящий материал для чистки печатного ложа. Это база, а базы скользкие. Это помогает таким вещам, как грязь, соскальзывать, когда мы чистим, но также затрудняет прилипание филамента к столу. Вместо этого используйте спирт для растирания, который слегка кисловат.
Кроме того, не все лаки для волос хороши для этого. Есть определенный ингредиент, который вам нужен, а у некоторых его нет. У других это есть, но есть и другие вещи, которые мешают. АкваНет, как известно, хорош для этого. Вы также можете купить готовый спрей для столов с 3d-печатью.
Отпечатки слишком сильно прилипли к столу. Что делать?
Я новичок. У меня есть Printrbot Игра с надстройкой с подогревом стола. Я использую его исключительно с PLA.
Сначала он работал отлично, но потом я вынул сопло и вставил его обратно, и калибровка Z была потеряна (а я и не знал, что калибровка вообще существует). В результате у меня начались проблемы с тем, что кусок деформировался и не прилипал к столу по углам и по краю, когда кусок был большим и плоским.
Я установил стол с подогревом. Я использовал пленку Кэптона. Все это делало его, возможно, немного лучше.
Наконец я начал настраивать калибровку оси Z (тонкую настройку начального расстояния между соплом и столом), и это сделало ее идеальной. Больше никаких искривлений.
Но теперь у меня другая проблема. При печати деталей с большими плоскими поверхностями, расположенными заподлицо со столом, оторвать их в конце практически невозможно.
Я вернулся к использованию простой синей ленты вместо Каптона, но она все еще слишком хорошо прилипает к нижней части куска. Я попытался оторвать его, просунув под него нож, но на столе осталось несколько царапин. Очевидно, я не хочу продолжать это делать.
Что я могу сделать? Как предотвратить деформацию, а также убедиться, что кусок не слишком сильно прилипает к тому, что находится под ним?
ПРАВКА: Принятый ответ был очень хорош, и я не хочу связываться с ним, добавляя свой собственный "ответ". Итак, вот оно:
В конце концов я добавил стеклянную пластину на стол, с теплопроводным слоем между столом и пластиной (это забавно выглядящий резиновый материал, похожий на жевательную резинку, который проводит тепло). Теперь я просто наношу клейкую палочку на стекло и печатаю. Отлично работает. Большие куски иногда отрываются сами по себе, если я даю им остыть до 30 ° C или ниже.
У меня были некоторые проблемы с датчиком калибровки Z из-за пластины, в конце концов они были решены, но это заняло бы слишком много времени, чтобы объяснять здесь.
Я просто добавил стеклянный лист поверх нагреваемого стола и изменил датчик Z, чтобы увеличить расстояние срабатывания (в итоге склеил тонкие квадраты стального листа на задней стороне стеклянного листа в 3 местах, где принтер выполняет калибровку Z). Мелкие предметы прилипают к стеклу как есть. Для больших предметов может потребоваться немного клея, чтобы предотвратить искривление угла. Все происходит относительно легко, как только стол остынет; некоторые предметы немного прилипают, но отрываются, когда я отрываю их ножом; другие (особенно большие) просто выскакивают сами по себе, когда температура стола падает ниже 30 С., @Florin Andrei
@FlorinAndrei, я не вижу общепринятого ответа. Если нет, то не могли бы вы "принять" лучший ответ? Это прояснит, что вы нашли лучше всего, и бросит несколько очков репутации на человека, который ответил., @cmm
Я испытал "супер прилипание" PLA только в том случае, если печатному столу позволено слишком сильно остывать. Я бы посоветовал слегка подогреть ваш стол, когда вы обнаружите, что печать прилипла, а стол прохладный. (То, на что вы устанавливаете температуру для предварительного нагрева, будет зависеть от рассматриваемого филамента, но начните с низкого уровня и работайте, и вы можете найти подходящее место/точку высвобождения для вашего конкретного PLA)
Я никогда не сталкивался с "суперлипанием" PLA, напечатанным на плотах (независимо от температуры печати).
Плоты дадут вам жертвенную сетку PLA между вашей фактической готовой частью и самим столом. Таким образом, вы можете "вытащить" напечатанный объект со стола и получить больше свободного места для увеличения рычагов воздействия без повреждения самого предмета(используйте пластиковое лезвие бритвы, обычное в наборах для замены экрана сотового телефона/планшета, и вы, как правило, не поцарапаете печатное полотно/покрытие/ленту для печати). Решетка/сетка плота также, как правило, будет иметь меньшую площадь поверхности при контакте с печатным полотном, чем готовая деталь, и, следовательно, будет обладать меньшей удерживающей способностью.
Плот ИМО обычно используется для увеличения прилипания. Кроме того, плот сделает поверхность дна менее гладкой. То же самое относится и к температуре HB. Мы используем нагрев стола для увеличения прилипания. Когда я не использую никаких дополнительных материалов, таких как бумажный клей или лак для волос, то (в зависимости от производителя нити) мои модели отсоединяются, когда мой HB остывает ниже 40 ° C., @darth pixel
По моему опыту, плот используется для увеличения отпечатка детали, чтобы"немного помочь с прилипанием" и, таким образом, избежать опрокидывания. Тем не менее, я также нашел их полезными в качестве среды для удаления более крупных, более плоских кусков. Это просто личный опыт-он хорошо сработал для меня. (Вы правы, что они могут произвести дополнительную очистку до готовой детали, хотя повторно. удаление). Что касается стола, да, нагрев до нужной температуры действительно делает PLA более прилипчивым. Тем не менее, я обнаружил, что кусочки легче удалить, если стол не полностью охлажден, но имеет достаточно низкую температуру, чтобы не деформировать печатный кусок., @WarOrdos
хм. интересно. Мой опыт совершенно противоположен, но, что ж, человек может учиться каждый день., @darth pixel
Дарт, что ты думаешь о съемных и гибких печатных столах? Я никогда им не пользовался. Насколько они эффективны и будет ли это потенциальным вариантом для оригинального плаката до тех пор, пока он не решит основную проблему?, @WarOrdos
думаю, стоит попробовать. Я никогда не использовал гибкий стол, но могу себе представить, что он решает слишком сложную проблему. Как еще это могло быть?, @darth pixel
Варианты проверки (в порядке вероятности возникновения и успеха):
Возможно, вам следует выполнить калибровку еще раз. Возможно, что сопло теперь находится слишком близко, что приводит к тому, что нить накала распространяется по нагревательному столу, что приводит к тому, что нижняя поверхность "слишком плоская". Это означает, что все отдельные дорожки филамента разлиты, и они создают "стеклянную плоскую" поверхность. Вы упомянули, что модель слишком сильно прилипает даже к кэптону. Это предполагает z-калибровку.
Проверьте, не слишком ли высока температура. Немного уменьшив его, можно уменьшить прилипание. Если нить накала слишком мягкая, материал обычно прилипает лучше (причины такие же, как в № 1)
Если ваш HB рассеян (даже не видны царапины), то возможно, что предыдущие распечатки оставили небольшие зерна в таких царапинах. В этом может помочь очистка HB. Вы используете стекло? если да - измените сторону стекла, чтобы проверить эту опцию. В конце концов замените стекло на новое.
Если ваш тепловой стол поцарапан, нить накала может проникнуть через такие царапины и увеличить прилипание.
Вы поменяли поставщика нитей накаливания? Если нет, то, возможно, ваша нить накала изменилась за время/влажность/солнце/сигаретный дым. Это очень сомнительный вариант, но кто знает.
Какие методы можно использовать для отсоединения модели
У меня также возникает та же проблема, когда я использую бумажную клеевую палочку. Некоторые поставщики выпускают такой липкий клей, что я боюсь разбить стакан (который я, конечно, использую). Когда это происходит, я использую нож для бумаги. Стекло достаточно устойчиво к царапинам. Будьте осторожны - если ваша модель внезапно отсоединит высвобождающий нож. просто будьте осторожны. Сначала, конечно, отмонтируйте HB или отмонтируйте стекло.
Я знаю, что люди используют молоток, чтобы отсоединить приклеенную модель. Я бы предложил этот метод только для больших и относительно простых элементов. Особенно для твердых частиц (полностью заполненных материалом, без какой-либо внутренней структуры сетки/сот). Одно короткое попадание в ту же поверхность, что и НВ. Конечно, будьте осторожны и сначала отключите HB или снимите стекло.
Поскольку материал HB и нить накала, скорее всего, имеют разный коэффициент термической усадки, это может помочь. И угадайте, что - сначала отключите HB/стекло ;)
Да, дно выглядит совершенно плоским; там не видно нитей. Я не знал, что это плохо. Тепловой стол-это просто толстая алюминиевая пластина; до сих пор я даже не знал, что там можно использовать стекло. Я никогда не печатаю прямо на столе, я всегда использую либо Каптон, либо синюю ленту. Можно ли печатать прямо на столе? И где я могу прочитать больше о выборе стекла?, @Florin Andrei
Можете ли вы объяснить, что такое хаммер? Я полагаю, вы не имеете в виду марку внедорожника., @Tom
@Том - да - почему бы и нет? :P (фиксированный), @darth pixel
Я предлагаю вам сделать опору не такой массивной (такого рода проблемы часто возникают из-за массивной детали, напечатанной прямо на столе). Вы должны поместить какой-нибудь легко разрушаемый материал между вашей деталью и столом.
Я не знаю вашей роли, но даже если у вас под ней самолет, не приклеивайте его к столу. Оставьте зазор, как минимум, 5 мм, который вы заполните опорой. Конечно, ваша поддержка должна быть чем-то легким.
Например, попробуйте использовать поддержку мешмиксера (мешмиксер бесплатный) или некоторые поддержки решеток, если они поставляются с принтером вашего программного обеспечения. Поскольку они являются опорами, а не частью, вы можете уничтожить их легче, не заботясь о том, чтобы сохранить их, просто заботясь о своем столе.
Конечно, это зависит от степени вашей проблемы "прилипания", если мелкие вещи тоже липкие, это вас не спасет.
Для непривычных к поддержке людей поддержка часто является решением основных проблем деформации и прилипания. Деформации, потому что он лучше рассеивает тепло, прилипает, потому что это гораздо менее массивный материал, который нужно удалить.
Необходимо учитывать несколько факторов, но не расстраивайтесь, это определенно то, что вы можете решить. Подумайте об этом.
Высота Z: Нижний Z больше сжимает первый слой и увеличивает прилипание, более высокий Z приводит к меньшему контакту пластика с поверхностью печати и уменьшает прилипание. Настройка высоты Z может помочь вам увеличить адгезию первого слоя.
Температура печати: Более высокие температуры экструдера и рабочего стола во время печати, как правило, увеличивают прилипание. Снижение температуры уменьшит прилипание. Проведите несколько тестов, всего несколько градусов могут иметь значение, и поиск правильного баланса может потребовать некоторых проб и ошибок.
Температуры удаления: Обычно существует температура удаления теплого стола, которая лучше всего работает, когда стол остыл, но не полностью.
"Вкладки"против деформации: Если вы создаете свои собственные модели, вы можете добавить выступ на концах деталей, которые подвержены деформации. Это увеличивает площадь поверхности для удержания там, где вам это нужно, но требует минимальной последующей обработки для удаления.
Высушите нить: Деформация, как правило, намного хуже, когда нить поглощает воду из воздуха. Некоторые нити, такие как поликарбонат, ОЧЕНЬ подвержены этому, но даже деформацию PLA можно уменьшить, высушив нить. Чтобы высушить нить, вы можете использовать низкую температуру в духовке, сделать сушильное ведро или, что мне нравится, поместить его под вакуум с помощью вакуумного насоса.
Приемы удаления: Различные методы быстрого охлаждения края отпечатка консервированным воздухом, спиртом и т. Д. Действительно могут помочь. Тонкие металлические шпатели могут творить чудеса.
Попробуйте PEI на поверхности для печати: ПЕЙ-это потрясающе. Многие обычные нити очень хорошо прилипают, когда она горячая, и легко высвобождаются, когда она прохладная. Посмотрите, как Lulzbot прикрепляет печатающую поверхность PEI ко всем своим принтерам. Это довольно простой и дешевый мод. Другие факторы, которые я перечислил, все еще имеют значение, но PEI делает это НАМНОГО проще.
Обратите внимание, что использование PEI и PETG может привести к фактическому соединению PETG с PEI. Нанесите спрей или клей на PEI, чтобы можно было получить отпечаток, когда он остынет., @0scar
Когда я начинал, у меня было много неудачных отпечатков из - за потери адгезии. Это все еще происходит, но гораздо реже. Набор настроек улучшил это, но недостатком является то, что детали очень хорошо прилипают к моему стеклянному столу, даже когда он полностью остыл.
Теперь я использую 30-миллиметровый скребок для краски, чтобы очистить края как можно дальше вокруг модели. Сейчас я использую только 5-миллиметровую ширину полей, и это кажется вполне выполнимым.
Затем я использую тот же скребок для краски, что и стамеску, прямо на конце детали и вдавливаю его в стол так, чтобы лезвие было согнуто. Затем я постукиваю по концу ручки резиновым молотком. Обычно это либо полностью отрывает деталь, либо, по крайней мере, позволяет лезвию скользить под ней, где я могу толкать его дальше вручную.
Я бы предпочел идеальную адгезию, но предпочел бы иметь чрезмерную адгезию, а не недостаточную адгезию.
SLA отпечатки не прилипают к строительной пластине
Я уже пару недель работаю с нашим SLA-принтером (Facture Draken), печатающим в makerjuice waxcast. У меня было несколько удачных отпечатков, но большинство (80%) заканчивались блинами, прилипшими ко дну лотка со смолой. Некоторые другие ломаются пополам на середине печати.
Я экспериментировал с укладкой своих моделей (круглых круглых дайков) плашмя на сборную плиту, но в большинстве случаев я ставлю их на опоры, которые опираются на квадратную опорную плиту.
Мне кажется очевидным, что во время отверждения на дне лотка для смолы на модели воздействует огромная сила. Я заметил, что печатные объекты с большей площадью проекции с большей вероятностью застрянут в чане. Я предполагаю, что это связано с повышенным контактом с лотком. Обычно кажется, что ~10 слоев построены до того, как моя опорная плита сломается.
Вещи, которые я пробовал
- Вытаскиваем сборную пластину, очищаем ее ацетоном. Отшлифуйте его наждачной бумагой с зернистостью 80.
- Опорожнение лотка со смолой и замена его новой смолой.
Повышение времени отверждения базового слоя от 30 секунд до 3 минут и вариации между ними.
Увеличение количества базовых слоев от 2 до 4.
Кто-нибудь с опытом получил больше предложений о том, как продолжить устранение неполадок?
Я купил новый лоток для смолы, который скоро должен прибыть. Я буду держать вас всех в курсе прогресса., @DMrFrost
Я новичок в SLA-печати и не совсем уверен в точности этой информации (следовательно, это не ответ), но есть одна вещь, о которой я не упоминал в ответах: у моего принтера есть чан с пленкой FEP. Он может стать слишком липким (из-за царапин и вмятин), а затем нуждается в замене. Я читал, что использование небольшого количества тефлоновой смазки может помочь и в этом случае, чтобы отвержденная смола больше не прилипала к пленке FEP., @DarkDust
4 ответа
Отпечатки могут оказаться на лотке по нескольким причинам.
- Сила вакуума на ранних слоях - Обычно вы должны потерять куски в центре платформы
- Поместите отверстия или каналы на платформу
- Очень низкая скорость на ранних слоях
- Используйте меньшую платформу
- Используйте механизм наклона
- Используйте более крупные опорные конструкции
- Используйте более липкую платформу - Анодированный алюминий особенно хорош
- Выровнять платформу / лоток
- Смола, предназначенная для более тонких слоев - Уменьшение толщины слоя
- Пигмент осел - Встряхните смолу перед использованием
У меня также были проблемы с первым слоем, прилипшим к пластине сборки, и я не хотел шлифовать пластину. Как отметит большинство людей, вам нужно убедиться, что ваша тарелка идеально ровная, а высота z правильная (много трения о бумагу). Вам также необходимо правильное время экспозиции для вашей смолы, и первые несколько слоев должны выдерживаться 60 секунд. ПРОФЕССИОНАЛЬНЫЙ СОВЕТ для улучшения адгезии к столу: нанесите тонкий слой смолы на платформу сборки перед началом печати. У меня нет никаких неудачных отпечатков после того, как я начал покрывать пластину смолой. Кроме того, я не полностью очищаю пластину между отпечатками, я убеждаюсь, что она все еще липкая. Я надеюсь, что это поможет.
У меня были точно такие же проблемы. К платформе ничего не прилипнет. Однажды я понял, что все неудачные отпечатки всегда будут падать в одну сторону, а все удачные отпечатки были искажены и как бы диагональны. Платформа не была ровной.
Еще одна проблема, с которой я столкнулся совсем недавно, заключалась в том, что я оставил смолу на пластине на пару месяцев, и она затвердела, что вообще не позволяет печатать.
Вы исправили последнюю проблему? Я бы предложил физически соскрести/отшлифовать слой смолы., @Trish
У меня есть простая гладкая алюминиевая пластина сборки , и мне показалось, что все проблемы с адгезией, которые у меня были, были вызваны тем, что пластина не была достаточно хорошо очищена IPA и бумажным полотенцемпосле удаления (предположительно) остатков предыдущей модели металлическим скребком. Новая модель отслаивалась только в тех местах, где раньше была прикреплена старая. Теперь я тщательно очищаю пластину, плотно прижимая полотенце, и никаких проблем с отслаиванием смолы больше нет. Я даже сократил типичное время экспозиции нижних слоев, потому что в противном случае модель может быть прикреплена слишком сильно.
Обратите внимание, что этот совет противоположен тому, что предлагает Майкл. Я предполагаю, что у Майкла были проблемы с захваченным воздухом, который выходит легче, если пластина мокрая.
Кроме того, проверьте углы пластин, если вы этого не сделали. Углы должны быть хорошо отрегулированы, позволяя пластине слегка прижиматься к калибровочной колодке с ослабленным винтом пластины, прежде чем снова затянуть ее и отрегулировать высоту.
Пластик собирается на сопле
Добрый день! Уже сломал голову, решил обратится за помощью.
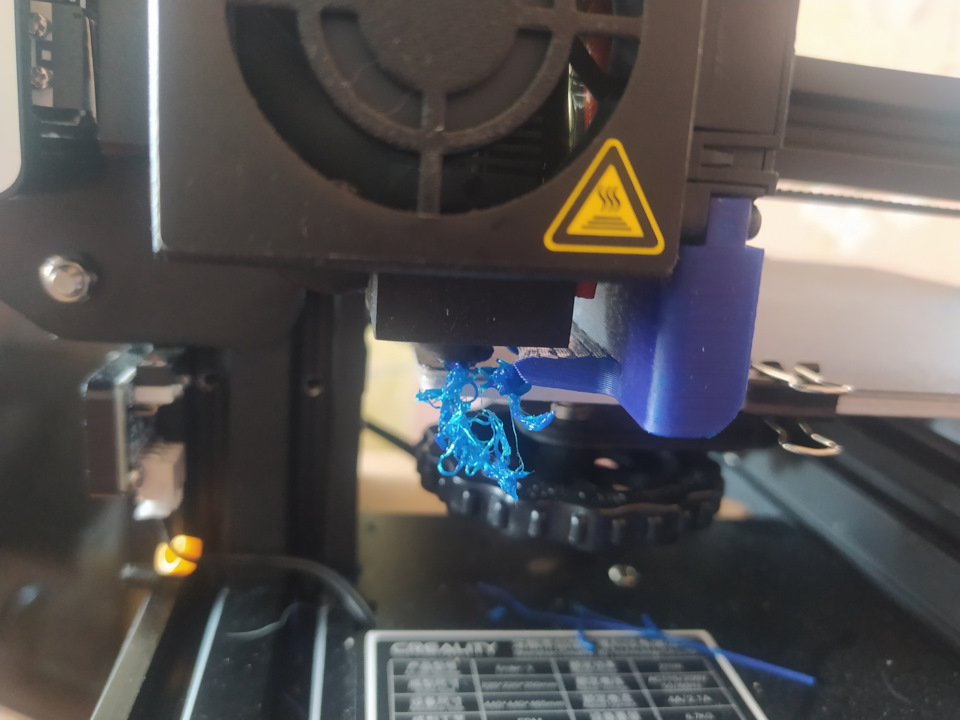
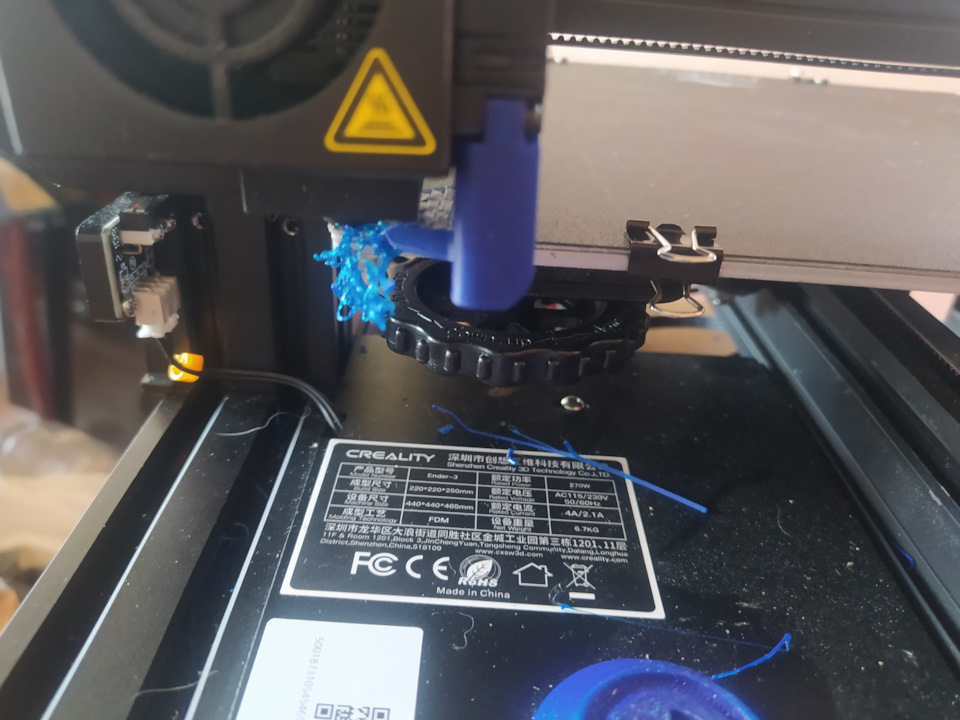
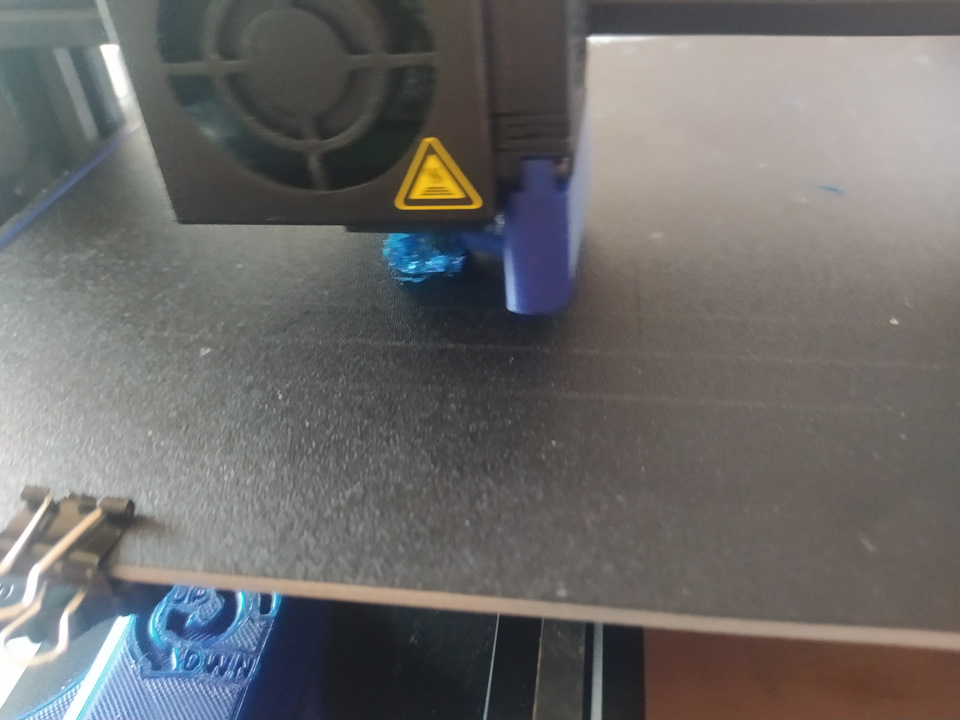
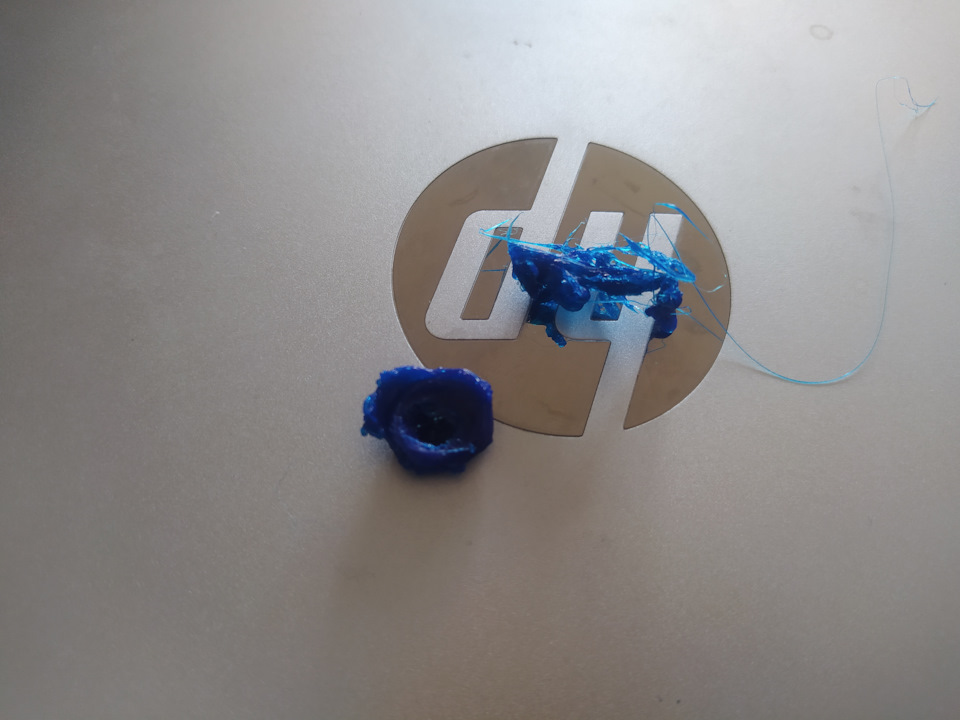
Ender 3, штатное покрытие стола, PLA. Неожиданно начались проблемы в виде соплей пластика, которые естественно, цепляются за сопло и печать заканчивается тем, что головка таскает за собой кусок спекшегося пластика.
UPD! Благодаря помощи maniakk2k установлен подозреваемый — прижимной рычаг экструдера. Не смотря на отсутствие видимых поверждение, переборка узла позволила опять начать печатать небольшие модели. В настоящий момент печатается новый рычаг на замену, после испытаний пост будет дополнен.![]()
![]()
![]()
![]()
До этого печатал. Иногда, по настроению, удается напечатать небольшую модельку.
Что делал:
— 20 раз разными способами калибровал стол. Есть у меня подозрение на искривление родного покрытия, поскольку при каждой калибровке результат разный, в центре покрытия явный бугор. Пытался откалибровать только по центру, и напечатать маленькую деталь — не получается.
— чистил хот-энд и сопло.
— подобрал значение потока, 91%, думал переэкструзия.
До этого принтер печатал, тем же пластиком, где-то с 0.5кг пластика отпечатал.
Может есть у кого-то еще идеи, у меня кончились.
Заказал датчик индуктивный для автокалибровки стола, придет, прошью под марлин, поставлю датчик, но пока нужно же как-то печатать))Комментарии 49
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.
![]()
Были такие же проблемы с синим pla от YouSu. В начале катушки он вообще не прилипал, у всех деталей отгибались края, приходилось печать на подложке с температурой стола 80, потом грамм через 150-200 отпечатанного прутка, стал получше прилипать, но всё равно намного хуже других. При этом pla других цветов от того же производителя прилипают к столу намертво.
У вас тоже синий. Материалы другого цвета также не прилипают?Для пла 50 мало, например в cura 60 градусов для pla — это стандартная настройка.
У меня в начальном g-коде, перед началом печати печатается полоса по краю стола в два прохода, для прокачки материала. Я её отрываю сразу, как только сопло уходит на печать детали. Если тяжело отрывается, то все ок. Если нет, то останавливаю печать. При 60 pla немного тянется, но держится хорошо и не проседает. Пробовал экспериментировать с температурой, меньше 60 отлетает намного легче. Но не знаю, насколько температура соответствует указанной на экране.![]()
Попробуйте откалибровать стол на более близкое расстояние до сопла. Даже если откалибровали по науке, уменьшите еще. Можно попробовать поставить первый слой 0,1 мм, но дать 150% потока на него и посмотреть как пойдет. Сам печатаю на стекле и такие проблемы с любыми пластиками встречаю только когда изнашивается покрытие и недостаточная адгезия. А это калибровка и "поиграться" с температурой. В плане температуры, даже 5 градусов играют роль. Поднимите температуру стола до 60, посмотрите как пойдет. Грязное сопло закручивает пластик, но делает это только тогда, когда ему есть куда закручиваться, т.е. есть лишнее пространство между соплом и столом, которое не дает пластику прилипать. А если пластик к столу прилипает, то забитое сопло даст только пробуксовки подающей шестерни, вплоть до прекращения подачи пластика.
Если сопло забито и Боуден экструдер, то забитое сопло даёт капли лишнего материала в местах ретрактов и уменьшения скорости, потому что пруток всегда находится в трубке под большим напряжением, и когда экструдер останавливается или снижает скорость, материал ещё продолжает поступать из-за своей упругости.
При меньшем расстоянии до стола, а тем более при потоке 150%, сопло будет просто сдирать материал со стола, или материал будет выдавливаться во все стороны, в том числе перед соплом, и опять же или оторвёт материал, или вся деталь по краям будет в кусках лишнего материала.
Что-то не вижу в этом объяснении связи вытекания материала при ретракте и забитого сопла. Материал в любом случае будет выходить самотеком под действием силы тяжести. А в зависимости от типа пластика и настроек печати, за ретрактом будут тянуться сопли. На эту тему есть отдельные статьи и калибровочные модели, забитость сопла на это не влияет. Если мусор мешает втягиванию материала, то просто тянутся сопли и небольшая недостача при продолжении подачи. Но это даже не на всех моделях можно заметить.
Сопло будет сдирать со стола материал только при недостаточной адгезии. Когда собрал свой первый принтер, долго не мог настроить шаги на моторе экструдера. Калибровочный кубик 20*20, который только из боковых стенок в один периметр, напечатался с пятикратной экструзией. Он никуда не оторвался и на сопло не намотался, не смотря на то, что сопло перед собой двигало вал пластика и выдавливало его во все стороны. Собственно, совет откалибровать сопло ниже и дать переэкструзию именно для проверки адгезии к столу. Если она хорошая, то пластик просто обязан прилипнуть и не отрываться как минимум пока сопло не споткнется за уже остывший вал.
При правильно настроенном ретракте и температуре сопла, никаких соплей и вытекания материала нет. Лишний материал будет не только при ретракте, но и при уменьшении скорости, соответственно при увеличении скорости, будет небольшой недостаток материала.
Вот именно, что пока сопло не споткнется об остывший вал. При печати в одну стенку это не имеет значения, но при заполнении лишний материал накапливается за несколько проходов, сопло толкает его перед собой, и при изменении направления сопла он остаётся в виде торчащего вверх куска, в который втыкается сопло на следующих проходах или слоях.
Это то все так, но у ТС проблема с тем, что сопло печатает само на себя, а не на стол)) У него, судя по фото, не отрывает деталь из-за втыкания в торчащий пластик, а просто сразу все собирает соплом. Потому и советую все, что позволит нормально проверить прилипание пластика к столу. Если наконец-то прилипнет и сопло очертит хотя бы одну линию, то уже потом можно корректировать экструзию и ретракт до правильных значений.
![]()
Самое смешное, что иногда печатает, но задирает соплями слои. Иногда сразу заворачивает на сопло.
Читайте также: