
Для чего может использовать второй экструдер на настольном 3d принтере
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
У меня по прежнему продолжается технический зуд в области рук :) Придумал достаточно бюджетный и простой вариант как сделать мой принтер двухэкструдерным. Параллельно почитал различные мнения за и против. И теперь вот нахожусь на распутье. Нужен все таки принтеру второй экструдер или не нужен? Изначальная мысль была использовать его для печати поддержек из PVA. Но совершенно не радует увеличение времени печати и увеличение расхода пластика на башни для очистки. Интересует общественное мнение. Так надо это или не надо? Если у вас будет принтер с двумя экструдерами, вы будете пользоваться вторым?Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Еще больше интересных статей
«Жужик». Легкий, компактный директ экструдер на червячном приводе.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Когда я начинал работать над этим экструдером, мною двигали два желания. Первое - перевести купленны.Самопересекающаяся печать.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Так как человек я неопытный в 3д печати, то могу позволить себе разные эксперименты.MMRU (Multi Material Russian Upgrade) (Часть 6: Анонс новой механики)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Итак у меня была возможность попробовать реализовать все на базе MMU2 (1ч, 2ч, 3ч, 4ч, 5ч,). У меня.Читайте в блогах
Волшебный куб.
Дело было вечером, или когда ногам покоя что-то не дает
Дайджест от IMPRINTA №31
Мы печатаем!
ТОП лучших* 3D сканеров для образования, бизнеса и производства на конец 2021 года
Катушечный монстр - помощник или моя система подачи филамента
Популярные
3D-принтеры
Комментарии и вопросы
Да чет я не верю в
Что это за вброс?))
Хотел включить liner advance и.
Столкнулся с проблемой шаговый.
Здравия!Есть BTT Octopus v1.1.
Добрый деньРешил поэксперемент.
СООБЩЕСТВО
РАЗДЕЛЫ
СОЦСЕТИ



Пароль успешно изменен
На ваш e-mail высланы новые регистрационные данные.

Пожалуйста, проверьте Вашу почту
Вам было отправлено письмо с инструкцией по восстановлению пароля. Если вы не получили письмо в течение 5 минут, проверьте папку спам, попробуйте еще раз.
Внедрение на рынок трехмерных принтеров FDM с двойной экструзией открыло бесчисленные возможности. Давайте рассмотрим подробнее, в чем заключается особенность этой технологии, ее недостатки и преимущества.

В первое время FDM принтеры выпускались только с одним экструдером. Это означало, что пользователи могли печатать только одним материалом. В последние же годы появилась двойная экструзия. Со вторым соплом и экструдером теперь у мэйкеров есть возможность печатать детали, состоящие из двух разных материалов.
Процесс печати с двойными экструдерами такой же, как и в «обычных» 3D-принтерах FDM. Единственное различие заключается в том, что принтер автоматически переключается между нитями в назначенное время.

Преимущества
Можно выделить сразу несколько основных достоинств:
- Опорные конструкции. С функциональной точки зрения, возможно, наиболее важной является способность сочетать стандартный филамент с легкорастворяющимся материалом (PVA или HIPS, например). Благодаря этому исключается необходимость в удалении опорных конструкций.
- Цвета. Если вы заинтересованы в эстетике, очевидным преимуществом двойной экструзионной технологии является возможность печати в двух разных цветах.
- Состав. Данная технология позволяет укреплять материал более жестким филаментом. Например, одно сопло может печатать основную часть объекта PLA, в то время как другое сопло печатает только определенные области, используя нить на основе углеродного волокна. Таким образом, можно существенно усилить готовое изделие.

Недостатки
Существует не так много недостатков в использовании 3D-принтера с двойной экструзией. Основными являются стоимость и обслуживание.
3D-принтер с двойным экструдированием обычно стоит больше, чем аналогичная модель с одним экструдером. Увеличиваются расходы и за счет необходимости покупки второго материала.

В настоящее время цены на 3D-принтеры с двойной экструзией относительно высоки. Тем не менее, есть несколько принтеров, которые предлагают двойную экструзию за 1000$, например: Flashforge Creator Pro.
Детали 3D-принтера нуждаются в периодической замене. Если у принтера 2 сопла, соответственно, придется в два раза чаще покупать расходные запчасти для них. Не стоит забывать и о необходимости калибровки двух экструдеров.
Если управляющие платы это мозг, то экструдер это сердце 3D принтера. Основная функция этого узла, обеспечение равномерного выдавливания расплавленного пластика для формирования слоев 3D модели. В этой статье раскроем тему экструдеров, узнаем чем отличается боуден и директ экструдеры, какой принцип работы, опишем лучшие экструдеры представленные на мировом рынке.
Для простоты разделим экструдер на два узла: холодный узел (coldend , колдэнд) и горячий узел (hotend , хотэнд, хотенд).
Холодный узел экструдера
Холодный узел относится к верхней части экструдера 3D-принтера, в которую подается нить, а затем проходит в хотенд, далее плавиться и экструдируется на платформу 3D принтера.
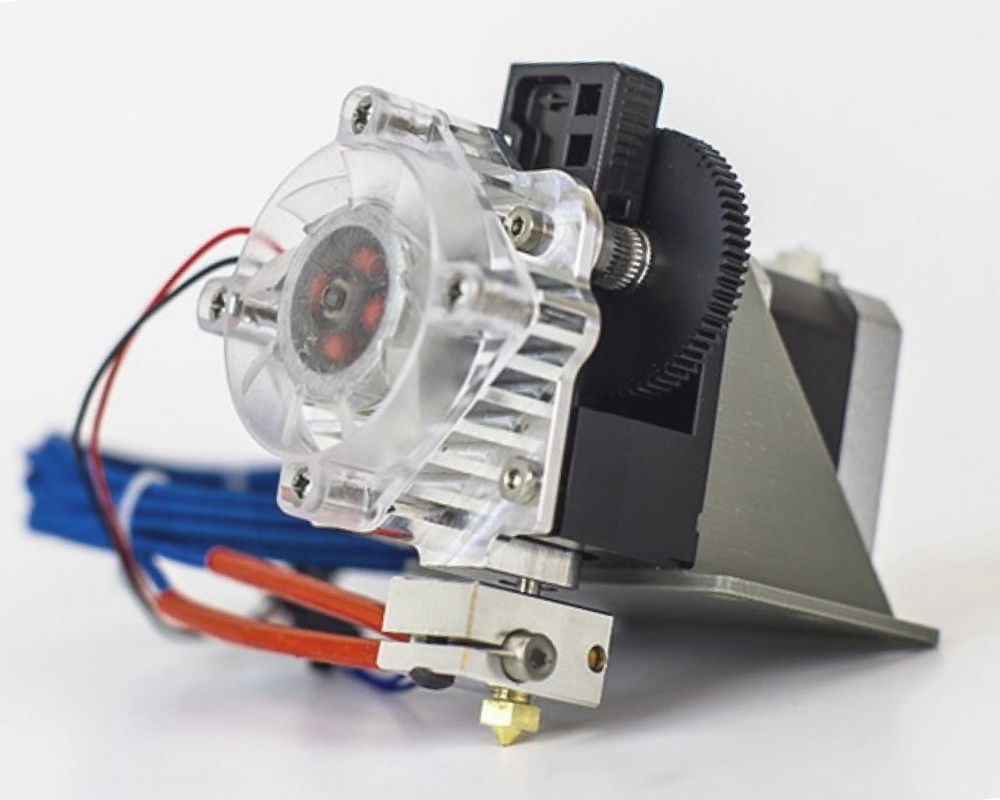
Экструдера 3D-принтеров в свою очередь подразделяются на два типа директ (direct , прямой привод) или Боуден (Bowden ), от этого зависит конструкция холодного узла. Пример директ экструдера E3D Titan Aero изображен выше.
Холодный узел состоит из двигателя экструдера приводящий в движение зубчатую передачу, которые обычно устанавливаются либо на раме принтера, либо на самой печатающей головке, в зависимости от типа экструдера и трубки из тефлона, которая обязательно нужна любому экструдеру типа Боуден для точного направления пластиковой нити и минимального отклонения в процессе 3D печати и отката нити..
На изображении сравнение экструдеров и принцип работы
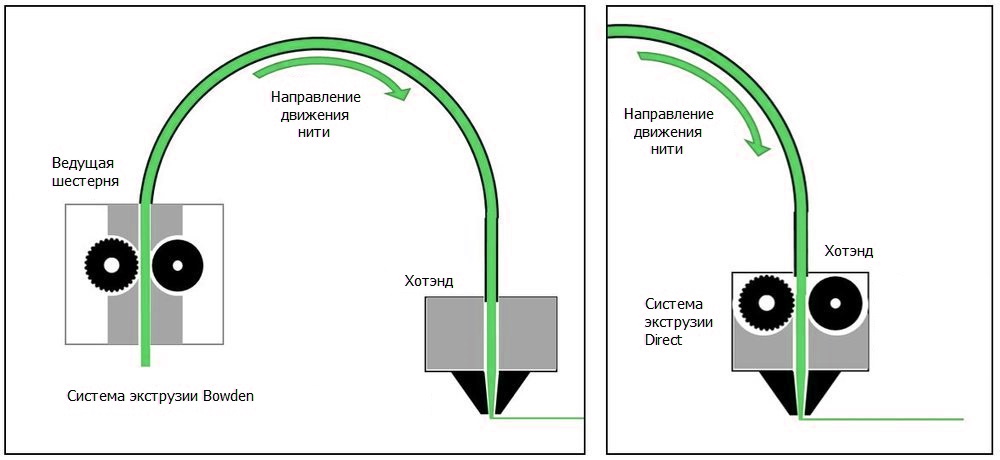
Директ экструдеры для 3D принтеров
Директ экструдер для 3D-принтера отличается размещением двигателя непосредственно над хотэндом. Такое расположение сводит к минимуму расстояние от зубчатой передачи до хотэнда и обеспечивает более надежную 3D-печать гибких нитей типа TPU, TPE, SEBS, Flex и т.д..
Обратите внимание, что наличие директ экструдера не обязательно означает, что он может отлично печатать гибкими нитями. Для успешной печати гибкими материалами уделяйте внимание положению зажима и устройству зубчатой передачи.
Еще одно преимущество использования директ экструдера заключается в более точном управлении втягиванием. Благодаря расположению непосредственно над хотэндом, меньше расстояние между зажимом и пластиковой нитью, проходящей через тепловой барьер. Следовательно, у нити меньше места для изгиба и деформации под воздействием давления.
Директ экструдеры для 3D-принтера делают печатающую головку более громоздкой, как следствие выше инерционность, что требует более надежной конструкции рельс, если требуется получить хорошее качество печати. Так же это отражается на скорости 3D принтера, директ экструдеры по сравнению с боуден печатают на более низких скоростях. Возможные дефекты — это рябь на поверхности отпечатка.
Боуден экструдеры для 3D принтера
Боуден экструдер для 3D-принтера предусматривает сборку двигателя и зубчатой передачи на раме принтера. Основное преимущество боуден экструдера- это скорость, т.к. печатающая головка имеет меньший вес.
Недостатком боуден экструдеров, является то, что в процессе перемещения нити по тефлоновой трубке, соединяющей механизм подачи и хотэнд, она может отклоняться и чем длиньше трубка, тем больше может быть отклонение, особенно это проявляется при втягивании нити и работе с гибкими пластиками. Размер втягивания и параметры 3D печати для гибких нитей подбираются опытным путем.
Еще одна проблема, которую необходимо решить при настройке боуден экструдеров — это трение. Поскольку нить необходимо проталкивать на некоторое расстояние внутри трубки, важно, чтобы двигатель и зубчатые передачи давали на нить достаточный крутящий момент и надежно прижимал пластиковую нить.
В большинстве настольных дельта 3D-принтеров используются боуден экструдеры.
Хотенды (хотэнды ) для 3D принтера стандартные
Это узел который непосредственно нагревает пластиковую нить, через который расплавленный пластик выдавливается на стол 3D принтера.

Хотэнд E3D V6

Термобарьер, который ввинчивается в радиатор, часто представляет собой трубку из нержавеющей стали (или другого металла с низкой теплопроводностью, например титана) с резьбой.

Верхняя часть, которая активно охлаждается радиатором и специальным вентилятором (или системой водяного охлаждения, в некоторых экстравагантных случаях), предотвращает нагрев и ослабление нити до того, как она будет экструдирована.
Нижняя часть состоит из нагревательного блока, картриджа, термистора, температурного реле и сопла.
Блок нагревателя, обычно изготовленный из алюминия, нагревает его картридж.
Также внутри блока нагревателя находится термистор — небольшой датчик, который передает значение температуры на материнскую плату 3D-принтера, что позволяет поддерживать её в заданном диапазоне.
Сопло это отдельная история, о том какое выбрать можно прочесть в нашей статья о соплах для 3D принтера .
Двойной экструдер 3D принтера
Причины, по которым нужно использовать двойной экструдер:
- Растворяемые поддержки: с функциональной точки зрения, наиболее значительным преимуществом двойной экструзии является возможность комбинировать стандартный материал с легко растворяющимся для поддержек. При таком подходе удалении опор с помощью растворителя гарантирует, что на отпечатке не останется следов от поддержек. Особенно это актуально для материалов с высокой текучестью при температура плавления, это PTEG и нейлон. Самыми популярными материалами этом случае, это PVA (растворяется в воде) и HIPS (растворяется в D-лимонене). Подробнее об этом можно почитать в статье о постобработке моделей после 3D печати .
- Разноцветные модели: если вас интересует эстетика, очевидным преимуществом 3D-печати с двойной экструзией является возможность печати двумя или более разными цветами.
- Заданная прочность: двойная экструзия дает возможность усилить модель более прочным пластиком, при этом не печатая её полностью из дорого материла. Например, одно сопло может печатать большую часть детали из ABS, в то время как другое печатает только определенные области, используя например композитную нить на основе углеродного волокна. Таким образом, окончательный отпечаток будет намного прочнее и не такой дорогой как мог бы быть.
Недостатки:
- Высокая цена: 3D-принтер с двойным экструдером стоит дороже, но вы всегда можете модернизировать 3D принтер с один экструдером, что будет гораздо дешевле. Отличным вариантом будут E3D Chimera (Химера ), E3D Cyclops и другие аналоги. Для принтеров Prusa есть дополнение Multi-Material Upgrade 2S (MMU2S ). С помощью MMU2S вы можете печатать несколькими материалами, до пяти разных нитей, процесс работы отображен в видео ниже.
- Более частое обслуживание: не забывайте, что при наличии второго экструдером вероятность проблем увеличивается вдвое. Вы также должны убедиться, что оба экструдера идеально откалиброваны.
- Скорость: естественно, что печать двумя нитями будет медленнее
- Дополнительные настройки слайсера: перед печатью убедитесь, что в программном обеспечении слайсера установлены правильные параметры. Это начинается с выбора правильного 3D принтера и включения обоих экструдеров в настройках оборудования. Также может потребоваться измерить расстояние между экструдерами и убедиться, что оно отражено в настройках оборудования.
Лучшие экструдеры и хотенды для 3D принтеров
Подборка популярных экструдеров и хотэндов для 3D-принтеров, совместимых с большинством настольных FDM 3D-принтеров.
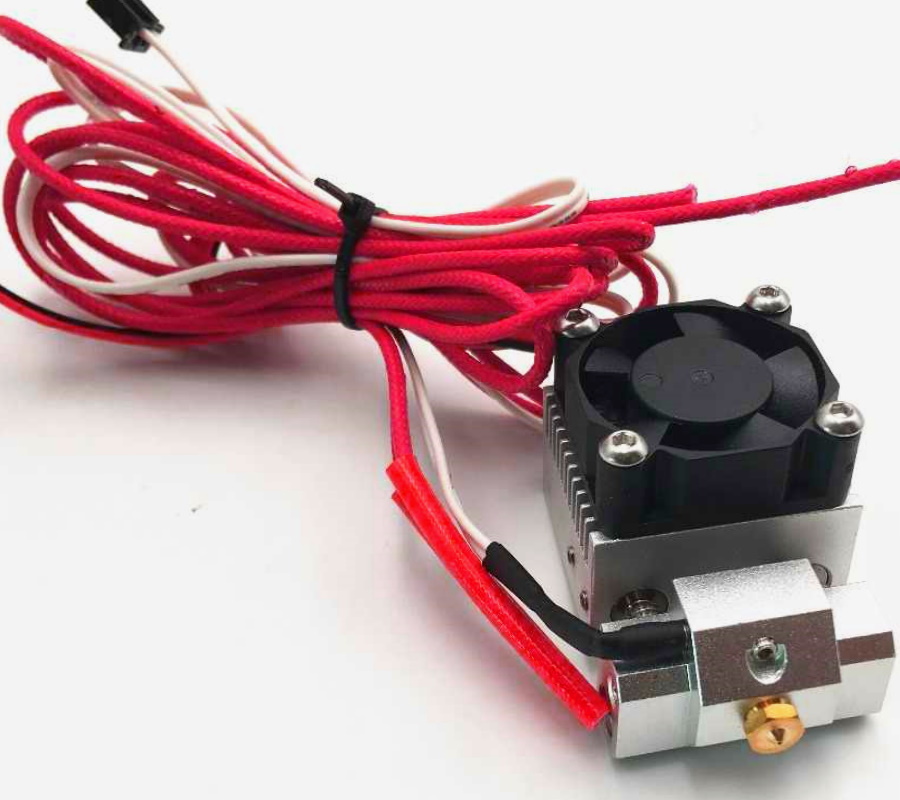
Экструдер MK8

Самый популярный директ экструдер MK8, прост в эксплуатации и установке, дешев и совместим с большинством 3D принтеров.
Цена: около 14 долларов.
- Диаметр сопла: 0,4 / 0,2 / 0,3 / 0,5 мм
- Диаметр нити: 1,75 мм
- Оптимальная рабочая температура: 190-250 ℃
- M6 X 30 мм
- Нагреватель: 12 В, 40 Вт, провод 1 метр
- Термистор: 100K NTC, провод 1 метр
- Вентилятор охлаждения: вентилятор 12V 4010
- Провод шагового двигателя: 1 метр
- Выход пластика: около 24 куб. См / ч.
- Скорость: 40 мм / с
- Вес: 450 г
- Шаговый двигатель: Nema 17 Stepper Motor, 4 провода
- Количество фаз: 2
- Угол шага: 1,8 градуса
- Напряжение: 3,3 В постоянного тока
- Ток: 1,5 А
- Фазовое сопротивление: 2,2 Ом ± 10% (20 ℃)
- Крутящий момент двигателя: 40 Нсм / 57,1 унций
- Фазовая индуктивность: 3,8 мГн ± 20% (1 кГц)
- В комплекте обычно идут три сопла 0.2, 0.4, 0.3, 0.5 мм и кабель 1м для шагового двигателя
Экструдер E3D TITAN AERO
Ключевые особенности директ экструдера E3D Titan Aero:
- Прямой привод
- Максимальная температура печати: 285ºC
- Цельнометаллический термобарьер
- Передаточное число 3: 1
- Большое сообщество пользователей
- Отлично подходит для гибких пластиков TPU, TPE, SEBS и т.д.
- Прост в установке и дальнейшей эксплуатации
- Цена: оригинал около 169 долларов, китайский аналог около 38 долларов
- теплоотвод Titan Aero 1,75 мм или 2,85 мм стандартный или зеркальный
- основной корпус Titan стандартный или зеркальный
- Titan Hobb из нержавеющей стали
- разъем для крепления экструдера Titan
- разъем для крепления вентилятора Titan Aero Fan
- 40 x 40 x 10 Вентилятор 12 В или 24 В
- алюминиевый нагревательный блок V6
- латунное сопло V6 1,75 мм или 2,85 мм 0,4 мм
- HeatBreak из нержавеющей стали 1,75 мм или 2,85 мм
- рычаг холостого хода
- термопаста
- трубка из тефлона100 мм 1,75 мм
- картридж термистора
- кабель для термистора
- нагревательный картридж мощностью 30 Вт, 12 В или 24 В
Хотенд E3D V6
Хотэнд E3D является самым популярным в мире 3D печати. Основное преимущество в том, что данный хотэнд может выдерживать температуру до 300 ° C.
- Температура печати: до 300 ° C
- Диаметр нити: 1,75 мм, 3,0 мм
- Цена: оригинал около 55 долларов, китайский аналог около 15 долларов
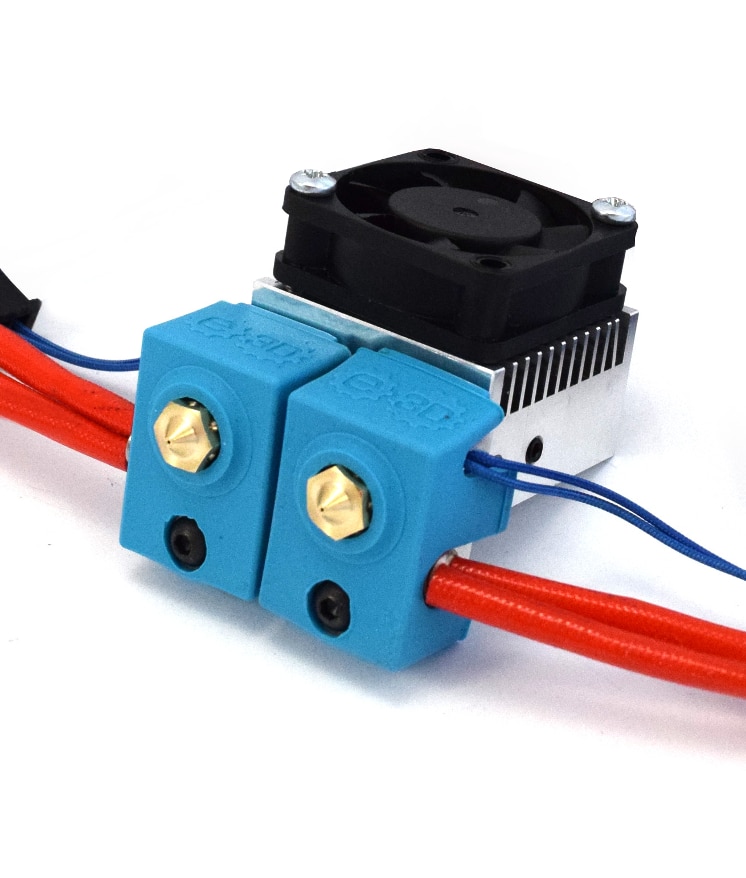
Хотенд E3D Chimera (Химера )
Хотэнд E3D Chimera + имеет два сопла экструдера в дополнение к двум хотэндам для подачи нитей. Если вам нужен двойной экструдер Chimera +, это то что нужно.
- Диапазон температур печати: до 300 ° C
- Диаметр нити: 1,75 мм
- Цена: оригинал около 95 долларов, китайский аналог 16 долларов
Хотенд E3D Cyclops +
Хотэнд E3D Cyclops + это пример того, как можно усовершенствовать 3D принтер, не жертвуя простотой. Этот хотэнд с двумя нитями предназначен для подачи двух разных материалов в один экструдер, что дает вам большую гибкость печати, не усложняя основные узлы принтера.
E3D разработала Cyclops + специально, чтобы вы могли легко переключаться между двумя пластикам в одном сопле экструдера.
- Диапазон температур печати: до 300 ° C
- Диаметр нити: 1,75 мм
- Цена: Примерно 115 долларов, китайский аналог около 16 долларов
Хотенд E3D Voolkano (вулкано )

E3D создал Volcano, чтобы значительно сократить время печати без ущерба для качества модели.
Volcano специально разработаны для более высоких скоростей и температур, заявлено, что они обрабатывают как минимум в три раза больше пластика, чем обычные V6. По этим причинам Volcano требуется более длинное сопло, обычно 21 мм от конца до конца, чтобы обеспечить лучшую теплопроводность.
Хотэнд Volcano, предназначенный для печати толстых слоев, поставляется с различными размерами сопел от 0,6 до 1,2 мм. Обратите внимание, что эти сопла длиннее, чем стандартные, соответственно максимальная высота модели может быть меньше, чем при использовании стандартных сопел.
Не рекомендуется использовать гибкие нити.
- Диапазон температур печати: до 300 ° C
- Диаметр нити: 1,75 мм, 3,0 мм
- Цена: оригинал примерно 60 долларов, китайский аналог около 16 долларов.
Хотенд Diamond Trippe
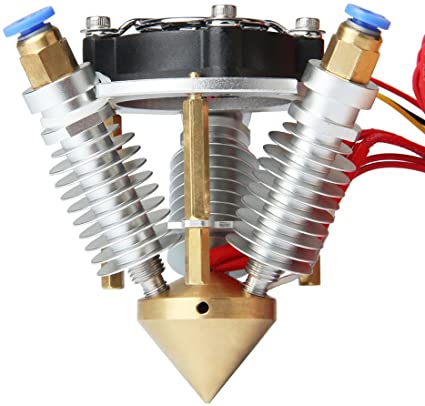
Хотэнд Diamond Trippe по конструкции напоминает E3D Cyclops. Diamond Trippe позволяет объединить более одной нити в одном сопле экструдера, в отличие от Cyclops, Diamond Trippe имеет три фидера, которые можно переключать для одноцветных частей или комбинировать для создания градиентов или цветовых гамм.
- Диапазон температур печати: до 300 ° C
- Размер нити: 1,75 мм, 3,0 мм
- Цена: примерно 220 долларов, китайский аналог около 30 долларов
Хотенд J Head

Для тех пользователей, которые ищут легкое, компактное и не менее функциональное, хотэнд J Head хороший выбор. J Head на 13 мм короче V6, что делает возможность увеличить максимальную высоту области печати 3D принтера.
- Диапазон температур печати: до 247 ° C
- Размер нити: 1,75 мм, 3,0 мм
- Цена: примерно 25 долларов.
Хотэнды для высокотемпературной 3D печати до 450 ° C
Хотэнд Copperhead

Высокотемпературный хотенд от компании Slice Engineering . Этот хотенд — лучшее решение для модернизации настольных 3D принтеров для 3D печати высокотемпературными материалами, такими как PEEK, PEKK, PSU или PEI. Учитывайте, что все элементы вашего 3D принтера должны иметь стойкость к высокой температуре, например дверцы для термокамеры следует делать не из акрила, а боросиликатного стекла, рама и стол должны быть из металла или термостойкого композита, провода нужно защитить трубкой из стеклоткани. Его также можно использовать для печати пластиками со стандартной температурой. На сайте производителя вы также можете приобрести высокотемпературный термистор до 450 °C и нагревательный картридж на 50 Вт (12 и 24В), а также другие аксессуары.
- Диапазон температур печати: до 450 ° C
- Размер нити: 1,75 мм
- Цена: с радиатором 99 долларов, аналогов пока не продают
Подробнее об установке Copperhead:
Есть несколько типов Copperhead (A -H). Таблица совместимости Cooperhead с соответствующими 3D принтерами:

Хотенд Mosquito

Mosquito от компании Slice Engineering конкурент E3D v6 по производительности, но превосходит его по устойчивости к высоким температурам. Этот хотенд — идеальное решение для печати высокотемпературными материалами, такими как PEEK, PEKK, PSU или PEI. Его также можно использовать для печати пластиками со стандартной температурой.
Хотэнд Mosquito оснащен компонентами из медных сплавов, что имеет большое значение при работе на высоких температурах (разница составляет почти 300 ° C). Медь почти в два раза большую теплопроводность, чем алюминий, поэтому теплопередача Mosquito происходит намного эффективнее.
- Диапазон температур печати: до 500 ° C
- Размер нити: 1,75 мм
- Цена: примерно 140 долларов, аналогов пока не продают
Хотенд Funmat HT Enhanced V3

Хотэнд для 3D принтеров Intamsys Funmat HT Enahnced, Funmat HT и Funmat HT — Legacy. Этот хотенд — идеальное решение для печати высокотемпературными материалами, такими как PEEK, PEKK, PSU или PEI. Его также можно использовать для печати пластиками со стандартной температурой. В комплект входит: сопло 0,40 мм из медного сплава, нагревательный блок, термистор, патрон нагревателя, нагревательный элемент, радиатор, вентилятор радиатора и соединительные провода.
Преимущества наличия двух (или более) экструдеров в 3d принтерах, возможно, не столь очевидны, как вы могли бы подумать. Бытует мнение, что принтеры с двумя экструдерами будут печатать быстрее, чем их собратья с одним экструдером. Процесс печати будет действительно быстрее, но не потому что экструдеры будут печатать быстрее, а потому что они будут готовы печатать постоянно.
Наличие нескольких экструдеров позволяет одновременно использовать две или более пластиковые нити для печати.
Возможность использования нескольких нитей одновременно означает, что больше не нужно тратить время на остановку печати, для того, чтобы выгрузить старый пластик, загрузить новый и возобновить печать, но уже новым материалом.

Популярные виды использования двойного экструдера 3D принтеров.
В настоящее время самый распространенный способ использования принтеров с двумя экструдерами – печать детали и поддержек для нее разными материалами. Это позволяет использовать отдельную пластиковую нить ниже класса для ваших поддержек (которые, в конечном счете, будут удалены) при этом израсходовать материал лучшего качества на основной объект. В некоторых случаях для печати поддержек используются специальные PVA-пластики. Поддержки из такого пластика легко растворяются в обычной воде, что, опять же, может ускорить процесс получения готового изделия исключив неудобный, трудоемкий и рутинный процесс удаления материала поддержки.
Но главным преимуществом 3d принтеров с двумя экструдерами является возможность печати модели сразу несколькими цветами.
Недостатки
Не смотря на все преимущества у 3d принтеров с двумя экструдерами, существуют некоторые недостатки таких установок. Из-за того, что оба экструдера закреплены на одной печатающей головке, печать разными цветами возможна только по очереди каждым из экструдеров, а не одновременно. По той же причине незначительно уменьшается рабочая область принтера по сравнению с такой же моделью 3d принтера, но с одним экструдером.
Вывод
Какой же вывод можно сделать относительно 3d принтеров, оснащенных сразу двумя экструдерами? Возможность изготовить объект сразу нескольких цветов без необходимости останавливать процесс печати для смены пластика перекрывает все те незначительные недостатки, которые имеются в принтерах с двумя экструдерами. В этом вы можете убедиться сами!
Читайте также: