Выпиловка по металлу это
Собственно, никаких тонкостей и откровений в этих постах не будет, это просто для того, чтоб составить общее впечатление об основном ювелирном оборудовании.
Основное оборудование, без которого -ну никак при работе с драгметалом:
горелка
тигель и изложница
вальцы
фильера
бормашинка
и всякий мелкий ручной инструмент, с самым основным из которого проволочники знакомы
Я, в основном, про то, с чем далеко не все сталкивались и не понятно, нужно ли оно в принципе.
Разделю на несколько частей, а то много получается для одного поста.
Я, конечно, понимаю, что самое интересное -это пайка и горелки, но это в следующем посте, данный пост -про вальцы и фильеры.
Собственно, чем отличается ювелирка от wire wrap и metall working: в ювелирке нет готовых заготовок -ни листов, ни проволоки нужной толщины и нужной жёсткости. Есть металл в неком виде -лом изделий, обрезки от предыдущих работ, слитки или монетки из банка, гранулы металла с аффинажа(аффинаж -выделение чистого металла из сплавов). Металл дорогой, так что приходится всё это перерабатывать -превратить в проволоку, листы и прочие заготовки, которые используются при ручной монтировке изделий.
Кратко, суть ручного изготовления ювелирных изделий сводится к следующему (литьё -там несколько по -другому):
Металл плавят в тигле при помощи горелки, расплавленный металл выливают в форму для заготовок - изложницу. Дальше заготовки прокатывают в вальцах до нужной толщины -делают листы и пруты, пруты потом продёргивают через фильеру(доска с дырочками разного диаметра) для получения проволоки. Потом из листов и проволоки вырезают и выгибают нужные заготовки, паяют , зачищают, шлифуют, полируют и получают шедевр.
тигель-это маленькая, как правило, керамическая мисочка.
изложница делает заготовки под листы и под пруты -т.е. отливает очень толстый(несколько мм в толщину) лист и столбики квадратного сечения, в описаниях изложниц сказано, что именно она отливает. Заготовки получаются довольно толстые , иногда-корявые, их надо довести до требуемых размеров.
Заготовки под листы потом прокатывают в вальцах на гладких валах до нужной толщины -естественно, при этом лист в размерах увеличивается..
Заготовки под пруты тоже прокатывают в вальцах . Для этого в валах проточены специальные канавки-профили. Самые нужные -квадратные ручьи, из квадратных прутков потом делают проволоку. Естественно, столбик при этом удлинняется.

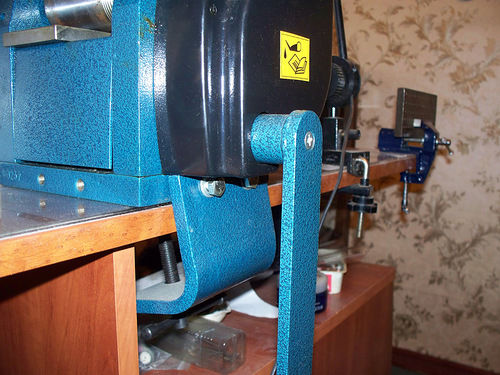
вот тут на фотке -собственно,показаны ножницы по металлу, но в левом верхнем углу видна изложница (в разобранном виде, с проточками под пруты -там две таких половинки со стяжкой, вторая половинка тоже видна, вертикально стоит), а сверху -тигель для плавки, с держалкой, а та чёрная мисочка с белым порошком -это бура, для плавки используется, чтоб окислы убирать.
Вальцы.

вальцы -приспособление для уменьшения толщины заготовок , в идеальном случае -ещё и для изготовления профильных прутов с квадратным, сегментным, Т-образным и т.п сечением).
Если совсем по-простому -вальцы нужны , чтобы "плющить заготовки", конечный эффект -типа как трамвай проехал, да не абы как, а аккуратно проехал.
Устройство -если кто видел совсем старые стиральные машины с ручным отжимом через валики -вот примерно так и устроено.
Основные требования -валики должны быть из хорошего, твёрдого металла, строго горизонтально, без перекосов,идеально отшлифованы, без выбоин.
Валики имеют гладкую поверхность для раскатывания листов и ручьи(проточки) для профильных прутов. У самодельных валов ручьёв как правило нет, приходится всё катать на плоских валах.
Поскольку вальцы - оборудование дорогое, а при совке -ещё и недоступное простому смертному, накоплен огромный опыт самостоятельного изготовления сего девайса. Наши кавказские друзья из республик с богатыми ювелирными традициями(Армения, Дагестан) делали самопальные вальцы и прочее оборудование вполне профессионально, то оборудование до сих пор пашет с советских времён, зачастую превосходит промышленное. Правда, чтоб совсем хорошо сделать -это надо с чертежами к токарю на завод, он и ручьи проточит в валах.
Про себя могу сказать -я когда начинала с металлом работать(а металл у меня планировался чисто вспомогательно -оправы, крепёж, самим по себе металлом я не планировала заниматься), решила -вальцы покупать не буду, буду разок в месяц ходить к знакомым раскатываться. В таком режиме я протянула где-то год, озверела и решила уже купить таки вальцы. Пыталась найти бу, самопал, была согласна на отсутствие редуктора, но , увы, не нашла, пришлось брать новые.
( А так у меня практически всё основное оборудование бушное и к тому же самопальное, в ювелирке самопал -вообще нормальная ситуация, более того, очень часто покупное оборудование приходится под себя дорабатывать).
Вальцы у меня вот такие
модель ЮМО В-9, обошлись в 24 тыр года три назад назад, это был наиболее бюджетный вариант на тот момент.
Юмо-производитель и поставщик ювелирного оборудования, фирма питерская, есть представительства в других городах. Поскольку вальцы -штука тяжелая, под 30 кг -при заказе через интернет следует учитывать, что пересылка обойдётся дорого.
Сверху -ручка(которая в форме буквыТ) для подъёма и опускания валов(она крутится), за счёт этого меняется зазор между валами , и , соответственно, толщина заготовки на выходе. У современных покупных валов эта ручка по центру, она одновременно и равномерно опускает обе стороны валиков, у самодельных валов как правило приходится отдельно опускать каждую сторону валика, что неудобно, конечно.
Справа -ручка для кручения валиков. Бывают вальцы с электроприводом, но цена там из области фантастики.
Мои вальцы с редуктором-усилителем, суть его в том, что даже при небольшом усилии на ручку валики крутятся довольно сильно. У сапопальных валов редуктора-усилителя обычно нет, но это не смертельно, я вполне могу на таких работать, что тяжелее крутятся - это конечно.
Работают так -выставили зазор между валами чуть меньше толщины имеющейся заготовки, крутим ручку справа, она крутит валы, заготовка между ними прокручивается и сплющивается,заготовку вынимаем, потом ещё опускаем валики, опять прокручиваем. Заготовка прокатывается по направлению от нас. Маленькую заготовку подают в валы деревянным бруском, чтоб пальцы не закатать. Через несколько прокатов металл отжигают, потому что при прокате, как и при любой механической обработке, металл становится твёрдым(нагартовывается, по старому -наклёпывается, из-за того, что его внутренняя структура уплотняется), катать становится тяжело, да и металл может треснуть. Отжиг горелкой возвращает металлу мягкость.
Если заготовку "повело" (перекосило, выгнуло) при прокате -после отжига её можно выровнять на наковальне текстолитовым молоточком.
Вот здесь показано, как прикрепить вальцы к столу, в данном случае крипёж идёт в комплекте к вальцам, но это не у всех моделей так, иногда приходится болтами к столу прикручивать.
Самые левые проточки на моих валах -под обручалку(профиль как у обручального кольца), они съёмные, можно прикупить и поставить другие профили, потом идут плоские поверхности под листы, справа -проточки под квадраты.
На этих валах проточек немного, бывают вальцы, где ручьёв определенного профиля очень много. Ручьи катают до определенного размера сечения, потом для тонких прутов всё равно нужна фильера, если требуется сделать проволоку. Естественно, фильера должна начинаться от того размера дырок, до которого валы способны прокатать заготовку.
Да, круглых профилей на вальцах не бывает в принципе(почему -не знаю), заготовки под проволоку -изначально квадратные, так что при покупке валов, например самопальных -лучше чтоб они были,квадратные ручьи, иначе будут большие проблемы, с другой стороны -такие вальцы в разы дешевле, вполне можно тыщ за 5 найти приличные из советского наследия.Если всё же появятся вдруг валы без квадратных ручьёв -придётся катать квадратный профиль на плоских валах, последовательно сначала одну сторону заготовки, потом повернуть заготовку на 90 градусов,прокатать и т.д. -в принципе, реально, раньше так и катали.
Без остальных профилей можно пережить, даже обручалка не так уж нужна, её можно отковать или через фильеру дёрнуть.
Можно ли обойтись без вальцев? В принципе, ковка(молотком на наковальне) заменяет вальцы, но очень это занудно, хотя, говорят, при совке многие операции делали ковкой, вальцы, тем более хорошие, далеко не у всех были.
.
Я думаю, если заниматься чисто проволокой, даже серебряной -вальцы покупать небюджетно, если уж очень надо -сходить куда-нибудь раскататься, не так уж часто это надо, да и то только для серебра, остальные металлы(медь, латунь) -проще брать нужные заготовки, а обрезки выбрасывать.
А вот фильера, я думаю, проволочникам для серебра пригодится.
Фильера.
Фильера, она же волочильная доска -доска с дырочками различного диаметра. Дырочки в фильере круглого профиля уменьшаются через 0,05 или 0,1 мм. Протаскивая проволоку последовательно через дырочки, уменьшают её диаметр

К столу фильера крепится тисками(это на хозяйственном рынке продаётся).
Хорошая фильера сделана из твёрдосплавного металла или имеет твёрдосплавные вставки в дырочках.(Раньше фильеры были деревянные, буковые). нетвёрдосплавная фильера тоже вполне работает и стоит гораздо дешевле, вполне можно купить за 1000-2000 руб.,просто обращаться с ней поаккуратней -следить, чтоб опилки не попадали, бура, кислота чтоб не попадала, впрочем, это касается любой фильеры.
Дырки в фильере бывают не только круглые, но и квадратные, треугольные, чечевица, сегмент круга.
Вопреки распространённому мнению, через неё не так уж тяжело дёргать, титанических усилий не требуется. Через некруглые профили дёргать тяжелее, чем через круглые. Тонкую проволоку тяжелее дёргать, чем толстую потому что в процентном отношении за проход она должна гораздо сильнее утоньчиться, бывают фильеры, у которых для совсем тонкой проволоки шаг между диаметрами дырок уже не 0,05, а 0,025.
Подробнее о работе с фильерой можно почитать здесь
К сожалению,при изготовлении круглой проволоки без фильеры обойтись нельзя, так что моё мнение -надо брать, особенно, кто с серебром работает, чтоб не страдать в поисках проволоки нужного диаметра -покупать проволоку потолще(она и подешевле выходит), а из неё уже любую можно сделать.
Некоторые профили, квадрат к примеру, теоретически можно отковать молоточком на наковальне, регулярно отжигая, естественно. Кстати, у бюджетных вальцев нет проточек под квадраты маленького сечения, там до миллиметра с чем-то обычно, скорее ближе к 2мм, в плоских валах катать тонкую квадратную проволоку очень неудобно , так что -фильера с квадратным профилем дырок в помощь.
К сожалению, ссылки пришлось убрать -если что, просто посмотрите картинки в поисковике на ключевые слова, они в тексте жирно и курсивом.
Создаем кулон из бронзы "Греческий профиль". Выпиловка, пайка, патинирование
Сегодняшний мастер-класс будет посвящен азам ювелирного дела.
Мы поработаем с бронзой и создадим медальон в виде женской головки с греческим профилем.
Занятие рассчитано на учеников, которые имеют представление о самых основных инструментах ювелира и хотя бы пару раз держали в руках газовую горелку, поэтому я не буду подробно расписывать каждое действие, чтобы не утяжелять текст, но если у вас возникнут вопросы по техническим моментам, то с удовольствием отвечу на них в комментариях.
Итак.
Создаем эскиз. Диаметр окружности 4 см.
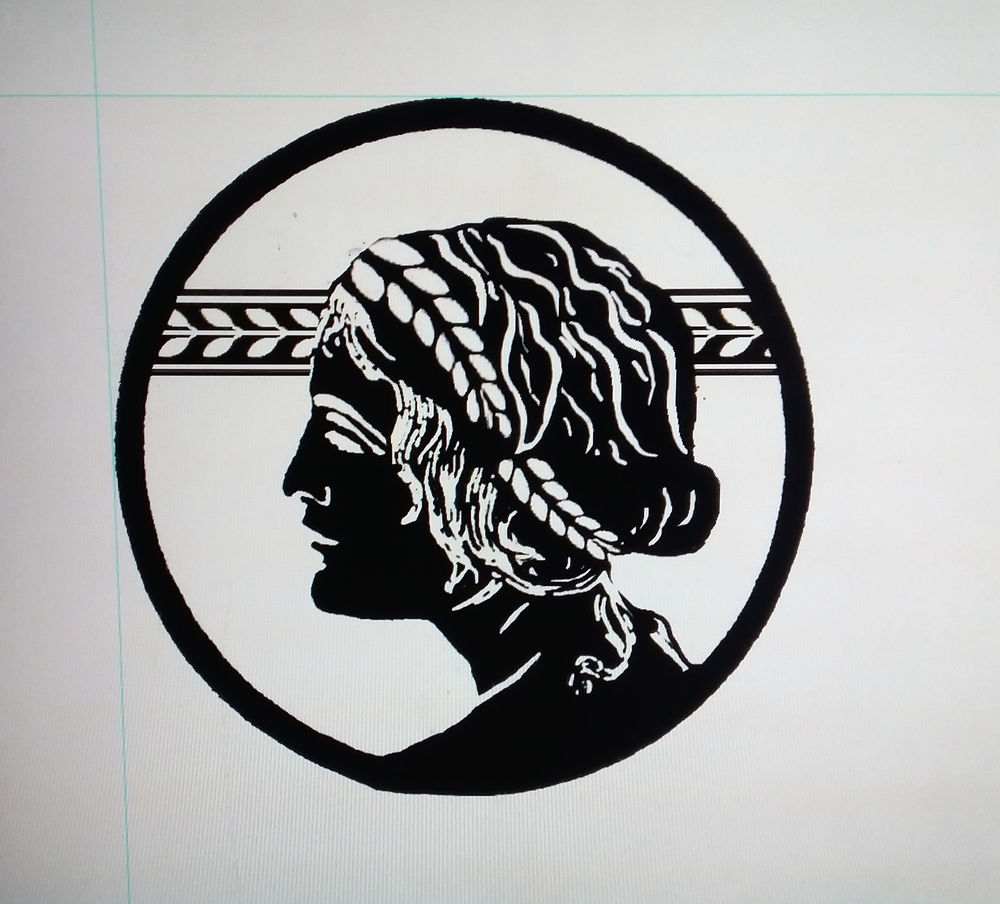
Распечатываем картинку. Ножницами по металлу вырезаем металлическую заготовку. В нашем случае это 2 кусочка бронзы около 5 см в диаметре и толщиной 0.6 мм. Лучше взять металл потолще (до 1мм). Наклеиваем распечатку на заготовку.
Керним, сверлим и выпиливаем. Выпиловка — это самый долгий и кропотливый процесс. Выпиливать лучше начинать с самых мелких отверстий, а затем переходить к большим, чтобы металл не вело при работе. Я сделала наоборот, торопилась увидеть греческий профиль :) потом пришлось приспосабливаться.


Когда выпиловка закончена, получаем вот такой результат.

В процессе выпиловки мне не понравились боковые элементы. Сначала я решила заменить их сканью (витыми проволочками), но потом просто вырезала более удачные боковушки и припаяла их. Круглая основа должна быть в диаметре больше выпиловки с профилем хотя бы на 5 мм. На фото выше лежит не та заготовка. Зато ниже уже все правильно :)
Когда все элементы готовы, выравниваем их на наковальне при помощи текстолитового молотка (можно взять деревянный) и переходим к пайке.

Паять бронзу не очень приятно. Она капризная. Но мы не ищем легких путей. Приматываем профиль к основе нихромовой проволокой, чтобы детали плотно прилегали друг к другу и припаиваем их. После пайки удаляем остатки проволоки. Они нам больше не нужны.
Результат после первой пайки.

Отбеливаем работу в лимонной кислоте. Выпиливаем боковые вставки. Срезаем лишние края. Переходим ко второй пайке.

Результат после второй пайки. Петелька припаялась плохо. И я решила ее удалить и прикрепить позже при помощи заклепки.

Отбеливаем работу в лимонной кислоте. Обрабатываем поверхности надфилем и наждачкой. При помощи заклепки крепим петлю.

Переходим к чистовой обработке поверхности. Шлифуем кулон резинками, наносим фактуру гравером.

Полируем кулон и отправляем в пары аммиака на ночь. Утром из банки с нашатырным спиртом достаем вот такую красоту.

Убираем излишки патины. Я это делаю дремелем с резинками для шлифовки и полировки.

Работа готова. Осталось только красиво сфотографировать.

На этом сегодня все. Спасибо большое за внимание! Желающих творить самостоятельно приглашаю на мои мастер-классы.
Ювелирный лобзик: как им пользоваться и как выбирать пилки для лобзика
Если сравнивать лобзик ювелирный с его обычным ручным аналогом, их конструкции будут весьма похожи, но рассмотрев инструмент более подробно, можно выделить пару существенных отличий.
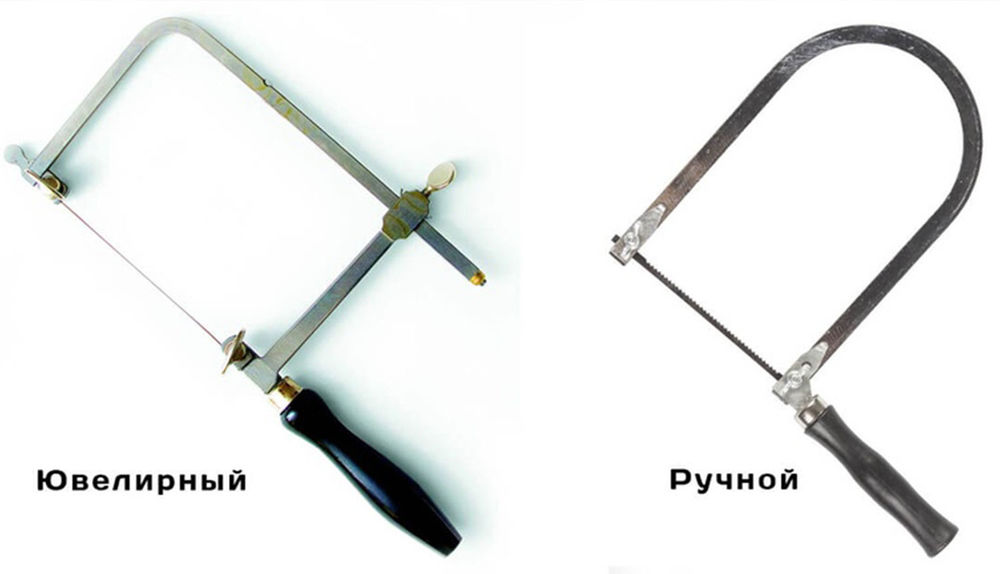
Первая, и самая очевидная разница — заключается в рамке, которая представляет собой составную, раздвижную конструкцию с зажимным соединением.
Второе отличие менее распространено и встречается не у каждой модели ювелирного лобзика. Данный элемент конструкции располагается в противоположном от ручки креплении полотна и выполняет функцию дополнительного резьбового натяжения. Такой метод позволяет добиться максимальной натяжки, необходимой для выполнения декоративных распилов.

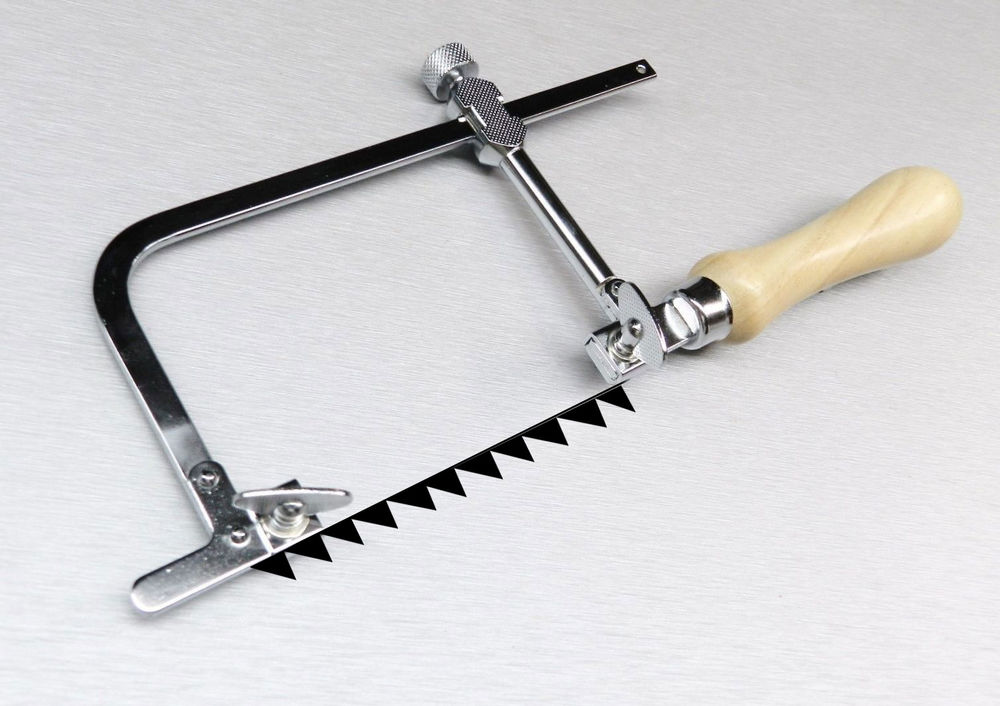
Рассмотрим более подробно как крепить полотно (пилку).
Пилка в лобзик заправляется зубьями вниз, по направлению к ручке:
Поэтапно как ставить правильно пилку в лобзик:
Лобзик раздвигается на длину пилки + 5 мм:
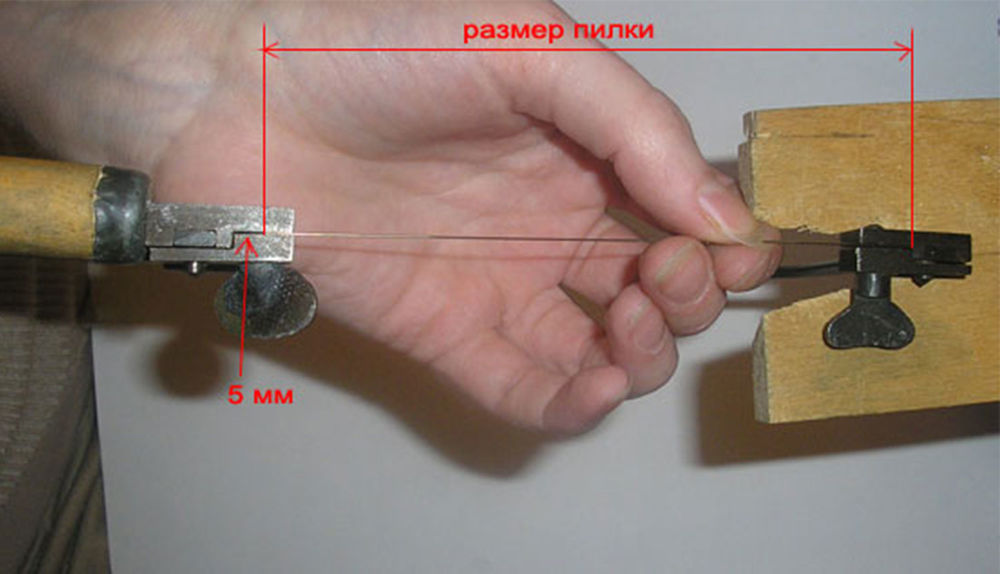
Заправляем до упора пилку в верхнее крепление, затягиваем барашек.
Кладем верхнюю часть лобзика на финагель (верстак, стол, любая поверхность которая не двигается), а ручкой лобзика упираемся в грудь (живот или в любую часть тела, которая находится ближе всего к ручке).
Заправляем пилку в нижнее крепление.
И надавливаем на лобзик так, чтобы наши 5 мм припуска ушли.
Закручиваем барашек. Скоба распрямится и пилка натянется.
Что касается насколько сильно нужно натягивать, то пилка должна "звенеть" как струна, то есть быть довольно сильно натянутой, но опять же без фанатизма, ибо её (пилку) можно сломать (если перетянуть).

Так же важно правильно держать лобзик.
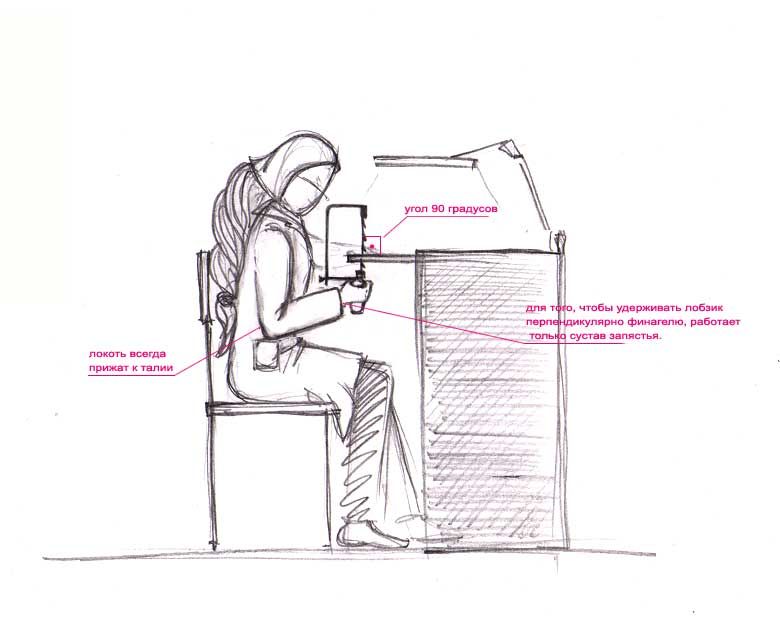
Лобзик держат перпендикулярно финагелю. Рука сжимает (но не сильно, не до белых костяшек) лобзик в кулаке. Локоть руки прижат к талии. Перпендикулярность лобзика обеспечивает только сустав запястья. Нельзя помогать себе плечом, корпусом и т.д. Рука работает только от локтя. Туловище держим прямо. Деталь, которую пилим, держим левой рукой на финагеле. Пальцы подальше от пилки J В основном при работе лобзиком устает именно левая рука, которая держит деталь, её же надо держать неподвижно, от этого левая рука затекает.
Сначала пилки ломаются на раз -это нормальная ситуация и это нормальная пилка, просто руки-крюки J не психуйте, не сильно расстраивайтесь и главное не бросайте свою идею и задумку, просто новую ставьте, и через некоторое время Вы научитесь пользоваться лобзиком и пилки скорее затупятся, чем сломаются.
Помните всегда пословицу «терпение и труд, все перетрут»
Какую пилку выбрать и как разобрать в номерах пилок.
Выбор пилки не зависит от материала и от толщины заготовки. Выбор пилки зависит только от Ваших задач – какая Вам нужна толщина пропила.
Для фигурной выпиловки – потребуются пилки под номером 3/0 – 6/0 (для начала можно выбрать 4/0 или 5/0 – самый оптимальный размер)
Для более грубой работы ( отпилить не нужные элементы, вырезать круг (квадрат, треугольник и т.п.) можно использовать пилки от 4 до 10
Ювелирный лобзик для создания украшений из металла.

Ювелирный лобзик для создания украшений из металла. Сегодня мы с вами сделаем кулон “Череп” из обычной чайной ложки (нержавеющая сталь). Пилить будем ювелирным лобзиком. Мастерская “Рукодел”. Автор: Валерий Воробьев
Я люблю иногда “пошалить”. Решил из старой советской ложки сделать украшение. Чайная ложка из “нержавейки”. Ложка 80-х годов, довольно толстая – пришлось попотеть.
Инструмент.
Я недавно делал видео обзор инструментов – посмотрите.
Просто замечательно если у вас есть шлифовальные машинки. Совсем недорогие – как на фото ниже.
Или более профессиональные (дорогие), как на фото ниже. Тогда у вас есть возможность использовать кучу насадок для различных операций. Что значительно облегчает наш и без того нелегкий труд. При помощи машинки с гибким шлангом я пилю, шлифую, сверлю и полирую. В работе у меня две шлиф машинки. Одна у меня постоянно готова к полировке. Для других целей я ее не использую. Второй (более мощной) я пользуюсь для выполнения разных задач меняя насадки.
Более подробно про другие инструменты поговорим в следующих мастер классах. Давайте перейдем к разбору ювелирного лобзика. который нам тоже сегодня пригодиться.
Ювелирный лобзик
Лобзики бывают разные по форме. Вы можете встретить лобзики с разной высотой рамы (см. фото).
Различаются ювелирные лобзики и по способу крепления пилки. У меня несколько лобзиков – большой разницы в креплении я не вижу. Все дело в привычке.
Купить ювелирный лобзик можно в этом китайском магазине (фото ниже) – кликни по фото для перехода в магазин. У меня такой же.
Ювелирный лобзик – Пилки.
На картинке ниже видно как правильно закреплять пилку (зубчики вниз). Я пальцем провожу по зубчикам и сразу становиться понятно как крепить пилку.
Кроме обычных пилок существуют пилки с напылением и т. п. Я пользуюсь обычными пилками и не буду “умничать” перед вами. Посмотрите пилки – ЗДЕСЬ.
Как пилить?
Располагайте вашу металлическую заготовку на выпиловочном финагеле – зажав пальцами сверху и снизу, тем самым контролируя процесс и не давая сдвигаться металлу ,что делает процесс легким и безопасным.
Финагель — клинообразный формы кусок дерева твёрдой породы (пальмы, самшита). Рабочая часть ювелирного стола, служит упором при осуществлении таких работ как выпиливании лобзиком, опиливании и шабрение.
Финагель для выпиливания можно сделать и самому. Я выпилил из толстой фанеры.
Я где то встречал в магазинах продают наборы как на фото ниже. Хороший вариант для покупки.
Приготовили инструмент – пора приступать к работе. Не обращайте внимание на то, что ложка у меня коричневого цвета. Это я пробовал отжигать нержавейку горелкой. Ложка стала мягче, но не значительно.
Рисуем фломастером череп. Выпиливаем контур. Я пилил маленькими алмазными дисками.
Сверлим отверстия, чтобы можно было вставить пилку.
Пилим. Используем ювелирный лобзик. Рекомендуется смазывать пилку воском. Я сначала так и делал – а потом перестал. Как то сильно не влияет на работу. Пилки так и так ломаются. С опытом – все реже и реже.
Дальше обработка. Точим, режем, шлифуем. Используем насадки и ручной инструмент (напильники, надфили, шкурки).
Зубы и трещины от пули я тоже делал ювелирным лобзиком.
Отпиливаем лишнее. Из остатка сделаем ушко для цепочки. Предварительно я сточил толстый метал на точильном станке, чтобы было легче загибать.
Делаем петельку. Шлифуем и полируем кулон до полной готовности.
Дополнительная обработка кулону не потребуется – это же нержавейка!
Обещаю вам – мы еще не раз будем использовать столовые приборы в своем творчестве.
МК Цепь Викинг из проволоки- Viking Knit. Книга PDF.
Кликай по картинке, чтобы узнать подробности
Прикрепи Пин ниже как закладку на свою доску в Пинтерест!
Понравилась статья!? Не ленись, поделись с друзьями в соц. сетях!



Этот сайт использует cookie для хранения данных. Продолжая использовать сайт, Вы даете свое согласие на работу с этими файлами. OK
Все о лобзиках по металлу — от выбора пилки и электролобзика, до нюансов работы и техник пиления
Ручной электролобзик для резки металла применяется редко. Им медленно и неэффективно делать длинные пропилы, пилить толстый металл. Однако там, где используется, он просто незаменим. Только электролобзиком можно вырезать овалы, крупные отверстия, сложные криволинейные элементы. Также он незаменим, когда другого инструмента просто нет или его нельзя применить.
Почему электролобзиком можно пилить металл
В принципе, пилит не сам электролобзик, а пилка. Если использовать специальную пилку по металлу, то этот инструмент успешно справляется с задачей. Им можно резать, как мягкие цветные металлы – медь, латунь, бронзу, алюминий толщиной чуть меньше длины полотна, так и черные толщиной до 10 мм.

Есть опыт пиления и более толстых заготовок из стали, но это медленно, требует частой смены пилок и смазки во время пиления, подходит для разовой работы, когда нет других вариантов.
В каких случаях следует резать электролобзиком
Для резки сталей в непромышленных условиях применяются газо- и электросварка в режиме резки, УШМ или торцовка с отрезным диском по металлу, ручной лобзик с пилкой по металлу, ножницы, гильотины.
Электролобзик используется в следующих случаях:
- требуется чистый рез, без окалин и перегрева структуры металла;
- нужно вырезать окружность, кривую линию, овал, что невозможно сделать другим инструментом;
- когда нужно сделать вырез под углом, регулировка наклона платформы электролобзика позволяет это сделать;
- когда другого инструмента просто нет.
В помещениях, где хранятся ГСМ, другие легковоспламеняющиеся материалы, опасно работать искрящим отрезным диском на УШМ, газо-электросваркой в режиме резки. В отремонтированных помещениях при этом можно повредить отделку. Здесь также используется лобзик.
Выбор пилки
Скорость и качество пропила зависит от качества полотна лобзика. В продаже имеются разные варианты пилок по металлу. Как пример – Т118G и Т318ВF.
- Т – т-образный (крестообразный хвостовик);
- первая цифра 1 и 3 – длина пилки по порядковым номерам. 1 – самая короткая, 3 – более длинная;
- 18 – шифр предназначения полотна, сверяется по таблице. В данном случае – по металлу;
- В и G размер шага зубьев. G – самый мелкий зуб, менее 1 мм, В – зуб и шаг 2-3 мм, более крупный;
- маркировка F означает, что полотно сделано из комбинации разных металлов (биметалл) – более мягкого полотна, чтобы не ломалось, и сверхтвердых зубьев.
У разных производителей может быть разная маркировка своих пилок по металлу. Радикально облегчает выбор надпись на упаковке и самом полотне: Metal. Оценить размер и шаг зубьев без расшифровки маркировки можно визуально.
Стоит ли обращать внимание на бренд
Бренд пилки для электролобзика имеет большое значение. В мире есть много производителей, желающих войти на этот рынок расходных материалов. Среди них и полукустарные производства, которые выпускают неработоспособные муляжи лезвий, которые не могут пилить даже дерево.
Только крупный производитель способен наладить поточный выпуск качественных изделий с соблюдением всех технологических норм и контролем качества на всех этапах. Наиболее популярные из них, заработавшие хорошую репутацию по качеству – Бош, Макита, некоторые другие.
Какую пилку выбрать для конкретного металла
Чем прочнее металл, тем меньший зуб требуется. Более крупный зуб пилит быстрее, подходит для мягких цветных металлов. Величину зуба можно оценить как визуально, так и по маркировке:
G — самый мелкий зуб, около 1 мм.
A —от 1,5 мм до 2 мм.
B — от 2мм до 3 мм.
Более крупный зуб, от 3 мм до 5 мм с маркировкой C и D для пилки металла электролобзиком не применяется.
Иногда может встретиться пилка с маркировкой X, с разным шагом зуба.

Универсальной пилкой для всех металлов и случаев считается базовая модель с надписью basic (базовая). Это короткое полотно с самым мелким зубом и маркировкой Т118G. Им можно пилить все: от меди до железа.
Многое зависит и от прочности сплава, из которого сделана пилка. Определить его прочность можно только при реальной работе.
Длина полотна должна быть достаточной, чтобы сделать пропил нужной толщины.
Более точных рекомендаций по подбору дать нельзя, так как металл бывает разный. Например, сплавы алюминия с цинком имеют большую прочность, а продукция порошковой металлургии имеет совсем другие свойства, чем исходный металл.
Пилка по металлу для электролобзика на середину текущего года, 1 шт. стоит в среднем 50-80 руб. Комплект из 5 шт. от 250 до 400 руб. Комплектом покупать удобнее. Во-первых, лезвия при работе с таким материалом часто ломаются. Во-вторых, если в наборе разные пилки, есть возможность подобрать ту, которая пилит лучше остальных.
Также есть лайфхак, как сделать пилку для электролобзика из обломка обычной пилки по металлу для ручного лобзика.
Замечания по видео:
- Качественное полотно очень трудно разрезать обычными ножницами по металлу. Её можно обточить (без перегрева) на абразивном круге.
- Показательный пропил делается неправильно.
- Нельзя держать заготовку в руках. Она должна быть жестко зажата струбцинами или в тисках.
- Нельзя пилить «на зажим», т.к. в конце пропила снизу-вверх половинки заготовки зажмут полотно лобзика.
Каким ручным электролобзиком лучше работать
Металл пилит пилка, а электролобзик только приводит ее в движение и направляет. Поэтому пилить можно любым исправным электролобзиком, имеющим регулировку оборотов. Режим раскачки пилки (маятниковый ход) при резке металла не нужен. Специальных ручных электролобзиков по металлу не существует. Используются обычные электролобзики, подбирается только полотно.
К сведению! Чем мощнее электролобзик, тем легче он пилит металл. Профессиональные модели могут пилить материал большей толщины, чем бытовые.
Есть стационарные ленточнопильные станки по металлу, которые можно приобрести для домашней мастерской, но это уже не ручные электролобзики.
Какую максимальную толщину можно резать
В маркетинговых целях может быть заявлено, что эти инструментом можно пилить сталь толщиной до 20 мм и мягкие металлы до 30 мм. Возможно, если купить сотню лезвий и потратить неделю времени.
![Электролобзик пилит металлический швеллер]()
В реальности, при необходимости, разово можно пропилить несколько десятков см стали толщиной до 10 мм и мягких металлов – до 20 мм. В редких случаях, когда надо, можно сделать короткий пропил на всю глубину полотна.
Как правильно и ровно пилить
Большой недостаток электролобзиков – полотно склонно уходить в сторону, потому что закреплено только с одного конца. Сделать пропил точнее помогут следующие простые приемы.
- используются только острые пилки. Если зубья стерты неравномерно, лезвие будет делать пропил острой стороной и уходить в сторону этого пропила;
- подбираются оптимальные низкие обороты (такты шага пилки). Материал пилят при очень высоких оборотах отрезных дисков, но при медленном движении пилок. (Тоже касается и сверления).
На слишком низких оборотах двигатель не потянет нагрузки, пилка будет застревать. При слишком высоких, зубья будут прыгать и быстро сломаются или сточатся.
Про опыт пиления дерева при резке металла следует на время забыть – он режется совсем не так, непривычно медленно по сравнению с деревом.
Лобзик передвигают очень медленно и плавно, без рывков. При рывке будет удар пилки о металл, и она может сломаться или выкрошатся зубья. При уводе инструмента в сторону пилка в пропиле ломается.
На промышленных станках при такой резке применяются смазывающе-охлаждающие жидкости (СОЖ). Это водные эмульсии масел, можно применять их, или обычное машинное масло. Лучше более жидкое (трансформаторное, веретенка).
Наносится по несколько капель из масленки на пилку и место пропила. При этом время от времени нужно выключать электролобзик и вытирать ветошью шлам, смесь масла и металлических опилок.
На некоторых материалах эффективна смазки линии пропила обычной свечей, парафином или воском.
Ювелирный лобзик
Это ручной инструмент для точных мелких работ. Подразумевается возможность ювелирной обработки украшений из драгоценных металлов. Но используется и для других целей при создании моделей, подгонки электронных плат и т.д.
По сути, это аналог рамки держателя для обычной длинной пилки по металлу, ручного лобзика. Отличие в форме – ювелирный лобзик короткий, в высоту больше, чем в длину. Качественные ювелирные лобзики отличаются высокой точностью подгонки всех деталей. Нет люфтов, ничего не качается, пилка сидит плотно.
![Ювелирный лобзик по металлу с набором приспособлений]()
Для такого инструмента применяются специальные тонкие режущие полотна, внешне похожие на струну.
В итоге, при грамотном подходе электролобзик со специальной пилкой по металлу может выполнить специфические задачи, которые не по силам другим металлорежущим инструментам, как ручным, так и стационарным.
Читайте также:

