
Дом из вибропрессованных блоков
Вибропресс для производства блоков — делаем разумный выбор
В статье рассматриваются основные технические и эксплуатационные особенности вибропрессов, на основании которых частный застройщик или предприниматель сможет выбрать необходимое для своих нужд оборудование.
Вибропресс представляет собой сложное специализированное устройство для производства штучных строительных материалов из бетона: стеновых блоков , дорожных элементов, облицовочных камней, различных декоративных изделий. На этом оборудовании объёмное изделие формируется посредством вибрирования рабочей зоны с применением «пригруза» (давления).
Если в процессе вибролитья используется текучий бетонный состав, который разливается в формы, то при вибропрессовании применяется малоподвижная, а точнее — сверхжёсткая бетонная смесь. Как известно, водоцементное соотношение напрямую определяет прочность бетона (чем меньше воды — тем прочнее бетон), поэтому данный метод позволяет получить более надёжные и долговечные изделия при сравнительно небольшом расходе цемента и модифицирующих добавок. А это, в свою очередь, снижает себестоимость изделий. Так как рабочий процесс сопровождается высоким давлением на смесь, в качестве заполнителей могут использоваться различные, в том числе крупнофракционные, материалы, которые часто считаются отходами других производств: шлак, зола, древесная щепка, гранулы вспененных полимеров, керамзит, различные отсевы щебня, бой кирпича, резаная солома… Из-за того, что в конструкции вибропресса используется жёсткая прессформа (матрица/пуансон) — геометрия выпускаемых камней получается более чёткой и повторяемой. Вообще, вибропрессование обеспечивает повышенную автоматизацию с минимумом трудоёмкого ручного труда, цикл получается короче, а производительность выше, если сравнивать с литьём.
В зависимости от особенностей конструкции и степени автоматизации рабочий цикл вибропрессов включает различный набор операций, но общий принцип их действия довольно прост:
- Приготавливается полусухая бетонная смесь.
- Наполняется мерный ящик, который подводится к пресс-форме.
- Порция бетона засыпается в матрицу, происходит предварительное уплотнение (количество воздуха в смеси снижается с 60% до 25%).
- Пуансон, повторяющий геометрию матрицы, сдавливает смесь.
- Одновременно с движением пуансона осуществляется вибрация оснастки или рабочего стола, которая передаётся на бетонную смесь. Под действием вибрации и давления частицы полусухой массы равномерно распределяются в формообразующей оснастке, а частицы заполнителя максимально сближаются и смачиваются разжижаемым цементным тестом. На этой стадии из бетона удаляется основная масса защемлённого воздуха (остаётся около 3%).
- Порядка 10–60 секунд происходит формирование, после чего пуансон отводится, и изделие выталкивается из неподвижной матрицы наверх специальным элементом (выпрессовщиком). Либо подвижная матрица поднимается и оставляет изделие на поддоне, или на полу.
- Отформованная продукция подвергается пропариванию, либо естественной сушке.
Как видим, важнейшим элементом вибропресса является оснастка, которая определяет геометрию камня и количество изделий при производстве одного цикла. Матрица выполняется в виде короба из стали без дна. Сверху давит пуансон, а снизу матрица закрыта площадкой выпрессовщика, либо поддоном/пластиной, в некоторых конструкциях подготовленный пол является формообразующим дном матрицы. Пуансон движется вниз под действием гидравлической системы, электромеханической передачи, либо рабочие производят уплотнение вручную — посредством рычага. Пуансон не только является пригрузом, но и придаёт изделию форму с лицевой стороны. Вибрационные колебания передаются на рабочий стол, на элементы прессформы. Генерируются они, как правило, площадочными электромеханическими вибраторами, которых в конструкции может быть несколько. В качестве вспомогательного оборудования к вибропрессу применяются бункеры для бетона, смесители, силосы, конвейеры для подачи материала и транспортировки продукции, дозаторы и измерители, камеры для пропаривания и т. д. Некоторые формующие машины снабжаются всевозможными датчиками, умными системами контроля и управления, процесс может быть визуализирован на экранах компьютера. Это оборудование позволяет использовать вибропресс с максимальной производительностью.
Классификация вибропрессов
В зависимости от того, какие задачи ставятся перед вибропрессом, конструкция этого станка может существенно отличаться. Производством оборудования для вибропрессования занимается много организаций, многие из них представляют на рынке модели с оригинальными техническими решениями. Классификация вибропрессов несколько запутана, так как для её создания принимаются различные, часто пересекающиеся критерии, однако основные группы виброустановок выделить можно.
Стационарный вибропресс или мобильный
Мобильный вибропресс — это подвижный агрегат, станина которого имеет колёсное шасси. Подобные машины, пошагово передвигаясь в помещении или на улице, формуют бетонное изделие непосредственно на полу или на специально подготовленной площадке. В данном случае пол является частью оснастки, так как матрица прижимается к нему, а после завершения цикла поднимается, и агрегат перемещается далее. Мобильный станок иногда называют «шагающим», «откатным» или «несушкой», для него не нужны поддоны и стеллажи, из-за того, что продукция остаётся на месте до набора транспортировочной прочности («ИКС», «Марс», «УСБ-1»).
Это сравнительно небольшие агрегаты с умеренной массой, которые могут быть быстро развёрнуты возле стройплощадки и работать в полевых условиях. Мобильные вибропрессы хорошо подходят для тёплых климатических зон, где могут эксплуатироваться под открытым небом. Отличительными их особенностями является небольшая масса, электромеханический привод, небольшая потребляемая мощность, например, для моделей «Блокмастер-Кайман 3М» (ООО «Акварелла» г. Ростов) и «Команч» (ООО «БлокМастер» г. Уфа) это 0,5 и 0,6 кВт соответственно. В большинстве случаев мобильные вибропрессы предназначены для ручного изготовления мелкоштучной продукции («УСБ-1–4», «Мечта застройщика»), но есть и самоходные виброустановки с довольно высоким уровнем автоматизации. Машины типа «Несушка» или «Несушка с ковшом» от компании «Монолит» из Златоуста представляют собой сложнейшие механизированные комплексы мощностью в 10 кВт, которые обеспечивают высокое качество и широкую номенклатуру производимых камней.
Мобильные вибропрессы имеют ряд недостатков, точнее — ограничений:
- Для организации производства и достижения полноценной производительности необходимо иметь большие производственные площади (как правило, рекомендуется иметь порядка 300–400 квадратных метров).
- Полы должны быть идеально ровными, так как они формируют одну сторону изделия. Некоторые производители рекомендуют их укрывать металлическими листами.
- Для подвижных станков сложно организовывать подачу сырья, вибропресс невозможно соединить в цепочку со смесителем.
- Из цикла исключена операция пропаривания — изделия вылёживаются на площадке.
- Добавляется операция подъёма продукции и складирования.
Стационарным считается вибропресс, который закрепляется на фундаменте и эксплуатируется на одном месте. Это крупные и сравнительно тяжёлые агрегаты с большой производительностью, способные выпускать практически любые изделия высокого качества (модели «МАГР ПС-200», «Монолит-100»). Они лишены перечисленных выше недостатков мобильных станков. Стационарный вибропресс может работать в составе полностью автоматизированного участка с полной механизацией всех операций (например, «Рифей Буран» от торговой марки «Стройтехника» или EUROBLOCK 12 от шведской компании Scandinavian & UK Machines). Вибропрессы стационарного типа по конструкции разделяют на те, что формируют изделия на поддоне, и те, которым поддоны не нужны.
Рифей Буран Рифей БуранОборудование бесподдонного производства характеризуются наличием неподвижной матрицы, которая закреплена к станине (модели «СДК-1Б» или «ВИП-6ПБ»). Нижняя часть сквозной матрицы подпирается специальным подвижным элементом — выпрессовщиком. После завершения формирования он (при убранном пуансоне) поднимается выше края оснастки и выталкивает готовое изделие из матрицы. Отформованный камень снимают руками или он сдвигается мерным ящиком. Складирование осуществляется в несколько слоёв на один поддон (до 10 ярусов). Плюсом данных станков считают:
- необходимо минимальное количество поддонов;
- с помощью предустановки выпрессовщика легко регулируется высота изделия;
- быстрее происходит один рабочий цикл.
У этих машин есть и недостатки:
- малый ассортимент продукции, вся она с простой геометрической формой (в основном — кирпич, стеновой блок, тротуарная плитка);
- нужна особая осторожность при производстве всех последующих операций, так как изделия лежат друг на друге, и нижние слои испытывают высокие нагрузки;
- формообразующая оснастка сложнее и дороже.
Вибропрессы, которые формируют изделия на поддоне («Рифей 05», «Кондор», «КВАДР 1С02») распространены намного шире, чем «бесподдонники». В данном случае матрица подвижна, она опускается на поддон, а после этапа формирования — поднимается при оставшемся на месте пуансоне. Таким образом, поддон выполняет формообразующую функцию, он оформляет нижнюю часть изделия. Поддон удаляется из рабочей зоны и вместе с готовыми камнями перемещается на стеллажи или в камеру температурно-влажностной обработки. Такая система позволяет:
- избежать появления трещин и сколов на свежих изделиях;
- расширить номенклатуру продукции;
- повысить автоматизацию (поддоны могут сменяться машиной) и увеличить производительность;
- оптимально использовать производственную и складскую площадь.
Относительными недостатками вибропрессов, работающих на поддонах, являются:
- необходимость иметь большое количество поддонов для обеспечения непрерывного цикла (производительным машинам требуется порядка 1000 штук при цене одного около 100 рублей);
- обязательный и тщательный уход за поддонами.
Ручной или автоматизированный привод
В самых простых моделях вибропрессов бетонная смесь сжимается мускульной силой. В лучшем случае пуансон снабжён мощными рычагами. Однако есть модели министанков, в которых материал просто накладывают в матрицу и придавливают какой-нибудь трамбовкой, поэтому изделие формуется только за счёт вибрации. Оборудование для вибропрессования с ручным приводом движения формообразующей оснастки наиболее простое, лёгкое и доступное по стоимости. Такие станки особенно популярны среди частных потребителей. Ручные вибропрессы позволяют создавать очень ограниченный ассортимент изделий, при их использовании применяется много физического труда. Главная проблема — это низкое качество выпускаемой продукции, которая часто не соответствует требованиям ГОСТов, так как нет должного уплотнения бетонной смеси.
Гидравлический привод движущихся элементов вибропресса является самым передовым и технологичным. В конструкции, кроме традиционных элементов, имеется масло- и гидростанция, пульт управления. Здесь работают гидроцилиндры, которые через пуансон передают очень большое давление на бетонную массу, и, следовательно, позволяют получить самые прочные и качественные изделия. Вибропрессы с гидравликой максимально автоматизированы, они характеризуются коротким рабочим циклом. К недостаткам гидравлических машин можно отнести:
- стационарность (исключение — самоходные «несушки»).
- высокая стоимость (минимум 200000 рублей).
Вибропрессы с электромеханическим приводом работают по тому же принципу, только их оснастка движется с помощью электрических силовых установок (масляных станций и гидроцилиндров нет). Вибраторы также используются — площадочные электрические. Передача усилия на пуансон осуществляется посредством рычагов. Такие агрегаты могут быть мобильными — развёрнуты в любом месте. Они сравнительно просты, но легко дополняются любым вспомогательным оборудованием. Минус электромеханических установок — небольшая производительность (если сравнивать с пневматикой). Кроме того, во время эксплуатации этого оборудования требуется постоянное участие персонала.
Есть также стационарные вибропрессы, в которых давление на смесь производится пневматическими цилиндрами под действием сжатого воздуха. По своим эксплуатационным характеристикам они схожи с гидравлическими агрегатами, так как нуждаются в подведении воздушных сетей.
Специализированный или универсальный
Номенклатура выпускаемых современными вибропрессами изделий довольно широкая, это: различные стеновые блоки, тротуарная плитка, кирпич, бордюры, объёмные элементы для благоустройства и строительства — наименований десятки. Однако не всё зависит от формы оснастки (матрицы и пуансона), много ограничений накладывают характеристики силовой установки, конструкция станка. Вибропресс, который выпускает брусчатку, не всегда справится с выпуском габаритного изделия типа бордюра, а тот, что формует пескобетон, может не подойти для изготовления блока с древесным наполнителем. Проблема может заключаться в малой сдавливающей силе, слабой вибрации, недостаточном ходе оснастки, в результате — потеря качества или слишком низкая производительность.
По этому признаку вибропрессы принято разделять на: специализированные и универсальные. Специализированный вибропресс «заточен» под один габаритный тип оснастки, чаще всего можно встретить станки для производства: стеновых блоков, плоских изделий (плитка, кирпич), крупных изделий с переменной высотой (бордюры). Универсальными обычно являются мощные виброустановки, так как в этих агрегатах нет жёстких технических ограничений, чтобы установить какого-то типа оснастку и обеспечить её корректную работу. Необходимо заметить, что кроме геометрии универсальность может заключаться во всеядности по составу сырья, так как изделия различного назначения часто изготавливаются из бетона со специфическим составом смеси.
Другие классификации вибропрессов
Иногда вибропрессы разделяют по габаритам и массе. Станки относят к одному из трёх или четырёх размерных классов. Их также называют:
- большие (линии) массой 4–5 тонн
- средние (станки) массой 0,3–1 тонна
- ручные микроустановки массой до 300 кг
Некоторая логика в этом есть, так как каждый класс машин характеризуется своим набором эксплуатационных и функциональных характеристик, а также ограниченными ценовыми рамками. Как продолжение данной темы появилась классификация вибропрессов на: бытовые и коммерческие. Основной критерий здесь — стоимость оборудование и его самоокупаемость. К первой категории относят ручные микропрессы и самые дешёвые станки среднего размерного класса, которые могут окупиться, если применять его для снабжения частного строительства. Коммерческими считают более производительные и надёжные агрегаты, которые позволяют производить бетонную продукцию на продажу. Многие производители простейших ручных «несушек» заявляют о фантастической производительности своих аппаратов и предлагают их использовать для организации малого бизнеса. Объективно оценить возможности той или иной модели вибропресса можно, только если внимательно взглянуть на его характеристики.
О том, на какие характеристики обращать внимание при выборе вибропрессов и какова их стоимость читайте в следующей статье .
Строим дом, стены из бетонных блоков
Эффективным решением для строительства частного дома эконом класса может быть использование в качестве стенового материала пустотелых бетонных блоков – камней, как их еще называют.
По прочности при сжатии блоки из бетона подразделяют на марки 300, 250, 200, 150, 125, 100, 75, 50. По морозостойкости блоки могут быть марки F200, F150, F100, F50, F35, F25, F15.
Для малоэтажного строительства рекомендуется использовать блоки по прочности на сжатие марки не ниже М75.
Пустотелые бетонные блоки – не дорогой стеновой материал. Стены дома из таких блоков удобно армировать. В результате для частного дома высотой 1-2 этажа несущая часть стены может иметь ширину одного блока, всего 190 мм.
Высокую прочность и морозостойкость, а также стабильность размеров имеют бетонные пустотелые стеновые блоки, изготовленные методом вибропрессования. Например, такие блоки производят на оборудовании фирмы «Веssеr». Вибропресованные пустотелые бетонные стеновые блоки часто называют бессер – блоком.
Номенклатура вибропрессованных бетонных блоков, выпускаемых одним из заводов, представлена на рисунках:


где: БС – блоки стеновые; БО – блоки облицовочные; БП – блоки перегородочные; БЛ – блоки лотковые.
Из блоков выполняется кладка несущей части стены дома. С наружной стороны на кладку закрепляют слой утеплителя. Для защиты утеплителя и придания фасаду декоративного вида стену поверх утеплителя облицовывают тем или иным способом.
Кладка блоков ведется на цементно-песчаный раствор. При кладке бессер-блоков раствор наносится только на продольные рёбра и торцевую тычковую грань, на поперечные рёбра его наносить не обязательно.
Общий вид конструкции несущей части стены дома из стеновых вибропрессованых пустотелых бетонных блоков бессер:
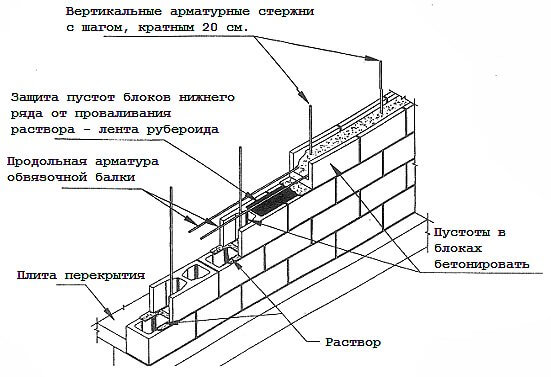
Кладку стен из пустотных вибропрессованных бетонных бессер-блоков армируют
Армирование стен из бетонных пустотелых блоков
Кладку несущих стен из пустотелых стеновых блоков армируют в вертикальном и горизонтальном направлениях.
Стержни вертикальной арматуры размещают в соосных пустотах кладки блоков. Армируют пустоты в кладке по обе стороны вдоль оконных и дверных проемов, в углах и местах примыкания стен, а также в других местах с шагом не более 2 м.
По периметру несущих стен на уровне перекрытий устраивают монолитный бетонный пояс (обвязочную балку) с горизонтальным армированием. На пояс опирают и закрепляют перекрытия и конструкции крыши. При сооружении монолитного пояса и перемычек над проемами в качестве опалубки удобно использовать лотковые блоки БЛ.
Армированные монолитные участки в стенах совместно с перекрытиями образуют жесткий и прочный каркас здания. Тем самым обеспечивается необходимая прочность и устойчивость здания не смотря на небольшую толщину несущих стен.
Арматура включается в совместную работу после бетонирования полостей блоков и набора бетоном прочности.
В качестве вертикальной и горизонтальной рабочей арматуры, вводимой по расчету в несущие стены принимается стержневая арматура классов “А-II” “А-III” при диаметре стержней 10-32 мм.
При устройстве мансарды с аттиковыми стенами (продолжением наружных стен) для опирания мауэрлата крыши по верху стен устраивают монолитный железобетонный пояс по периметру стен.
Стропильная система крыши дома с мансардой опирается на аттиковые стены. Для обеспечения устойчивости аттиковых стен мансарды при воздействии на них нагрузок крыши, по верху всех несущих стен выполняют монолитный железобетонный пояс. Мауэрлат стропильной системы крыши частного дома опирается на монолитный пояс аттиковой стены.
 |
| Монолитный железобетонный пояс аттиковой стены мансарды. На пояс закрепляют мауэрлат и стропильную систему крыши |
Конструкция монолитного пояса для опирания крыши во многом аналогична монолитному поясу в уровне перекрытия.
Высота монолитного пояса не менее 15 см. Минимальная площадь сечения монолитного пояса не менее 250 см 2 . Монолитный пояс выполняют по всей ширине кладки наружной стены.
Для четырехскатной крыши пояс по наружным стенам делают сплошным кольцевым, как на рисунке. Если крыша двухскатная, то в поясе можно оставить промежутки в стенах фронтонов для устройства окон.
В монолитный пояс укладывают арматуру.
 |
| Армирование монолитного железобетонного пояса |
Для армирования пояса применяют рабочую арматуру диаметром 10-12 мм. Стержни арматуры по длине соединяют (анкеруют), накладывая концы друг на друга на длине 40-50 диаметров стержня.
Для крепления мауэрлата крыши в бетон пояса замоноличивают анкеры. Возможно также закрепить мауэрлат на поясе с помощью распорных дюбелей.

Стандартные железобетонные плиты перекрытия заводского изготовления опираются на монолитный железобетонный пояс, который устраивают по периметру стен дома. Глубина опирания плит перекрытия на стену дома не менее 120 мм.
Перекрытие по деревянным балкам. Монолитное перекрытие по профнастилу. На балки из стального швеллера уложены профилированные стальные листы. Сверху на листы укладывают бетонную армированную стяжку.
Также возможно использовать любые другие перекрытия в соответствии с проектом дома. Изменение конструкции перекрытия обязательно должно быть согласовано с проектировщиком здания.
Стены из бетонных блоков снаружи обязательно утепляют.
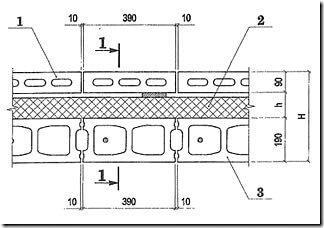
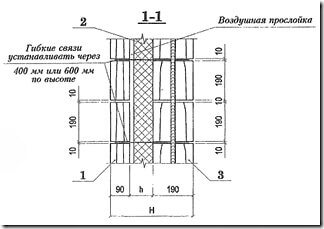
1 – облицовочный слой, кладка из блоков БО на цементно-песчаном растворе. 2 – слой утеплителя толщиной до 150 мм. 3 – несущий слой, кладка из блоков БС на цементно – песчаном растворе.
Товары для строительства и ремонта
При теплотехническом расчете конструкций трехслойных стен принимают следующие характеристики кладки:
Утеплителем могут служить:
- Плиты пенополистирольные ПСБ-С (с антипиреном);
- Плиты из экструдированного пенополистирола ЭППС;
- Плиты полужесткие минераловатные на синтетическом связующем плотностью 75 –125 кг/м 3 ;
При выборе утеплителя следует учитывать, что пенополистирольный утеплитель горюч – пожароопасен.
Плиты минераловатного утеплителя должны быть с гидрофобизирующей (водоотталкивающей) пропиткой. Стена с таким утеплителем должна иметь вентилируемый зазор между утеплителем и облицовкой. Для чего необходим вентилируемый зазор читайте здесь.
Облицовка стен дома из бетонных блоков
Облицовка стен дома с целью создания защитно-декоративного покрытия фасада может быть выполнена, как и других стен из каменных материалов, различными способами:
- кладкой облицовочного слоя из вибропрессованного бетонного кирпича БО 1.5 на цементно-песчаном растворе.
- кладкой облицовочного слоя из вибропрессованных пустотных бетонных блоков БО 1.1 – 1.4 или БП.
- кладкой облицовочного слоя из кирпича керамического лицевого облицовочного. с использованием штукатурных систем разных производителей.
- фиброцементными плитами типа Eternit и их аналогами.
- фасадными системами с вентилируемым фасадом, а также облицовкой сайдингом и другими материалами.
Облицовочную кладку связывают с несущим слоем стены металлическими или стеклопластиковыми связями. Общая площадь поперечного сечения связей должна приниматься не менее 0,4 см 2 на 1 м 2 площади стены.
В качестве связей лучше использовать оцинкованную кладочную сетку. Сетка увеличивает несущую способность и трещиностойкость кладки несущего и облицовочного слоев стены, образует монтажные ниши, в которые вставляются плиты утеплителя, обеспечивают фиксацию слоя утеплителя на вертикальной плоскости несущей стены.
Как правильно выполнить утепление и облицовку стен кирпичом читайте здесь.
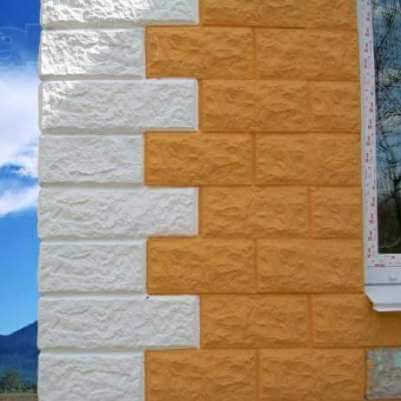
Облицовка стен вибропрессованными облицовочными бетонными кирпичами БО 1.5 или пустотными блоками БО имеет определенные преимущества перед облицовкой лицевым керамическим кирпичом.
Облицовочные вибропрессованные кирпичи и блоки могут иметь различные цветовые оттенки и фактуру лицевой поверхности. Палитра цветов, в которые можно окрасить блоки, широка: красные, терракотовые, вишневые, фиолетовые, желтые, цвета молочного шоколада, цвета коры сосны и др.
Окрашивают блоки путем добавления в бетонную массу специальных высококачественных железооксидных красящих пигментов, способных сохранять свой цвет десятилетиями. Чередованием различных по цвету и фактуре облицовочных блоков можно придать фасаду дома любой вид.
Использование блоков Бессер дает возможность получить практически готовый фасад, не требующий какой-либо дополнительной отделки. Правда, цветные блоки и стоят заметно дороже. Впрочем, обычные серые блоки можно красить фасадными красками.
Вибропрессованные бетонные изделия имеют очень хорошую морозостойкость. По этому показателю они значительно превосходят традиционный кирпич. Очень низкий (2-6%) коэффициент водопоглощения позволяет блокам легко выдержать любые ливни и морозы. Благодаря этим свойствам отделка из блоков Бессер не требует дополнительного ухода десятки лет.
Фундамент и цоколь из пустотелых бетонных блоков.

Высокая прочность и морозостойкость вибропресованных бетонных блоков позволяет применять их для устройства цоколя и даже ленточного фундамента дома.
Используют пустотелые блоки по прочности на сжатие марки не ниже М100. Выполняют вертикальное и горизонтальное армирование кладки и заполняют бетоном все пустоты в блоках.
Внутренняя отделка стен из бетонных блоков
Внутренняя отделка дома из бетонных блоков выполняется путем штукатурки стен раствором или облицовкой стен сухой штукатуркой листами гипсокартона.
Окраска фасада из бетонных блоков
После герметизации швов и оштукатуривания оконных откосов приступают к покраске наружных стен фасадной краской. Для покраски стен можно использовать любую фасадную краску известных производителей. Цвет выбирается по вкусу владельца дома. Особенно выигрышными выглядят светлые насыщенные традиционные тона от желтого до белого. Угловые детали следует окрашивать другим цветом, контрастным с цветом стены.
Сколько я экономлю при самостоятельной заливке блоков?
Статья с описанием начала процесса заливки декоративных бетонных блоков для забора вызвала у многих непонимание. Были аргументы, что я ничего не сэкономлю и эта работа не эффективна – легче приобрести готовые блоки.
Что ж, для объективности, давайте посчитаем стоимость одного блока и сравним с аналогичными готовыми изделиями у производителей.
Что бы было понятно, про что идет речь, фотографии моих изделий:
Блок для забора. Блок для забора.Когда покроешь лаком для придания эффекта "мокрый камень" - будет красивее, текстура камней проявится.
Столбовой наборный блок Столбовой наборный блокОтлиты по технологии «мытый бетон». Про то, как я их изготавливаю – читайте в предыдущих статьях.
Опытным путем установлено, что на показанный ниже объем у меня уходит чуть меньше одного мешка цемента. Стоимость цемента в этом сезоне – 330 руб.:
15 шт. + 1 одна форма на следующей фотографии
Четыре залитые формы для наборных столбовых блоков и форма с крышкой.
По расчетам получается 16,50 руб./блок – стоимость цемента. Далее ПГС. Объем блока: 0,016м3. Но блок с пустотами. Три ПЭТ-бутылки по 2л. Скрыты не на весть объем. Пусть будет ими вытесняемый объем бетона: 5л. Это 0,005 м3. Объем бетона в форме: 0,011 м3.
Самосвал 15 м3 ПГС с доставкой стоит 10 тыс. руб. Стоимость галечника для одного блока: 7,33 руб.
Итого: 23,83 руб. Стоимость замедлителя схватывания бетона в расчете на один блок – копейки. Его 1кг хватает на 5 литров. Мешок с замедлителем 20 кг покупал за 800р.. Плюс 100 гр. обойного клея. Округлим стоимость блока с учетом этого до 24 руб.
Это стоимость материалов. Для того, что бы изготовить эти блоки, мне нужно приехать: расстояние 70км (туда и обратно), расход 8л/100км, 5,6л*40,80р./л
230 руб. Две поездки: один вечер залить, другой – очистить блоки. Это 460 руб. транспортные затраты. На один блок: 23 руб.
Итоговая стоимость: 47 руб./блок.
Если я остаюсь ночевать в выходные дни, то стоимость транспортных затрат на партию 20 шт.сокращается в два раза.
На рынке есть вибропрессованные блоки:
Стоимость объема от одного поддона (от 60 шт.) – 30 руб./шт. Но нужна еще доставка. Доставка грузовиком среднего размера с манипулятором для разгрузки, вместимостью 3 поддона (180 шт.) стоит 4 тыс./рейс. Это добавляет 22 рубля к блоку. Итого: 52 руб. за простой блок.
Читайте также: