
Для чего нужен требуется прогрев камеры перед печатью полиамидом на профессиональных 3d принтерах
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:

Всем привет, Друзья, с Вами 3DTool!
Последнее время, покупатели все чаще стали расспрашивать нас про такого диковинного зверя, как PeeK, или полиэфирэфиркетон по-научному. Этот высокопрочный, конструкционный пластик, довольно сложен в освоении и 3D печати, и требует серьезных бюджетов при выборе 3D-принтера, если вы планируете использовать именно его. Но, что делать, если бюджет ограничен, а печатать из него все равно необходимо? На этот вопрос мы и попробуем ответить в нашей статье.
Для начала, давайте разберемся с терминологией. Что же представляет из себя этот пресловутый материал?

«Полиэфирэфиркетон (международное обозначение — РЕЕК (звучит — ПИК)) — полукристаллический термопластический высокотехнологичный полимер.
Примечателен данный материал в первую очередь тем, что он выдерживает высокие эксплуатационные температурные нагрузки, от -40 вплоть до 260 градусов цельсия. Точка размягчения около 300 градусов, а высокий предел прочности при растяжении и предел выносливости при изгибе, которые он сохраняет даже при воздействии высоких температур и химических веществ, делают его незаменимым во многих конструкциях требующих повышенные характеристики от материала. Так же, он обладает сравнительно небольшой усадкой, не возгорается и обладает низкой воспламеняемостью. Обладает низкой гигроскопичностью и пригоден для контакта с пищевыми продуктами. Даже ультрафиолетовые лучи лишь изменяют цвет пластика, не влияя на его структуру.
Вполне ожидаемо, что печать PEEK требует от вашего 3D-принтера большего, чем обычные филаменты. Здесь стоит добавить, что например пластик Formax от PICASO3D гораздо более щадящий к 3D принтеру и в определенных задачах будет достойной альтернативой пластику PEEK.
Разбег температур, при которых печатается пластиком PEEK – 350 – 420 градусов на экструдере и 120 - 150 градусов на платформе. Так же необходима закрытая камера, желательно с подогревом и терморегуляцией. Эталонные устройства, разработанные для 3D печати такими материалами на данный момент это Creatbot F430 или Intamsys Funmat HT.
Однако не так страшен черт, как его малюют. Как показывает практика, для печати несложных элементов не требующих выполнения идеальных показателей, некоторыми условиями можно пренебречь. Это мы и проверим в нашей статье.
Давайте все же определимся с минимальными требованиями для печати PEEK и подберем устройство, на котором можно будет проверить наше прошлое утверждение.
Итак, минимальные требования к 3D-принтеру:
• Диапазон максимальной температуры нагрева экструдера от 260 до 420 градусов.
• Диапазон максимальной температуры нагрева стола от 100 до 150 градусов.
• Стальная трубка экструдера без тефлонового картриджа.
• Возможность просушить пластик перед печатью
• Возможность «запекать» пластик после печати.
• Стоимость в пределах 200 тысяч рублей.
Из набора доступных нам 3D-принтеров, под описание больше всего подходит линейка 3D принтеров Designer Х-series от компании Picaso3D. А конкретно – младшая модель серии, одноэкструдерный Picaso 3D Designer X .

3D принтеры данной серии - Picaso Designer X, Designer X PRO, Designer XL, разработаны в расчёте на возможность печатать тугоплавкими материалами до 400 градусов, к тому же, разработчики демонстрировали напечатанные из PEEK и ULTEM изделия во время презентации этой линейки устройств.
Учитывая, что опыт печати Ultran’ом, и другими тугоплавкими материалами у нас уже имеется, решаемся на эксперимент.


В наличии у нас две катушки разных производителей, 250г материала от китайской компании Creatbot и оригинальный пластик PEEK от компании Intamsys. Проведем сравнительный анализ материалов и попробуем подвести некие итоги.
Для начала подготовим сам материал и принтер к печати.
Сам по себе PEEK не гигроскопичен, но для лучшего результата катушку с этим материалом рекомендуется прогревать перед использованием. Обратите пристальное внимание на материал, из которого сделана катушка вашего PEEK. Прогревать можно только филаменты на картриджах/катушках из тугоплавкого материала, иначе вместо подготовленной нити, можно получить запеченную кучку дорогостоящего пластика.
Килограмм материала стоит порядка 36 000 рублей, а то и дороже.
Итак, мы убедились, что катушка выдерживает высокие температуры и теперь отправляем ее прогреваться.


Лучше всего для этого использовать конвекционные нагревательные шкафы, но в нашем случае подойдет и обычная духовка с двойным грилем.
Катушку необходимо прогревать в течение хотя бы получаса на температуре 100 – 120 градусов.
А пока идет этот процесс, займемся подготовкой нашего подопытного 3Д-принтера.

После чего так же обновляем версию Polygon X – программы слайсера для данной линейки устройств.
Следующим шагом будет установка стального сопла вместо медного. Т.к. температура для печати PEEK слишком высока и может повредить медную фильеру. Размер диаметра отверстия не должен быть менее 0.3мм.

После установки сопла необходимо очистить стекло нагревательного стола, тщательно откалибровать его и нанести адгезив. В нашем случае мы будем использовать клей PVA – Kores, отлично показавший себя в тестах Ultran’a.
После того, как принтер готов, открываем Polygon X на разделе профилей пластика и создаем новый пластик с начальными параметрами температуры печати. Т.к. мы не знаем, на какой конкретно температуре полиэфирэфиркетон поведет себя лучше всего, проведем небольшой эмпирический опыт.

Необходимо указать следующие стартовые параметры:
• Температура экструдера 385 градусов (отталкиваясь от диапазона на маркировке катушки)
• Температура стола – 120 градусов (руководствуясь теми же принципами)
• Температуру радиатора оставим по умолчанию, исходного материала – 80 градусов.
(Для тех кто не сталкивался с принтеров Picaso Designer X и незнаком с его устройством, поясняем – печатающий блок Designer X содержит два датчика температуры, один замеряет Hot End, другой радиатор Cold End'a, включая или повышая обороты вентилятора обдува при необходимости).
• Камера принтера должна нагреться максимально, так что оставляем параметры указанные ранее. (в качестве основы мы взяли профиль от Ultran’а, как наиболее близкий по настройкам)
• Температуру выгрузки установим на значение 360 градусов. При этой температуре пластик заведомо начнет плавится, однако не оставит нежелательных «волос» расплавленного материала при ретракции.

Теперь сохраним профиль на USB флешке и импортируем его на принтер. К слову, на нашем устройстве установлена крайняя версия прошивки, поэтому дисплей содержит несколько новых и интересных функций, о которых мы расскажем чуть позже в полноценной статье.

А пока, импортировав профиль, выполним загрузку материала.


Как видим, PEEK успешно экструдируется из сопла, значит можно двигаться дальше.
Поставив принтер на прогрев, вернемся к П.О. и просчитаем необходимую модельку.
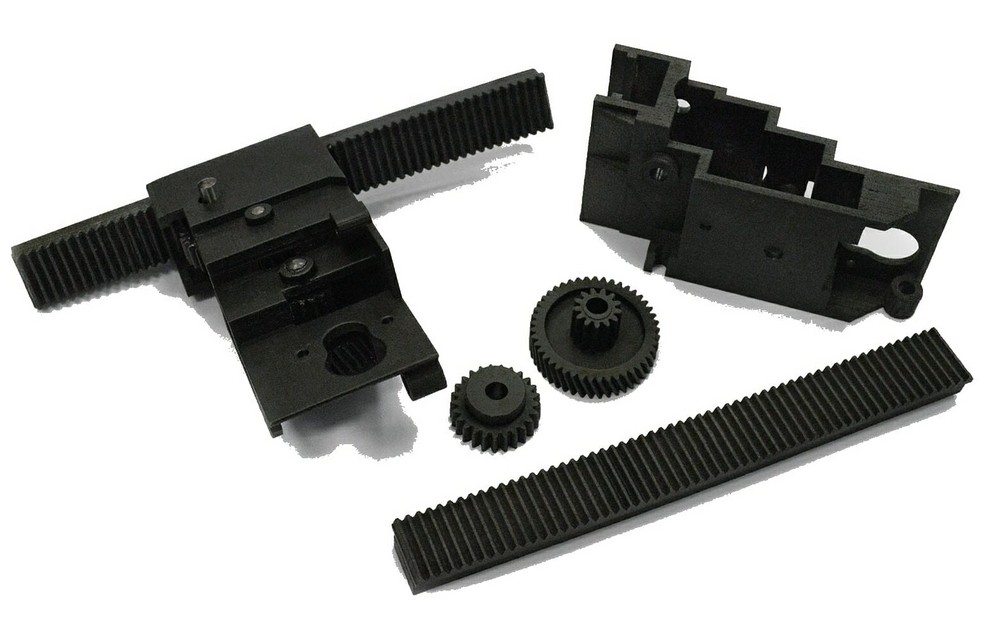
Печатать мы будем механизм состоящий из двух необычных шестеренок и связующей скобы. Данный предмет поможет определить прочность материала и качество печати.

Загрузив модельку, выбираем основные настройки – слой в 150 микрон (мы ведь хотим получить качественное изделие?), заполнение в 30% и обязательный для таких материалов Raft.

Итак, все готово к печати.
Процесс печати и коррекция настроек.
Через меню «Печать», «Список файлов», выбираем нашу первую деталь – Nautilus gear.

Судя по всему, процесс происходит корректно, однако температуры явно не хватает и на втором слое слышны простукивания экструдера. Так же, принтер выдает нам ошибку давления материала.
Возвращаемся на предыдущие действия и через меню «Материал» -> «профили» -> «изменить профиль», выставляем температуру экструдера в 395 градусов, после чего еще раз выполняем экструдирование материала, чтобы убедиться, что все верно.

Повторный запуск говорит о том, что этой температуры так же недостаточно, изделие начинает расслаиваться и показатель нужно делать еще выше.


На 400 градусах сопла процесс начинает протекать адекватно, и мы можем переходить к другим деталям.


Теперь запускаем остальные детали из Creatbot Peek и дождавшись окончания печати, готовимся устанавливать вторую опытную катушку материала.

Необходимо отметить, что в нашем случае, пластик стал печататься при температуре заведомо ниже рекомендуемой производителем самого принтера. Производитель PICASO3D рекомендует использовать настройки экструдера на 410 градусов, а стола аж до 140, то есть нагревать элементы практически до критической температуры. В противном случае, после печати возможно расслоения материала, т.к. пластик не достаточно спекся в момент экструзии.
После печати Creatbot PEEK мы установили катушку от компании Intamsys. В целом, пластик показал себя точно так же, единственно, наблюдалась бОльшее отлипание от нагревательного стола, так что температуру пришлось поднять еще на 10 градусов. Но это не является минусом пластика PEEK от Intamsys, это особенность материала конкретного производителя. Так как конечно же предполагается использование этого материала в 3D принтерах Funmat HT .

Итого, INTAMSYS PEEK печатается на Picaso Designer X при следующих параметрах:
• Температура экструдера 400 градусов
• Температура нагревательного стола 130 градусов.
После самой печати, полиэфирэфиркетон требует еще одного процесса, запекания в термокамере/конвекционном нагревательном шкафе.

Схема запекания полиэфирэфиркетона следующая:
• Первый раз готовое изделие кладут в печь на 150 градусов на 2 часа
• Далее, на 200 градусов на 2 часа.
• Далее на 150 градусов еще на 1,5 часа.
После чего процесс полимеризации заканчивается и изделие принимает свою реальную прочность.
Однако, нужно заметить, что даже не запеченный PEEK, напечатанный при правильных условиях, уже достаточно крепок и гораздо крепче большинства материалов доступных на рынке.
После выполнения всех действий указанных выше получаем схожий результат в обоих случаях.

Пластик Creatbot Peek


Пластик Intamsys Peek
К сожалению, сами изделия немного загибает вверх, но, судя по всему, это связано с небольшим перегревом материала на второй фазе. Тепло в нашей печи распределяется не равномерно и немного размягчающийся пластик принимает форму блюдечка, на котором лежит.
В остальном, изделия становятся очень прочными на изгиб и кручение, и с трудом ломаются даже с применением силы. Вернее сказать, не ломаются вообще. Напечатанные из Creatbot PeeK шестерни, видимо, из-за недостатка температуры в камере разошлись по слоям. Второй набор шестеренок показал себя лУчшим образом и сохранив свойства стал еще прочнее.


Судя по полученным результатам, печатать PEEK на младшем представителе семейства PICASO Designer X-series вполне возможно. Мы имеем только два существенных ограничения, которые не позволяют печатать этим материалом на всю платформу без потерь, или использовать Designer X как базовый 3D принтер для печати PEEK в режиме 24/7.
• Это отсутствие термокамеры с регулируемой температурой, а значит материал может в некоторых случаях пропекаться недостаточно. Особенно на больших изделиях.
• И необходимость работы на предельных температурных режимах, которые при длительном использовании усиливают амортизацию оборудования.
Со всех остальных позиций, печатать на Designer X этим сложным, но безусловно интересным материалом можно и нужно. Главное не сильно увлекаться 😉
Мы предполагаем, что производитель PICASO3D не остановится на достигнутом и добавит необходимые опции для оснащения своих старших 3D принтеров необходимыми модулями для печати тугоплавкими материалами 24/7 . Так как ветер FDM индустрии дует именно в эту сторону.
А на этом у нас все! Спасибо за чтение нашей статьи, надеемся она была Вам полезна! До новых встреч!
Заказать Picaso 3D Designer X или пластик PEEK, а так же любой другой 3D-принтер, задать свои вопросы и узнать статус Вашего заказа, вы можете

Полиамиды — это широкий спектр филаментов с уникальными физическими свойствами. Толстостенные изделия из PA — жесткие, а тонкостенные — гибкие. В том числе благодаря этому свойству материал подходит для печати изделий, совершенно разных по свойствам и назначению. Кроме чистых филаментов, на рынке существуют модификации, усиленные карбоновым волокном, стекловолокном и другими присадками.

Однако хранение и печать полиамидом требуют особых условий. Читайте статью, чтобы узнать о разных нюансах FDM 3D-печати полиамидами.
Чтобы узнать о 3D-печати полиамидом по более эффективной и дорогостоящей технологии SLS, применяемой в промышленности и дизайне, читайте наш подробный обзор SLS.
Содержание
О полиамиде
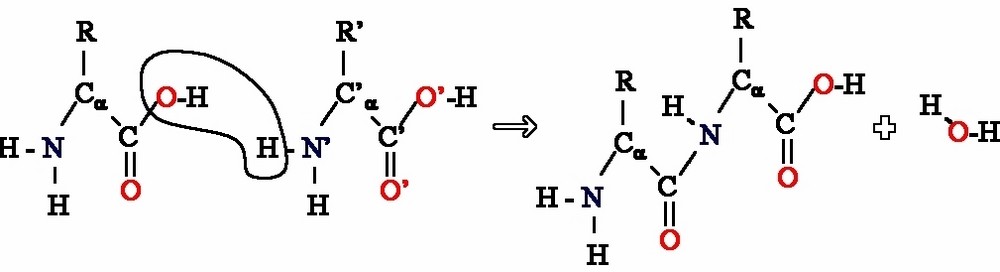
Полиамиды — это широкий спектр полимеров с составными звеньями, имеющими амидные группы. Полиамиды встречаются в природе в виде протеинов, известными примерами являются шерсть и шелк. Синтезированные полиамиды используются в различных сферах промышленности.
Коммерческое название синтетических полиамидов — нейлоны (nylon). В данной статье термины «3D-печать полиамидом» и «печать нейлоном» синонимичны. Также следует отметить, что в 3D-печати используется два типа полиамидных материалов. При использовании технологии SLS применяются порошки, например — Sinterit PA12. С точки зрения пользовательского опыта, использование такого полимера не отличается от использования другого порошкообразного материала. В этой статье мы рассмотрим особенности 3D-печати полиамидом по технологии FDM.
История


В 1940-х было запущено производство альтернативного материала Nylon 6, а в последующие десятилетия на рынке появились Nylon 12, Nylon 4,6 и другие марки синтетических полиамидов. Этот материал используется в различных сферах. Из него шьют недорогую прочную одежду, производят наружные элементы автомобилей (дверные ручки и решетки радиаторов), переключатели на электрических щитах, затяжки на роликовых коньках и многие другие детали, с которыми мы ежедневно взаимодействуем. Одним из самых известных полиамидов, благодаря его исключительной прочности, является кевлар.
Характеристики
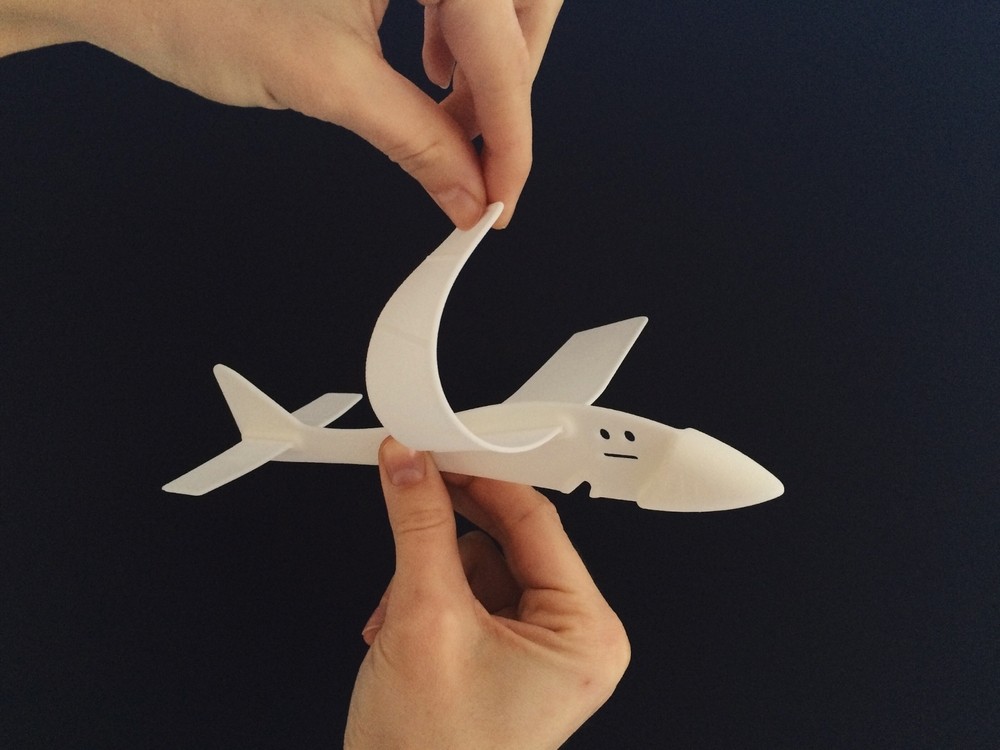
Полиамид — светлый пластик, физические свойства которого зависят от толщины изделия. Тонкостенные изделия гибкие, но прочные. Массивные изделия из нейлона жесткие, сравнимые с сделанными из ABS-пластика. Нейлон хорошо переносит колебания температур, он устойчив к истиранию и к воздействию ультрафиолета.
Основные характеристики полимера (для Nylon 6):
Плотность: 1,14 г/см³;
Прочность и гибкость;
Устойчив к разбавленным кислотам и растворам щелочей при комнатной температуре;
Температура плавления: 221 °C;
Температура стеклования: 45 °C;
Стойкость к нагреву до 160 °C.
Двумя наиболее важными полиамидами являются гексаметилен адипамид (нейлон 6,6) и поликапролактам (нейлон 6). Материалам присущи исключительные механические свойства: высокая прочность на растяжение, высокая гибкость, хорошая упругость и высокая ударная вязкость. Их легко красить, они демонстрируют отличную износостойкость благодаря низкому коэффициенту трения (самосмазывание). Оба полиамида имеют высокую температуру плавления и температуру стеклования, что обеспечивает хорошие механические свойствам при повышенных температурах.
Нейлон 6 и нейлон 6,6 устойчивы к маслам, щелочам и многим растворителям. Основным ограничением материала является сильная чувствительность филамента к влаге (вода действует как пластификатор). Например, предел прочности при растяжении влажного полиамида может на 50 процентов уступать данным сухого полиамида. По сравнению с этими материалами нейлон 12 менее гигроскопичен: это свойство обеспечивает большое количество метиленовых групп в основной цепи полимера. Nylon 12 обладает лучшей влагостойкостью, стабильностью размеров и электрическими свойствами, но температура плавления и механические свойства материала ниже.
Наряду с чистыми полимерами, для 3D-печати доступны композитные филаменты, в состав которых входит карбоновое волокно.
Достоинства и недостатки
Достоинства:
Устойчивость к высоким температурам;
Высокая прочность на разрыв;
Гибкость, которая зависит от габаритов готового изделия;
Устойчивость к УФ-излучению;
Отсутствие неприятного запаха в процессе 3D-печати;
Устойчивость к истиранию;
Возможность окрашивания филамента и покраски по готовому изделию;
Возможность вторичной переработки.
Недостатки:
Сложный процесс печати.
Меры предосторожности
Вредное воздействие полиамида возможно при переработке при температурах выше 300 °C. В таком случае возможно выделение токсичных веществ: аммиака, окиси и двуокиси углерода. При отравлении продуктами разложения или при вдыхании нейлоновой пыли наблюдается раздражение верхних дыхательных путей.
Хотя в процессе 3D-печати полиамидом не образуется неприятный запах, проводить работу рекомендуется в хорошо проветриваемом помещении.
Использование полиамида в 3D-печати

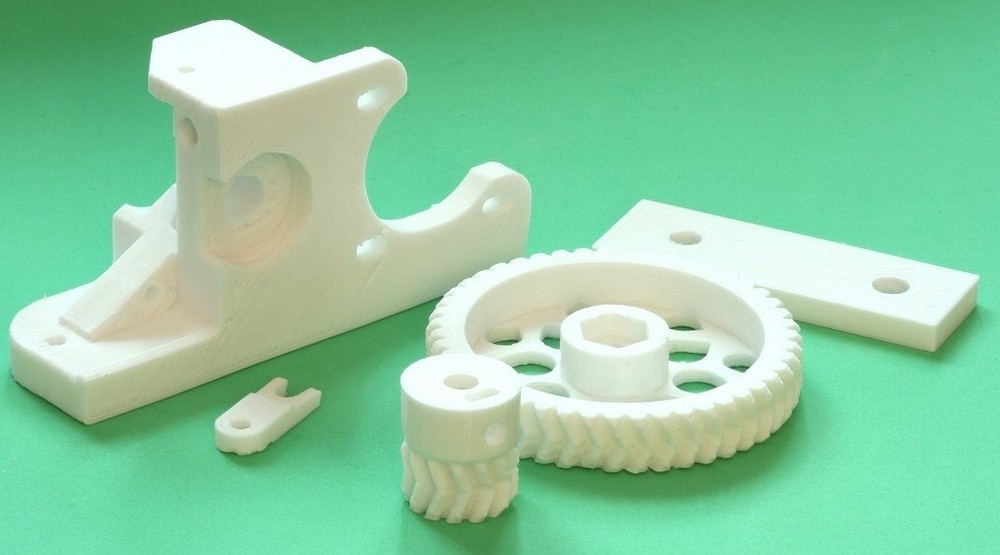
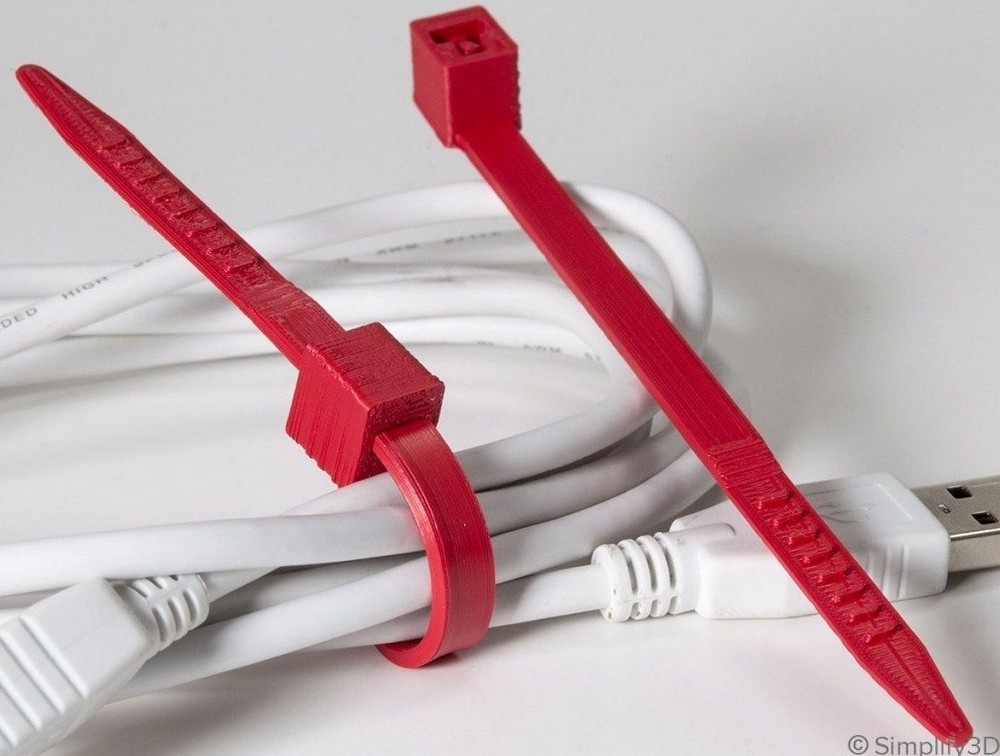
3D-печать полиамидом отлично зарекомендовала себя в разных сферах промышленности и дизайна. Имея в наличии 3D-принтер и полиамидный филамент, можно создавать прочные детали механизмов и дизайнерские предметы. Одной из особенностей нейлона, наряду с прочностью к истиранию, является самосмазка. Поэтому из нейлона в промышленном и штучном масштабе создают шестерни. Различного рода пластиковые затяжки тоже производятся из нейлона: изделия получаются оптимально гибкими.

Нейлон по тактильным ощущениям превосходит другие распространенные пластики. Поэтому на протяжении десятилетий из него производят ткани, из которых создают традиционную одежду. В 2014 году нью-йоркская дизайнерская студия Nervous System представила миру оригинальное платье, напечатанное из Nylon на 3D-принтере (см. Фото выше). Идея заключается в том, что каждое платье печатается специально по фигуре: дизайнер получает необходимый размер после сканирования тела. Платье печатают на 3D-принтере одним фрагментом. Оно состоит из 2,2 тыс. треугольников, соединенных 3,3 тыс. Шарниров.

Такая конструкция во время движения пластично колеблется, что создает уникальный образ.

Особенности 3D-печати полиамидом
Хранение филамента

Полиамидные филаменты достаточно гигроскопичны, поэтому они могут впитывать даже атмосферную влагу. Чтобы предотвратить отсыревание филамента, перед длительным хранением его необходимо запечатать в вакуумный пакет с силикагелем. Если существует подозрение в ненадлежащем хранении нейлона, перед печатью филамент следует просушить в специальной сушилке, например — Wanhao Boxman-2.
Нагрев платформы
Перед началом печати полиамидом следует выполнить ряд действий для адгезии первого слоя. Рекомендуется использовать стеклянный рабочий стол, покрытый пластиной гаролита или PEI. Печатный стол следует смазать клеем и разогреть до температуры 60 — 90 °C, для некоторых типов филамента температуру печатного стола следует довести до 120 °C. Чтобы снизить риск коробления слоёв, лучше использовать 3D-принтер закрытого типа.
Скорость и параметры печати
3D-печать из нейлона допускается проводить на высокой скорости: до 70 мм/с. При печати элемента, содержащего большое количество мелких деталей, оптимальная скорость может составлять менее 40 мм/с.
Охлаждение при печати
Печать полиамидом осуществляется при высокой температуре, из-за чего даже частичное охлаждение может привести к короблению слоёв. Чтобы обеспечить максимальное качество при печати, кулеры необходимо выключить. Лучше всего печатать изделия из нейлона на 3D-принтере, оснащенном подогревом камеры.
Обработка детали из полиамида
Минимальная обработка
Особенность нейлона в том, что изделие можно использовать сразу после печати. Если печать осуществлялась с использованием легко растворимой поддержки из PVA, то растворение поддержек в воде будет единственным действием. Для предотвращения коробления рекомендуется печатать изделия из нейлона с рафтом — это дополнительный слой на основании изделия, увеличивающий адгезию к платформе. При печати с рафтом, после снятия детали с платформы, тот легко удаляется.
Покраска
Покраска готовых изделий из нейлона — процесс достаточно простой. Для работы необходим сосуд с водой, краситель для синтетических материалов, груз, чтобы удерживать изделие в воде, плита, и два сосуда, для покраски и охлаждения. Перед началом окраски необходимо убедиться, что на детали не осталось следов клея или малярного скотча. В сосуде для покраски развести необходимое количество красителя, поставить сосуд на плиту и довести температуру до 60 — 70 °C, опустить нейлоновое изделие в раствор и подождать несколько минут, чтобы получить цвет оптимальной насыщенности. Затем остудить окрашенную деталь в холодной воде.
Склеивание

Полиамид — достаточно сложный для склеивания материал. Самым простым решением будет полиуретановый клей, который предназначен для склеивания буквально любых материалов. Еще один универсальный метод — использование эпоксидной смолы. Обычный суперклей (цианакрилат) тоже можно использовать, но отличный результат не гарантирован.
Популярные 3D-принтеры, которые печатают полиамидом
Anycubic MEGA X
Температура платформы: 100 °C;
Температура экструдера: 250 °C;
Высота слоя: 0,2 мм.
Для 3D-печати полиамидом можно использовать бюджетные принтеры открытого типа, например Anycubic MEGA X. Стеклянный стол рекомендуется разогреть до 100 °C и смазать клеем для адгезии.
Picaso Designer X Pro
Температура платформы: 90 °C;
Температура экструдера: 240 °C;
Высота слоя: 0,2 мм.

3D-принтер Picaso3D Designer X Pro позволяет регулировать температуру платформы, температуру в камере и температуру экструдера в широких диапазонах значений. Закрытая терморегулируемая камера значительно упрощает печать такими материалами, которые в других условиях вызывают сложности, и лучше всего подойдет для печати полиамидом.
Проблемы при печати полиамидом
Наиболее распространенные проблемы при печати нейлоном — это коробление и расслоение. Следует помнить, что полиамид — материал, который требует и особых условий хранения, и тщательной подготовки перед печатью.
Нейлон — гигроскопичный материал, который с течением времени напитывается влагой даже при комнатной температуре. Если печатать отсыревшим филаментом, модель будет расслаиваться. Вторая проблема, коробление, возникает из-за ошибок в процессе печати. Поскольку изделия из нейлона печатают при высокой температуре экструдера и печатного стола, то в процессе работы, на 3D-принтере открытого типа, еще не застывший материал может резко охладиться, из-за сравнительно низкой температуры окружающей среды, что приведет к браку.
Чтобы предотвратить расслоение детали следует:
При длительном хранении, запечатать филамент в вакуумную упаковку с силикагелем.
Перед печатью, особенно при неизвестных условиях, высушить катушку с филаментом в специальном устройстве.
Чтобы не было коробления детали, рекомендуется:
Использовать принтеры закрытого типа, с подогревом печатной камеры.
Использовать клей для адгезии первого слоя.
Добавлять к нижним слоям детали рафт — широкие поля высотой в несколько слоев.
Примеры напечатанных изделий из полиамида


Итого
Использование полиамидов существенно расширяет возможности специалистов по 3D-печати. Печать полиамидами открывает широкие возможности для творческих поисков — при создании сравнительно небольших изделий можно получить заметное различие в физических свойствах готовых объектов, незначительно изменив параметры печатаемого объекта. Поскольку полиамид позволяет создавать и гибкие, и жесткие конструкции, его можно назвать универсальным материалом для 3D-печати.
Купите полиамиды в Top 3D Shop — получите оригинальные качественные материалы по разумной цене.
Различные модели 3D-принтеров отличаются максимальной температурой нагрева стола, на котором ведется печать. В данной статье я расскажу о разных категориях принтеров по этому очень важному параметру. Ведь от нагрева стола зависит и спектр материалов, которыми принтер может печатать. Также я коснусь вопроса, зачем нужна закрытая камера.

Принтеры без под подогрева стола
Способны печатать только одним видом пластика — ПЛА. Этот материал годится для прототипов, сувениров, и при нагреве до 60°С становится мягким и изделие теряет форму. С огромными усилиями на таких принтерах можно пытаться печатать другими материалами, но результат вас не обрадует. Обычно это принтеры типа Prusa с подвижным столом, но встречаются и "кубики".
Проблемы происходят из-за усадки (уменьшения размера) изделия из пластика после остывания. Если пластик с усадкой (а это практически все пластики, кроме ПЛА), то края изделия начинает отрывать от столика, на котором идет печать, геометрия изделия неисправимо портится или оно вовсе полностью отклеивается от стола, рискуя повредить печатную головку, которая продолжает двигаться.
Плюс (или минус?) таких принтеров в том, что производители в них экономят не только на нагревателе стола, но и на всем остальном. Поэтому это дешевые принтеры.
При этом, в описании таких принтеров отсутствие подогрева стола может быть никак не указано (будьте бдительны!), но бывает указана возможность печати другим пластиками, кроме ПЛА, что вводит покупателя в заблуждение. И с проблемами печати вы столкнетесь уже после приобретения такого принтера.

Самый известный из принтеров без подогрева стола — Makerbot Replicator 2
Из китайских моделей — TEVO Michelangelo
Далее рассказ пойдет про более интересные принтеры с подогревом стола от 100°С до 170°С, которые предназначены для печати пластиками с усадкой — от классического АБС до Поликарбоната. Чем выше максимальная температура стола, тем большим количеством пластиков вы сможете печатать, т.к. нагрев стола предотвращает порчу детали из-за усадки во время печати. При этом, чем выше температура плавления пластика, тем сильнее должен греться стол.
Принтеры с подогревом стола до 100°С
Подойдут для печати многими пластиками, кроме технических. При этом, печать крупных изделий популярным АБС-пластиком на такой низкой температуре будет проблематичной. Реально АБС требует от 110°С до 130°С на столе, особенно это касается дешевых марок с большой усадкой, которые очень широко представлены в продаже. Печатать же более интересными техническими пластиками — нейлоном, полипропиленом, поликарбонатом, на таких принтерах вообще не получится.
Из китайских принтеров это Anycubic, различные модели Flashforge.
Принтеры с подогревом стола до 120°С
Отлично подойдут для печати АБС-пластиком. Но, если требуется печать крупных изделий из АБС, то такому принтеру необходима и закрытая камера печати. Она нужна для поддержания большой температуры воздуха вокруг печатаемого изделия, что снижает усадку в процессе печати по всей высоте изделия. Чем выше держится температура в камере, тем лучше для печати!
И тут начинается интересное. Те производители, у которых есть обычные модели с "открытой камерой", закрывают их сверху пластиковым прозрачным "аквариумом", а продавцы предлагают их под видом принтеров с закрытой камерой! Конечно, такое решение дешево, но, чем больше объем камеры, тем сложнее в ней поддержать высокую температуру, а в этом случае объем значительно увеличивается. Это значит, что в таких принтерах температура в камере будет ниже, чем нужно для качественной печати.
Еще интереснее ситуация, когда принтер закрыт по бокам, но полностью открыт сверху и вообще не имеет никакой крышки. При этом продавцы выдают их за принтеры с закрытой камерой (будьте бдительны!).
Спрашивается, а почему бы не закрыть любой принтер сверху полностью, не увеличивая объем "аквариумом"? Да потому, что все простые модели спроектированы так, что от экструдера (печатающей головки) вертикально вверх поднимается пучок проводов, а также трубка, по которой подается нить с пластиком (смотрите при выборе внимательно на фотографии принтера со всех сторон). Все это торчит сверху из принтера и не дает нормально его закрыть. Особенно это касается принтеров с удаленной Bowden подачей пластика, где мотор, толкающий пластиковую нить, вынесен на корпус принтера.
Казалось бы, и что такого? Ну поверните провода в бок от экструдера, чтобы они не торчали вверх и не мешали… Однако, для этого нужно применять конструкторские решения с горизонтальным расположением подходящих к экструдеру проводов и трубок, и проектировать принтер изначально с учетом закрытой камеры.

Что интересно, даже некоторые дорогие закрытые импортные принтеры имеют большую высоту и увеличенный просвет внутри камеры между экструдером и верхней крышкой, т.к. в них конструкторы не смогли (не захотели) повернуть трубку подачи пластика горизонтально. А значит, и в них объем камеры больше, чем нужно.

Большая часть как импортных, так и отечественных принтеров попадают в эту категорию.
Принтеры с подогревом стола от 130°С до 150°С
Вот эти принтеры уже достаточно хорошо проработаны конструкторами. Большая часть таких принтеров действительно имеет хорошо прогреваемую закрытую камеру с боковым расположением проводов и трубок экструдера. В них можно печатать как большие изделия из АБС-пластика, так и мелкие изделия из технических пластиков — нейлона, полипропилена, поликарбоната.
Из отечественных принтеров в этой категории отметим Picaso3D и PrintBox3D.

Принтеры с подогревом стола до 170°С
Тут мы подходим к закрытым принтерам с очень высокой температурой стола. Эти принтеры проработаны конструкторами с учетом тенденций в 3D-печати на увеличение рабочих температур, а значит, на возможность печати все более прочными, термостойкими пластиками. Таких принтеров мало, они дорогие, за редким исключением.
Зачем греть стол так сильно? Дело в том, что чем выше температура плавления пластика, тем сильнее должен греться стол и окружающий воздух в камере, иначе изделие при печати отклеится от стола и печать прервется. Так, у поликарбоната температура печати экструдера может достигать 310°С. Если мелкие детали могут быть напечатаны при температуре стола в 130°С, то средние уже от 150°С, а крупные удержатся на столе только при 170°С.
Кроме того, такие принтеры обладают потенциалом для печати и другими тугоплавкими пластиками. Например, при температуре экструдера от 400°С можно печатать PEEK (полиэфирэфиркетон). Этот тугоплавкий и прочный пластик используется в авиации, космической технике.
В этой высокотемпературной категории отметим китайский принтер компании Intamsys FUNMAT HT с температурой экструдера до 450°C, стола — до 160°C.
Из отечественных не можем не упомянуть про 3D-принтер Faberant Cube
с температурой экструдера до 340°C, стола — до 170°C.

Выводы
Если вы хотите печатать различными пластиками, а не только одним ПЛА, то 3D-принтер должен иметь подогреваемый стол. Если предполагается печать крупных изделий из АБС, то нужна настоящая закрытая камера, без «аквариума» сверху. Чем выше максимальная температура стола, тем больше спектр материалов, которые вы сможете использовать в вашем принтере. У принтеров с подогревом стола до 170°С этот спектр очень большой, вплоть до поликарбоната и PEEK, если позволяет нагрев экструдера.
В следующих статьях рассказ более подробно пойдет о максимальной температуре экструдера, кинематике и других вещах.
Как на самом деле работает 3D-печать из полиамида (нейлона)?
Нейлон является полиамидом. Он хорошо подходит для 3D-печати функциональных деталей с превосходной прочностью на растяжение по сравнению с PLA. Полиамид является одним из самых популярных материалов для 3D-печати, используемых профессиональными компаниями 3D-печати.
Впервые нейлон появился в 1935 году. Он был разработан Уоллесом Карозерсом, который тогда работал на DuPont. Через три года этот материал был продан в виде зубной щетки! Нейлон в основном используется в текстильной промышленности благодаря своей гибкости и прочности. Впервые он был использован в 1940 году при производстве женских чулок. Позже он был принят в автомобильной промышленности благодаря своим прочностным и фрикционным свойствам.

3D-печать из полиамида — преимущества разнообразны. Он доступен по разумной цене. Может включать в себя взаимосвязанные и взаимозаменяемые детали. Его можно обрабатывать различными способами (окрашенный, сглаженный, окрашенный распылением, с бархатной отделкой). Сегодня мы расскажем, почему полиамид такой универсальный и как работает 3D-печать из полиамида.
3D-печать из полиамида: все начинается с порошка
В отличие от большинства домашних принтеров, полиамидные отпечатки не создаются с использованием пластиковой нити. На самом деле, модели из полиамида изготовлены из очень мелкого белого порошка.
Этот материал на основе порошка даст вам невероятную свободу дизайна. Как вы сможете увидеть ниже, он даст нам довольно много работы по освобождению спеченных моделей от не спеченного порошка.

3D-печать из полиамида на фабрике. Фото Flanders Investment & Trade (FIT) (c) Артур Лос.
Далее важно отметить, что порошок, используемый 3D-принтерами, не может быть порошком любого типа. Он будет использоваться для ультратонких печатных слоев. Поэтому порошок должен иметь идеальную форму для выравнивания.
3D-печать из нейлона — свойства
Нейлон является полиамидом и часто (хотя и не всегда) встречается в вариантах PA 11 и PA 12. Нейлон является очень прочным и долговечным материалом, обеспечивающим некоторую гибкость в тонких стенках.
3D-печать из нейлона в основном используется для печати функциональных передач. Поскольку нейлон имеет высокую температуру плавления с очень низким коэффициентом трения.
Еще одним важным свойством нейлона является гигроскопичность — другими словами, он поглощает влагу. Это может быть полезно, так как напечатанные детали легко обрабатываются тканевыми и аэрозольными красками для изменения окончательной эстетики продукта.
Но это также делает нейлон склонным к поглощению влаги из воздуха. Это влияет на его производительность.
Что такое 3D-печать из нейлона?
Рассмотрим камни и мрамор. Вы можете легко положить камни друг на друга, чтобы построить пирамиду. Тем не менее, построить пирамиду из мрамора было бы гораздо сложнее. Поскольку сферы идеальной формы просто выровнялись бы. У вашей пирамиды не было бы шансов.
Подобно мрамору, порошок полиамида должен иметь идеальную форму сфер. 3D-печать из нейлона требует, чтобы каждый слой печати должен иметь одинаковую высоту. А мы говорим здесь о микронах!
3D-печать из нейлона обладает другой важной особенностью порошка — это его температура плавления. Она установлена на уровне 170° C/338° F. Эта деталь имеет значение.

3D-печать из полиамида — технология
Как происходит 3D-печать из нейлона? Лазер в принтере плавит порошок полиамида в нужном месте. Вот как это работает.
3D-печать из нейлона может быть достигнута с помощью моделирования методом наплавки (FDM), селективного лазерного спекания (SLS) и MultiJet Fusion (MJF).
3D-печать из нейлона немного сложнее с FDM, но сравнительно проще с SLS и MJF.
Плавленое моделирование осаждения (FDM)
Нейлон очень гигроскопичен, что означает, что он поглощает влагу из воздуха. Таким образом, нейлон следует хранить в сухом месте с силикагелем. На практике он поглощает около 10% своего веса в воде.
3D-печать из полиамида — адгезия иногда нарушается. Причина? Из-за присутствия влаги в материале. Когда материал нагревается во время печати, влага лопается. Влияя не только на адгезию слоя, но и придавая поверхности шероховатую поверхность. Нейлон отлипает от стола.
Поэтому 3D-печать из полиамида перед печатью требует высушить нейлоновый материал. Сушка в печи — лучшая мера предосторожности от успешного нанесения печати.
3D-печать из полиамида также имеет проблемы с деформацией. Подогреваемая кровать рекомендуется. В дополнение к нагретому слою нанесение клея на поверхность еще больше обеспечит бесподобный отпечаток. Избегайте использования охлаждающих вентиляторов.
3D-печать из полиамида — нейлона чаще всего доступен с 6 атомами углерода, чаще называемый PA6. Это нить, которая обладает множеством интересных характеристик. Например, включая большую гибкость, устойчивость к ударам и истиранию.
Кроме того, его механические свойства довольно близки к ABS. Однако обратите внимание, что 3D-печать из полиамида потребует наличия нагретой пластины внутри 3D-принтера. Она может достигать температуры около 80 ° C из-за проблем с адгезией.
Также необходимо позаботиться о хранении. Так как нейлон быстро поглощает окружающую влажность (гигроскопичный материал), что может повлиять на печать позже. Что касается температуры экструзии, 3D-печать из полиамида требует поднятия температуры до 250° C или даже до 220° C для некоторых типов нейлона.
Нейлоновые нити — хорошая альтернатива поликарбонату, потому что их легче печатать. У них будет больший срок службы. Поэтому они идеально подходят для печати деталей, которые должны быть устойчивыми. В результате нейлон используется для печати инструментов, петель или деталей машин, которым требуется хорошее сопротивление.
Среди основных производителей нейлоновых волокон мы находим Taulman3D, XStrand, Neofil3D и производителей оборудования, таких как Zortrax и Ultimaker . Имейте в виду, что нейлон можно армировать углеродным волокном или стекловолокном.
Что касается цены, то классическая катушка (500 граммов, диаметр 1,75 мм) стоит от 25 до 40 евро в зависимости от марки; если выбрать композитный материал, цена может быстро подняться в районе 60-70 €.
Ускоренный курс по сушке в духовке
Наиболее распространенный способ сушки нити — это запекание в конвекционной печи. В конвекционных печах горячий воздух циркулирует в камере, так что катушка с нитью равномерно высыхает.
Важно отметить, что духовка должна быть предварительно нагрета перед установкой катушки для сушки. Установите температуру предварительного нагрева для вашей духовки и вставляйте нити только после ее достижения. Убедитесь, что температура установлена правильно, так как перегрев может привести к плавлению.
3D-печать из нейлона требует:
Температура предварительного нагрева: от 70 ° C до 80 ° C
Требуемое время: от 4 до 6 часов
После завершения вышеописанного процесса сушки нить должна быть удалена и храниться в герметичном контейнере с осушителем.
ПРИМЕЧАНИЕ. Тщательно установите температуры сушки так, чтобы температура была намного ниже температуры стеклования (Tg). Другие материалы, такие как PLA, имеют более низкую Tg. Поэтому температура должна быть ниже, чем та, которая сохраняется для нейлоновой нити, иначе вы можете испортить всю катушку.
Селективное лазерное спекание (SLS)
3D-печать из полиамида — SLS является наиболее подходящей технологией. Нейлон для 3D-печати в основном существует в виде PA 11 и PA 12, а также PA6 для FDM. Или в виде композитных материалов, таких как нейлон с наполнением из углеродного волокна и стекла.
Нейлон PA 11 является более гибким, чем PA 12. Тогда как последний обладает отличными всесторонними механическими свойствами. В результате идеально подходящими для функциональных прототипов.
При печати с использованием SLS нейлон вводится в виде порошка. 3D-печать из полиамида SLS позволяет получать великолепные отпечатки с превосходными свойствами материала. Хотя и слегка шероховатой поверхностью.
Настройки SLS:
Допуск: ± 0,3% (мин .: ± 0,3 мм)
Толщина стенки: 0,7 мм
Высота слоя: 80 — 120 мкм
MultiJet Fusion (MJF)
MJF предлагает нейлоновые материалы для 3D-печати, такие как:
HP 3D High Reusability PA 12: этот материал идеально подходит для изготовления прочных качественных деталей с наименьшими затратами на деталь.
Стеклянные бусины HP 3D многоразового использования PA 12: этот материал идеально подходит для изготовления жестких, недорогих и качественных деталей.
HP 3D High Reusability PA 11: Этот материал идеально подходит для производства пластичных, качественных деталей с наименьшими затратами на деталь.
HP 3D High Reusability PA 12 соответствует требованиям REACH (регистрация, оценка, авторизация и ограничение химических веществ). REACH — это постановление Европейского Союза, принятое для улучшения защиты здоровья людей и окружающей среды от рисков, связанных с химическими веществами.
HP 3D High Reusability PA 12 является биосовместимым и соответствует требованиям RoHS.
3D-печать из нейлона — как это работает
3D-печать из нейлона — сверхтонкий слой полиамида наносится валиком. Печатающая камера 3D-принтера затем нагревается до температуры чуть ниже 170° C/338° F.
В этот момент порошок не плавится, поскольку он не достиг своей точки плавления. И теперь происходит волшебство. Лазер касается тех областей слоя, которые являются частью вашего дизайна. Поднимая температуру этих областей чуть выше 170° C/338° F.
Вуаля, ваша деталь спечена (ну, извините, один слой детали). 3D-печать из нейлона будет продолжать распределять один слой порошка за другим. И лазер будет систематически касаться правильных точек каждого слоя и спекать объект вместе.
3D-печать из полиамида: перезарядка и «копание»
Хотя сам процесс печати может занять до 1,5 дней, этап восстановления может занять еще больше времени. После выполнения задания на печать невозможно сразу же получить 3D-отпечатки. Время восстановления может занять до двух дней.
По истечении этого периода получается большой кусок порошка со спеченными моделями, содержащимися внутри. Это означает, что нам нужно начать «выкапывать» детали.

3D-печать из нейлона — последний штрих
3D-печать из нейлона требует постобработки. Как только вышеуказанные шаги будут выполнены, начнется процесс постпроизводства.
Во-первых, 3D-печать из нейлона требует, чтобы ваши 3D-отпечатки были очищены с помощью пылесосов и пневматических пистолетов высокого давления. Так как ваш объект был создан внутри слоя порошка, нет никаких структур поддержки, которые должны быть вырезаны.
Во-вторых, мы применим выбранную вами отделку (точные шаги в значительной степени зависят от выбора, который вы сделали при оформлении заказа). Ваш полиамидный принт может быть отполирован, окрашен распылением или с бархатной отделкой.
Читайте также: