
Как работает sls принтер
SLS или Selective Laser Sintering — технология аддитивного производства, основанная на послойном спекании порошковых материалов (полиамиды, пластик) с помощью луча лазера.
Что лучше печатать: прочные и точные промышленные изделия для функциональных тестов, объекты со сложной геометрией, детали механизмов и двигателей, небольшие партии готовых изделий.
Недостатки: высокая стоимость расходных материалов и оборудования.
Альтернатива: металл — SLM (сплавление металлических порошков, выше прочность); пластик — FDM (себестоимость ниже, хуже качество поверхностей и детализация).
Технологию SLM часто путают с другой схожей порошковой технологией 3D-печати — SLM. Главное различие этих процессов в том, что SLS-технология производит лишь частичное плавление поверхности частиц, необходимое для спекания их вместе. В свою очередь технология SLM (сплавление материала) обеспечивает полную лазерную плавку частиц, необходимую для построения монолитных изделий.
Преимущества технологии селективного лазерного спекания
- Прекрасные механические свойства готовой продукции: высокая прочность, точность построения, качественные поверхности.
- Оборудование для SLS-печати оснащается большими камерами построения (до 750 мм), что позволяет изготавливать большие изделия или целые партии небольших объектов за одну печатную сессию.
- Не требует материала поддержки: процесс практически безотходен, неиспользованный материал может повторно использоваться для печати.
- Высокая производительность: SLS-принтеры не нуждаются в полном расплавлении частиц материала, что позволяет им работать гораздо быстрее других порошковых 3D-принтеров.



Процесс изготовления объектов по технологии SLS
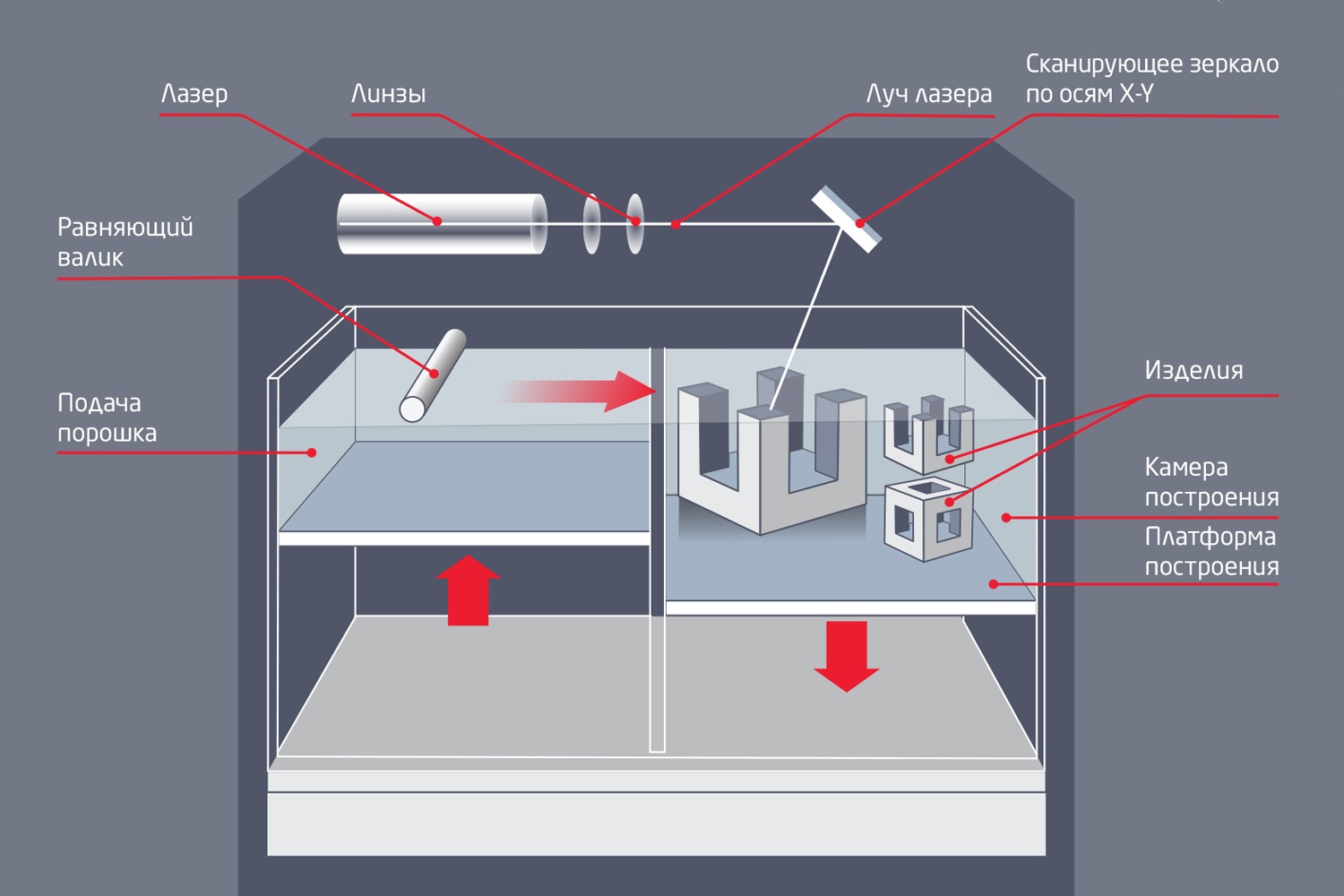
Процесс печати по технологии Selective Laser Sintering заключается в послойном спекании частиц порошкообразного материала до образования физического объекта по заданной CAD-модели. Спекание материала происходит под воздействием луча одного или нескольких лазеров. Перед началом процесса построения расходный материал разогревается почти до температуры плавления, что облегчает и ускоряет работу SLS-установки.

Процесс построения по технологии SLS аддитивен. То есть «выращивание» изделия происходит слой за слоем снизу вверх. Специальный равняющий механизм подает порошок из камеры с расходным материалом в камеру построения. Затем лазер «прожигает» слой изделия на основе компьютерной модели. После этого в камеру построения подается следующий слой материала. Процесс повторяется до тех пор, пока объект не будет полностью построен. В ходе печати платформа построения постоянно опускается вниз (шаг равен толщине печатного слоя). Таким образом, зона взаимодействия материала и луча лазера всегда находится на одном уровне.
Как было сказано выше, SLS-процесс не нуждается в использовании специальных материалов поддержки. В качестве опорных структур для строящейся модели здесь выступает неиспользованный порошок (который после извлечения готового объекта очищается и может снова использоваться для печати).


Материалы для SLS-печати
3D-принтеры, работающие по технологии SLS, используют для печати различные виды порошковых пластиков. Оборудование компании 3D Systems работает с промышленными материалами серии DuraForm:
DuraForm EX Natural — ударопрочный жесткий материал белого цвета;
DuraForm EX Black — ударопрочный материал черного цвета, по свойствам аналогичен полипропилену и инженерному ABS;
DuraForm Flex — гибкий резиноподобный износостойкий материал;
DuraForm FR 100 — огнестойкий инженерный пластик, подходит для производства аэрокосмических деталей;
DuraForm GF — жесткий инженерный пластик, повышенная термостойкость и изотропные свойства;
DuraForm HST Composite — прочный и термостойкий материал белого цвета;
DuraForm PA — инженерный материал с высокой детализацией и качеством поверхности;
DuraForm ProX™ — универсальный прочный материал белого цвета, используемый в 3D-принтерах серии ProX.
Выбор SLS-принтера
SLS (Selective Laser Sintering) – селективное лазерное спекание, одна из наиболее широко применяемых аддитивных технологий. Принцип действия SLS заключается в точечном спекании пластиковых порошков с разными компонентами лазерным лучом. Также существуют машины, которые спекают порошковый металл, – эта технология 3D-печати металлом устарела, но еще применяется. Мощность луча в производственных 3D-принтерах варьируется от 30 до 200 ватт.
Метод был создан в середине 1980-х в Техасском университете в Остине Карлом Декардом и Джо Биманом. В 1989 году изобретение запатентовала основанная Декардом фирма DTM Corporation, которую впоследствии приобрела компания 3D Systems. В недрах последней была создана еще одна фундаментальная аддитивная технология – это лазерная стереолитография (SLA-печать).
Напечатаем прототип из фотополимера за 1-2 дня! Обращайтесь прямо сейчас:
Процесс селективного лазерного спекания
- Технологический процесс начинается с разогревания материала до температуры, близкой к температуре плавления, что обеспечивает более быструю работу порошкового 3D-принтера.
- Порошок подается в камеру построения и разравнивается валиком на толщину минимального слоя материала.
- Лазерный луч спекает слои порошка в необходимых участках, совпадающих с сечением 3D-модели.
- Подается следующий слой порошка, камера построения опускается на уровень ниже.
- Процедура повторяется, пока не получится готовое изделие.
3D-принтеры, работающие по технологии SLS, имеют гибкие настройки. В зависимости от поставленных задач регулируются такие параметры, как температура, глубина и время воздействия. Также пользователь может задать работу либо только с переходными границами, либо спекание по всей глубине модели.
По завершении процесса построения может потребоваться финишная обработка. Для придания изделию идеально ровной формы выполняют полировку или шлифовку. Однако по мере усовершенствования технологий потребность в постобработке изделий, изготовленных на SLS-принтерах, становится все менее актуальной.
Технология 3D-печати по технологии SLS широко применяется в следующих отраслях:
-
промышленность; ; ;
- строительство;
- архитектура, искусство, дизайн;
- инженерная отрасль.
Селективное лазерное спекание используется при изготовлении:
- функциональных прототипов;
- продукции мелкосерийного производства;
- моделей для точного литья по выплавляемым моделям;
- шлангов труб, прокладок, изоляционных шайб и других элементов в инженерии и строительстве;
- деталей силовых установок и многого другого.
Специфика и преимущества SLS-технологии
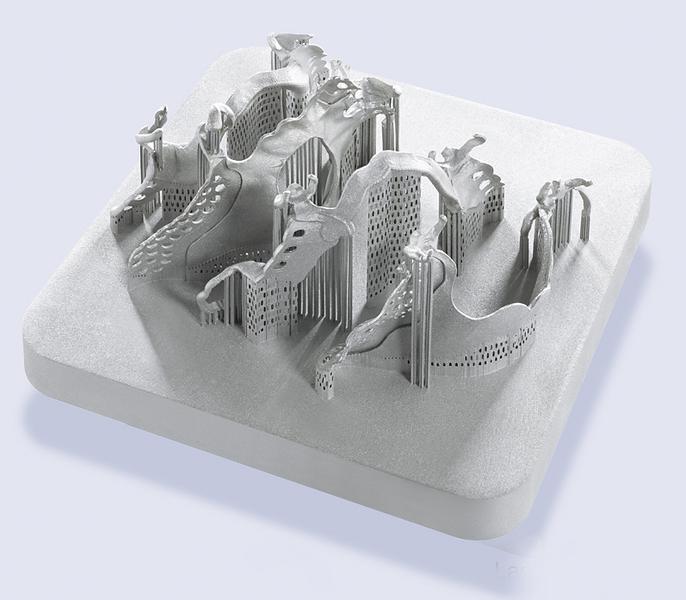
Особенность селективного лазерного спекания – в том, что для построения геометрически сложных деталей не используется материал поддержки. В роли поддерживающей структуры выступает порошок, не подвергшийся воздействию лазерного луча.
.jpg)
Материалы для 3D-печати по технологии SLS – пластиковые порошки с примесями, обладающие разными механическими свойствами. Широкий выбор материалов дает предприятиям, внедрившим SLS-технологию, дополнительную гибкость (подробнее – в разделе «Материалы для SLS-печати»).
Отсутствие поддержек дает возможность моделировать сложнейшую геометрию (как внутренних элементов, так и целого изделия), которой нельзя добиться при создании изделий традиционными методами. Кроме того, исключается риск повреждения напечатанной детали. Как результат – значительная экономия времени на сборку и средств на материалы.

Еще одна важная выгода, которую дает технология, – большой объем камер построения. Это дает возможность напечатать достаточно крупные объекты или небольшую партию за одну сессию. Максимальный размер камеры, реализованный в 3D-принтере, – 1 метр.
Технология обеспечивает высокую скорость печати. Поскольку она не предполагает полное расплавление частиц материала, SLS-установки более производительны, чем другие 3D-принтеры, работающие с порошками.

Модели и прототипы, созданные методом SLS, имеют превосходные механические характеристики: они отличаются прочностью, гибкостью, хорошей детализацией и термической стабильностью. SLS-технология не имеет себе равных, когда стоит задача изготовить долговечные пластиковые продукты. В плане прочности полученных изделий селективное лазерное спекание конкурирует с традиционными способами производства, такими как литье под давлением.
.jpg)
Как и у всех аддитивных технологий, у SLS-метода есть минусы. Во-первых, выращенные модели, как правило, требуют последующей обработки из-за шероховатой или пористой структуры. Во-вторых, предъявляются особые требования к помещению и условиям эксплуатации (главное – это фильтрация воздуха при кондиционировании, так как порошок вреден). Наконец, как и в случае со всеми технологиями 3D-печати, это необходимость в крупных первоначальных инвестициях из-за высокой стоимости материалов и оборудования.
Материалы для SLS-печати
Благодаря широкому ассортименту материалов технология SLS достаточно универсальна. Сюда входят однокомпонентные порошки или порошковые смеси из различных материалов, таких как:
- полиамидные порошки (PA11, PA12, TPU и др.);
- модифицированные порошки (стеклонаполненные, керамонаполненные и др.);
- BIO-совместимые полиамиды.
.jpg)
Перспективы развития технологии
Технология SLS изначально использовалась для быстрого прототипирования, но постепенно сфера ее применения расширялась. Селективное лазерное спекание показало отличные результаты при мелкосерийном изготовлении готовых изделий, мастер-моделей для литья и т.д.
Не так давно еще одним интересным направлением применения селективного лазерного спекания стало изготовление предметов искусства. Технология продолжает развиваться: внедряются новые материалы, повышается мощность лазерного излучения, проводятся разработки по использованию нескольких материалов в одном технологическом процессе.
SLS-принтеры становятся производительнее, компактнее, проще в эксплуатации, при этом на рынке уже появились настольные модели, ориентированные на домашнее использование. Потенциал селективного лазерного спекания огромен, ведь этот метод открывает простор для реализации самых перспективных технических и творческих идей.

Содержание:
Что такое SLS
В середине 1980х годов доктор Карл Деккард и доктор Джо Биман разработали технологию аддитивного производства - селективное лазерное спекание (SLS). Затем эта новая технология была адаптирована для работы с различными материалами, включая пластмассы, стекло, керамику, металлы и порошки разных композиционных материалов. На сегодняшний день, все эти технологии, работающие с разными материалами, классифицируются как “процессы плавления в порошковом слое”.
В 3D-принтерах по технологии SLS для изготовления деталей используется лазер и полимерный термопластичный порошок. Из-за использования мощных лазеров, дороговизны материалов и устройств, технология SLS считается более сложной, чем FDM и SLA.
3D-принтеры SLS состоят из емкости для полимерного порошка, платформы для спекания, устройства для повторного нанесения порошкового покрытия, лазера, набора гальванометров, набора нагревателей и устройства подачи порошка.
Процесс печати начинается с заполнения емкости для порошка определенным количеством полимерного порошка. Затем емкость помещается в 3D принтер, где начинается этап нагрева. Перед печатью порошок с помощью нагревателей доводится до температуры чуть ниже температуры его плавления.
Фактическая печать начинается с нанесения повторного покрытия одним слоем порошка на платформу для печати. Далее в игру вступает CO2-лазер. Роль лазера состоит в том, чтобы избирательно индуцировать сплавление между частицами в определенных местах. Другими словами, лазер сплавляет порошок в готовую модель.
Гальванометры используются для перемещения лазерного луча в определённую точку на печатной платформе.
Лазер движется по схеме «точка-точка», укрепляя всю площадь поперечного сечения слоя. После того, как слой будет завершен, устройство для повторного нанесения наносит новый слой порошка, и платформа сборки опускается на один слой по высоте. Затем процесс повторяется, пока деталь не будет завершена.

Все SLS 3D принтеры построены вокруг процесса, описанного выше. Отличаться устройства могут типом лазера и размером области печати. Также некоторые отличия можно найти среди решений для контроля температуры, распределения порошка и осаждения слоев.
За и против
Как и у любой другой технологии 3D-печати, у SLS есть свои плюсы и минусы. Самым большим преимуществом SLS является отсутствие необходимости в дополнительном опорном материале независимо от геометрии детали.
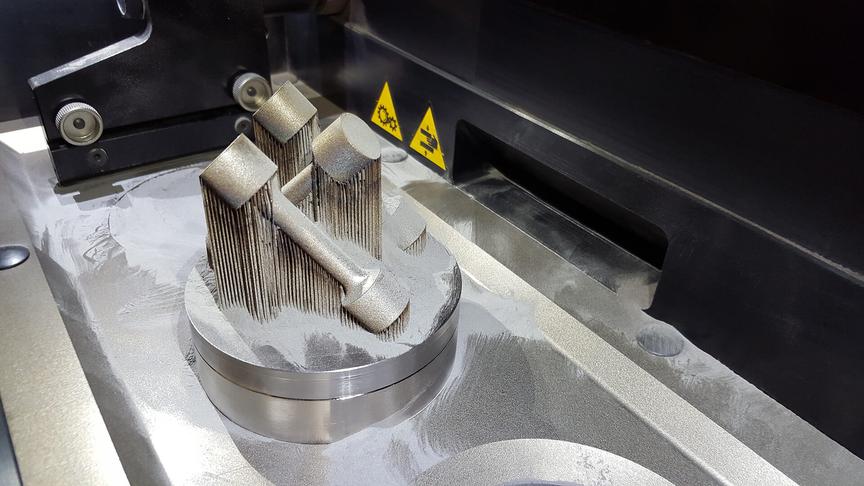
Во время спекания порошка вокруг детали остается некоторое количество неспеченного порошка, который как раз и служит поддержкой для печатаемой детали. После того, как деталь напечатана, оставшийся неспеченным порошок можно собрать и использовать повторно (но не весь).
Помимо этого уникального преимущества есть еще несколько. Поскольку детали создаются с помощью лазера, который укрепляет площадь поперечного сечения каждой детали, можно легко напечатать сразу несколько деталей. Это делает SLS идеальным для серийного производства. При печати на принтерах SLS опытные пользователи обычно стараются заполнить область печати как можно большим количеством отпечатков, чтобы уменьшить количество неспеченного порошка.
Но, как уже было сказано выше, неспеченный порошок можно использовать повторно, но только лишь 50%.

В отличие от FDM, детали, напечатанные на принтере SLS, нельзя использовать сразу после завершения процесса печати. Это происходит потому, что детали должны остыть, что может занять приличное количество времени.

Самым важным недостатком SLS является (а точнее являлось) то, что принтеры, работающие по этой технологии требовали определенной квалификации и большого количества энергии. Из-за этого может показаться, что SLS 3D принтеры еще не совсем готовы к выходу на потребительский рынок, но с недавних пор ситуация изменилась.
На рынок уже вышли такие устройства, как VIT SLS от Natural Robotics или SM200 от Российской компании ONSINT, которые не требуют особых навыков при работе и являются по сути настольными SLS 3D-принтерами.

SLS для малого бизнеса
3D-принтеры SLS идеально подходят для небольших производственных партий, поскольку они способны производить множество деталей одновременно. Это увеличивает скорость производства и снижает количество отходов неспеченного и не подлежащего переработке порошка.
Вот отличный пример применения SLS печати в бизнесе. На картинке выше вы видите простой крюк для велосипедной цепи, который позволяет велосипедисту снова надеть цепь на велосипед, не пачкая руки.

Этот небольшой инструмент, получивший название «Rehook», полностью изготавливается на SLS принтерах. Технология SLS позволяет напечатать деталь с достаточной прочностью, а небольшой размер такого инструмента позволяет печатать много экземпляров разом.
3D принтеры по технологии SLS совсем недавно были “роскошью”, доступной лишь крупным заводам. Неподъемные габариты, дороговизна и, в целом, сложность использования не позволяли обычному 3D энтузиасту использовать данные устройства. Но в 2021 году это уже не актуальная проблема. Конечно, SLS принтеры всё еще намного дороже своих FDM и SLA-собратьев, однако прогресc не стоит на месте
Вы можете купить представленные в статье 3D-принтеры в нашем офисе в Москве, с гарантией и доставкой по России от официального дилера.
В статье пойдет речь о технологии SLS: разбираемся в теории селективного лазерного спекания полимерных порошков, обсуждаем преимущества и недостатки метода, рассматриваем характеристики SLS-печати и делаем обзор на компактные 3D-принтеры Sinterit lisa и Lisa pro.
Метод селективного лазерного спекания
Метод SLS (Selective Laser Sintering) – одна из самых распространенных аддитивных технологий. Принцип действия метода заключается в точечном спекании лазерным лучом полимерных порошков с разными компонентами.

Мощность лазерного луча в промышленных 3D-принтерах может достигать 200 Вт.
Метод селективного лазерного спекания разработали ученые Карл Декард и Джо Биман в далеком 1980 году в Техасском университете. Изобретение запатентовала компания DTM Corporation, которую приобрела корпорация 3D Systems.
Предварительно нагретый пластиковый (полимерный) порошок подвергается воздействию лазерного луча на непродолжительный срок и спекается с затвердевшими частицами нижележащего слоя. Настройки параметров процесса позволяют добиваться необходимой пористости и уровня плотности готовой трехмерной модели.
Процесс SLS печати
3D-устройства, работающие по SLS-технологии, обладают гибкими настройками.
Производители автоматически задают оптимальные параметры рабочего процесса, такие как уровень глубины, время воздействия и температура печати. Кроме того, может быть выбрана как работа лазерного спекания с переходными границами, так и по всей глубине изготавливаемой модели. Процесс SLS-печати выглядит следующим образом:
- Разогревание полимерного материала до температуры, максимально близкой к температуре плавления. Это обеспечивает быструю работу порошковых принтеров.
- Порошок отправляется в камеру построения. Материал разравнивается специальным валиком на толщину минимального слоя пластика.
- Лазер спекает слои полимера в заданных участках, которые соответствуют сечениям будущей модели.
- Следующий слой порошка подается после того, как предыдущий достаточно затвердел. Камера построения спускается на нижний уровень, лезвие распределяет очередной слой порошка.
- Процедура повторяется, пока не получится готовое изделие.
Готовая модель герметизируется в неспеченном материале. Перед тем как достать изделие, следует дать камере и порошку остыть. Процесс может занять до 12 часов, после чего остывшая деталь очищается от остатков материала. Оставшийся порошок можно использовать повторно.

По окончании процесса построения иногда требуется постобработка: пользователи самостоятельно полируют и шлифуют готовое изделие, придавая ему идеально ровную форму. Отметим, что технология постоянно совершенствуется, и потребность в финишной обработке моделей, напечатанных на SLS-принтерах, теряет свою актуальность.
Физические основы лазерного селективного спекания порошков
SLS-технология отличается низкой скоростью введения тепловой энергии. Чаще всего применяется непрерывный режим генерации луча, время действия импульсов сокращается до микросекунд. Формирование нового слоя представляет преобразование материала из жидкой фазы при высокой температуре воздействия.
Изготовленные на SLS-принтере трехмерные модели обладают практически изотропными механическими свойствами.
Готовые изделия отличаются повышенной упругостью и прочностью на растяжение.
В каких отраслях применяется и для чего?
Селективное лазерное спекание применяется только в промышленной и производственной сферах. Это обусловлено высокой стоимостью как самого оборудования, так и расходных материалов. Кроме того, SLS-принтеры отличаются большими габаритами. Соответственно, сферы применения технологии таковы:
- Функциональное тестирование. Перед тем как запустить какой-либо продукт в производство, разработчики в обязательном порядке проводят функциональное тестирование. Именно поэтому на принтере можно распечатать мастер-модель или даже полноценный функциональный прототип, соответствующий всем требованиям модели, но при этом не являющийся полноценным изделием. Такие трехмерные прототипы создаются с целью проверки свойств и функций будущего продукта.
- Прототипирование, позволяющее печатать макеты будущих моделей и опытные образцы, а также выявлять возможные неточности в деталях.
- Мелкосерийное производство. Для изготовления небольших партий моделей нужна всего одна деталь, которая может быть одновременно распечатана в нескольких копиях на одном устройстве. Таким образом, нужное количество деталей создается в считанные часы.
- Печать готовых функциональных компонентов.
- Инженерная отрасль.
- Трехмерная печать моделей со сложной геометрией.
- Производство аэрокосмических деталей.
- Изготовление и разработка деталей для автомобилей, тюнинга и пр.
Некоторые владельцы SLS-принтеров успешно задействуют их в дизайне, архитектуре и строительстве.

Особенности и преимущества SLS-технологии
Особенность селективного лазерного спекания состоит в отсутствии материала поддержки при построении геометрически сложных моделей. Роль поддерживающей структуры играет порошок, который не был подвержен воздействию луча лазера.

Широкий спектр используемых материалов позволяет компаниям, внедрившим SLS-технологию в производство, изготавливать модели любой сложности.
Отсутствие поддержек дает возможность воспроизводить сложнейшую геометрию готовых моделей, которой невозможно добиться, используя традиционные методы трехмерной печати. Помимо этого, сводится к минимуму риск повреждения напечатанного изделия. Таким образом, существенно экономится время на сборку и финансовые вложения на закупку материалов.
Еще одним весомым преимуществом, которое дает SLS-технология, считается большой объем камер построения. Повышенная вместимость позволяет печатать крупногабаритные модели или небольшую партию деталей.
Обратите внимание! Максимальный размер камеры построения в SLS-принтере составляет 1 метр.
С помощью селективного метода лазерного спекания достигается высокая скорость печати. Из-за того, что частицы материала расплавляются не полностью, SLS-принтеры обладают большей производительностью, чем другие принтеры, печатающие на порошках.

Готовые изделия, созданные по технологии SLS, обладают отличными механическими характеристиками: модели отличаются повышенной гибкостью, прочностью, детализацией и устойчивостью к воздействиям температур.

Если у пользователя стоит задача изготовить долговечные пластиковые модели, то использование SLS-технологии станет лучшим выбором.
В плане прочности готовых деталей селективное лазерное спекание вполне достойно конкурирует с классическими производственными методами, такими как литье под давлением.

Несмотря на несомненные преимущества, у SLS-технологии есть небольшие недостатки:
- Готовые продукты требуют постобработки. Все дело в пористой структуре и шероховатой поверхности моделей.
- Для эксплуатации принтеров требуются особые условия в помещении. Например, такое устройство нельзя устанавливать в жилых помещениях без фильтрации при кондиционировании воздуха. Все дело в том, что порошок токсичен.
- Необходимость первоначальных инвестиций. Сэкономить не получится: дорого стоит как само устройство, так и расходные материалы.
Поговорим о материалах, которые применяются в SLS-печати.
Материалы для SLS-печати полиамидом

В список доступных материалов входят специальные однокомпонентные порошки (например, TPE-порошок), термопласты либо порошковые смеси, скомпонованные из различных составляющих, например:
- полимеры: нейлон, полиамид, полистирол;
- сплавы и металлы: сплавы хрома, кобальта, титан, сталь и даже драгоценные металлы;
- керамика;
- стекло;
- стекловолокно;
- углеродные волокна;
- композитные материалы;
- песчаные смеси и пр.
Благодаря широкому спектру используемых материалов для печати технология SLS может применяться в самых разных сферах.
Характеристики SLS-печати
В SLS-печати практически все параметры рабочего процесса задаются производителем устройства. Подробнее о характеристиках технологии рассказываем в следующих подкастах.
Параметры принтера
Высота слоя в большинстве устройств стандартна: от 100 до 120 мкм. В некоторых принтерах толщина слоя может варьироваться от 50 до 150 микрон.
При печати по SLS-технологии следует максимально использовать область печати: независимо от того, какое количество деталей находится в рабочей области, при одинаковой общей высоте процесс займет одинаковое время.

Дело в том, что повторное покрытие изделия определяет итоговое время работы. Лазерное сканирование и дальнейшее спекание осуществляются очень быстро, но принтеру приходится многократно проходить все слои.
Не стоит забывать и о затратах времени на перезаправку бункера порошком, так как в рабочую камеру высыпается стандартное количество материала независимо от размера печатаемых изделий.
Спекаемость слоев
Технология SLS позволяет добиться превосходной прочности спекания слоев. Изготовленные таким методом прототипы имеют практически изотропные механические характеристики.

Распечатанные модели обладают отличной прочностью и упругостью, но их удлинение при разрыве существенно ниже из-за внутренней пористости (около 30 %).
Усадка и деформация
Изделия, созданные по SLS-методу, подвержены усадке и деформации. Дело в том, что размеры слоя уменьшаются при остывании, и в готовом слое скапливается внутреннее напряжение. Из-за этого нижний слой вытягивается вверх, а изделие может деформироваться.
Обратите внимание! Усадка от 3 до 3,5 % считается допустимой для SLS-печати. Принимайте ее во внимание во время разработки трехмерной модели.
Чем масштабнее плоская поверхность, тем больше она склонна к деформации. На наш взгляд, лучшим способом уменьшить деформацию является сведение к минимуму толщины плоских участков модели и добавление вырезов в деталь, если это позволяет геометрия объекта.
Чрезмерное спекание
Если чрезмерное тепло вокруг контура изготавливаемой модели расплавляет еще не спеченный порошок, случается чрезмерное спекание. В результате может быть потеряна детализация на прорезях и отверстиях.
Удаление порошка
Для удаления неспеченного порошка из готовой модели потребуется вырезать выпускные отверстия.
Важно! Рекомендуем добавить в прототип хотя бы два выпускных отверстия, диаметр которых должен быть не меньше 5 мм.
Если требуется напечатать изделие повышенной жесткости, следует печатать модели сплошными. В этом случае можно изготовить полую деталь без выходных отверстий, чтобы плотно утрамбовать порошок, увеличив массу изделия, и обеспечить дополнительную поддержку при повышении механических нагрузок.

Кроме того, можно добавить сотовую структуру, чтобы повысить жесткость модели и свести к минимуму вероятность деформации.
Примеры компактных моделей 3D-принтеров SLS: коротко о Sinterit Lisa и Lisa PRO
Компактные принтеры Sinterit Lisa и Lisa PRO работают по технологии лазерного спекания, позволяя печатать несколько изделий одновременно. Размер модели Lisa (620 × 400 × 660 мм) позволяет использовать устройство в небольших помещениях.

- Программное обеспечение PA12 smooth, flexa Black
- Вес, кг 41
- Лазер IR 5Вт
- Максимальная потребительская мощность 1,6 кВт
- Максимальный размер заготовки PA12: 90х110х130 мм, flexa Black: 110х130х150 мм
- Минимальная толщина стенки 0,4 мм
- Печать SLS
- Потребляемая мощность 0,9 кВт
- Температура в камере 105 °C
- Температура печатного стола 190 °C
- Точность по осям X, Y, мм 0,1
- Область рабочей камеры 150 х 200 х 150 мм
- Скорость 15 мм / час
- Толщина слоя от 75 мкм
- Интерфейсы Wi-Fi
Полученные в процессе трехмерной печати модели практически сразу после завершения процесса готовы к эксплуатации. Этот компактный 3D-принтер отлично подойдет для мелкосерийной печати, разработки дизайнерских, архитектурных моделей или для работы на некрупных производствах.

В качестве материала Sinterit Lisa использует РА12.
В комплекте с принтером поставляется лицензионное программное обеспечение — Sinterit Studio 2016.
Связь компьютера с устройством осуществляется посредством Wi-Fi соединения. Sinterit lisa поддерживает файлы следующих типов: STL, OBJ, 3DS, FBX.
Lisa Pro отличается от предыдущей модели увеличенной камерой печати и функцией подачи инертного газа. Обновленный принтер позволяет печатать крупногабаритные модели, размер которых может доходить до 32 см. В модели увеличена область печати и улучшено управление температурным режимом: есть возможность регулировать температуру и подогрев платформы и камеры.

Тем не менее главной целью производителя по-прежнему является предложение пользователям доступных, надежных и простых в эксплуатации устройств с SLS-технологией печати.

3D-принтер Sinterit Lisa Pro станет полезным инструментом в следующих сферах:
- автомобилестроение;
- робототехника;
- производство пластмассовых изделий;
- дизайн и пр.
С помощью Lisa Pro могут быть изготовлены как функциональные детали, так и различные прототипы.

- Размеры, мм 690 x 500 x 880
- Вес, кг 90
- Загрузка материалов PA11;PA12 Smooth;Flexa
- Камера Встроенная
- Лазер IR 5Вт
- Минимальная толщина стенки 0,4 мм
- Печать SLS
- Поддерживаемое программное обеспечение Sinterit Studio 2018
- Потребляемая мощность 1,8 кВт
- Температура в камере 192°C
- Точность печати XY: 50 мкм
- Область рабочей камеры 150 x 200 x 260 мм
- Толщина слоя от 75 мкм
- Дисплей 7" цветной
- Интерфейсы Wifi, Usb
Обобщая вышесказанное, выделим основные плюсы и недостатки технологии селективного лазерного спекания:
Читайте также: