
Муфта для 3д принтера какую выбрать
Мой первый пост, не судите строго.
Много читаю статей здесь и в соц сетях, о том, что купить, где, а почему то или иное. И решил немного собрать все в кучку, кратко и по сути.
Какое устройство выбрать?
Всё просто, если Вы хотите бизнес построить смотрите на готовые устройства заводской сборки - они как правило хорошо собраны, часто "работают из коробки" (но не всегда, как в моем случае), есть адекватные люди в тех поддержке, которые 90% проблем знают как решить, ну а кроме того эти устройства очень хорошо печатают.
Если руки не из жопы и мало денег, то добро пожаловать в reprap проекты, есть полностью открытые. Самый дешёвый вариант, вполне хорошее качество печати. Готовьтесь что этот принтер Вы будете строить все время, каждый раз что-то новое придумывается обществом или создателем принтера, и у Вас уже есть принтер нормально печатающий, но Вы себя ловите на том как покупаете новые платы на али или заказываете японские подшипники, и это невозможно остановить, только если продать принтер.
Всем остальным, желающим печатать бирюльки берите б/у принтеры, многие из них доведены до ума, и прослужат для Вас достаточно. И деньги сэкономите, и не получите головную боль от не работающего принтера.
На сегодняшний день их огромное количество, каждый из них по своему хорош и плох. В общем и целом, если у Вас открытый принтер то смело берём Pla, Sbs (он же ватсон), ПЭТГ, тотал cf-5 и большая часть арт пластиков типа имитация дерева, меди, бронзы, так как они сделаны на основе Pla. Все эти материалы самые простые и лёгкие в печати, с маленькой усадкой, требуют охлаждения. В общем Pla жёсткий, но термически не стабилен (после 60 начинает плыть), поэтому применения бытовое, шестерни печатать только для образца, в работе при первой же нагрузке съест зубья. СБС отличный материал для прототипов, одна небезызвестная компания делала имитацию стеклянных бутылок с идеально прозрачными стенками (в один проход с обработкой d-лимоненом). ПЭТГ крутой материал, минимум усадки, бешеная межслойная адгезия, в ряде случаев можно делать шестерни, будут жить, вообще хороший материал на замену ПЛА и Абс, вроде термически не стабилен с 90 градусов (но это не точно). Тотал cf-5 крутой материал, на основе полиуретана с добавлениями углеволокна. Прочный материал, можно делать не нагруженные и средненагруженные шестерни, идеально подходит для роликов работающих на трение качения. Соплом 0,4-0,5 печатается, меньше затруднительно, забивает сопло. Да и он очень хорошо "рассверливает" сопло - углеволокно агрессивно к латуни, выход ставить нержавейку (сопла).
Для закрытых принтеров подходят все вышеперечисленные и другие более вредные материалы, такие как АБС, АСА, нейлон. Все при нагревании источают вредные запахи, имеют большую усадку. Если начнёте печатать из этих материалов на открытом принтере Вас постигнет деламинация - растрескивание, загибание, отрывание детали от стола. Основная причина изменения размеров пластика из-за резкого остывания пластика, он сжимается и либо рвёт в местах слабого спекания, либо тянет, термокамера снижает это пагубное влияние. Абс для промышленных деталей, корпуса, рычажки все, что не сильно нагружено, пластик боится лютых морозов ниже 30 и ультрафиолета (от последнего можно защититься защитным лаком). АСА улучшенный абс с меньшим значением усадки и стоек к ультрафиолету. Нейлон самый капризный, температуру подбирать экспериментально, от 240 до 265, нужно обязательно сушить, даже если Вы только распаковали его, дикая усадка, для внешних размеров на 0,1-0,2 мм, для отверстий на 0,4-0,5 мм (все это нужно держать в голове при моделирование. Обязательно перед началом использования печатайте кубики, и разламывайте их кусачками, когда будет монолитная структура (не слоистая), значит можно смело печатать на этой температуре высоконагруженные шестерни.
К каждой детали подходите продумывая, в каких условиях она будет работать, жить и в зависимости от этого подбирайте материал, очень часто мы сначала печатаем из дешёвого пластика (абс, Пла), сверяем визуально детали, обмеряем, а потом уже печатаем из нейлона или ПЕТГ, тотала, это позволяет избежать некоторых ошибок и растрат на дорогостоящий материал.
Есть ещё ряд материалов с интересными свойствами, например флексы и резиноподобные материалы, воск и пмма (служат для изготовления литьевых форм), всякие токопроводящие, ультраны, поликарбонат, о них в следующий раз (по ним не так много опыта).
Адгезия
Как люди только не извращаются с решением слабой адгезии,используют пиво, воду сахаром, пва, лак для волос, клей карандаш, растворы абс в ацетоне, ультрабазы всякие (последние не пробовал). Для меня есть 2 адекватных средства - клей для 3д печати, самый дешёвый уфимский около 400 р за 0,5 л спрей, они одни из первых его начали делать. Держит все кроме нейлона, этот не держится даже на плоту. Нейлон держит только клей бф-2 со спиртом (пропорция 1:3). Естественно все это наносится на стекло или зеркало (кому как удобнее), мы имеем 2-3 стекла, с заранее нанесенными средствами, и после печати просто меняем стекла. Детали сами отходят от стекла при температуре где-то 40-50 градусов. Клей для 3д печати смывается водой, его хватает на 2-3 распечатки, бф-2 нужно замачивать в тёплой воде, тогда отходит плёнкой, засохший клей ничего не берет, ни спирт, ни ацетон, ни сольвентом, только замачивание.
Очень часто проблема адгезии бывает в малом зазоре между соплом и столом (стеклом). Я калибрую по бумажке, по 4 точкам при каждой смене с абс на пла (разная температура стола, разное расширение основы стола от нагрева), так чтобы бумажка скреблась об сопло и двигалась с минимальными затруднениями. Это приводит к тому что первый слой немного раздавливается, и хорошо липнет к основе.
Директ или боуден
Боуден система с вынесенным двигателем и механизмом подачи, директ - с двигателем и механизмом на голове.
У меня нет опреденного ответа, 3 принтера с боуден системой и один с директом. На одном принтере с боуден подачей я печатал всеми пластиками, в том числе и флексами, но воск для литьевки он не смог затолкать. На директе с этим проще.
Бытует мнение что на боуденах можно печатать с большой скоростью, а на директах нельзя, не знаю не проверял.
Скорость печати 100 мм/с и более
Мне никогда непонятны были эти заголовки, куда Вы так спешите, зачем Вам такая скорость, как Вы боретесь с инерцией. Всегда печатали на скорости 50-60 для абс, Пла, нейлон 40, флексы 20-30. Мне нужна качественная, ровная, заполненная деталь, пусть больше времени, но нормальная.
3д печать как бизнес
Пассивное увеличение заказов
Тут подразумеваются различные способы рекламы.
Первое что, Мы сделали, это создали группу в вк, в ней есть вся контактная информация, есть примеры работы, и периодически мы добавляем свои работы в группу. Группа приносит периодически клиентов, половина из них неадекваты. Следом зарегистрировались в справочниках - яндекс, гугл и др. С отражением на карте, это работает, люди ищут, и даже бесплатная версия выкидывает нас периодически в топ. Пока этого достаточно. Объявления на авито/юла, люди периодически звонят, говорят "звоню по объявлению", так что отметать нельзя. И сайт, он нужен чисто для галочки, и работает как визитка, причём желательно чтоб на своём домене, выглядит более серьёзно. Если везде публиковать информацию, чётко, проблема-решение, и фото. То постепенно (у нас 2 года), это приносит стабильную занятость, но до прибыльности далековато. Но опыт сам по себе не появится.
Пока наверное всё, если кому-то понравится, можно будет пройтись подробнее по материалам, слайсерам, принтерам, разберём жизненные (3д печатные) ситуации.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Здравствуйте. Много встречаю заблуждений относительно муфт. В большинстве принтеров и станков ставят не те муфты, которые стоило бы ставить, поэтому хочу кратко рассказать, что, куда и почему ставить.
1. Самый простой (и самый дешевый) тип муфты.

Единственное назначение - передача крутящего момента от одного куска арматуры к другому. Для валов не пригодна. Потому что не обеспечивает соосность, не работает с непараллельными валами, не работает с неколлинеарность валами (хотя коллинеарность и так исключается исходя из несоосности и непараллельности). При затягивании из-за зазора в отверстии винт смещает вал в сторону от центра отверстия, тем самым сбивая соосность. А так как диаметр отверстий в муфте разный (как и диаметр валов) то и зазор разный, и смешение разное. В итоге получаем биение, и очень часто еще и "болтание" вала. Единственное, для чего годиться такая муфта в 3д принтере, это для того, что бы ее как можно быстрее заменить.

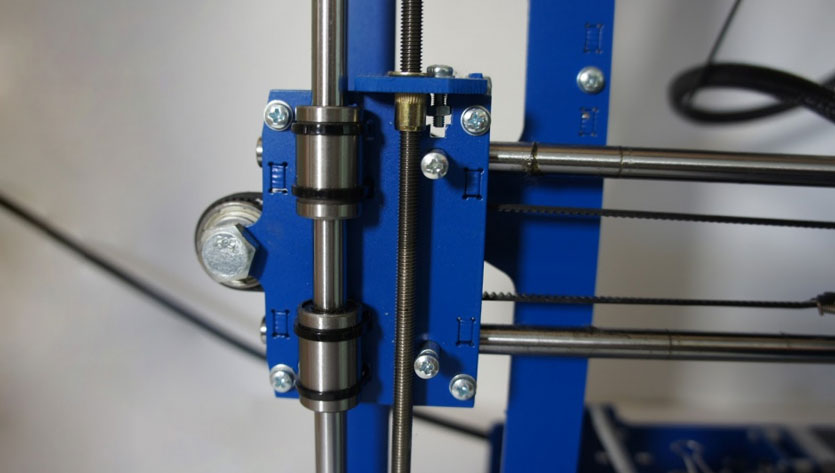
Способ закрепления вала уже более правильный, его обжимает с двух сторон, что центрует вал по центру между двух половинок, и обеспечивает соосность с валом с другой стороны, который так же получает центровку за счет обжима с двух сторон. Но это в теории. На практике из за разной жесткости обеих половин и зазора между муфтой и валом "пропиленная" (на фото справа) сторона муфты поджимает вал к цельной части (слева на фото), при наличии валов одного диаметра в принципе ок, но так как у нас разный диаметр валов чаще всего - опять получаем нарушение соосности.
Далее, слева направо.
Первая - работает с непараллельными валами, но имеет люфт в "крестовине". Для принтера, который постоянно дергает ось туда-назад не подходит. Более того, из за того, что она из двух половин, не факт, что она в принципе имеет соосность этих двух половин, и, соответственно, отверстий под валы. Она уже из коробки будет давать биение вала.
Вторая - не работает с непараллельными валами, поэтому если принтер кривой, получим "болтание" вала. Но из всех пока что представленных самая лучшая.
Третья - в отличии от первой не имеет люфта, но имеет раскачку (пружинка пружинит, и, тем самым, ось Z раскачивается). Усугубляется тем, что если конструкция вся не жесткая, то муфта будет постоянно "играть" на этой пружинке. Для осей X и Y не подходит, для Z в принципе вариант, если не удается обеспечить коллинеарность валов, и не используете авто калибровку стола при помощи датчиков типа BLTouch, когда ось Z постоянно туда сюда дергает в процессе печати. Крайне желательно с такой муфтой на оси Z использовать направляющие с функцией "торможения" (например, ставить не каретки или шариковые линейные подшипники, а втулки, которые бы тормозили об валы и быстро гасили раскачку. Но лучше все же обеспечить коллинеарность валов и поставить вторую муфту.
Далее идет так называемая "мембранная" муфта.
Эта уже не люфтит, как первая из предыдущей фотографии, и не пружинит, как третья. Не пружинит, потому что упирается в упоры, которыми прикручена мембрана, а не люфтит, потому что мембрана не просто вставлена, а прикручена или приклепана в правильной муфте. Работает с небольшой непараллельностью валов, и в принципе вариант не плохой, но есть одно большое НО. Так как муфта "сборная" (состоит из нескольких частей) то технологически не обеспечивает соосность отверстий под выла. Как бы хорошо она не была собрана, биение вала обеспечено.

как она правильно называется, я не знаю. Нашел только пластиковую для примера, но нужно искать из металла. Но, не смотря на мое пренебрежительное название, это одна из самых правильных муфт. Во первых, если она правильно сделана, то она уже технологически обеспечивает соосность отверстий (не валов, а отверстий в муфте), ну при условии что сверлили их заходя с одной стороны (сначала просверлили побольше, а потом поменьше). Пружинная часть более жесткая, чем у "пружинной муфты" выше. Поэтому не так сильно будет раскачиваться. Но "тормоза" на направляющие все еще желательны. Да, она не на сколько сильную непараллельность переваривает по сравнению с пружинной, но для более-менее нормального 3д принтера этого хватит. Что касается зажима вала, на примере он сделан винтом. Это, как я уже писал выше, не есть хорошо. Поэтому стоит искать такую муфту с фиксацией валов по примеру двух предыдущих муфт. Если такую удастся найти, то это будет лучший выбор муфты для 3д принетра.
Печатная муфта из двух половинок.

Пример из гугла.
Почти всегда обеспечивает соосность, даже если качество печати не очень. Лучше печатать из флекса более твердых пород. Но у меня лично такая из ПЛА (на фото не моя). Среди всех типов муфт, рассмотренных выше, лучше всех обеспечивает соосность, но никак работает с непараллельными валами, и вал может "болтать".
По сути более для 3д принтера купить особо нечего. Есть конечно еще муфты по типу "кардан", но они имеют в большинстве своем тоже люфт, да и к тому же имеют опять такие прижим вала винтом, как и первая муфта, поэтому они просто не подходят ни для чего, кроме как для карданной передачи.
При условии, что у вас жесткая конструкция принтера, хорошие направляющие, и резьбовой вал не зафиксирован со свободного конца, даже если и будет небольшое биение (несоосносность), это не страшно. Все равно вал за счет свободного конца сможет нормально себе перемещать гайку. Менее всего биение страшно для принтеров, у которых печать происходит далеко от мотора (на конце вала). В этом случае влияние биения минимально. То-есть, если у вас, например, принтер с опускающимся столом, и моторы стоят в основании, то вам лучше выбрать муфту, которая бьет, но при этом хорошо справляется с непараллельностью. Что касается "болтания" (непараллельность валов), то здесь наоборот. Чем ближе к муфте начинается печать, тем меньше будет вклад "болтания" в качество печати. Но чем дальше от муфты, тем сильнее вал будет уводить от предполагаемой оси, и тем сильнее будет гнуть направляющие и влиять на качество печати.
В идеале если получится найти последнюю, но только в правильном исполнении. Она "универсальна".
Ну или можно взять мотор-вал без муфты. Тогда, при условии что валы ровные, бить не будет точно. Но если мотор стоит криво, то вал может изгибаться что бы попасть в гайку, в этом случае лучше конечно поставить мотор ровно =) но если никак не получается, можно попробовать резиновые демпферы под мотор. Они имеют небольшую степень свободы и немного помогут с кривизной. Можно так же под места прижима мотора к раме подложить шайбы и закручивать только два винта из четырех (какие - зависит от того, в какую сторону мотор наклонен), но это только для мотор-валов, для мота с муфтой такой вариант не подходит, там если и закручивать два винта, то только диагональные.


Неделю назад я рассказывал о возможностях 3D-печати и том, как именно FDM-технология облегчает нашу жизнь. Статья набрала пусть и немного, но вполне достаточно положительных откликов, чтобы продолжать данную тему, а значит цикл материалов можно считать открытым:)
Сразу хотел бы предупредить, что не хочу превращать статьи в дотошное руководство 3D-печатника. Этого добра на просторах рунета предостаточно. Моя же цель — лишь натолкнуть и подсказать варианты, способы и идеи, которые упростят жизнь человека, который заинтересуется этой отраслью.
Ну что, поехали. После вводного экскурса время действовать. Тема сегодняшней статьи — закупка комплектующих.
Перед тем, как отдать свои кровные
Первое предупреждение — будет непросто. Самостоятельная сборка 3D-принтера требует усидчивости и терпения. Я буду счастлив, если у вас все будет получаться с первого раза, но, по собственному опыту скажу, что без ложки дегтя в 3D-печати не бывает.
Перед покупкой комплектующих для самостоятельного построения принтера сразу же хочу отметить, что для нас самое важное — максимально ужатый бюджет.
И дело не совсем в экономии. Лично мне бы очень хотелось, чтобы вы испытали тот восторг, который наступает после печати первой детали на устройстве, которое создано вашими руками.
Собирать будем классическую модель Prusa i3. Во-первых, это максимально бюджетный вариант исполнения принтера. Во-вторых, он очень популярен и найти пластиковые детали для этой модели не проблема.
Наконец, апгрейдить эту модель одно удовольствие. Делать это можно бесконечно долго, но главное, видеть заметные улучшения после вложения очередной сотни-другой рублей.
Под «механикой» мы подразумеваем как статичные, так и движущиеся элементы принтера. От правильного выбора механики напрямую зависит качество моделей, которые он способен будет печатать.
Корпус
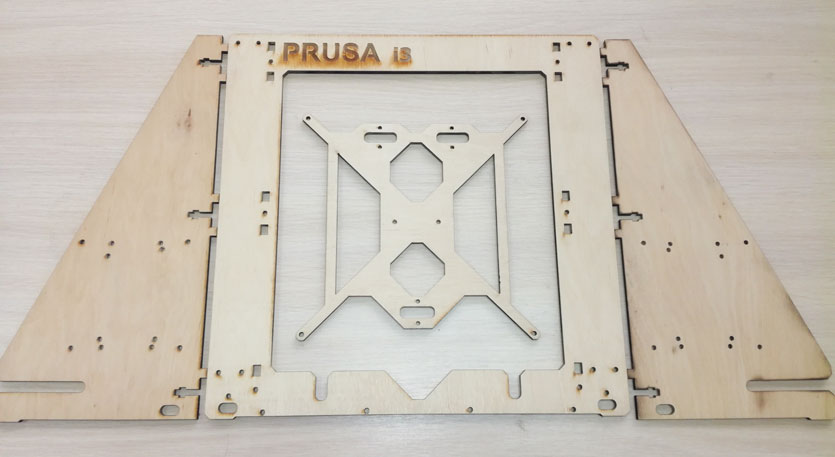
На что влияет. Корпус обеспечивает жесткость всей конструкции. Учтите, что во время печати хотэнд будет постоянно перемешаться вверх, вниз, влево, вправо, вперед и назад. Иногда эти движения будут очень резкими и быстрыми, поэтому, чем надежнее будет корпус, тем лучших результатов вы достигните.
Варианты. Чертеж рамы есть в открытом доступе (тут или тут). Дальше остается обратиться в конторы, занимающиеся резкой фанеры, ДСП, акрила или металла.
Из стали 3-4 миллиметра выйдет подороже, потяжелее, но надежнее. Из фанеры 6 – 8 мм дешевле. Есть варианты и из акрила.
Финансовый совет. Готовые варианты рам на AliExpress и Ebay сразу отметайте. Там просят в три-четыре раза большую сумму. Полистайте доски объявлений по месту жительства. Средняя стоимость корпуса из фанеры варьируется в пределах 600 – 1000 рублей. Все, что дороже — от лукавого.
Цена вопроса: 800 рублей (здесь и далее – приблизительная стоимость).
Направляющие (валы)
На что влияет. Плавность хода сопла, ровность слоев.
Варианты. Направляющих для Prusa i3 нужно ровно шесть штук. По две на каждую ось (X, Y, Z). Размеры следующие:
- 2 x 370мм (ось X)
- 2 x 350мм (ось Y)
- 2 x 320мм (ось Z)
Общепринятый стандарт для валов 3D-принтера — 8 мм. И гнаться за 10 или 12 мм смысла нет. Вес головы хотэнда не такой значительный, что бы на расстоянии в 370 мм гнуть вал.
Хотя, если у вас есть лишние деньги, можно извратиться и купить 12 миллиметровые валы. Вот только подшипники и подгонка пластиковых деталей потом выйдет дороговато.

Финансовый совет. Перфекционистам на заметку: рельсовые направляющие, конечно же, отличная штука. Но их стоимость даже в Китае откровенно пугает. Оставьте эту модернизацию на будущее.
Цена вопроса: 420 рублей (вариант блошинного рынка).
Подшипники

На что влияет. Уровень шума, качество печати, ровность слоев и граней детали.
Варианты. И снова все упирается в бюджет. Можно заказать подшипник в блоке (модель SC8UU, например, тут). Можно просто линейный подшипник LM8UU. Можно остановиться на бронзовых или латунных втулках генератора автомобиля. Главное, подобрать нужный размер.
Наконец, можно заказать подшипники у 3D-печатника, у которого будете покупать детали для своего принтера (об этом ниже). Готовые подшипники всех размеров есть тут.
Запомните, для Prusa i3 вам нужны 12 линейных подшипников.
Финансовый совет. Не спешите заказывать подшпиники в Китае. Не факт, что выйдет дешевле. Варианты по 40 – 60 рублей за штуку можно найти и в «родных краях».
Цена вопроса: 600 рублей.
Пластиковые детали
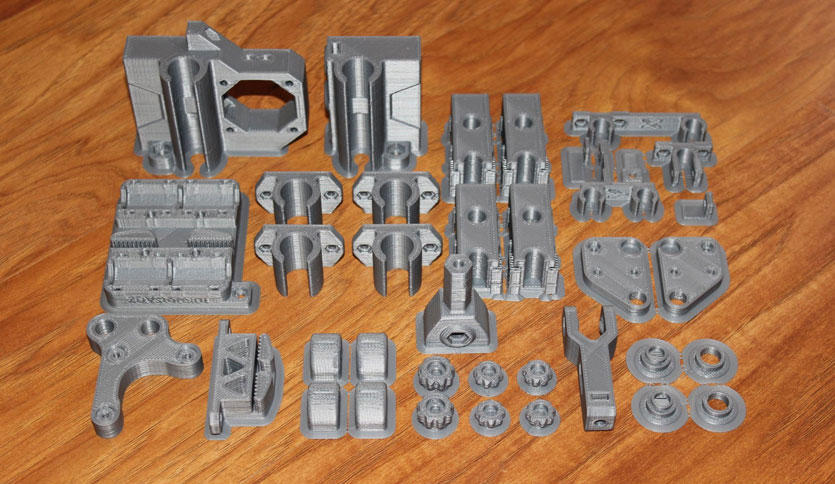
Самое время обратиться к тем, у кого уже есть 3D-принтер. Поищите объявления «3D печать в вашем городе». Обсудите стоимость печати комплекта деталей для Prusa i3.
Как правило, оценивают за грамм печати, но есть и готовые комплекты. Тянуть это добро из Китая нет никакого смысла.
Цена вопроса: около 1000 рублей, но зависит от наглости печатника.
Ремни, шкивы, шпильки и прочая мелочь
Для самостоятельной сборки механики принтера остается совсем немного. По сути, это недорогие детали, рассказывать о которых слишком много не имеет смысла. Поэтому, приведу список.
Гнаться за шкивами для ремня тоже нет смысла. Подойдет обычный подшипник. При покупке включайте фантазию. Вариант «тупо купить по списку» здесь не работает.
Цена вопроса: при большом желании можно легко вписаться в 700 – 800 рублей.
Без электроники принтер не поедет и не поймет, чего вы от него хотите. К счастью, цена на комплектующие просела значительно и можно закупиться без удара по семейному бюджету.
Шаговые двигатели
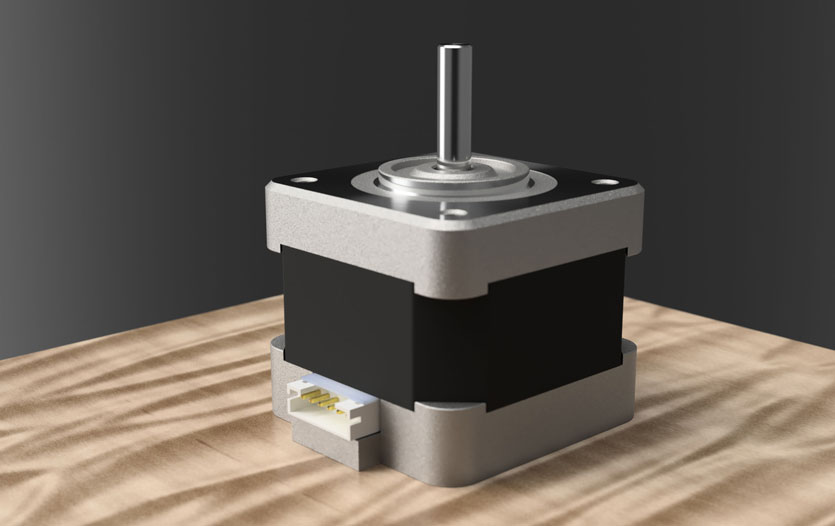
Это самая дорогостоящая статья расходов при самостоятельно сборке 3D-принтера. Нужно 5 штук Nema 17. Как правило, беру на 1.7А по току. Их мощности будет предостаточно. Диаметр валов – 5 мм. Присмотреться можно тут.
Да, не забудьте уточнить наличие соединительных проводов, чтобы потом не плясать с паяльником.
Финансовый совет. И снова блошиный рынок и разборка МФУ, принтеров и плоттеров. Поинтересуйте о ценах на шаговые двигатели. Иногда пять движков Nema 17 можно прикупить за смешные 800 – 900 рублей.
Важно: выбирайте движки так, чтобы у них было одинаковое количество шагов на оборот (например, 200). Двигатели без маркировки брать несколько геморройно, поскольку потом замучаетесь подбирать правильные параметры при настройке ПО.
Плата управления
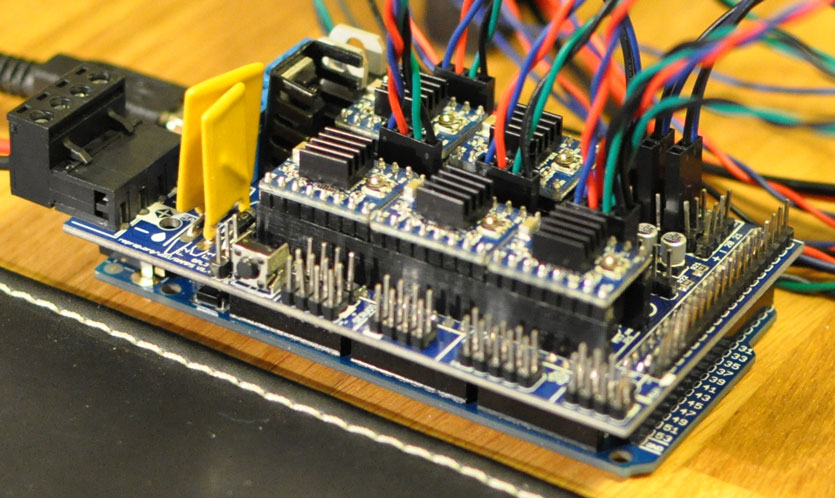
Эталон для Prusa i3: плата Arduino Mega + модуль расширения Ramps 1.4 (например, такой вариант). Это самый доступный и универсальный вариант для управления принтером.
Совет. Обязательно убедитесь, что в наличии есть джемперы (маленькие перемычки контактов). В идеале, их должно быть не менее 18 штук. Если не будет, замучаетесь потом искать их в своем городе, хотя и стоят они рубль за ведро.
Драйвера шаговых двигателей
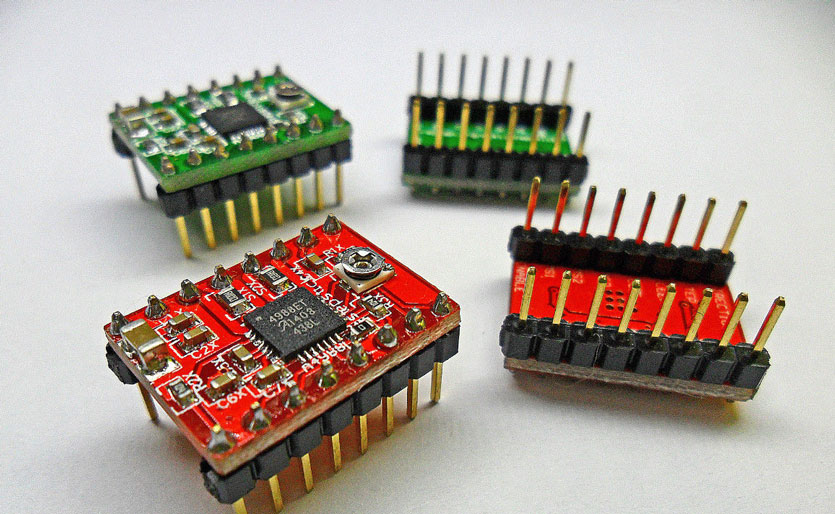
Это миниатюрные платки, которые будут управлять шаговыми двигателями. Считаем сколько нужно:
- 2 драйвера A4988 для оси Z (вот такие)
- 1 драйвер A4988 для оси Y
- 1 драйвер A4988 для оси X
- 1 драйвер DRV8825 для экструдера (например, такие)
Можно взять лотом, можно по отдельности. Я специально написал один драйвер DRV8825, поскольку у него максимальное деление шага 1 к 32, что позволяет более точно выдавливать пластик во время печати очень мелких деталей.
Теоретически можно взять и все пять A4988 или комплект из пяти DRV8825. Тут уж решать вам, но один DRV8825 в сборке строго приветствуется.
Совет. Попадете на распродажу, не поленитесь взять парочку драйверов про запас. При первичной сборке есть риск, что один из драйверов обязательно спалите:)
Дисплей
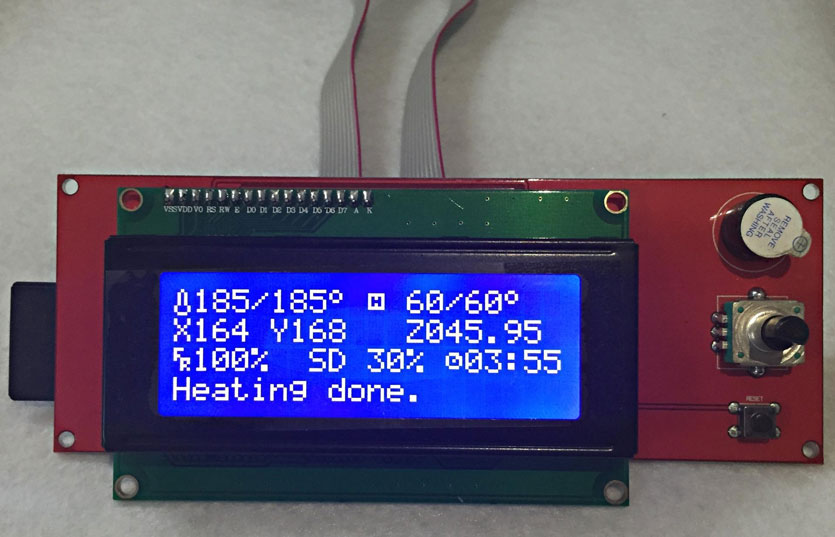
На нем будем следить за состоянием печати и управлять принтером. Настоящая классика — четырехстрочный LCD2004 за 350 рублей.
Совет. Обязательно берите дисплей с шилдом и шлейфом (по ссылке выше как раз такой). Потратите минимум времени на подключение.
Хотэнд и механизм подачи пластика
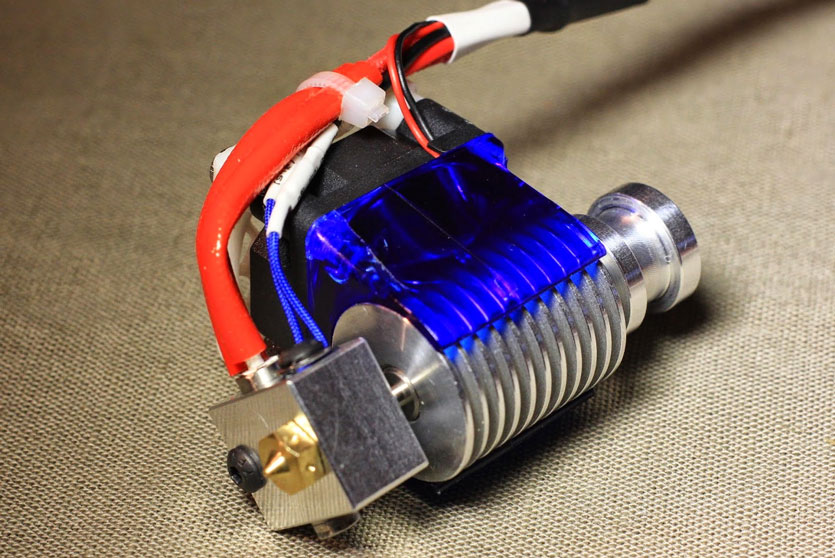
Именно в этом блоке происходит магия 3D-печати. Тут греется пруток пластика и выдавливается сквозь миниатюрное сопло. Не буду ходить вокруг да около. Проверенный годами вариант — версия хотэнда V6 с кулером, терморезистором 100к, нагревательным элементом, радиатором, тефлоновой трубкой. Например, такой.
Механизм подачи пластика (будет крепиться на один из двигателей NEMA 17) лучше взять металлический. Во-первых, удобнее собирать, во-вторых, полностью исключен пропуск шагов во время печати.
Столик, пружины, стекло, концевики
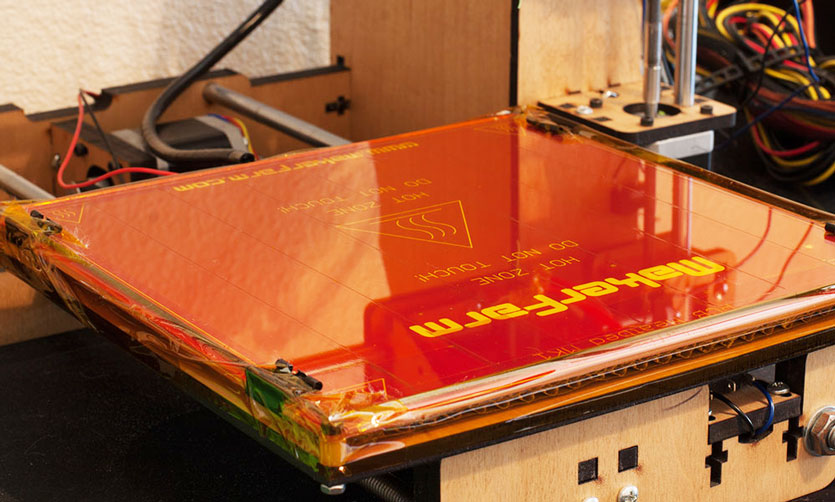
Платформа, на которой будет расположена 3D-модель, должна иметь обязательный подогрев. Температуры тут доходят до 100 – 110 градусов по Цельсию в зависимости от типа пластика.
Самый доступный и проверенный временем вариант – MK2 размером 214 х 214 мм. Не забудьте приобрести пружины для столика (нужно 4 штуки). С ними намного легче выставлять уровень сопла.
Сверху столик накрывают обычным стеклом толщиной 3-4 мм. В идеале – зеркалом. Размеры 200 х 200 мм с небольшими скосами по краям для крепежа винтов. Цена вопроса у стекольщика – около 60 рублей, везти из Китая нет смысла.
Концевые выключатели — специальные механические кнопки, которые будут ограничивать размеры стола и «пояснять» электронике где конец рабочей области принтера. Как вариант, недорогие KW12-3. Нужно 3 штуки (по одному на каждую ось).
Блок питания
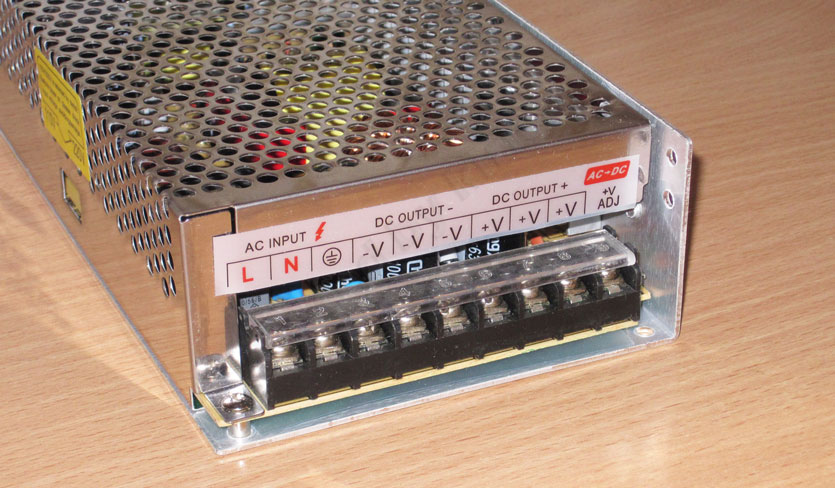
Один из ключевых элементов все электроники – блок питания. Готовый вариант, заточенный на 3D-принтеры, обойдется в 800 – 1200 рублей. Все зависит от мощности блока. Сразу скажу, что 15 А и 12 Вольт для 3D-принтера с двумя экструдерами и одним нагревательным столом будет достаточно.
Финансовый совет. Как вариант, можно задействовать компьютерный БП аналогичной мощности. Б/у вариант обойдется в 200 – 300 рублей, а работать будет также. Единственное, придется немного повозиться с развязкой проводов.
И сколько вышло?
Проведем приблизительные подсчеты. Рассчитываем самый бюджетный вариант. Учтите, что экономия требует затрат времени — придется побегать.
- Корпус — 800 рублей
- Валы — 420 рублей
- Линейные подшипники — 600 рублей
- Пластиковые детали — 400 рублей
- Мелочь (подшипники, шкивы, шпильки, ремни) — 700 рублей
- Двигатели (б/у разборка) — 900 рублей
- Электроника (столик, плата Arduino + Ramps, 5 драйверов, дисплей, концевики) — 2600 рублей
- Блок питания — 400 рублей
- Набор гаек, болтов, шайб — 150 рублей
- Хотэнд, механизм подачи пластика — 450 рублей
- Про запас — 580 руб
ИТОГО: 7420 руб + 580 руб (на всякий случай) = 8 000 рублей.
Что ж, я обещал, что мы соберем 3D-принтер за 10 000 рублей. И мы это сделали. Да, придется побегать, поискать и потратить время, но моя задача была доказать, что 3D-печать – не так дорого, как может показаться на первый взгляд.
Материал получился очень обширным, но я старался максимально сжать информацию и выделить лишь ключевые моменты, на которые стоит обратить внимание. Надеюсь, у меня получилось.
Если чего не сказал – не судите строго. Я готов поделиться опытом и посоветовать максимально эффективные варианты решения той или иной проблемы по 3D-печати. В данном случае, по закупке комплектующих.
(20 голосов, общий рейтинг: 4.75 из 5)

И предлагаю обсудить установку ШВП в 3Д принтер.
Речь идет про H-боты и CoreXY из фанеры и профиля.
Установка ШВП на ось Z позволяет убрать некоторые эффекты механики, влияющие на качество результата, а именно люфты, «эффект резьбы» и прочие дефекты.
Добиться улучшения качества печати можно также и другими способами.
Обо всем этом речь пойдет под катом
Итак, прошлый раз поднимали уже тему про шарико-винтовую передачу и 3Д печать и так и не пришли в общему мнению.
Я попытаюсь просуммировать информацию.
Варианты установки ШВП на ось Z для подъема стола:
1) На супортах-подшипниках типа BK10/BF10 для SFU1204, типа BK12/BF12 для SFU1605/1610. Встречаются компоновки на фланцевых подшипниках FK/FF — зависит от конструкции.

Вот собственно говоря, пример моего подражания. Идею по размещению ШВП брал отсюда, с этой модели
Вообще существуют серийно выпускаемые 3д принтеры, с ШВП (Greality, Chronos, Wanhao и т.п.)
2) Неплохой вариант для установки комплекта мотор-винт со свободным концом — фактически эконом вариант первого предложения. Убираем суппорты, винт крепится нижним концом в моторе, гайка — к столу/каретке.

3) Вариант с установкой комплекта мотор-винт позволяет экономить место по Z (около 60 мм из-за отсутствия муфты). Экономим место и деньги.
Плюсы установки ШВП в 3Д принтер:
1) Убирается эффект «резьбы» — периодически повторяющиеся дефекты слоев по высоте на принтерах, на которых стоит шпилька по Z, крайне заметно при кривых шпильках
2) Убираются люфты перемещений.
Сразу сказу, что есть более дешевые способы убрать люфт — гайки Т8 с преднатягом, гайки из нейлона/POM. Можно поставить нормальные проверенные винты Т8 (купить партию, проверить все, отбраковать откровенное г. установить более-менее хорошие)
Теперь пару слов про установку.
Для фанерных принтеров чаще всего предлагают установить мотор-винт для экономии места.
Так как установка комплекта ШВП не предполагает разборку пары винт-гайка, то для комплекта мотор-винт потребуется специальный вырез с накладкой в месте крепления мотора.
Для экспериментов взял одну из ШВП, купленных в свое время для ЧПУ станка (ось Z)
Характеристики лота:
Модель: SFU1605
Диаметр: 16 мм
Перемещение: 5 мм/оборот
Длина винта: 400 мм
Масса: 705 г.
Комплект: винт + гайка
Итак, внешний вид комплекта
400 мм — даже многовато для оси Z деревообрабатывающего станка, но для 3Д принтера самый раз.
Конец — обработан под посадочное место под суппорты BK/BF/FK/FF. Если речь идет про установку в мотор-винт, то схема обработки там другая.
Фотография гайки. Хорошо видно техническую смазку
В комплекте с ШВП были суппорты. возможно пойдут для установки в принтер (при соответствующей переделки корпуса)
Оба суппорта
Сравнение суппортов с различными типами подшипников 6000ZZ и 6000RS. Последний из обозреваемого комплекта
Суппорт BF12
Гайка и кольцо из комплекта суппорта
Еще раз размеры. Для BF12 это 10 мм, для BF10 это 8 мм
Посадочное место BK12 (12 мм). Для винта 1204 и суппорта BK10 будет 10 мм.
Фотография перед сборкой ШВП
Фиксирующая гайка
Вариант сборки на суппортах. Подумывают все таки оставить со свободным концом вверху, так как нагрузка будет небольшая.
Для сборки потребуется переделать каретку-стол. Берем чертеж фанерного бота. Нужно увеличить отверстия под винт и гайку
Диаметр гайки составляет 28мм, диаметр винта 16мм (для SFU1605, для SFU1204 будет 12мм соответственно), а также есть 6 крепежных отверстий под гайку.
Доработанный чертеж. Лучше сделать заново на ЧПУ или лазерной резке, чем растачивать самому — будем соблюдать соосность
При сборке соответственно ставим гайку SFU вместо гайки Т8.
Вот примерно как должно выглядеть это после установки в фанерный принтер
Внешний вид Зава с SFU1204
Верхний конец ШВП не закреплен. В идеале хочу добиться вот такого
В прошивке не забывайте сделать пересчет шагов по оси Z за один оборот. Для SFU1605 это составляет 5мм на оборот, для SFU1610 это 10 мм на оборот, для SFU1204 это 4 мм соответственно.
По результатам оценочных прикидок могу сразу сказать, что экономически оправдано брать ШВП типа 1204 без суппортов, а в идеале — мотор-винт с 1204 нужного размера.

Спасибо за просмотр!
Картинка в тему качественной 3Д печати (sls)
Давно хотел написать статью о своём положительном опыте переделки 3D принтера с линейных стержней на рельсы, похоже время пришло.
В ходе этой статьи расскажу, что и как я делал, возможно, мой опыт кому-то поможет перевести свою рабочую лошадку на рельсы.
▍ Итак, начнём-с.
Казалось, не так давно была мечта о приобретении 3D принтера, сбывшаяся мечта, принтер ANET E16 был заказан в далёком 2019 году из страны дядюшки Ляо.

На удивление принтер пришёл достаточно быстро и коробка почти без вмятин :) Естественно, принтер был собран в тот же вечер и поставлены тестовые печати: кубики, коробочки, башенки. Провозился до поздней ночи. Определялись оптимальные настройки, подстраивался, выравнивался стол раз цать. Уххх как вспомню, так вздрогну. На настройку принтера для достижения приемлемой по качеству печати ушло примерно 2 недели, но учиться работать с этой чудо-машиной приходилось на ходу, каждый раз решать сразу несколько задач и не всегда последовательно. Когда опыты приводили к хорошим результатам, это радовало, значит, есть куда расти.
После 2 месяцев эксплуатации, практически в ежедневном режиме печати, стал замечать, что при движении стола вперёд и назад (ось Y) по описанию стальные стержни диаметром 8 мм (по факту оказались покрытые никелем стержни из низкосортной стали ) и линейные подшипники LM8UU — скрипят и стол шатает, как будто на ухабах катается. Два стержня плюс 4 подшипника, сначала посмотрел не сухие ли они — смазка присутствовала. Дело оказалось в нагрузке на стол и соответственно на направляющие стержни и подшипники.

Вдоль направляющих постепенно нарисовались дорожки из задранного материала стержней.
▍ С этим надо срочно что-то делать!
Два элемента мешают достичь точности печати и плавности хода стола:
«Плавающий стол», выводишь стол в «нули» перед началом работы принтера, а после начала работы непредсказуемым образом стол ведёт в любую из сторон света, т.к. если подшипники работают неравномерно, то перекосы, заклины обеспечены, дело времени.

«Малая нагрузочная способность» стола, соответственно и стержни маловаты и подшипники слабоваты.
Прикинул, при размере модели с максимальным параметром печати принтера и со 100% заполнением получим какой вес должна выдерживать платформа на самом деле и от этих результатов искать решение проблемы.

При размере стола 300 на 300 на 400 мм (0,3м на 0,3м на 0,4м) получаем объём 0.036 м^3 или 36000 см^3 и при весе пластика PETG 1,27гр./см^3 (PETG взят для образца, т.к. чаще всего работаю с ним) платформа должна выдерживать на двух направляющих стержнях массу M=36000 см^3 *1,27 гр/cм^3 = 45 720 грамм или примерно 46 килограмм. Даже если принять во внимание, что подшипники распределяют нагрузку на три неравных части, грубо 46кг / 3, получаем по 15 с копейками килограмм на треть длины стержней 50см / 3 = 16,6(и 6 в периоде) сантиметров в идеальном случае. С учётом того, что линейность стержня вдоль линии перемещения ключевая характеристика и в идеале вообще не должна изменяться, в моём случае стержни просто гнутся и это при том, что я никогда не давал им максимум по нагрузке. Понимая, что такого веса стержням не сдюжить, ушёл на пару дней читать книги, гуглить и перечитывать десятки форумов, дабы узнать, как люди с этим живут и радуются жизни прямому перемещению стола 3d принтера?
Как показал поиск и результаты чтения книг и форумов, всё придумано до нас.
▍ Выход есть! Рельсы наше всё!
В большинстве вариантов предпочтение отдаётся именно рельсам с каретками, как например, эти MGN12H. В моём случае каретки идеально подходили по размерам и высоте, т.к. на наконечниках рельс ещё придётся устанавливать штатный концевой микровыключатель.

Внутреннее устройство показано ниже.

Сами рельсы, каретки и подшипники изготовлены из прочной стали. Заказывал в Китае, у продавца с хорошими отзывами. Фирменные рельсы и каретки от фирмы HiWin стоят как маленький самолёт, но они гарантию дают на свой рельсы и каретки.
Оценим «грузоподъёмность» рельсы и каретки:
- Грузоподъёмность стат. 5.88 кН
- Грузоподъёмность дин. 3.72 кН
Преимущество рельс и кареток описывается очень просто, они изготавливаются с очень высокой точностью, люфты настолько малы, что когда двигаешь каретку по рельсе кажется, что она не катится, а течёт по рельсе. Ход настолько плавный, что диву даёшься, как такое количество подшипников-шариков слаженно работает. Тот, кто придумал такую конструкцию гений.
Т.к. придётся работать с точными размерами и понадобится рабочий принтер для печати новых деталей, принял решение отмоделировать сначала в 3D редакторе все детали и не зря, т.к. подгонка в «железе» занимает гораздо больше времени чем в 3D редакторе.

Нарисовал все важные элементы: новые наконечники — универсального типа, можно ставить на любое место, включая и под концевой микрик.

подложку между кареткой и рамой стола — очень удобно настраивать стол после сборки всей конструкции.
В итоге после моделирования получилось достаточно надёжная, прочная и простая конструкция.

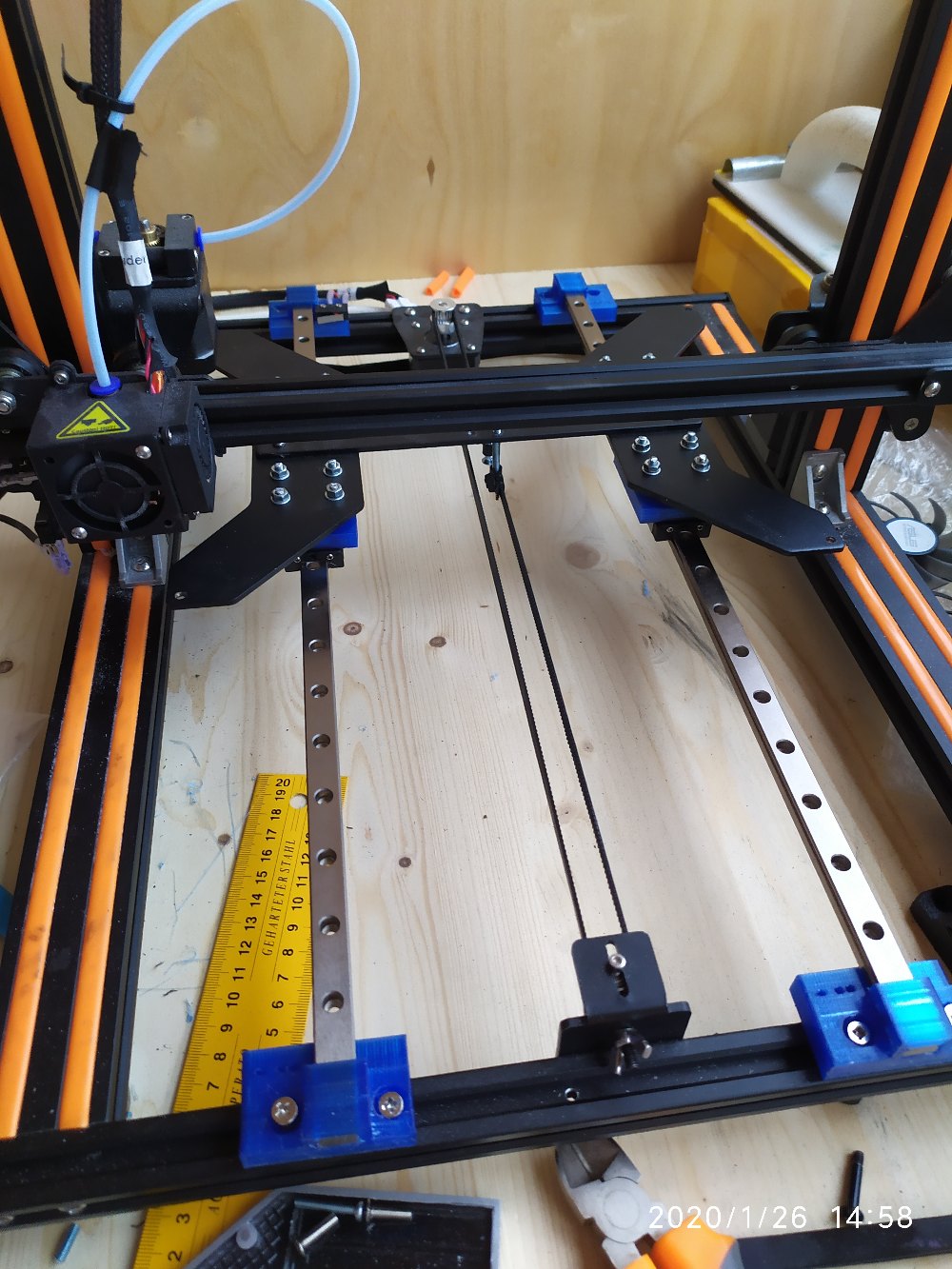
Напечатал в последний раз, со скрипом, все нужные детали. Снял наконечники, стержни с подшипниками. Установил все детали, соединил винтиками всё вместе, вот что получилось.

Установил подпружиненную основу стола на штатное место, вставил винты в места крепления наконечников и затянул по родным креплениям. Вот тут-то меня и ждал сюрприз. Стол доезжал до середины и дальше не хотел ехать, как будто упирался во что-то, ответ пришёл из мануала по рельсам… допуск на параллельность…

Нас интересует средняя точность — колонка Н, для длины от 500 мм, Параллельность может отклоняться на 131 микрон, не более. С микрометром не напрыгаешься, особенно в движении.
Принято решение дать этой динамической системе самой выровняться и самоюстироваться.
Как показало время — решение было правильным. Ослабив все винты крепления наконечников, через 2-3 печати тестовых заданий, рельсы встали так, как и должны. Каретка со столом каталась на полную длину без заеданий и остановок. После чего винты были затянуты.
Своим техническим решением очень доволен. Трудозатраты и время, не такие большие, как многие думают, которые я вложил в конструкцию принтера, полностью себя окупили, печатаю с января 2020 года и по сей день всё работает идеально. И каждый раз, наблюдая как работает принтер, радуюсь как слон :)
▍ В конечном счёте получилось достигнуть следующего
- Качество печати улучшилось.
- Точность при печати стала на уровне 0,01-0,03 мм.
- Не нужно каждый раз настраивать и калибровать стол, не ведёт его, стоит мертво.
- Скорость печати увеличилась, при сохранении качества.
- Тихая работа кареток по рельсам, принтер во время работы практически не слышно.
Для всех кто захочет повторить этот путь, вот ссылочка на Thingiverse
Читайте также: