
Petg не липнет к столу 3d принтера
Адгезия модели к рабочей поверхности стола 3D-принтера — способы ее повышения
Технология 3D-печати FDM предполагает исполнение ряда условий для получения наилучшего результата печати. Одним из таких необходимых условий является высокий показатель адгезии, то есть надежное закрепление нижнего печатного слоя изделия к рабочей платформе устройства. В том случае, когда первый слой не прилипает надежно к столу, то высока вероятность возникновения таких неприятностей, как деформация изделия. Особенно это актуально ABS-пластика, в отношении выступающих частей изделия и углов.
Перед печатью любой 3D-принтер нуждается в калибровке. При этом будет регулироваться высота печатного слоя по оси Z. Все знают, что от сопла до горячего слоя должен быть промежуток размером около 50-75% от толщины выбранного слоя. Реализовать это весьма просто. Необходимо взять обычный лист формата А4 офисной бумаги. Показатель плотности листа должен составлять 80 мг/м3. Сопло должно подходить к столу плотно, но лист должен при этом проходить с небольшим усилием. В таком случае калибровка считается правильной. Для новичков в области 3D-печати также есть видео, иллюстрирующие правильную настройку рабочего стола.
3D-принтеры могут поставляться в зависимости от модели с рабочей платформой из алюминия или стекла. Некоторые 3Д-печатники предпочитают печатать прямо на платформе, не используя при этом никаких допсредств. Но в любом случае есть некоторые правила, которых нужно придерживаться.
Правило №1: гладкая поверхность предварительно перед печатью обязательно должна быть очищена от пыли и обезжирена. Для этого используется изопропиловый спирт. Если этим правилом пренебрегать, то обязательно столкнешься с деформацией первого печатного слоя, а, соответственно, все изделие будет менее качественным.
Правило №2: для улучшения адгезионных характеристик необходимо использовать специальные средства: каптоновая лента, термостойкая лента, термоковрик, раствор ABS-пластика, гаролит, боросиликатное стекло, клей для 3D-печати, PEI-пленка. Выбор достаточно широкий и можно подобрать оптимальный вариант.
Рассмотрим наиболее популярные варианты этих средств подробнее…
Синий скотч для 3Д печати
Это один из популярных вариантов для повышения адгезии. Преимуществами этого материала является удобство, дешевизна, легкость нанесения, простота снятия готового отпечатка. К недостаткам относят одноразовость этого материала, хотя это далеко не всегда так.
Наиболее популярный вариант термостойкой ленты – это синий скотч для 3Д печати . Также встречаются термостойкий синий лист. К этой категории можно с натяжкой отнести и малярную ленту.
Способ применения: Перед использованием адгезионного материала обязательно обезжиривают и очищают поверхность платформы. Лента наклеивается встык, чтобы не было никаких дефектов на готовом изделии. Делать оклейку платформы необходимо максимально ровно.
Применимость: Термостойкую ленту рекомендуется использовать для повышения адгезионных характеристик при печати такими филаментами, как PLA , Nylon, Elastan и coPET.Синий скотч для 3D-печати или термостойкая лента
Клей для 3D-печати
Данный материал для повышения адгезии представляет собой водорастворимый клей в виде тюбика. Материал может использоваться на платформах как из стекла, так и алюминия. Также его можно использовать поверх малярного скотча или каптона.
Достоинствами клея для 3Д печати являются простота нанесения, дешевизна, совместимость с большинством 3Д печатных материалов.
Способ применения: Клей равномерным слоем наносился на обезжиренную платформу или материал поролоновой губкой.
Применимость: клей для 3Д печати совместим практически со всеми материалами. Рекомендуется использовать его при печати АBS, FLEX, RUBBER, PC, Nylon, а также PLA и другими материалами.

Александр, Стол калиброапл и на горячую и на холодную и на тёплую и даже под коньячок))) ямы в центре нет - проверял линейкой металлической. Да эта ультрабаза единый сэндвич: верхнее стекло + нагреватель. Пробовал юбку, пробовал кайму, пробовал подложку - не помогает. При печати, когда пластик липнет ко столу а не наказывается соплями на сопло ложится один к одному, но стоит начать печатать саму деталь все отрывается. То что напечатало ь легко распускать на нити. Пластик, как сказал выше сушил 4 часа переворачивая каждый час - результат 0. Не пробовал только ни на стол ни внутрь энтеродез+водка))) Cura - последняя официальная версия. Можно подробнее про зазор? Это расстояние 1 слоя? Если да, то менял от 0.1 до 0.3. Завтра сгоняю в аптеку, попробую аццкую смесь с водкой))) видео сниму. Спасибо за помощь.

Дмитрий, неверно откалибровано расстояние для стола. PETG немного больше зазор нужен (два обычных листа). была похожая проблема - при печати первый слой ложился, а отрывало с 3-4 (или попозже температура стола 80 сопла 230 скорость 40 - теперь норм) когда обдув включался. решилось все само после протирки спиртом (медицинский 70 градусов) теперь пока не остынет не отлипнет - даже вентилятор на 220 завел который сверху кладу и включаю чтобы быстрей остыло.
Isd, как ни странно, но проблему я решил как раз таки уменьшив расстояние между столом и сопло посредством z offset в cura. + стекло оконное на ультрабазу и увеличив поток 1 слоя на 10% и стало липнуть что у одного из 2х заказанных стёкол вырвало маленький кусочек при отделении большой детали после остывания. Само собой спиртом протираю стекло и в себя 50грамм на удачу ))) Спасибо за совет, но вероятно проблема имеет несколько решений и мне помог такой вариант.
Собственно вот. Накапливается там прямо подушка и при достижении критической массы отрывается портя распечатку.
Самое странное что вчера ещё не было этой проблемы. Нормально печатались деталюшки, но мне захотелось убрать волсистось, игрался с настройками ретракта. И того на данный момент имею 225 градусов сопло, 75 стол. Ретракт 8мм при 30мм/с, скорость печати от 20 на первом слое до 50 на заполнении. Слайсер Прюша, принтер Эндер3 в2.
Кроме того к родному стеклу поначалу клеилось что фиг оторвешь, а сейчас вообще стоит на честном слове. При том что никакими смазками не пользовался, а только мыл тёплой водой.
Волосатость кстати почти победил, но какой ценой. Не зря говорят что лучшее враг хорошему.



Лига 3D-принтеров
934 поста 6.8K подписчиков
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд
Хороший совет был выше: проверь, не сифонит ли из-под сопла.
8 мм - это многовато. Попробуй поменьше и помедленнее.
Если плохо липнет - поиграй с температурами сопла и стола. Скажем, до 245/100. Ну и зазор, пожалуй, с него стоит начать.
Я стол (стекло) мажу клеем-карандашом. В случае с ПЭТГ - очень здорово помогает его ОТЛЕПЛЯТЬ. Было дело, один раз отлепил распечатку (без клея) вместе с очень тонким плоским слоем стекла.
У Меня Лонгер, сейчас экспериментирую с директами, при некоторых условиях волос почти нет.
Всегда мечтал иметь 3д-принтер. Пожалуй продолжу мечтать дальше.
Если принтак мотает пластмассу на сопло - значит пластмассы сильно дохрена. Снизь поток на пару процентов, может поможет.
У ебучего эндера в стоковом экструдере есть абсолютно мудацкая щель между соплом и трубкой. Ну то есть её там не должно быть, но она обычно есть. Я прям фигею насколько меньше проблем стало после замены экструдера на цельнометаллический.
Стекла тоже та еще тема. Я как-то протер стекло ацетоном - к нему липнуть перестало вообще все. :) Потом открыл для себя контактный клей в аэрозольной упаковке, от него еще пока никто не отклеился.
По описанию похоже на пробку. Возможно из-за игр с ретрактами. У Эндера в стоке горло со сквозным проходом трубки, а у фитинга радиатора есть такая неприятная штука, как возвращение трубки чуть назад при установки стопора. Плюс, сама трубка может быть криво отрезана и неплотно быть прижатой к соплу. В общем, совет такой - перебрать и очистить хотэнд. Автор, а при меньшей температуре сопла у тебя случайно пробка не образуется?Напечатано на этом аппарате :)
Моделька уменьшена до 5 см в длину.
Тоже Эндер 3 в 2. Печатаю ПЕТ Г постоянно. На 250 градусах, стол 70 градусов. Настройки ретракции из Куры стандартные для ПЕТ Г. Стекло эндеровское сбрызгиваю лаком для волос, иначе хрен от него что отдерёшь. Качество печати прям очень приличное. Принтер из коробки, только собрал и настроил, никакого тюнинга.
90% что это из-за влажного PetG.
Управляем питанием 3D-принтера Ender 3 Pro удаленно, в том числе со смартфона (raspberry pi 3 + octoprint)
Внимание! В конце поста есть видео, где всё подробно я рассказываю (для тех, кто не хочет читать вводную часть текстом).
Давно хотел сделать так, чтобы принтер сам выключался после завершения печати (после того как экструдер остынет до заданной температуры). Ну и чтобы можно было включать/выключать принтер удаленно, в том числе со смартфона. Сразу скажу, что к принтеру уже подключен по юсб raspberry pi 3b+ с установленным ПО Octoprint. Изначальной целью подключения "малинки" было желание наблюдать через видеокамеру за процессом печати удаленно (камера родная подключена к "малинке" шлейфом). На фото ниже видна и валяющаяся "малинка" в черном корпусе и камера в синем корпусе, соединенная с ней белым шлейфом.

В общем, прочитав пару статеек и посмотрев видео на канале Сергея Ирбиса, я остановился на такой схеме. Для начала купил на али реле твердотельное на 25А (со смешным названием FOFER, это закос под известный тайваньский бренд FOTEK).

Провода кусать не стал, все подключения сделал аккуратно через клеммную колодку блока питания принтера.

Реле ставится в разрыв провода, идущего с выключателя БП принтера. (контакты 1 и 2). А контакты 3 и 4 (земля и сигнальный провод) подключил к Raspberry. Заодно распечатал оранжевую крышку для реле, чтобы закрыть винтовые контакты.

После этого поставил и настроил плагин для Octoprint, который управляет питанием (там нужно фактически только прописать пины, к которым подключено реле). Для смартфона тоже существует великое множество программ для работы с Octoprint, тут каждый сам выберет, что ему ближе. Ну и провел тест (в интерфейсе октопринта вверху появилась "молния", при нажатии на которую принтер включается или выключается).

Общие характеристики материала REC Relax на основе PETG
Механические характеристики
- Ударная вязкость по Шарпи: 4,17 кДж/м^2
- Прочность при растяжении вдоль слоев: 36,5 МПа
- Модуль упругости при растяжении вдоль слоев: 1,12 ГПа
- Прочность на изгиб: 76,1 МПа
- Модуль упругости на изгиб: 2,06 ГПа
- Максимальная нагрузка на изгиб: 120 Н
- Прочность при растяжении поперек слоев: 33,6 МПа
- Модуль упругости при растяжении поперек слоев: 1,73 ГПа
- Максимальная нагрузка на растяжение: 1485 Н
- Прочность на сжатие: 51,7 МПа
- Модуль упругости на сжатие: 1,81 ГПа
- Максимальная нагрузка на сжатие: 6386 Н
- Коэффициент удлинения: 2,41%
- Предел текучести при растяжении и при температуре 23°С: 53 МПа
- Прочность при изгибе 2,8 мм/мин. 23°C: 76,07 МПа
- Твердость по Шору (шкала D): 76
Основные преимущества PETG (REC Relax):
- Высокая жесткость и твердость;
- Стойкость к разбавленным кислотам и щелочам, растворам солей, мылу, маслам, спиртам, алифатическим углеводородам;
- Хорошо стерилизуется спиртами;
- Легко перерабатывается;
- Стойкость к внешним неблагоприятным климатическим факторам;
- Отсутствие запахов при 3D-печати;
- Высокая межслойная адгезия, низкая усадка, высокая адгезия к платформе, облегчающие 3D-печать
Проще говоря, преимуществ материала больше, чем недостатков, и изготовление изделий из PETG при правильно подобранных настройках 3D-печати не доставит трудностей. Поэтому наш материал получил название Relax.
Обладая лучшей ударной вязкостью, чем акрил, и более низкой стоимостью, чем поликарбонат, PETG пользуется популярностью в различных отраслях и зачастую служит выбором для производства сложных изделий.
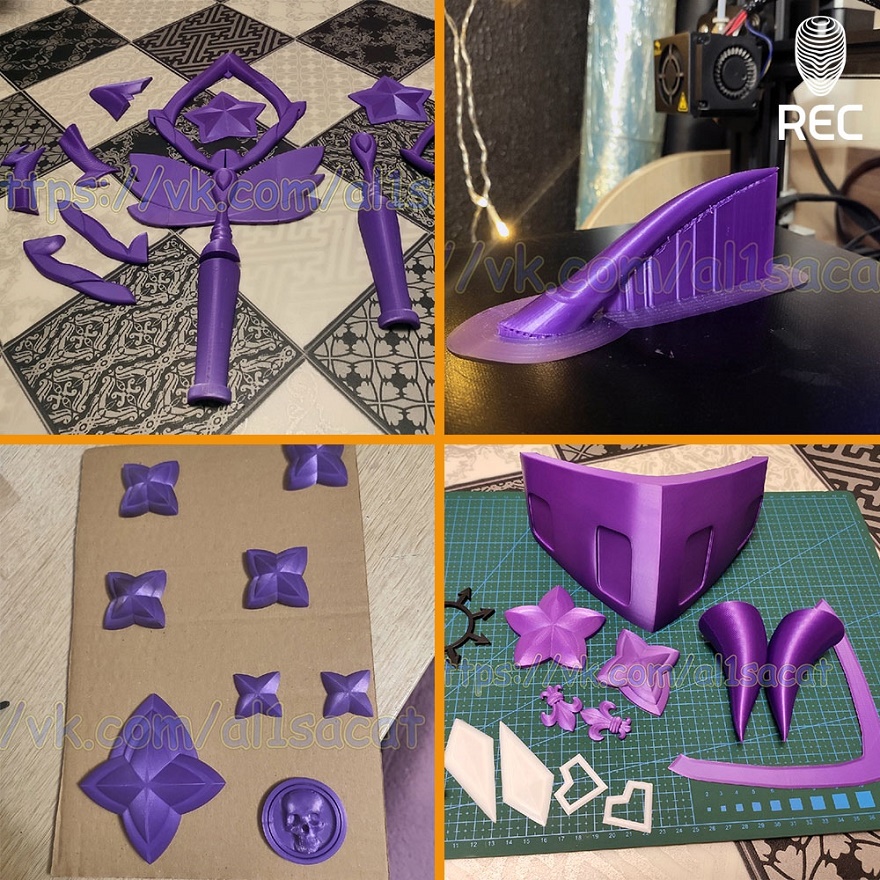
Сферы применения включают производство как прототипов, так и конечных изделий: корпусов приборов, защитных кожухов, емкостей различного назначения, деталей механизмов, детских игрушек, функциональных изделий для размещения на улице и многого другого.
Температура размягчения PETG составляет 80°С градусов — ниже, чем у ABS-пластика (105°С), но выше, чем у PLA-пластика (55°С). В большинстве климатических зон это позволяет использовать изделия из PETG вне помещений без деформаций от солнечного нагрева.
Настройки 3D-печати PETG (REC Relax)
- Температура экструзии. Стандартная температура для 3D-печати PETG от разных производителей варьируется в диапазоне 215-245°C. Не превышайте температуру печати 250°C, так как это может привести к повреждению PTFE-трубки. Также стоит избегать превышения допустимой температуры по причине возможного подтекания пластика из сопла и образованию паутины или нитей (так называемых «соплей») на изделии.
- Температура стола. Стандартная температура стола составляет 60-65°C. Мнения как производителей, так и пользователей разнятся: некоторые рекомендуют ставить 20°C, другие — 90°C. Наша рекомендация: для хорошей адгезии достаточно стандартной температуры стола 60-65°C.
- Ретракт. PETG не любит высокие скорости по причине его мягкости, поэтому на большинстве 3D-принтеров с боуденовской системой подачи филамента (с отдельной установкой хотэнда и проталкивающего механизма, соединенных длинной трубкой) скорость ретракта желательно выставлять на уровне 25 мм/с, а длину ретракта — в диапазоне 6-7 мм. При использовании экструдеров с директ-подачей филамента (с хотэндом и проталкивающим механизмом в одной сборке) допускается ретракт в диапазоне 3-4 мм.
- Охлаждение. В большинстве случаев охлаждение печатаемых изделий не требуется, но если на вашей модели большое количество нависающих элементов, желательно включить обдув.
- Скорость. PETG достаточно чувствителен к настройкам скорости. При слишком быстрой укладке материал не будет успевать плавиться, что может привести к пропуску шагов экструдера и даже пропуску слоев. Повышение температуры экструзии в этом случае мало чем поможет. Слишком медленный режим наоборот может привести к возникновению «соплей» и деформации деталей. Для сопла 0,4 мм. мы рекомендуем выставлять скорость 3D-печати PETG на уровне 50-55 мм/с, а при построении первого слоя и внешних контуров не превышать 25 мм/с.
- Адгезия к столу. PETG очень прочно держится на стекле и иных материалах без дополнительных средств адгезии. Более того, ввиду избыточной адгезии при отделении напечатанных моделей возможен отрыв кусочков стекла.
Во избежание сколов рекомендуется наносить на стекло клей или скотч, а также выставлять правильный зазор между стеклом и соплом. Если для ABS и PLA зазор между стеклом и соплом требуется минимальный, то по многим рекомендациям для PETG необходимо немного увеличить зазор.
Постобработка PETG
Материал неплохо поддается механической обработке, например шлифованию или сверлению. Для сглаживания поверхностей, придания глянца или склеивания отдельных частей можно использовать дихлорэтан или дихлорметан. Не забывайте, что эти растворители весьма токсичны и летучи, а потому требуют соблюдения техники безопасности. Покраске PETG поддается с трудом, но при желании материал можно обработать грунтовкой, а затем покрасить.
Хранение PETG (REC Relax )
PETG достаточно гигроскопичен, и его хранение зависит от климатических условий вашего региона. Если вы используете пластик в условиях влажного климата, то при неправильном хранении материал может впитывать влагу из воздуха. Чтобы избежать чрезмерного набора влаги, материал следует хранить в прохладном сухом месте. Точка росы для безопасного хранения PETG пластика должна быть ниже нуля. Самый простой и при этом весьма эффективный способ — это хранение филамента в герметичных пакетах с силикагелем. Наши катушки поставляются в вакуумной упаковке, но после вскрытия катушку можно поместить в обычный или вакуумный Zip-пакет подходящего размера с пакетиком влагопоглотителя внутри, предварительно выжав или откачав из пакета побольше воздуха. Также для хранения можно использовать жесткие герметичные боксы или просто плотно закрывающиеся контейнеры с силикагелем. Статью про хранение пластика можно прочитать здесь.
Сушка PETG ( REC Relax )
Лучший вариант — не давать филаменту набирать влагу вообще, но на практике это почти нереализуемо. Значит, перед 3D-печатью желательно подстраховаться и просушить пластик.
Как понять, что пластик отсырел? 3D-печать может сопровождаться характерными щелчками лопающихся пузырьков, укладка может быть неравномерной, на поверхностях изделий могут появляться всевозможные дефекты. Все это, как правило, сопровождается снижением межслойной адгезии, а нередко и изменением механических свойств самого материала, например прочности. Чем больше в пластике влаги, тем больше он теряет прочность при 3D-печати, а если влаги очень много, то это становится уже видно невооруженным глазом (пропуски, пузырьки и так далее), при этом прочность падает уже разительно.
PETG можно высушить несколькими способами. Самые популярные — это сушка в электрическом духовом шкафу, фруктосушилке, специализированной сушилке для филамента, в закрытой камере 3D-принтера. Многие пользователи даже сушат пластики на батареях отопления. Профессиональные студии 3D-печати и крупные производства обычно используют специализированные cушильные шкафы.

Мы рекомендуем использовать для просушки филамента специализированные сушилки пластика для 3D-печати или же фруктосушилки, как более дешевый вариант. Сами катушки под брендом REC сделаны из ударопрочного поликарбоната, выдерживающего продолжительное нагревание до 130°C.
Наши испытания PETG ( REC Relax )
Мы очень ответственно относимся к производству филаментов и проводим множество испытаний для проверки качества производимых материалов. Результаты испытаний доступны по ссылкам ниже.
Испытание:
*Все испытания проводились на 3D-печатных образцах с толщиной слоя 0,2 мм.
Безопасность PETG
Все материалы для 3D-печати, производимые нашей компанией, имеют сертификаты безопасности. С сертификатом безопасности на REC Relax (PETG) можно ознакомиться по этой ссылке.

Прочна и легкая в печати, нить PETG является наиболее используемой и готова выдержать сверхнагрузки. Это подробное руководство содержит несколько советов и рекомендаций о том, как начать работу и понять фантастические свойства этого материала.
PETG — это полиэтилентерефталатгликоль, который является одним из наиболее распространенных полимеров. Как нить для 3D-печати, пластик PETG доказал свою ценность в качестве прочного материала, который прост в использовании. Образно говоря, он совмещает самые полезные характеристики ABS (ригидность и механические свойства для функциональных частей) и лёгкость печати PLA.
Что такое PETG пластик?
Вы часто будете видеть упоминания PETG в одной или нескольких из следующих форм: PET, PETE, PETP, PET-P, PETG, GPET, PETT и другие. Это может сбить с толку тех, кто пытается понять различия между ними.
PETG общая форма используемая для 3д нити. Буквой G обозначают гликоль-доработанный PET, и это делает полимер более прозрачным и менее хрупким, чем чистый PET. Чистый PET редко используется для 3D-печати. PETE, PETP, PETT и PET-P являются модифицированными версиями PET (называемыми сополиэфирами), но на сегодняшний день наиболее распространенным материалом, используемым в 3D-печати, является PETG.
В этой статье PETG будет использован как универсальный термин.
В поиске качественной нити PETG

Некачественный PETG или PETG, который недостаточно сухой, не будет печататься должным образом, что может вызвать проблемы и дополнительную трату времени.
PETG гигроскопичен, что означает, что он будет активно поглощать влагу из воздуха. По этой причине пластик PETG следует хранить в прохладном, сухом месте и сушить, если он слишком долго подвергается воздействию влажного воздуха. Лучше потратить больше времени на сушку нити, чем оставить её влажной.
Печатание влажного PETG может привести к гидролизу который изменит материал на молекулярном уровне, делая его значительно слабее чем он был бы сухим.
Вакуумные упаковки и осушители обеспечивают наименьшее воздействие влаги на нить.
Использование правильного 3D принтера
Для печати PETG есть определённые требования, некоторые принтеры могут не соответствовать этим требованиям.
Для печати PETG, ваш принтер должен быть оборудован нагревателем который может достигнуть температуру хотя бы 235 °C . У вас должна быть возможность достигнуть температуру в 265 °C, но иногда хватает и 235 °С. Имейте в виду, что каждая катушка уникальна и может потребовать немного более высокой или более низкой температуры.
Печать с нитью PETG
Нормальную экструзию PETG можно достичь в температурном диапазоне 230-265 °C. Если температура будет выше, то материал будет просто вытекать словно паста из ручки, а если температура будет ниже то материал будет застревать и расслаиваться. Поскольку точные тепловые свойства варьируются от катушки к катушке, вы можете поэкспериментировать с любой нитью, которую вы покупаете, чтобы определить лучшую температуру для печати.
Правильный первый слой
Как и при печати любого типа нити, получение хорошего первого слоя имеет большое значение для успешной печати. Без хорошего первого слоя вам, вероятно, нужно будет перепечатать элемент.
Мы экспериментировали с несколькими различными типами кроватей и методами адгезии, и лучшие из них перечислены ниже.
Печать на синей ленте
Синяя лента, является лучшей поверхностью для печати пластика PETG. Помимо улучшения качества адгезии вы можете удалять деталь прямо вместе с лентой. PETG весьма хорошо прилипает к большинству поверхностей, вплоть до того, что вырывает из них куски, либо связывается с ними навсегда. Печать на синей ленте дает вам возможность удалить любую деталь, не повредив поверхность для печати.
Печать на стекле
Стекло очень гладкое, что придает печатаемой детали глянцевую поверхность. Мы считаем, что лак для волос на нагретой кровати (50-60 ° C) лучше всего работает на голом стекле. Некоторые пользователи сообщяли, что PETG настолько хорошо прилип к их стеклянной кровати, что из нее были вырваны куски. Печатайте на стекле с осторожностью.
Другие поверхности для печати
Подложка BuildTak хорошо работает с нитью PETG. Она также работает с PLA и ABS без необходимости смены подложки. Конечно она изнашивается со временем, но адгезия с пластиком весьма хорошая.
Поверхности печати PEI отлично подходят для большинства других нитей и очень хорошо работают с PETG. Слишком хорошо. Иногда он вырывает куски PEI, поскольку он прочно связывается с поверхностью.
Получение нужной температуры
Следите за тем, сколько нити не оказывается там, где она должна быть. Пластик PETG может просачиваться, поэтому следите за нитью, которая застревает на сопле. Иногда капли нити PETG будут прилипать к соплу, а затем цепляться к части печати, где ее не должно быть. Если это произойдет, он остынет и затвердеет, что может представлять опасность для сопла. Результатом, как правило, является сдвиг слоя, который может нанести ущерб печати.
Смена нити
На PETG
При замене нити с чего-то другого на PETG, вам нужно нагреть печатающую головку по крайней мере до температуры, необходимой для плавления предыдущей нити, подталкивая пруток, повышайте температуру до плавления PETG
Как только следы предыдущей нити перестанут выходить из сопла PETG будет готов к печати.
С PETG
При переходе с нити PETG на другую нить, вам нужно нагреть печатающую головку по крайней мере до температуры плавления PETG или немного горячее. После того, как вы подадите новую нить, вы можете настроить температуру печатающей головки, чтобы она соответствовала температуре плавления этой нити.
Проектирование деталей для PETG
PETG имеет коэффициент усадки менее 0,01 см, печать деталей больших размеров не проблема если поверхность для печати хорошо выровнена.
Использование поддержек может быть легко выполнено при использовании пластика PETG, но более крупный воздушный зазор может потребоваться для легкого удаления поддержек.
Диагностика
Несколько вопросов могут возникнуть во время печати PETG. Ниже приведен обзор некоторых наиболее частых проблем с печатью нитью PETG и шаги, которые вы можете предпринять для их устранения:
Первый слой не прилипает к кровати.
Если нить просто тащит по всей площади:
- Убедитесь, что у вас правильная поверхность кровати для PETG:
1) синяя лента не нагрета или не обработана клеем.
2) стекло обработано адгезивом.
- Убедитесь, что вы печатаете при правильной температуре экструзии и кровати.
230-265 ° C температура экструзии. Температура кровати 70-90 ° C
- Убедитесь, что печатная кровать ровная.
- Убедитесь, что экструдер находится на правильной высоте, и если это не так, то:
1) Отрегулируйте смещение Z-оси экструдера.
2) Отрегулируйте концевой выключатель принтера (если такой имется).
Проверьте температуру окружающей среды. Если слишком холодно, это негативно скажется на отпечатке.
Деталь имеет плохую заполнение и верхние слои.
Когда нить, во время печати заполнения и/или верхних слоев, скатывается катышком за соплом:
- Убедитесь, что температура экструзии не слишком низкая.
- Замедлите скорость печати на 10-20%, либо с повышением температуры, либо без нее. Скорость и температура напрямую связаны с получением хорошей экструзии.
- Проверьте натяжение нити.
Края отпечатков имеют дефекты.
Дефекты на внешней стороне печатаемых деталей могут возникать по различным причинам.
Если принтер тормозит при подключении к компьютеру:
- Убедитесь, что компьютер не слишком занят для подачи команд принтера. Запуск приложений, отличных от программного обеспечения для управления принтером, одновременно с печатью будет использовать часть памяти компьютера. Если другие программы используют достаточно памяти, то она недоступна для связи принтера и печать может пострадать.
- Печать с SD-карты. На некоторых принтерах вы можете распечатать файлы с SD-карты. Это часто помогает работать более гладко.
Если нить пузырит, при выходе из сопла:
- Высушите нить. Влажная нить будет гидролизоваться по мере ее плавления и будет значительно слабее, чем нить, напечатанная сухой.
От качества нити напрямую зависит качество вашего отпечатка. Некоторые любители преуспели в печати добротных деталей из нити более низкого качества.
Высокие участки отпечатков выглядят расплавленными или сплющенными вместе.
- Включите охлаждающие вентиляторы.
- Понизьте температуру и скорость.
- Напечатайте больше чем одну часть для того чтобы дать слоям время на охлаждение.
Используйте небольшой вентилятор. Если принтер не оснащен встроенным вентилятором, можно воспользоваться небольшим настольным вентилятором. Просто убедитесь, что вентилятор не охлаждает печатающую головку.
Часть детали сворачивается с кровати.
Хотя это не происходит с PETG так же, как с некоторыми другими нитями (например, ABS), деформация может произойти и уничтожить идеальный отпечаток.
Если это происходит, Используйте больше клея для кровати (в зависимости от вашей поверхности кровати). 2-3 слоя клеевого материала на подложке обычно достаточно.
Избегайте неровного нанесения клеевого материала или его невероятно толстых слоев, которые могут помешать печати.
Читайте также: