
Гибкий пластик для 3d принтера как называется
С каждым годом 3D печать становится более популярна и доступна. Раньше 3D принтер был больше похож на сложный ЧПУ станок, но теперь производители идут на встречу пользователям. Упрощаются и автоматизируются настройки, которые многих новичков вгоняли в ступор. Несмотря на это, начинающему пользователю бывает сложно разобраться в многообразии постоянно появляющихся пластиков для 3D принтера.
Выбрать пластик для 3D принтера очень важно, особенно когда стоит цель напечатать функциональную модель с определенными свойствами. Будет обидно, если напечатанная шестерёнка сломается почти сразу, или декоративная модель быстро потеряет свою красоту.
Важно понимать, сможет ли принтер работать с выбранным пластиком. Некоторые материалы (чаще всего инженерные) требуют определенных условий для удачной печати.
Для начала определитесь, какую модель нужно напечатать. Какие свойства у нее должны быть? Модель должна быть прочной? Или это мастер модель для дальнейшего тиражирования, в которой важно качество поверхности?
В 90% 3D принтеров используется пластиковая нить диаметром 1.75. Диаметр 3мм встречается редко, но лучше заранее уточнить, какой размер используется в вашем принтере.
PLA (полилактид) – это самый популярный и доступный пластик для 3D принтера. PLA изготавливают из сахарного тростника, кукурузы или другого натурального сырья. Поэтому он считается нетоксичным, биоразлагаемым материалом.
Температура экструдера - 190-220 градусов. Подогрев стола не нужен, но если стол у принтера с "грелкой" для лучшего прилипания, можно разогреть его до 50-60 градусов. С PLA очень просто работать. Единственное требование - это обдув модели. Усадка у этого материала практически отсутствует. При печати он практически не имеет запаха, а если и пахнет, то запах напоминает жженую карамель.
Не дает усадки. Благодаря этому можно легко изготавливать сборные или огромные модели без изменения размеров.
Нет специфических требований к 3D принтеру. Подойдет любой исправный 3D принтер. PLA не нужен подогреваемый стол или закрытый корпус.
Нетоксичен. Благодаря этому во время печати не пахнет или имеет еле уловимый аромат жженой карамели.
Разнообразная палитра цветов.
PLA плохо шлифуется и механически обрабатывается.
Начинает деформироваться уже при небольшом нагреве (около 50 градусов).
Хрупкость. По сравнению с другими материалами, PLA очень хрупкий и легко ломается.
Разрушается под воздействием ультрафиолета. В труху он конечно не развалится, но может стать более хрупким и выцвести.
PLA отлично подойдет для изготовления габаритных или составных моделей. Например декоративные предметы интерьера, макетирование, корпуса для электроники и т.д.
Недавно в продаже появился PLA+. Он может отличаться от обычного PLA улучшенными характеристиками. Например более прочный, с улучшенной адгезией слоев.
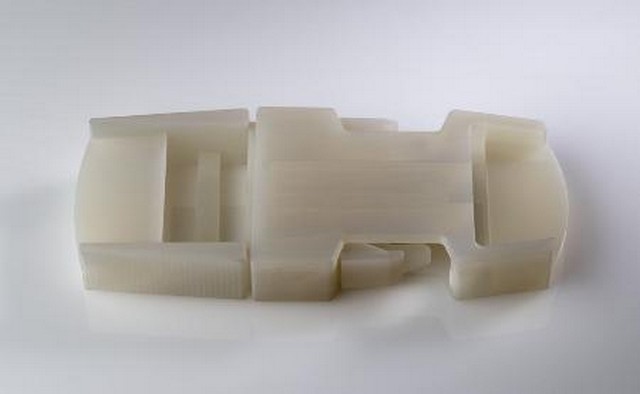
Макет турбины
Декоративные подставки
ABS (акрилонитрилбутадиенстирол) – это второй по популярности пластик для 3D печати, благодаря своим свойствам, доступности и небольшой цене.
Температура экструдера - 220-240 градусов. Температура стола 80-100 градусов. Для печати необходим подогреваемый стол у принтера. Желательно наличие закрытой камеры, потому что ABS «не любит» сквозняки. Из-за резкого перепада температур он может «отклеиться» от стола или треснуть по слоям. ABS при печати может неприятно пахнуть поэтому рекомендуется использовать принтер с закрытой камерой и фильтрами или печатать в хорошо проветриваемом помещении.
Хорошие прочностные характеристики позволяют изготавливать из ABS функциональные прототипы.
Простая механическая и химическая обработка. ABS легко шкурится и сверлится, а при помощи ацетоновой бани можно добиться идеально гладкой поверхности.
На сегодняшний момент это самый недорогой вид пластика для 3D печати.
Большой выбор цветов и оттенков.
Высокая усадка. Из-за этого может быть проблематично изготовление габаритных изделий.
Для печати требуется подогреваемый стол и закрытая камера. Без этого ABS может отклеиваться от стола или трескаться по слоям.
В процессе печати ABS может неприятно пахнуть. Поэтому рекомендуется печатать в проветриваемых помещениях или использовать принтер с закрытой камерой и фильтром.
ABS – можно считать инженерным пластиком. Он подойдет для изготовления несложных функциональных изделий.
ABS после химической обработки в ацетоновой бане
РУ модель из ABS
ABS+ отличается от обычного ABS улучшенными прочностными характеристиками (упругость, жесткость, твердость), меньшей усадкой и иногда устойчивостью к некоторым маслам и растворителям (например бензин).
HIPS (ударопрочный полистирол) – изначально задумывался как пластик растворимой поддержки для материалов с высокой температурой печати. Например для ABS или Нейлона.
Температура экструдера – 230-260 градусов. Температура стола – 80-100 градусов. Желательно наличие закрытой камеры у 3D принтера.
Меньшая усадка чем у ABS.
Простота механической обработки.
Матовая поверхность очень выигрышно смотрится на декоративных изделиях.
Разрешен контакт с пищевыми продуктами (но стоит обязательно уточнить наличие сертификатов у конкретного производителя)
Для печати нужен принтер с подогреваемым столом и закрытой камерой.
Более гибкий и менее прочный чем ABS. Из-за этого не получится изготавливать функциональные изделия.
Маленькая палитра цветов.
Чаще всего HIPS используется по назначению для печати на 2х экструдерных принтерах в качестве поддержки для ABS. Он отлично (хоть и не очень быстро) растворяется в лимонеле.
Иногда HIPS используют в качестве самостоятельного материала. Изделия из него получаются не очень прочные, но этот пластик любят за лёгкую постобработку. HIPS можно использовать для моделей которые впоследствии будут контактировать с пищевыми продуктами (не горячими).
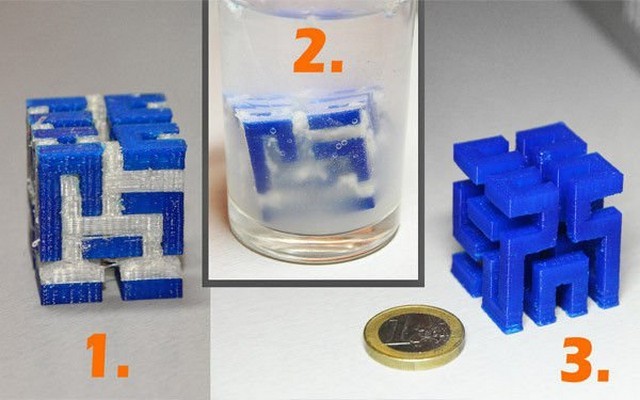
Использование HIPS в качестве растворимой поддержки
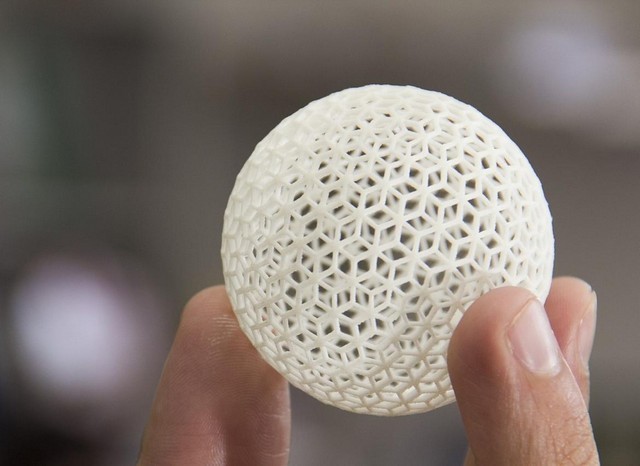
Декоративная ваза из HIPS
PVA (поливиниловый спирт) – это материал который разрабатывался как водорастворимая поддержка для PLA.
Температура экструдера – 190-210. Подогрев стола не требуется. PVA - немного “капризный” материал, его не рекомендуется перегревать и печатать на высоких скоростях.
PVA очень гигроскопичен и растворяется обычной водой. Поэтому он используется только в качестве поддержки для PLA или других пластиков имеющих близкую температуру печати к PVA.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Flex — это всего лишь общее название материалов для 3D-печати с характерной гибкостью. В эту группу входят самые разные филаменты с самыми разными составами, поэтому споры на тему «какой флекс лучше» зачастую бессмысленны. Мы решили подойти с практической стороны дела и собрать в одной статье полезную информацию по тем вариантам, которые выпускаются под нашим брендом, то есть REC, а заодно пояснить, как с ними работать.
Думаем, всем и так понятно зачем нужны флексы, но если нет, то вкратце: это материалы, которыми можно печатать разные гибкие и эластичные вещи: прокладки, уплотнители, модельные шины, фрикционные накладки на ручные инструменты, подошвы и ортопедические стельки, защитные чехлы и тому подобное. Вот только разные флексы делаются из разного сырья и могут сильно отличаться по физическим, химическим и механическим свойствам, поэтому выбирать следует аккуратно.

Наверное, не лучший вариант применения, но суть понятна
На сегодняшний день мы выпускаем четыре варианта гибких филаментов для FDM 3D-принтеров:
• REC Rubber — вариант синтетической резины на основе cтиролэтиленбутиленстирола (СЭБС, SEBS);
• REC Flex — термопластичный полиэфирный эластомер (ТПЭЭ, TPEE), напоминающий твердый силикон;
• REC Easy Flex — филамент из термопластичного полиуретана (ТПУ, TPU), самый мягкий и эластичный в нашей линейке;
• REC TPU D70 — еще один вариант термопластичного полиуретана, но наоборот очень твердый.
Не будем тянуть резину, и сразу сравним эти материалы по физико-механическим свойствам:

REC TPU D70 вообще сложно характеризовать как флекс, так как по твердости он близок к тому же АБС-пластику. Тем не менее, это тоже термопластичный полиуретан с относительно высокой ударной вязкостью и эластичностью, так что будем считать его условным флексом. Данных по этому филаменту пока мало, так как материал новый и еще не успел пройти полноценные испытания, но имейте в виду, что мы последовательно выкладываем результаты тестов в специальном разделе нашего сайта.

Пример 3D-печати материалом REC Flex
Химия
Все эти материалы отличаются не только физико-механическими характеристиками, но и химическими, что тоже в немалой степени обуславливает эксплуатационные свойства и сферы применения. Например, Easy Flex обладает не только высокой износостойкостью и сопротивлением к пластической деформации, но и хорошей стойкостью к маслам и бензинам. Rec Rubber, c другой стороны, демонстрирует низкую гигроскопичность (в отличие от того же REC Easy Flex), но не очень-то дружит с горюче-смазочными материалами.

Пример 3D-печати материалом REC Easy Flex
Чтобы было проще сориентироваться*, давайте посмотрим на еще одну, упрощенную ради простоты восприятия табличку, основанную на данных от производителей сырья:
* «+» — высокая стойкость, «0» — умеренная стойкость, «-» — низкая стойкость
Выбрали материал? Тогда давайте разбираться, как получить из него что-то полезное.
Как печатать?
Флексы вполне заслуженно считаются сложными в работе материалами, что обусловлено как раз их главным свойством — гибкостью. Под нагрузкой, например при проталкивании материала в хотэнд, эластичный филамент будет сопротивляться — сгибаться и сжиматься, увеличиваясь в диаметре. При увеличении диаметра растет трение при проходе через хотэнд, а это требует дополнительного усилия, что в свою очередь приводит к росту деформации и трения вплоть до того, что филамент вообще отказывается идти в трубку и зажевывается подающим механизмом. Разрывается порочный круг тремя параллельными способами.

Первый — кастомизация экструдера. Чтобы филамент не зажевывался, нужно сделать так, чтобы расстояние между подающими роликами и хотэндом (если речь идет о директ-экструдере) или трубкой (если речь о боуденовской системе) стремилась к нулю. Чем меньше расстояние, тем лучше— если филаменту некуда бежать, придется лезть прямо в хотэнд, что нам и нужно (см. иллюстрацию ниже).

Все равно не хочет? Заставим. Вот только заставлять нужно аккуратно, так как повышение скорости подачи без учета других факторов приводит к более высокому усилию при проталкивании филамента, а если хотэнд не успевает плавить материал, он деформируется и сопротивляется еще на входе. Соответственно, не повышаем, а понижаем настройки скорости. Да, как правило печатать флексами приходится на очень низких скоростях укладки (20 мм/c, а то и ниже), но здесь есть еще и прямая зависимость от производительности хотэнда, а это уже третий момент.
Казалось бы, самой простой способ повысить производительность — увеличить температуру, но это не совсем так, а зачастую даже наоборот. Если разогнать термоблок слишком сильно, термобарьер не будет справляться со своими прямыми обязанностями, а это приведет к нагреванию филамента еще в холодной зоне хотэнда. Нагревание приводит к тепловому расширению, а оно, в свою очередь, приводит к росту трения. Получается пробка в холодной зоне.
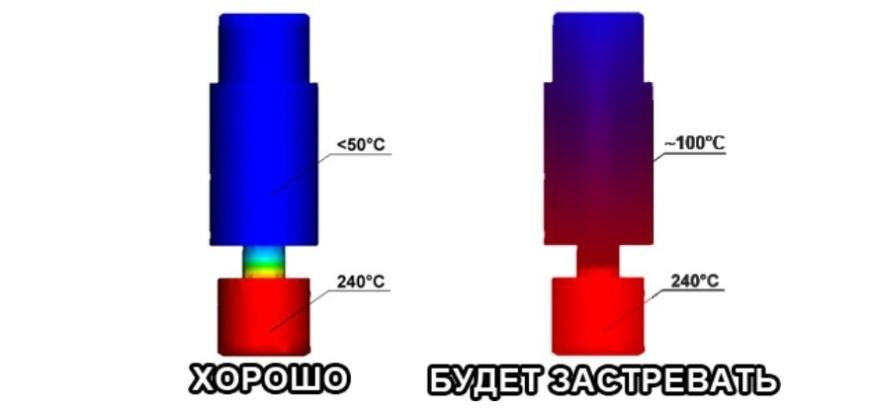
Вообще, в таких случаях лучше увеличивать длину горячего участка, вплоть до поэтапного прогрева несколькими термоблоками, но такой подход влечет за собой стремительный рост массо-габаритных характеристик, а потому встречается разве что на экструдерах в крупноформатных промышленных 3D-принтерах. Если же вы все-таки решите выйти за пределы рекомендуемых температур, то хотя бы заранее позаботьтесь о более эффективном охлаждении термобарьера — обдуве повышенной мощности, более эффективном радиаторе (не забываем про термопасту для лучшей теплопроводности) и любых других средствах, улучшающих теплоотвод. Чем более резкой будет граница между холодной и горячей зонами, тем лучше.
Настала пора еще одной таблички, на этот раз с рекомендуемыми параметрами:

Приведенные выше цифры очень условны ввиду огромного многообразия FDM 3D-принтеров, поэтому их стоит рассматривать как отправную точку для индивидуальной настройки параметров, а не жесткую рекомендацию.
С прижимом роликов в подающем механизме тоже нужно быть осторожными: слишком сильный прижим чреват опять-таки деформацией филамента. Как и все вышеперечисленное, этот момент решается экспериментальным путем.
Еще один сложный момент — это ретракт, ведь эластичные пластики деформируются не только при подаче в хотэнд, но и на «задней передаче», только теперь уже работают на растяжение. Именно по этой причине при работе с флексами рекомендуется использовать экструдеры с директ-подачей вместо боуденовских, так как в первых длина филамента между подающим механизмом и хотэндом минимальна. Попробуйте выставить дистанцию ретракта в два-три раза выше, чем при работе с твердыми полимерами, а затем «подкручивайте» вручную.
Что касается обдува слоев, то со всеми четырьмя материалами рекомендуется использовать минимальный обдув, либо не использовать вообще. Это достаточно проблематичный момент, так как флексы довольно долго затвердевают, а принудительное охлаждение приводит к снижению межслойной адгезии и, соответственно, снижению прочностных характеристик. Если деталь будет работать на сжатие, то это не такой уж и важный момент, а если на растяжение, изгиб и/или кручение, то лучше опять-таки сбросить скорость и постараться обойтись без обдува укладываемых слоев.

Пример 3D-печати материалом REC Flex
Чем мазать стол?
Если это Rubber, попробуйте клей-карандаш или лаки для волос. Хорошо печатается на стеклянных и стеклокерамических столиках, на алюминиевые можно добавить синий скотч.
Flex схватывается настолько хорошо, что клей или лак нужны не столько для удержания модели, столько для отделения от столика — в качестве разделительного слоя, иначе не отдерете. Если речь идет о стеклянном столике, дайте ему и модели остыть, и изделие может отвалиться само по себе. Если не отвалится, постарайтесь аккуратно срезать тонким лезвием, чтобы обойтись без сколов.
Если это Easy Flex, не забудьте просушить филамент перед заправкой, так как полиуретан очень гигроскопичен. Запустили 3D-принтер, а он шипит, плюется или укладывает нить с пузырьками или короблением? Останавливайте, выгружайте пластик и сушите при 50°С как минимум четыре часа — можно в электрической духовке или фруктосушилке. Насчет хранения и сушки разных филаментов можете почитать статьи здесь и здесь. Сухой Easy Flex дает изделия с отличной прочностью на разрыв, так что предварительной просушкой пренебрегать не следует. Термоусадке материал почти не подвержен, необходимости в рафтах в большинстве случаев возникать не должно, достаточно намазать столик тонким слоем клея-карандаша или лака.
Если же вы работаете с TPU D70, то опять-таки для лучшего схватывания со столиком используйте клей-карандаш или лак. Термоусадка невысока, но при необходимости для увеличения площади контакта с рабочей поверхностью можно напечатать юбку. И не забудьте предварительно просушить филамент, ведь здесь тоже используется полиуретан.

Пример 3D-печати материалом REC Flex
Во всех случаях старайтесь избегать чрезмерного количества поддержек и рафтов. Для улучшения адгезии изделия со столиком лучше подходят юбки, так как их достаточно легко срезать по завершении 3D-печати, а вот удаление опор и рафтов будет куда более трудоемкой задачей.
Тема адгезионных средств сложна и обширна, так что приглашаем всех желающих поделиться опробованными вариантами в комментариях.

Пример 3D-печати материалом REC Flex
Напоследок, в Wiki на нашем сайте есть отдельные, подробные статьи по REC Rubber, REC Flex и REC Easy Flex.
Термопластические эластомеры (TPE ) — это полимеры, которые обладают эластичностью, аналогичной эластичности сшитого каучука. Степень эластичности материала зависит от типа ТПЭ и химической структуры. Кроме того, этот сорт эластомеров обладает технологическими преимуществами термопластов, что несомненно хорошо для 3D-печати.
TPE — это широкая категория материалов, которая включает несколько других типов, например TPU.
Также важно отметить, что не все разновидности гибких нитей будут продаваться как TPE, подтип TPE или под какой-либо другой классификацией материалов. Тем не менее, большинство из них будет принадлежать к одной из категорий, представленных в этой статье.
Особенности TPE
- Гибкий и мягкий
- Отличная устойчивость к усталости
- Хорошие электроизоляционные свойства
- Отличное гасят вибрации
- Высокая ударная вязкость
- Отличная стойкость к химическим веществам и атмосферным воздействиям
- Хорошая стойкость к истиранию
- Перерабатываемый
- Устойчивость к низким и высоким температурам (от -30 до +140 ° C)
- Хорошая амортизация
Настройки 3D-печати для TPE, TPU
- Температура экструдера: 210–260 ºC (варьируется )
- Температура стола 3D принтера: без подогрева до110 ºC (варьируется )
- Скорость печати: 5–30 мм / с (сохраняйте низкую скорость, особенно в начале)
- Адгезия к столу 3D принтера: рекомендуется малярный скотч, клей или лак для волос
- Тип экструдера : рекомендуется директ экструдер
- Вентилятор охлаждения: рекомендуется
Проблемы с гибкими пластиками TPE, TPU
- Основная проблема с тем, что TPE плохо подаются экструдерами из-за их мягкости.
- TPE гигроскопичны, они хорошо впитывают влагу. В результате будут дефекты 3D печати, если нить хранить неправильно.
- Помните, что TPE особенно чувствителен к быстрым движениям. Иногда нить может деформироваться при подаче через экструдер.
Классификации гибких пластиков TPE, TPU
TPE можно разделить на шесть категорий в зависимости от химической структуры. Они также различаются по твердости по Шору. Здесь мы обсудим различные марки TPE для 3D-печати:
- Термопластичный полиуретан (ТПУ , TPU)
- Термопластический сополиэстер (ТПК , TPC)
- Термопластический полиамид (ТПА , TPA)
TPE означает термопластичный эластомер. Это смесь твердого пластика и мягкой резины, поэтому он обладает как термопластичными, так и эластичными свойствами. TPE охватывает широкий спектр гибких материалов, включая термопластичный полиуретан (TPU ), термопластичный сополиэфир (TPC ), термопластичный полиамид (TPA ).
TPU означает термопластичный полиуретан. Это наиболее распространенный тип TPE, который более жесткий из гибких нитей.
TPE и TPU определяются по их твердости , которая измеряет сопротивление материала деформации поверхности. Как мы знаем, TPU тверже, чем TPE, а твердость TPU по Шору составляет от 60A до 55D с высоким диапазоном упругости (обычно от 600-700%).
Логично, что TPE имеет более широкий диапазон твердости, чем TPU. Различия в химическом составе TPE означает, что некоторые типы TPE частично твердые и подходят для вроде автомобильнs[ шин, в то время как другие типы очень эластичны.
По сравнению с нитью TPE, нить TPU демонстрирует большую жесткость , которую не следует путать с твердостью. Жесткость измеряет способность материала изгибаться и тенденцию материала возвращаться к своей первоначальной форме после воздействия силы.
Другие отличия заключаются в том, что печать TPU будет тяжелее, потому что TPU более плотный, чем другие TPE. TPU также имеет гладкую поверхность, в то время как TPE обычно имеет более резиновую и эластичную текстуру. ТПУ имеет лучшую стойкость к истиранию, чем большинство ТПЭ, а усадка ТПУ меньше, чем у других ТПЭ.
На рынке есть TPU наполненные стекло- или углеволокном. Армирующие добавки придают материалы высокую прочность, упругость, стойкость к динамическим нагрузкам и низкую степень усадки после 3D печати. Стекловолокно обычно добавляют от 10 до 30%, углеволокно 5 — 10%. Производитель таких пластиков в России с оптимальным соотношением цена/качество компания Filamentarno.
RUBBER — термоэластопласт для 3D печати, похожий по своим свойствам на мягкую резину. Гибкий и мягкий материал, отлично подходящий для создания уплотнителей, гасителей вибрации и диэлектрических прокладок. Очень приятный на ощупь.
Свойства SEBS (RUBBER )
По своим техническим характеристикам RUBBER пластик для 3D печати во многом схож с каучуком. Основные параметры данного материала:
- Высокая температура плавления. Стол – 100-120 градусов, сопло – 235-240.
- Отлично подходит для печати колес.
- Не вступает в реакцию с эфирными маслами.
- Черный цвет.
- Отличная прочность, трудно поддается механической обработке.
Это именно тот материал, который возможно применять в сферах, где другие материалы растворяются. Отлично подходит для создания моделей: труб, чехлов, затычек. При необходимости совместить его с другими материалами, можно воспользоваться промышленным феном. Характеристика на сжатие и растяжение могут сравниться с материалами из каучука.
СЭБС или стирол-этилен-бутилен-стирол, также известный как SEBS (Rubber ), является важным термопластичным эластомером, который ведет себя как резина, не подвергаясь вулканизации. SEBS прочный и гибкий, обладает отличной термостойкостью и устойчивостью к ультрафиолету, а также прост в обработке. SEBS cпециальный материал, который своим свойствам очень близок к настоящей резине, повторяя все её свойства. Материал очень хорошо подойдет для печати: кнопок, уплотнителей, амортизаторов и даже покрышек для радиоуправляемых моделей. Склеивается при помощи синтетических каучуков или с помощью паяльного фена.
Настройки печати TPU, TPE, SEBS
3D печать TPE
Нить TPE может быть сложной для печати из-за ее эластичности. Рекомендуется печатать со следующими настройками:
- Температура экструдера: 210-260 ºC
- Температура стола 3D принтера: без подогрева до 110 ºC
- Скорость печати: 5 — 30 мм/с
Если печать идет слишком быстро, это может легко привести к застреванию и пропускам. TPE лучше работает с директ экструдерами, поэтому будьте особенно бдительны, если у вас экструдер Bowden экструдер.
Некоторые популярные нити TPE производят зарубежные компании — eSun TPE (около 42 долларов США / кг), MatterHackers Pro Series TPE (около 55 долларов США / 0,5 кг), 3DXFlex TPE (около 68 долларов США / 0,5 кг ) и Российские — Rec3D, Filamentarno, BestFilament.
3D печать TPU
Термопластичный полиуретан (TPU ) — это наиболее распространенный тип TPE, используемый в 3D-печати. По сравнению с другими гибкими нитями он обладает большей жесткостью, что позволяет легче работать с ним. Также он обладает приличной прочностью и высокой износостойкостью.
- Высокий диапазон эластичности (обычно от 600 до 700%)
- Твердость по Шору от 60A до 55D
- Отличные возможности печати
- Полупрозрачный
- Лучшая химическая стойкость к маслам и смазкам
- Высокая стойкость к истиранию
Настройки 3D-печати TPU
- Температура экструдера: 210–230 ºC.
- Температура стола 3D принтера: без подогрева –60 ºC.
- Скорость печати: 5–30 мм / с. Очень важно снизить скорость экструзии и втягивающее движение, чтобы оптимизировать процесс печати
- Приклеивание к постели: каптоновая или малярная лента.
- Система экструдера: рекомендуется прямой привод
- Вентилятор охлаждения: не рекомендуется для первых слоев.
Проблемы 3D печати TPU
Если температура будет слишком высокой, может произойти натяжение.
Если температура слишком низкая, адгезия слоя будет плохой.
Устойчивость к ультрафиолетовому излучению оставляет желать лучшего.
Популярное промышленное применение TPU
- Стельки для обуви
- Ремни промышленные
- Лыжные ботинки
Некоторые популярные производители TPU-нитей включают Kodak Flex TPU (около 50 долларов США / 0,75 кг ), Ultimaker TPU (около 70 долларов США / 0,75 кг), MatterHackers Build Series TPU (около 45 долларов США / кг), Polymaker PolyFlex (около 55 долларов США / 0,75 кг) и всем известный NinjaTek (около 55 долларов за 0,5 кг ) и Российские — Rec3D, Filamentarno, BestFilament.
3D печать TPC
Термопластический сополиэфир (TPC ) представляет собой сложный сополиэфир с чередующимися последовательностями произвольной длины как длинноцепочечных, так и короткоцепочечных гликолей. У них есть как твердые, так и мягкие сегменты. Жесткие сегменты обычно представляют собой короткоцепочечные сложноэфирные звенья, тогда как мягкие сегменты обычно представляют собой алифатические простые полиэфиры и полиэфиргликоли.
TPC считается материалом инженерного уровня, что может объяснить, почему он не так часто встречается в мире 3D-печати для любителей.
- Низкая плотность
- Эластичность в диапазоне 350–530%.
- Твердость по Шору от 40 до 72D
- Хорошая химическая стойкость
- Высокая сила
- Хорошая термическая стабильность
- Устойчивость к высоким температурам
Предварительные требования для 3D-печати
- Температура экструдера: 220–260 ºC.
- Температура стола 3D принтера: 90–110 ºC.
- Скорость печати: 5–30 мм / с
Для сравнения, TPC имеет меньшее удлинение при разрыве. Его нельзя использовать для очень гибких приложений.
Популярное промышленное применение
- Сильфоны
- Саморасширяющиеся полимерные стенты
Серия FlexiFil от FormFutura представляет собой филамент TPC.
Печать TPA
Термопластичный полиамид (TPA ) представляет собой химический сополимер TPE и очень гибкого нейлона. В результате получается сочетание гладкой блестящей текстуры нейлона и гибкости TPE.
- Высокая гибкость
- Эластичность в диапазоне 370–497%.
- Твердость по Шору от 75 до 63A
- Исключительно прочный
- Хорошая возможность печати
- Хорошая термостойкость
- Хорошая адгезия слоя
- Температура экструдера: 220–230 ºC.
- Температура стола 3D принтера: 30–60 ºC.
- Скорость печати: 5–30 мм / с
- Адгезия к слою: рекомендуется на основе ПВА
- Система экструдера: прямой привод или Bowden
Проблемы 3D печати
- TPA впитывают влагу, поэтому их следует хранить в сухих местах.
- Искривление — не редкость
Популярное промышленное применение
- Зимние виды спорта, особенно лыжное снаряжение
- Мячи для гольфа
- Медицинские изделия, такие как катетеры.
Скорость 3D печати TPU
ТПУ лучше всего печатает в диапазоне от 15 мм/с до 30 мм/с. Это мягкий материал, который обычно печатается намного медленнее, чем средняя скорость печати или скорость печати по умолчанию, которая составляет 60 мм/с. Однако, если у вас есть экструзионная система с директ экструдером, вы можете увеличить скорость примерно до 40 мм/с.
Гибкий PLA пластик для 3D печати
Мягкий PLA — это общий термин, применяемый к смесям PLA, которые сделаны более гибкими. Что касается характеристик, некоторые называют ее «жесткой резиной».
По сравнению с другими гибкими материалами он известен своей прочностью и долговечностью. Его печать аналогична стандартной печати PLA, за исключением того, что следует использовать более низкую скорость печати и более высокую температуру стола.
- Биоразлагаемый
- Твердость по Шору от 90 до 92A
- Высокая упругость
- Долговечность
- Температура экструдера: 220–235 ºC.
- Температура кровати: 100 ºC
- Скорость печати: 10–30 мм / с
- Система экструдера: прямой привод или Bowden
Проблемы 3D печати
Из-за ее мягкости при загрузке нити могут возникнуть проблемы
Печать SEBS
СЭБС или стирол-этилен-бутилен-стирол, также известный как SEBS, является важным термопластичным эластомером, который ведет себя как резина, не подвергаясь вулканизации. SEBS прочный и гибкий, обладает отличной термостойкостью и устойчивостью к ультрафиолету, а также прост в обработке.
Эластомеры SEBS часто смешивают с другими полимерами для улучшения их характеристик. Они используются в качестве модификаторов ударной вязкости для технических термопластов и в качестве пластификаторов / упрочнителей для прозрачного полипропилена (ПП ). Важные области применения включают термоплавкие клеи, чувствительные к давлению, игрушки, подошвы для обуви и битумные продукты, модифицированные ТПЭ, для дорожных покрытий и кровли.
SEBS термоэластопласт для 3D печати, похожий по своим свойствам на мягкую резину. Гибкий и мягкий материал, отлично подходящий для создания уплотнителей, гасителей вибрации и диэлектрических прокладок. Очень приятный на ощупь.

Шумит принтер и неплохо бы напечатать демпферы для шаговиков? Или нужны прокладки для труб? Или у машинки сына, потерялось колесо? Да мало ли ситуаций, в которых нужно напечатать что-то гибкое (и полезное, не всегда же неприличных кроликов печатать).
В нашей линейке филаментов есть подходящий вариант – резиноподобный пластик BFlex.

Изделия из BFlex от BESTFILAMENT
Особенности BFlex
BFlex – гибкий и упругий пластик с растяжением до 1000%. А изделия из BFlex могут похвастаться такими качествами как:
— износостойкость;
— эластичность и гибкость;
— стойкость к агрессивным средам (масло, бензин, растворитель);
— ударопрочность.
Что печатать из BFlex
BFlex подойдет для печати прокладок, демпферов, заглушек, кнопок (в том числе и для деталей от которых требуется масло- и бензостойкость). А вот УФ лучей BFlex боится как порядочный вампир. За несколько недель на солнце он может и рассыпаться.
Технические характеристики пластика BFlex
Температура эксплуатации: от -40°С до +80°С
Плотность: 1,15 г/см3
Твердость по Шору D: 40
Удлинение (относ. при разрыве): 1000%
Усадка: средняя
Параметры печати
BFlex – мягкий и гибкий материал. За это его и выбирают, но благодаря этим же особенностям BFlex несколько капризный в печати.
Рекомендуем отключить ретракт, так как пруток этого филамента очень мягкий и подающая шестерня может его зажевать.
В зависимости от настроек принтера и самой модели усадка у флекса может отличаться. Для лучшей печати рекомендуем отключить обдув и печатать на принтере с закрытым корпусом (как с ABS пластиком).
Рекомендованные параметры печати для BFlex Bestfilament
Экструдер: 220-250°С
Платформа: 80-90°С
Сопло: 0,4 мм
Скорость: 20-30 мм/с
Ретракт: нет
Обдув: нет
Адгезия: 3D лак, Клей для 3D печати Picaso
Корпус принтера: закрытый (рекомендуется)
Взаимодействие с растворителями
Устойчив к растворителям.
Постобработка
Флекс гибкий и текучий материал, при печати возможно образование «волос» на детали. Их можно легко удалить, срезав канцелярским ножом или бокорезами.
Как хранить
Если в помещении сухо, то катушку можно хранить просто на полке. Лучше всего любой пластик хранить в темном сухом месте в пакетике с силикагелем.
Ровной печати и удачных шедевров!
Команда Bestfilament

Материал в 3D-печати, как и в любой созидательной деятельности, одна из важнейших вещей. От материала зависят не только механические и химические свойства будущего изделия, но и его эстетическая ценность.
Всем, кто занимается 3D-печатью, давно известны такие материалы, как ABS и PLA. Это самые распространенные и используемые, самые известные филаменты с хорошо изученными свойствами. Но далеко не все — есть материалы, которые большинству печатников известны лишь по названиям, а некоторые о них и вовсе не знают. Между тем, у них тоже много полезных свойств, о которых стоит знать, чтобы применить их в случае необходимости.
Перед тем, как перейти к основной теме статьи, хотелось бы сказать пару слов в защиту PLA. Многие ошибочно считают, что ABS прочнее и лучше PLA, но это не совсем так. Проведенные недавно испытания пластиков показали, что PLA бьет ABS по всем показателям прочности.

Единственное, в чём ABS лучше, это долговечность — PLA биоразлагаемый, а изделия из ABS будут загрязнять планету еще сотни лет после того, как перестанут быть нужны.
Вот, теперь вернемся к нашим экзотикам.
Цены приведены ориентировочные и их лучше уточнять при покупке.
NYLON

NYLON отличается высокой прочностью и износостойкостью — именно эти свойства позволили ему давно и прочно занять свои позиции как в производстве волокон для одежды, так и среди промышленных пластиков. Они же привели его и в 3D-печать. Из этого материала печатается широкий спектр всевозможных изделий, от игрушек и предметов быта, до деталей техники, одежды и медицинских ортезов.
Примеры филамента с нейлоном:: Taulman 3D Nylon Bridge за 2580 рублей (0,45 кг), Nylon M1 Print Product за 1300 (0,75 кг), Nylon Super Natural U3print за 2500 (0,45 кг).

Полипропилен, как и нейлон, также давно хорошо известен. Сложно перечислить хотя бы малую часть вещей, которые из него делают. Чем же характерен PP? — это нетоксичный, износостойкий материал, хорошо переносящий контакт с агрессивными средами и имеющий неплохую прочность. Кроме того — он достаточно недорог и очень распространен, что увеличивает его доступность.
Из минусов: становится хрупким при температурах ниже минус пяти по цельсию. Плохо переносит прямой солнечный свет.
Примеры: PP полипропилен FL-33 стоит 4300 за 1 кг, PP пластик Print Product белый — 1500 рублей за 0,75 кг.

Относительно новый, все еще набирающий популярность промышленный эластомер. Отличается высокими механическими характеристиками. Обладает хорошей износостойкостью и эластичностью. Применяется для изготовления декоративных изделий, защитных покрытий, подошв, и т.д.

- Хорошее сцепление с поверхностями.
- Упругость.
- Износостойкость
- Долговечность.
- Применение при температурах от -60 до +80 °С
- Неплохая спекаемость.
Есть и минусы: устойчивость к распространенным реагентам достаточно низкая — применять в контакте с бензином, ацетоном и уксусной кислотой не рекомендуется.
На рынке представлены разными производителями выпускающими материалы в различной цветовой гамме и немного отличающихся механических свойств.
Например, материал компании REC отличается проверенной экологичностью — он разработан так, чтобы не выделять при печати токсичных газов. Его стоимость 2176 рублей за полкило.
Филамент FL-33 характерен своими оригинальными цветовыми решениями. Он стоит 4500.
TiTi FLEX SOFT от Print Product, за 1550 рублей (0,5 кг), характерен своей особой мягкостью, а Flex 1,75 от этой же фирмы, за 2300 (0,75 кг), помимо своих выдающихся механических свойств интересен ещё и прозрачностью — из него можно напечатать много красивых объектов с интересными оптическими свойствами.
FLEX применяется для печати упругих объектов. Например, можно напечатать небьющийся стаканчик-подставку для карандашей, любой формы — оригинальный подарок коллеге.

HIPS — материал не обладающий какими-то выдающимися механическими свойствами, но он совершенно незаменим при печати двумя и более экструдерам, как материал для создания растворимых поддержек и спаек. Именно благодаря ему существует возможность создавать сколь угодно сложные объекты, особенно такие, где один предмет находится внутри другого.

Также широко используется в прототипировании, поскольку хорошо сохраняет при печати заданные размеры — не ползет и не коробится.

- Качественная передача заданных размеров
- Растворимость
- Возможность применения в изделиях контактирующих с пищей
- Нетоксичность.
GLASSFIL


Glassfil — прозрачный термопластик с уникальными свойствами: он пропускает ультрафиолет и рентген, но отражает инфракрасное излучение. От ультрафиолета не разрушается, также устойчив и к влажности, и к бактериальному воздействию. Способен выдерживать низкие и высокие температуры без повреждений. Экологически чист и обладает диэлектрическими свойствами. Также к плюсам относятся: прозрачность или частичная прозрачность материала, устойчивость к ударным нагрузкам и хорошая обрабатываемость.
Может применяться для создания изделий предназначенных для медицины, сельского хозяйства, для печати всевозможных бытовых предметов.
Примеры материалов такого типа: GLASSFIL Print Product за 1500 рублей (0,75 кг), Ninjaflex за 3500 (1 кг), Zortax Z-Glass за 5700.
CERAMIC

Материал интересен тем, что содержит натуральные керамические частицы. При печати создается эффект керамической или каменной поверхности. Применяется для печати изделий имитирующих керамику или камень.

Примеры такого материала: Print Product CERAMIC стоимостью 1500 рублей (0,75), Filamentarno Pro Ceramo и Pro Ceramo-tex по 2200 за 0,75 кг.
Пластик Filamentarno интересен еще и тем, что может использоваться при печати посуды и игрушек — он не содержит токсичных веществ и не имеет запаха, как и все пластики этой фирмы. А Pro Ceramo-tex вспенивается при печати, давая совершенно неотличимую от настоящей необработанной керамики структуру.

Похожими на керамику свойствами готовых изделий обладает Laybrick, за 2500 за четверть килограмма, отличающийся тем, что его фактура зависит от температуры и скорости печати — он может быть как шершавым и фактурным, так и глянцевым. Другая его особенность — отсутствие необходимости в подогреве стола, а единственный недостаток — необходимость выждать некоторое время, прежде чем удалять готовую модель, ведь застывает он не сразу (время ожидания, как и фактура изделий из Laybrick, зависит от температурного режима печати).

Пластик PVA — создан, чтоб быть растворенным. Как и HIPS, этот материал лучше всего подходит для поддержек и промежуточных структур, которые необходимы во время печати, но должны быть удалены после. Его преимущество перед HIPS — PVA растворяется обычной водой. Это самый подходящий вариант, когда вам надо напечатать сложную деталь, а под рукой нет лимонена.

- Диаметр нити, мм 1,75
- Температура печати 180 — 220 °C
- Растворяется водой
PVD — синтетический полимер с хорошими пластическими и термическими свойствами. По сути — специальным образом обработанный полиэтилен. Легкий, прочный, износостойкий. Не пропускает воду, но легко проницаем для газов. Широко используется при изготовлении упаковочного материала.

Вы легко можете распечатать, например, мини-теплицу для комнатного цветка или контейнер для бутербродов, так как он нетоксичен в быту и может контактировать с пищевыми продуктами.
- Диаметр нити, мм 1,75
- Рабочая температура 230°-260°
- Скорость печати: от 10 мм/с до 70 мм/с
- Цвет натуральный

Материал PETG достаточно прочен. Материал, как правило, прозрачный или полупрозрачный, даже при добавлении красящего пигмента. Имеет красивый глянцевый вид.
Из других преимуществ: не имеет запаха, не впитывает влагу, удобен в печати — низкая усадка.
Минусы — требователен к температурному режиму печати.

Примеры такого материала: PETG Natural U3Print за 1000 рублей (0,45 кг), PETG FL-33 прозрачный за 3990 (1 кг), PETG пластик ESUN за 2300 (1 кг).

- Высокая прочность
- Температура печати около 210° — 250° (может слегка варьироваться от производителя к производителю)
- Скорость печати от 10 мм/с до 70 мм/с
- Не имеет запаха
- Нетоксичен

Полиоксиметилен. Прочностные характеристики материала таковы, что изделия из него применяются в инженерии для замены металлических деталей. Также он биологически нейтрален и может быть использован в медицине и пищевой промышленности.
Примеры филамента: FL-33 инженерный POM за 3610 рублей за килограмм, POM Натуральный за 2800 за 0,75 кг.

PC — поликарбонат. Изделия из PC обладают высокой прочностью к ударным нагрузкам и выдерживают кратковременный нагрев до 153 градусов, а нормально функционировать могут в диапазоне от -100 до +115 градусов цельсия.
- Печатается при температуре 230 — 280 градусов цельсия
- Застывает при 130 градусах
- Температура стола желательно 100 градусов

Примеры филамента с PC: PC поликарбонат SEM за 1700 рублей и PC поликарбонат FL-33 за 4180 — прозрачные, и PC поликарбонат FL-33 черный — с добавлением красителя, 4180 за 1 кг.

Керамика в нашем обзоре уже была, теперь очередь не менее интересного материала — дерева. Именно дерево содержится в данном филаменте и дарит ему свою фактуру и цвет, тактильные характеристики и тепло. Даже запах. Как и любая древесина, изделия из этого материала весьма гигроскопичны, то есть — впитывают много влаги.

Применяется для создания оригинальных изделий имитирующих дерево и обладающих, во многом, его свойствами.
- Диаметр нити, мм 1,75
- Рабочая температура 190°-220°
- Скорость печати от 10 мм/с до 70 мм/с
ANTISTATIC

ABS Antistatic — почти обычный ABS, но тоже с сюрпризом, как и остальные материалы в обзоре. Как можно догадаться из названия, в состав этого филамента включены антистатические вещества, помогающие избавиться от статики, свойственной большинству материалов для 3D-печати.

Применяется для создания деталей и корпусов электроники, где статические разряды совершенно неуместны, упаковки для хранения микросхем и других чувствительных компонентов, ковриков для точной измерительной аппаратуры и т.д.
Также находит применение в индустрии моды, при печати тканей.
- Диаметр нити, мм 1,75
- Температура платформы 100 °C
- Температура экструдера 210 — 240 °C

Материал накапливает свет, а в темноте постепенно отдает его. Время свечения изделий из такого филамента — до 14 часов.

Может применяться для изготовления игрушек, оригинальных сувениров, приборных панелей и циферблатов, корпусов и кнопок выключателей, а также многого другого.
- Температура экструдера зависит от конкретного филамента
- Технология печати FDM
- Цвета разные
METALLIC
Материалы содержащие в себе частицы металла и имитирующие созданные из него вещи. Внешне, по весу и на ощупь получается очень похоже.

Изделия из этих материалов легко обрабатываются и полируются, принимая вид настоящих металлических вещей.

Примеры таких материалов: Bronze ESUN за 2300 рублей (0,5 кг), Colorfabb Bronzefill за 3900 (0,75 кг), Bestfilament Bronze.
COLORFUL

Если вам надоели однообразные, как в детском наборе фломастеров, цвета филаментов, то пора переходить на взрослую палитру. Для удобства можно выбрать одного производителя, обладающего таким ассортиментом, чтоб не перенастраивать каждый раз печать и иметь стабильный результат. Например, среди продукции компании Filamentarno есть множество красивых пластиков разных оттенков.

Ещё одно преимущество продукции этой компании перед многими другими (и в этом Filamentarno единомышленники компании REC) — безопасность всех материалов, все они могут безвредно контактировать с пищей, а значит — пригодны для изготовления пищевой посуды и детских игрушек.
Примеры пластиков: Бутылочно-зеленый, Бутылочно-оливковый, Бутылочно-коричневый, Желтый, Оранжевый, Красный. Это не все, там их десятки. Пластики этой линейки стоят по 1200 рублей за 0,75 кг.
Это далеко не полный перечень актуальных современных материалов, лишь малая их часть, но — нельзя объять необъятное. Однако у нас запланированы обзоры и по другим сегментам этой области. Следите за обновлениями.
Читайте также: