
Как поменять филамент в 3d принтере
Давайте рассмотрим в деталях процесс 3D-печати филаментом PLA. Мы обсудим, что такое PLA и как его подружить с вашим принтером, как подобрать правильную температуру и на каких поверхностях печатать.
PLA — это удивительный материал для 3D-моделирования. Но не токсичен и в процессе работы приятно пахнет. PLA бывает самых разных цветов, а по причине его температурных характеристик из него исключительно просто получаются великолепные объекты.
Если вы работали с ABS, вы обнаружите, что PLA тверже, наносится медленнее и с помощью него легче получаются замечательно гладкие детали. PLA меньше искажается под воздействием температуры, и им проще печатать крупные объекты. Следует учитывать, что, поскольку этот материал более жесткий, он, следовательно, более хрупкий. Если вы собираетесь использовать распечатанный вами объект в условиях, где ему придется испытывать много ударов и резких столкновений, PLA может оказаться не лучшим выбором.
Другой важный момент при печати PLA — это температуры, которым будет подвергаться распечатка. PLA становится мягким при 70-80 °C, и изготовленные из этого пластика объекты деформируются, если в течение продолжительного времени находятся под воздействием температур, которые выше указанных. Вот почему около экструдера следует использовать ABS или какой-либо другой материал. Все остальные детали принтера мы обычно распечатываем из PLA — кроме тех, которые находятся рядом с экструдером, они из ABS.
Проверьте качество пластика
- Поместите филамент в электрическую духовку на 2-3 часа и температуре 70 °C. Можно для этих целей использовать закрытую камеру принтера с подогревом стола.
- Храните не используемый пластик в герметичной коробке или пакетах с влагопоглотителем. Правильная фабричная упаковка для PLA и ABS - герметичный вакуумный пакет с пакетиком силикагеля. Влагопоглотитель не высушит пластик, но отлично защитит от излишней влаги.
- Используйте не гигроскопичные марки пластика SBS и HIPS - они не впитывают влагу, могут сколько угодно храниться без риска испортиться.
- Монтажная пластина (или подложка для печати) должна быть установлена на правильном уровне.
- Экструдер должен находиться на правильной высоте над ней.
- Материал основы должен быть достаточно хорош, чтобы PLA за него зацепился.
Используйте Самоклеющиеся термоустойчивое покрытие 3M — один из самых простых и быстрых способов добиться отличных распечаток из PLA, как впрочем ABS, SBS или HIPS.
Раньше повсеместно использовался синий скотч 3M — не верх совершенства, но его было очень просто использовать, пока не перестал производиться. Но иногда во время печати ваша деталь могла отодрать скотч от стола, и в таких случаях объект будет иметь искажения.
Используйте вышеупомянутую подложку, с которой меньше проблем.
Печать на подогретом столе
Если у вас стол с регулируемой температурой, можно вполне успешно печатать прямо на стекле. Рекомендуемая температура стола при печати PLA — 70 °C.
При печати на стекле исключительно важно выставить уровень стола и экструдера на правильную высоту. Если экструдер будет находиться слишком далеко от стола, PLA не прилипнет ВООБЩЕ; если слишком близко – стекло полностью заблокирует экструдирование материала, и он опять-таки не прилипнет ВООБЩЕ.
- Проверьте уровень стола.
- Убедитесь, что печатающая головка находится достаточно близко, чтобы она качественно выдавливала первый слой. Зазор между соплом и поверхностью стола проверяется обычным листом бумаги. Лист толжен пролезать через это расстояние, но не застревать.
- Убедитесь, что вы достаточно прогнали экструдер перед началом печати, так что филамент поступает на стол в течение всего процесса печати первого слоя. В программе slic3r вы можете выставить количество обходов до 4 или 5, в зависимости от детали.
- Протрите стекло денатуратом.
Печать на прозрачной самоклеющейся пленке для стола 3д принтера
Прозрачная полиэстеровая самоклеящаяся пленка с перманентным термоустойчивым клеевым слоем. Наклейте пленку на печатный стол. Эта плёнка намного плотнее и прочнее каптонового скотча, поэтому печатать можно намного дольше, выдерживает высокие температуры. Brim (Кайма) не нужен — шестерни без Brim это здорово. Держится дольше каптона.
Печать на каптоновой ленте
Многим удалось добиться хороших результатов, печатая на каптоновой ленте. Чтобы печатать на ней с помощью PLA, требуется монтажный стол с подогревом. Раньше мы именно так и печатали, но когда научились делать всё правильно на стекле, перестали считать этот вариант самым лучшим. Процесс печати на каптоновую ленту практически идентичен печати на стекле, однако требует больше подготовительных работ и очистки. Если вы знаете о каких-то других преимуществах каптоновой ленты, пожалуйста, поделитесь. Мы постоянно работаем над усовершенствованием процесса.
Печать на поликарбонат
Мы немного поэкспериментировали с поликарбонатом, слегка смазывая его растительным маслом. Поликарбонат работает, все распечатывается хорошо. Вот только деталь трудно снимается, так что преимущества как-то неочевидны. Нам кажется, что этот метод заслуживает более глубокого изучения, и мы расскажем о своих исследованиях, как только они будут проведены. А пока мы рекомендуем работать с синем скотчем.
Если температура слишком высока
Между разными частями распечатки вы заметите большое количество своего рода струн (соплей), а экструдер будет «протекать», выпуская большое количество пластика при перемещении между различными печатаемыми областями. Если такое происходит, вы должны попытаться снизить температуру, делая это с шагом в 5 градусов до тех пор, пока из экструдера не перестанет выходить чрезмерно много материала.
Иногда приходится работать с материалом, который просто менее вязок, чем это обычно бывает у PLA, и поэтому он легче протекает даже при более низких температурах. Мы рекомендуем увеличить на несколько миллиметров обратную подачу (ректракт, retract)
Если температура слишком мала
Вы заметите, что филамент или не прилипает к предыдущему слою и у вас получается неровная поверхность, или же деталь получится недостаточно прочной и ее легко разделить. Так или иначе, вам следует увеличить температуру на 5 градусов и продолжать ее наращивать до тех пор, пока у вас не станут получаться качественные отрезки на каждом слое, а после печати деталь окажется достаточно прочной.
Современная 3D-печать позволяет создавать предметы и модели удивительной сложности. Однако процесс требует опыта и знаний. Неправильное обслуживание оборудования, в том числе и смена пластиковой нити в случае необходимости, может повредить устройство или привести к потере качества при печати изделий. Для того чтобы подобная проблема не возникала, необходимо тщательно изучить нюансы процедуры перед тем, как приступить к смене филамента. Как правило, для домашней 3D-печати применяется пластик, которому производители придали форму нити, поставляемый в катушках. Именно о замене этого типа материалов и пойдет речь в нашей статье.
Как подготовить 3D-принтер к замене пластика?
Так как заправка – одна из самых сложных задач при трехмерной печати, ей стоит уделить повышенное внимание.
Ключевой задачей пользователя, которому необходимо сменить катушечный филамент в своем 3D-принтере, является подготовка устройства. Подготовка принтера должна осуществляться в строго определенном порядке:
- В первую очередь следует убедиться в том, что устройство подключено к компьютеру USB-кабелем. Необходимо проверить то, насколько плотно шнур вставлен в гнезда входа, а затем проверить работу устройства и его «видимость» для системы.
- С помощью управляющей панели 3D-принтера запустить прогрев устройства до рабочей температуры. Удалить старый филамент из неразогретого принтера практически невозможно, не повредив при этом механизм.
- После того как принтер будет достаточно разогрет, следует осмотреть выходное отверстие экструдера на предмет видимых повреждений и чрезмерных подтеков, а также подготовить необходимые для смены катушки материалы и инструменты.
Как извлечь пластик?
При смене филамента большинство поломок происходит в момент удаления остатков старой пластиковой нити из рабочей головки экструдера.
ВАЖНО! Удаление остатков филамента можно производить только после того, как принтер достаточно нагреется. В противном случае рабочий механизм может быть поврежден, а качество печати заметно снизится.
Для того чтобы удалить нить из экструдера, потребуется:
- Включить нагрев 3D-принтера.
- Дождаться достижения необходимой температуры. Параметры температурного режима должны быть выставлены исходя из характеристик сменяемого и заправляемого материалов. Например, пластики ABS и PLA имеют разные температуры плавления, поэтом замену необходимо производить предельно быстро. При воздействии повышенной температуры PLA быстро деформируется и может забить сопло.
- Далее, если установленное программное обеспечение поддерживает функцию обратного хода, необходимо запустить эту опцию и дождаться выхода нити из соответствующего отверстия.
- Если софт не имеет функции обратного хода, необходимо вручную очистить канал, максимально близко к выходному отверстию обрезав старую нить и вставив новую.
- В ходе прогона пластик со старой катушки постепенно выйдет из сопла экструдера, и его место займет новый филамент.
ВАЖНО! В момент, когда старый материал во время прогона сменяется новым, рекомендуется отрегулировать температуру нагрева головки, исходя из характеристик нового пластика.

Замена пластика
Для того чтобы заменить старую пластиковую нить в экструдере на новый материал, необходимо:
Возобновление работы
Для того чтобы возобновить работу после смены катушки с филаментом, необходимо вернуть 3D-принтер в исходное положение. Для этого потребуется повторно воспользоваться разделом управляющей панели RepetierHost и командой Home.
В том случае, если все действия были выполнены верно, печать может быть возобновлена.
Технология 3D-печати открыла новые возможности для пользователей по всему миру. Но оборудование, позволяющее осуществлять трехмерную печать, требует тщательной настройки и грамотного обслуживания. Замена катушечного филамента – важный этап работы. При смене пластиковой нити необходимо четко следовать рекомендациям производителя. Это позволит избежать множества ошибок, которые могут происходить из-за неправильной смены пластика, и некачественной печати впоследствии.
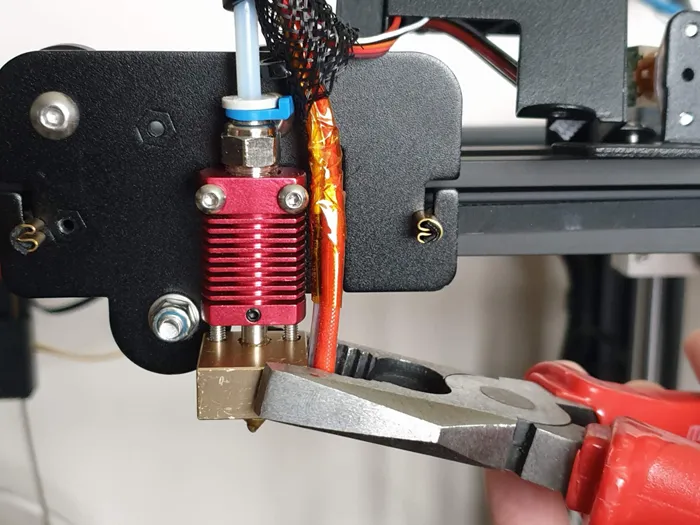
Есть у меня CR6 SE. Я на него решил поставить цельметаллический хотенд. Ну, поставил microswiss фирменный.
Вот такой как на фото.
3D Принтер SLA Фотополимерный SparkMaker
Купил 3D Принтер SLA Фотополимерный SparkMaker ПО отсутствует, написал в поддержку прислали Chitubox Slicer1.6 не устанавливается на 10 везде описываю.Волнистые стенки.
С того момента как я собрал принтер Ultimaker уважаемого Plastmaski, не могу избавиться от одной проблемы. Уже почти 2 кг пластика перевел на тесты. М.Читайте в блогах
Волшебный куб.
Дело было вечером, или когда ногам покоя что-то не дает
Дайджест от IMPRINTA №31
Мы печатаем!
ТОП лучших* 3D сканеров для образования, бизнеса и производства на конец 2021 года
Катушечный монстр - помощник или моя система подачи филамента
Популярные
3D-принтеры
Комментарии и вопросы
Они не технари, это точно). Зр.
Не согласен. видимость созда.
Сейчас акриловые панели довезл.
Здравствуйте Ув. форумчане, да.
Мои страдания с калибровкой и.
Здравствуйте возникла проблема.
Привет. Пишу сюда после четырё.
СООБЩЕСТВО
РАЗДЕЛЫ
СОЦСЕТИ



Пароль успешно изменен
На ваш e-mail высланы новые регистрационные данные.

Пожалуйста, проверьте Вашу почту
Вам было отправлено письмо с инструкцией по восстановлению пароля. Если вы не получили письмо в течение 5 минут, проверьте папку спам, попробуйте еще раз.
Применение 3D принтера позволяет создавать удивительные формы и модели. Однако, после определенного времени эксплуатации оборудования требуется смена пластика в 3D принтере, чтобы обеспечить качественную печать. Поэтому важно знать, как менять пластик в 3d принтере правильно. Чтобы у пользователей не возникло проблем с этим процессом, мы рекомендуем воспользоваться следующей инструкцией и просмотреть соответствующее ознакомительное видео. Мы покажем, как правильно это сделать, не повредив оборудование и получив необходимый результат. Чаще всего пользователи применяют пластик в виде нитей, поставляемых в катушках, и именно о них пойдет речь.
Необходимо учесть, что в представленной модели оборудования нить подаётся посредством пластиковой трубки в экструдер.

Подготовка принтера к замене пластика
- требуется убедиться, что принтер подключен к компьютеру посредством USB.
- оборудование прогрето до необходимой температуры;
- применяется точка входа 5.
Процесс замены
Перед тем, как заменить пластик в 3d принтере необходимо произвести следующие действия:
- посредством панели управления требуется перевести экструдер в режим «Обслуживание». Для этого служит кнопка 4;
- из экструдера аккуратно извлекайте трубку канала, потянув вверх;
- чтобы вытащить пруток из экструдера, необходимо плавно нажать на прижимной механизм и медленно потянуть пруток вверх.
- установите новую катушку и через трубку канала протяните пластик;
- ослабив прижимной механизм, необходимо аккуратно и плавно нажать на пруток;
- трубку канала вставите в экструдер;
- далее потребуется сделать протяжку филамента, примерно на 30-50 единиц, сразу удаляя лишний пластик. Это действие выполняется посредством панели управления RepetierHost.
Возобновление работы
Чтобы вернуть принтер в исходное положение, после того, как замена пластика в 3д принтере завершена, вновь воспользуйтесь панелью управления RepetierHost и командой Home.
Если вы выполнили все этапы правильно, то сможете продолжить работу. Представленная информация является обязательной к выполнению и позволит избежать многих ошибок, которые могут происходить из-за неправильной смены пластика.

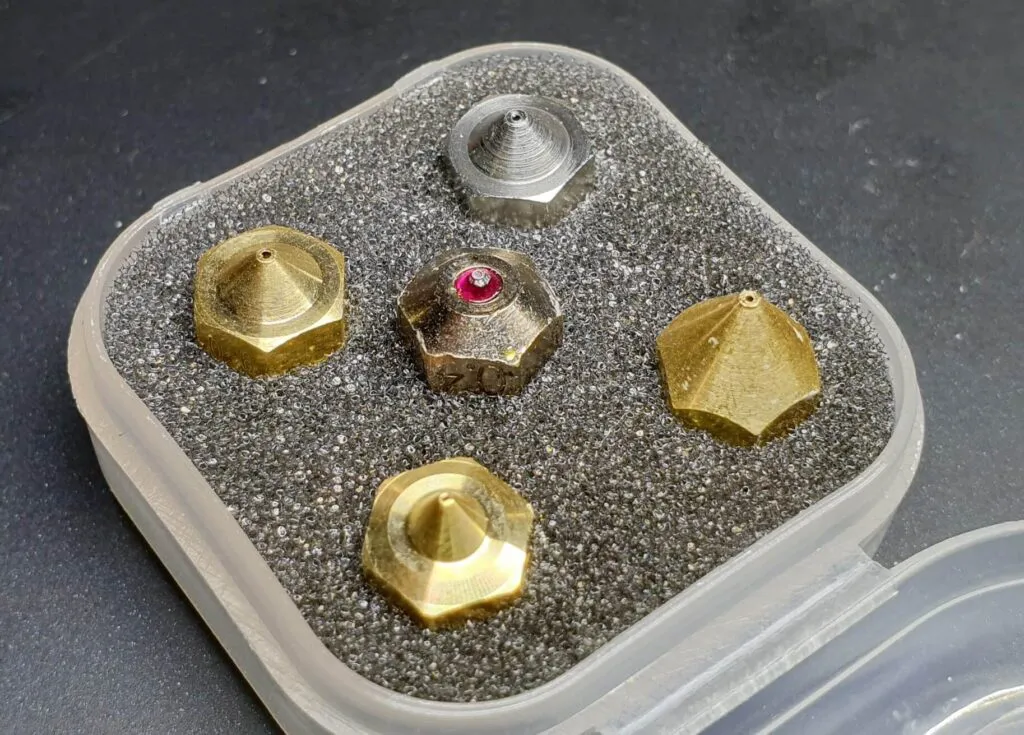
Еще одна причина, по которой нужно заменить сопло 3D-принтера – необходимость печатать быстрее. Сопло большего диаметра позволяет сократить время печати без увеличения скорости печати. Наиболее распространенное сопло с диаметром 0,4 мм, но для более быстрой печати лучше взять сопла с диаметром 0,6 мм или 0,8 мм.
Это приводит к более широкой линии экструзии и большей высоте слоя.
Используя сопло меньшего размера (0,3 мм или 0,2 мм), вы можете повысить качество конечных моделей, но время печати увеличится.
Замена сопла в 3D принтере и устранение протечки
Замена сопел на принтере может оказаться непростой задачей для новичков в 3D-печати.Если сопло не закреплено должным образом в блоке нагревателя, может возникнуть протечка. При замене сопла при комнатной температуре, во время нагревания металлический хотэнд расширяется и сопло расшатывается. Это создает некоторое пространство между соплом и термобарьером, и расплавленная нить может протекать через резьбу. Появляется засор, и в таком случае необходимо разобрать и чистить экструдер.
Если вы будете внимательно следовать данному руководству, вы узнаете, как правильно заменить сопло 3D-принтера и избежать утечек, вызванных неправильным затягиванием.
Если приложить слишком много усилий при затягивании сопла, сорвется резьба в нагревательном блоке, и пластик снова начнет вытекать. Также существует риск вовсе сломать сопло.

Подготовка
Для того, чтобы правильно поменять сопло на вашем 3D принтере, вам нужен набор следующих инструментов:
1. Гаечный ключ или плоскогубцы для удержания нагревательного блока.
2. Ключ головка для сопла.
3. Термостойкие защитные перчатки.
4. Динамометрический ключ (необязательно, но желательно).
Помните, что при замене сопла, очень важно соблюдать осторожность. При работе с горячими деталями возможны ожоги и травмы, поэтому не прикасайтесь к соплу и нагревательному блоку, чтобы избежать этого.
Динамометрический ключ для замены сопла
Очень поможет в замене сопла на принтере динамометрический ключ, который можно напечатать самим. Настоятельно рекомендуем его использовать для получения хороших результатов.
Некоторые специалисты рекомендуют использовать ключ на 1,5 нм, кто-то на 3 нм, опытным путем вычислили, что отлично справляется с задачей ключ на 2 нм.
Бесплатную модель динамометрического ключа вы можете скачать здесь.

Как поменять сопло в 3D принтере?
Чтобы правильно заменить сопло, выполните следующие действия:
· Нагрейте хотенд до максимальной температуры.
Перед тем, как приступить к замене сопла 3D-принтера, нужно нагреть хотенд до максимальной температуры, разрешенной вашим принтером. Обычно для хотэндов, внутри которых есть PTFE-трубка - максимальная температура составляет 260 ° C. Хотя температура выше 240 °C может повредить PTFE-трубку, но этого можно не бояться, пока вы меняете сопло в течение нескольких минут. Если вы используете силиконовую накладку, снимите её перед нагреванием.

· Достаньте пластиковую нить
Когда температура достигнет 130°C для PLA и 150°C для PETG, быстро удалите пластик, чтобы избежать засора. Это не совсем атомная очистка сопла, но поможет вам удалить большую часть нити, что в свою очередь упростит процесс замены сопла.

· Откручиваем старое сопло
Теперь, когда в хотэнде установлена максимальная температура, можно переходить к замене сопла.
Возьмите гаечный ключ или плоскогубцы и удерживайте нагревательный блок на месте. Осторожно возьмитесь за него, избегая нагревательного элемента и термистора. Другой рукой начните откручивать сопло.


· Вкрутите новое сопло в нагревательный блок
Если вы используете перчатки, вы можете начать завинчивать сопло руками, а затем выполнить затяжку головкой или динамометрическим ключом.
Если вы не пользуетесь перчатками, вставьте сопло в головку и ввинтите в нагревательный блок. После того, как сопло прикручено, затяните ее еще немного. Не затягивайте слишком сильно, это может привести к повреждению резьбы и сопла и / или нагревательного блока.
Если вы используете рекомендуемый динамометрический ключ, сопло считается правильно затянутым после щелчка гаечного ключа.
Читайте также: