
3d принтер longer lk4 pro не печатает
Доброго дня вам,вы случаем не пробовали печатать, самодельным pet из бутылок? Я мучаюсь какая-то хрень выходит.вдруг поможете,проблема в том что пластик кристаллизуется на выходе из сопла,Может проблема в температуре? Ставил на максимум в cura275 градусов,и бывает проскакивает в шестерни при подачи.
Рукопоп привет, скажи на сколько ампер движки на этом принтаке, на них ничего не написано.
@Здоровая Еда фу, прочитал на бегу, ересть какую то написал. Но ответ такой же, гугли движки
@РУКОПОП TCM2208 если я не ошибаюсь это драйверы, а мне ампераж движков нужен, чтобы проверить, правильно ли вольтаж выставлен.
так загугли tcm2208, я же тоже на изусть не посню
Привет, очень давно, смотрю тебя, купил и себе lk4pro, не как не могу побороть проблему по оси z каждый раз одна и та же проблема норм не пропечатывается, обдув не трогал, напряжение в порядке.
Если есть что посоветовать буду очень благодарен))))
Привет, скинь фото в личку и более детально описание проблемы
Дружище, стоит ли брать этот агрегат за 10ркблей,или это тупиковпя ветвь эволюции?
Это отличный вариант. Прошло уже больше года и это все ещё мой основной принтер. Можешь посмотреть по каналу, сколько за это время у меня было агрегатов. Но печатаю я в основном на лонгере дома, и ещё один принтер мелит сутками в гараже
Привет, Имею такой же принтер сейчас и с пару дней подрят ни стого ни с сего началось . Через каждые пол-часа примерно а иногда и 5 минут после старта печати выкидывает ошибку Error 12 E. Перзагрузите принтер и продолжете заново thermal runaw. далье обрыв фразу. Это то же, что и у Вас или это другое. Я никак не пойму, что там перегревается. Обычная печать идет ПЕТГ 235 сопло и 80 стол. Ну есть колебания у стола в 1 градус но это я думаю не критично наверно. А вентилятор корпуса я не снимал и не останавливал никак. Где может быть проблема?
да понятия не имею, обратитесь к производителю для этого, а не к блогерам. Ну или загуглите ошибку.
Таймлапс охонь🤣🤣 Чуть не блюванул 🤢🤢 (Шутка)
Этот материал как мне кажется интересен не только тем,кто хочет приобрести принтер и тем кто заморачивается на этой теме но и любителям таким как я например.Спасибо.
Спасибо, что выбираете Нас)
Очень кстати! Тоже являюсь владельцем Longer LK 4 PRO, на русскоязычном сегменте очень мало полезной информации о нём, в основном только отзывы. Если кто-то будет искать модель обдува на него, гуглите Alfawise U30 (это тот же самый принтер), иначе ничего не найдёте. Автору видео спасибо за то, что обратил внимание на этот 3D принтер, информация очень полезная и легко воспринимается. За приятную мелодию на пианино отдельный палец вверх)
Вы идеальный подписчик. Сегодня выпустил вторую часть. Alfawise U30 можно и в куре выбирать, он там есть в принтерах на выбор)
Куда тебе столько принтеров, если тебя держат в рабстве, напечатай табурет в следующем видео
Не удивляет то что ты косячишь, все такие. Впечатляет та смелость, с которой ты косячишь: шумит вентилятор? отключить его нафиг! Это потрясающе"
а что терять то, конструктор же, в любом случае соберу. А не смогу сам, в комментариях подскажут)
6:33 почему элемент 1403 красный?
@Арсений Загреба ДК92 неее, все нормально)
@РУКОПОП Спасибо)
А то выглядит словно расколился и расплатился)
так китайцы герметиком разъемы мазали, что бы не отлетали, вот и испачкали
Опана, реклама в видосе!
Могу поздравить, кто-то подключил монетизацию?!
Так держать!
@РУКОПОП В опере работает.
@Max Maymon да он сейчас у всех перестал нормально работать)
да на этом канале мометизация уже полтора года) ты видеть всегда с компа смотрел)
Могу поздравить, у Вас adblock перестал работать)
Лайк только за таймлапс эпилептикам!
@РУКОПОП Окей, еще и за сам видос. Он клевый))
Про управление кулером платы управления дам мыслю. Для прошки лонгера ПРО прошивка открытая, марлин. В ней можно назначить пин управления, который будет включаться при начале печати и окончании печати, только при работе драйверов. Можно выставить какой тебе нужен шим, задержку работы после печати, ну и там есть всякие другие настройки. Как правило назначают на эту роль пин второго хотенда, но на платах где уже есть разъем второга хотенда, там естественно мосфет стоит. Ни что не мешает тебе вкорячить мосфет, припаять его к какому нибудь свободному пину, например на концевиках МАХ используется, в прошивке назначить управление кулером на этот пин, и залить новую прошивку. Давай Рукопоп, пора переходить на новый, более сложный уровень с конфигурацией прошивок. У меня есть видео, ссылку не оставляю, вдруг у тебя настроена фильрация. В поиске на канале найдешь по названию "Делаем 3д принтер тише"
@РУКОПОП Дай ссылку на виртуальную подругу
не, я уже решил все гораздо проще, без перепрошивок
Братюнь, не принимай близко к сердцу мою и другую критику. Делай выводы и поступай так как сам считаешь нужным. Мы подписаны на тебя, по тому, что ты нас чем то зацепил. Делай своё дело дальше ;)
Всем привет. Без комментариев. Все в видео. На все ваши вопросы отвечу.


Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд
Минус. Без комментариев. Без текста. Заебали. Нахуй вы сюда лезете? Видео? Идите на ютуб.
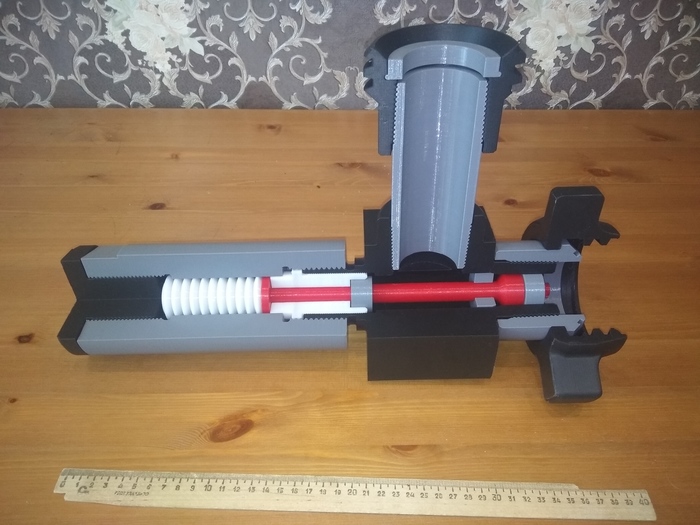
Это Спааарта! Финал

Раскрашенная, готовая модель, высотой 280мм.
Печать данной модели в предыдущем посте Это Спааарта!







МАСТЕРИМ ЧЕРЕПА, КОСТИ, БРЕЛОКИ!
Автор: мастер по костям сообщества Фанерозой, Kesh Corvus.

Я подустал от работы над скелетом велоцираптора, которая еще в процессе.

Работа заключается в производстве реалистичной реплики строго по Хартману и разумеется с покрасом.

Но, я решил отдохнуть и сделать несколько брелоков ради эксперимента, по моделям от замечательных авторов Kirbs, kalancouvy, Burt. Собственно, их я и хочу показать.

Это подвижные брелоки петро и динозавров. Думаю что-то в них есть и надеюсь в представлении они не нуждаются, так как выглядят вполне знакомо всем)
Хотелось бы узнать ваше мнение в комментах.

Так же с моими изделиями на тему палеонтологии можете ознакомиться в моей мастерской.
Чтобы больше не спрашивали зачем мне 3D принтер

Правильная калибровка
Сидел я на днях, листал 3dToday и наткнулся на статью о то, что настройка стола методом "бумажки" не правильная в корне. Задумался, а ведь и правда бумажка и промяться может и откуда я знаю насколько оно там "слегка прижало" эту бумажку.
Я не в курсе насчет можно или нет оставлять тут ссылки, но на всякий случай не буду. Кому надо смогут найти статью от пользователя sakkra2005 "Как откалибровать стол правильно и почему на самом деле не работает метод "бумажки""
Скажу только то, что автор предлагает использовать автомобильный щуп толщиной 0.2 (толщина бумажного листа варьируется от 0.15 до 0.25 - взяли среднее)
Я приобрел на ОЗОНе вот такой набор щупов за 200+ рубликов

Дождался пока он придет и как только детки отправились спать решил калибровать стол.
Сначала я затянул все пружинки до упора, после этого поднял голову(т.к. в статье говорится простол, а у меня ось Z это экструдер - поднял его) на 0.2 мм. Нагрел до рабочей температуры, стол и экструдер, и приступил. тут ослабить, там подтянуть. Выставил все углы в зазор пройдясь по кругу дважды.
Стоит отметить, что на столе лежит стекло. Запустил печать, ничем не мазал, Печатал из PETG кубик 20*20. Сразу прилип, без каких либо намеков на отслоение.
Кмк если у кого то были проблемы с регулировкой стола и тд - это самый лучший вариант.
Моё хобби. Немного 3д печати
Хочу написать о своем увлечении, которое постепенно стало приносить небольшой дополнительный заработок.
Занимаюсь я 3д печатью. На втором курсе универа захотелось мне купить 3д принтер - изначально мне просто нравилась сама идея печатать что-то объемное из пластика. Были, конечно, опасения, что мой интузиазм быстро утихнет, а принтер будет пылиться без дела. Но в итоге интерес стал только больше, а понимание того, что теперь абсолютно не страшно, если в доме сломается что-то пластиковое, так вообще греет душу.
Примерно через полтора года после покупки принтера я понял, что набрался достаточно опыта, и можно печатать на заказ. Вот тогда то и началось самое интересное - общение с заказчиками, необычные проекты, круглосуточная работа принтера, и многое многое другое. Теперь строю планы по расширению производства, покупке новых принтеров, а также использование более трудных материалов. Благо, находясь в армии, времени на построение планов - выше крыши.
А теперь самое интересное - фотографии как заказов, так и просто печатей для себя. И предупреждаю, фотографировал для себя, так что качество фото не огонь.
Часто заказывают различные шестерёнки, особенно для дворников автомобиля. Материал нейлон.




Модель нижней челюсти для стоматолога. Материал АБС, слой 0.1 мм

Не помню как правильно называется, ваза в которую выставляется горшок с цветком. Материал АБС, слой 0.3

Скелет динозавра для школьного класса по биологии

Артас с терминатором, печатал для себя, просто очень понравились модельки. Материал PETG, высота слоя 0.1

Пара стендовых моделей для одного завода (на самом деле 5, но осталось только 2 фотографии). Материал PETG.
п.с. один такой заказ отбил стоимость принтера

Скаттер для разведения пены для бритья.

Затянувшийся проект по печатному арбалету. Может когда-нибудь доведу до ума


Ну и главный помощник, скрашивающий своим мурчанием звуки принтера.

Ну собственно и всё, если будут вопросы - задавайте.
п.с. не хотел этого писать, но боянометр выдавал кучу рыжих красавиц, так что дерзайте.

Как преуспеть в 3D-печати PETG? Вот наши пять простых советов и лучшие настройки для PETG.
Обзор
PETG, то есть полиэтилентерефталат-гликоль, – это жесткий, термостойкий, хорошо держащий удар пластик, широко использующийся в 3D-печати по технологии FDM.
В этой статье мы расскажем о том, как успешно печатать PETG и поможем в решении наиболее распространенных проблем. Печать PETG – это, определенно, не так мучительно, как печать ABS, но и здесь есть свои нюансы.
Важно учитывать:
- Температуру сопла
- Температуру рабочей платформы
- Прилипание к платформе – адгезию
- Настройки втягивания
- Скорость вентилятора
- Настройки подпорок
- Абсорбцию влаги
Тонкая настройка параметров печати

Выставьте настройки на оптимальную производительность (Youtube Thomas Sanladerer)
Чтобы добраться до параметров печати, запустите программу-слайсер. Вы должны настроить ее на оптимальный режим для работы с PETG.
Начальные установки
Если в вашем слайсере уже есть профили для PETG, то вам повезло. Если нет, можно взять за исходные настройки для PLA и кое-что в них изменить:
- Увеличим температуру сопла до рекомендуемой производителем (обычно от 220 до 260 ºC).
- Увеличим температуру подогрева платформы печати до рекомендуемой производителем (обычно от 50 до 85 ºC).
- Уменьшим скорость вентиляторов до 20. 50%.
Тонкая настройка
Настроив все так, как описано, можно приступать к тестовой распечатке. Вы заметите, что PETG склонен создавать нити, а чрезмерное охлаждение может привести к расщеплению слоев.
Посмотрите на тестовую распечатку и исправьте настройки. Если слои не слипаются, уменьшите скорость вентиляторов или повысьте температуру печати. Если нити выглядят угрожающе, увеличьте скорость или дистанцию втягивания. Если объект деформируется, скручивается, сделайте ниже температуру печати.
Продолжайте настраивать до тех пор, пока вы не будете довольны результатом. Если проблемы не хотят решаться, то мы сейчас дадим несколько советов, которые могут пригодиться.
Совет № 1. Воспользуйтесь клеящим карандашом или лаком для волос

PETG прилипает к стеклу слишком хорошо. (Youtube Thomas Sanladerer)
Обычно клеящий карандаш используют тогда, когда деталь плохо прилипает к платформе печати, – чтобы она прилипала лучше.
В случае с PETG всё наоборот. Он сам так хорошо прилипает, что деталь иногда удается отделить от рабочей платформы только по частям.
Поэтому всегда рекомендуется иметь под рукой клеящий карандаш или лак для волос, которые будут работать как промежуточные агенты, облегчающие отделение. Не печатайте PETG напрямую на платформах Fixpad, из PEI или из стекла. Если использовать указанные агенты, то деталь отделится вместе с ними и ни она, ни прецизионная платформа печати не пострадают.
Совет № 2. Отрегулируйте втягивание

PETG очень любит образовывать нити (Youtube Thomas Sanladerer)
Как уже говорилось, PETG очень любит образовывать нити и потеки. А прочность материала делает прочными и эти нити, в результате чего на распечатке может образовываться паутина и заросли, от которых трудно избавиться.
Но их можно пресечь на корню, если правильно выставить параметры печати, как было указано выше. В частности, попробуйте увеличить расстояние втягивания, скорость втягивания, скорость перемещения – в разумных пределах, конечно.
Наконец, если ничего больше не спасает, определенную помощь в борьбе с волосатостью может оказать термофен.
Совет № 3. Избегайте растрескивания

Слои в распечатках PETG могут расщепляться (Youtube Thomas Sanladerer)
Если вы перешли на PETG с PLA, вы обнаружите, что PETG гораздо легче растрескивается. PLA от обильного охлаждения становится только лучше, а вот PETG от этого может пострадать.
Если слои печати начинают разделяться или растрескиваться, уменьшите скорость вентилятора. PETG сохраняет форму при гораздо более высоких температурах, чем PLA, поэтому свесы и сложные фигуры останутся четкими. При уменьшении охлаждения у только что экструдированного пластика оказывается больше времени, чтобы полностью схватиться с остальной моделью.
Совет № 4. Дайте место опорным структурам

Для подпорок в PETG должно быть больше пространства (3DHubs)
Как это нередко бывает при FDM, некоторые модели из PETG требуют опорных структур. Однако, если мы правильно настроим сцепление слоев, PETG будет прилипать слишком хорошо и не будет отпускать подпорки.
Тут нам помогут расширенные настройки слайсера, в которых нужно увеличить промежутки между опорными структурами и собственно моделью («Support Z Gap» или что-то в этом роде).
Совет № 5. Держите PETG сухим

Храните PETG в сухом месте (Youtube Thomas Sanladerer)
После того как вы какое-то время поработаете с катушкой PETG, вы можете заметить, что качество печати и прочность распечатки стали ухудшаться.
Это потому, что PETG гигроскопичен, т.е. легко впитывает влагу из воздуха. Влага разрушает материал на катушке, которой можно было бы еще долго пользоваться.
Поэтому держите своей филамент в сухом месте, можно поместить его в герметичный пакет или коробку с десикантом. Это должно его спасти, не позволяя впитывать слишком много влаги.
Если же филамент уже влажный, его можно посушить в духовке при +60 °C. Просто положите в нее катушку и забудьте на пару часов.
В печать!

Benchy из PETG (Youtube Thomas Sanladerer)
Приложив совсем немного усилий, вы получите из PETG невероятно прочные, качественно исполненные распечатки. Надеемся, эта статья помогла вам в том, чтобы начать работать с этим удивительно разноликим материалом.

- Легкая сборка
- Бесшумные драйверы
- Хорошая поверхность для печати
- Сенсорный экран
- Калибровка вне коробки
- Адекватная система движения
- Жесткая рама
- Хорошее качество печати
Более длинные характеристики LK5 Pro
Прежде чем мы перейдем к тестированию скорости, давайте посмотрим на некоторые спецификации, которые Карл взяли с веб-сайта Longer.
Распаковка, сборка и внутренности

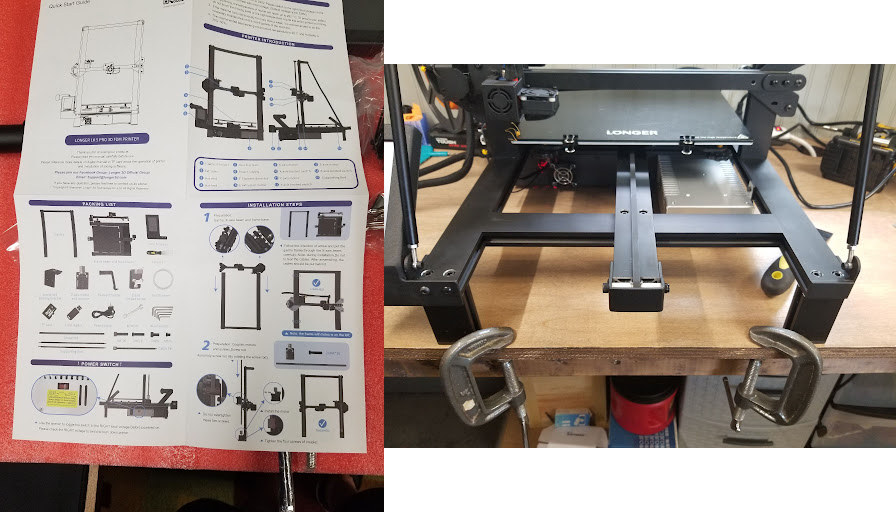
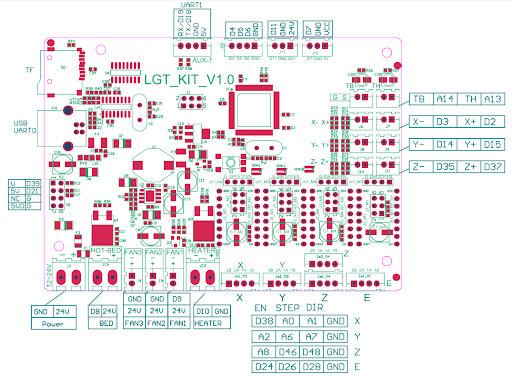
Плата выглядит как пересмотренная версия платы, которую мы встречали в 2019 году в LK4 Pro. Очень хотелось бы, чтобы это был более новый и более быстрый микроконтроллер. Он работает под управлением Atmega 2560.
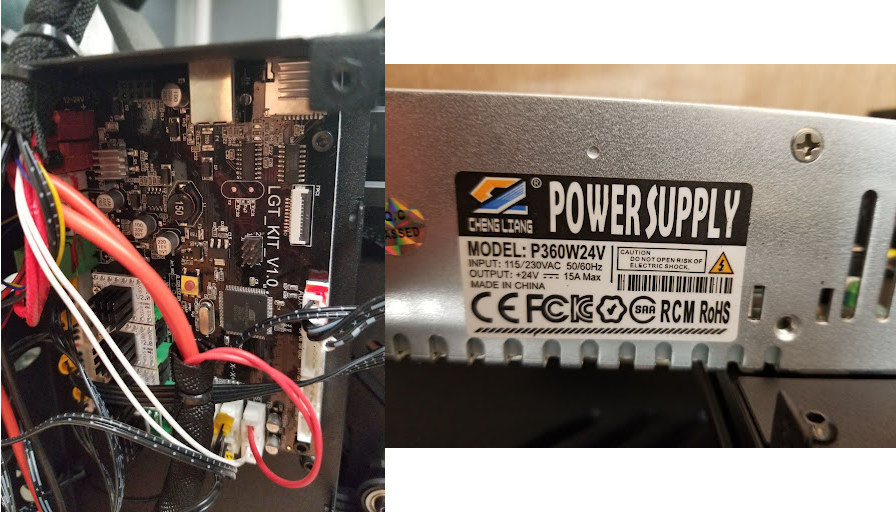
Сенсорный экран
LK5 выглядит как на картинке слева. Погуглил производителя блоков питания выше, Карл нашел ссылку на принтеры Creality.
Гонка на скоростных лодках на длинном LK5 Pro
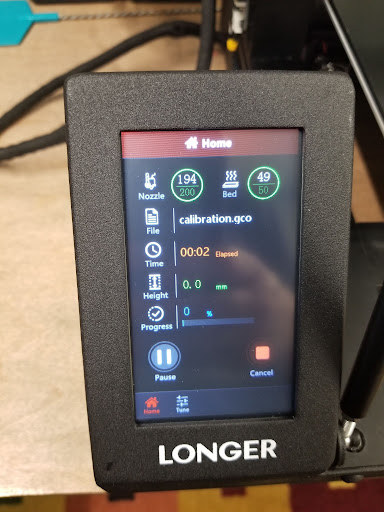
Не так давно появилась задача напечатать самый быстрый кораблик 3Dbenchy. В результате Карл посмотрел на YouTube довольно много роликов о кораблик для калибровки 3D-принтера, и то, что сделали люди, просто поразительно. Он составил план, как решить эту проблему с помощью науки.
Как и многое в жизни, дела редко идут так, как они запланированы. Размышляя об этом опыте, Карл понимает, что не все так просто.

На тестирование у Карла ушло довольно много вечеров, и временами его настигало разочарование. Карл печатал бенчмарки долгое время, но никогда особо не анализировал время, необходимое для быстрой печати. Карл предполагал, что сможет без проблем получить кораблик за 30 минут. Но он ошибся. Он не уложился даже в 45 минут, а LK5 работал отлично. До сих пор обычная скорость печати составляла 60 мм/с, теперь первый слой установлен на 60 мм/с.
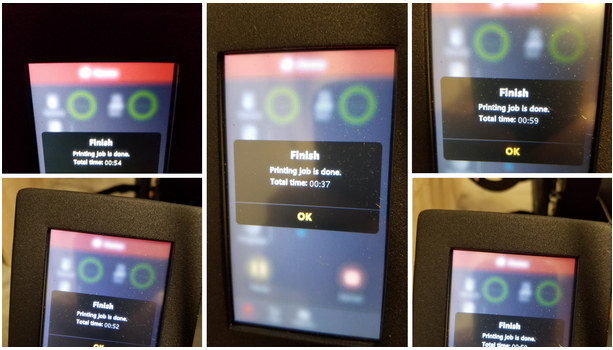
Жульничество и результаты
Одним из правил задания была печать с толщиной слоя 0,2 мм. Ближе к концу Карл был разочарован, думал о проблеме и о возможных вариантах рационализации, что 0,3 является приемлемой высотой осадочного слоя, и именно тогда он смог превзойти время в 45 минут. Карл сжульничал, но все соответствовало основным правилам, предъявляемым к скоростным катерам.
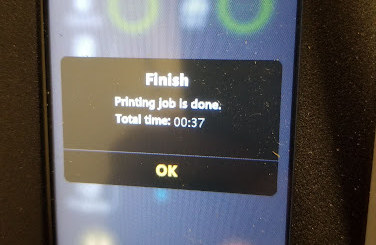
Карл был очень доволен временем в 37 минут. Это будет его личный ориентир. Полученный результат не выиграет в конкурсе красоты, но если сравнить все результаты выше, почти все будут выглядеть лучше, чем многие участники соревнований.
Заключительные мысли
Если вас заинтересовал Longer LK5 Pro, вот ссылка . В настоящее время устройство продается за 320 долларов на сайте Longer. Или на Amazon за 310 долларов. У Amazon прямо сейчас есть купон на 50 долларов. Эти цены весьма хороши для принтера такого размера.
Читайте также: